
Abstract
Full-scale laboratory cutting tests that measure the specific energy (SE) are widely used to evaluate rock cuttability by mechanical excavators, and in particular roadheaders fitted with radial or drag-type bits. Radial or drag-type bits are often changed during operation as they wear and become blunt. In this study, full-scale cutting tests were carried out on different rock types using bits with varying degrees of wear in order to assess the impacts of pick bluntness on cutting forces and the SE. The relationships between wear flats and cutting forces, SE, and various rock properties such as uniaxial compressive strength, tensile strength, indentation index, Shore hardness, Schmidt hammer hardness, and density were examined and are discussed in this paper. The mean cutting force increased 2- to 3-fold and the cutting SE rose 4- to 5-fold with a 4-mm wear flat as compared to a sharp pick. Critical wear flats were plotted for different rock property values, and 25 MJ/m3 was considered the threshold SE above which cutting performance was considered to be poor. Best-fit predictive models based on statistical analysis of the laboratory cutting test results are introduced as a means to estimate SE as a function of bit type, wear condition, and various mechanical properties of the rock. These models can be used to predict the performances of mechanical excavators that use radial tools, especially roadheaders, continuous miners, and longwall drum shearers.
Résumé
Les tests de découpe à grande échelle, permettant de mesurer l'énergie spécifique (ES), sont largement employés en laboratoire afin d'évaluer l'aptitude à la découpe des roches par excavatrices mécaniques, notamment les haveuses montées avec des trépans racleurs rotatifs ou radiaux Ces derniers doivent être changés régulièrement lors des expériences du fait de leur usure par épointement. Dans cette étude, les tests ont été réalisés sur différents types de roches, en utilisant des pics présentant divers degrés d'usure, et ce dans le but d'estimer l'effet de l’épointement sur les forces de coupe et sur l'ES. Les relations entre plat d'usure, force de coupe, ES et de nombreuses propriétés des roches (telles que dureté Shore, dureté Schmidt Hammer et densité) font l’objet de cet article. En comparaison de celles obtenues avec une pointe aiguisée, les forces moyennes de coupe avec une pointe usée (plat de 4 mm) ont été multipliées par un facteur de 2 à 3, et l'ES de coupe par un facteur de 4 à 5. Il est alors possible de tracer les valeurs critiques de plat d'usure pour différentes propriétés des roches. Les performances de coupe sont considérées comme pauvre en dessous d'un seuil d'ES de 25 MJ/m3. Des modèles de régression basés sur une analyse statistique des résultats de coupes en laboratoire permettent alors d'estimer l'ES en fonction du type de pic, de la condition d'usure, ainsi que de nombreuses propriétés mécaniques de roches.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Drag-type cutters or radial tools are one of the most popular and commonly used cutting tools used in mechanical excavators, such as roadheaders, continuous miners, longwall drum shearers, and many varieties of chain and trench cutters. These machines have been applied in a wide range of rock types and structures in civil applications, as well as in the mining of coal, salt, gypsum, potash, and other evaporites and medium-strength nonabrasive ores since the early 1960s. Major improvements achieved in the last 50 years in this field include steady increases in machine weight, size, and cutting head power, improved carriage design, the implementation of systems for picking up and loading muck, and more efficient cutting head design. On the tool side, advances in metallurgical science have led to many improvements in the materials employed for and the process of manufacturing bits and their mounting systems.
These bits are sharp and have a certain profile when they are new, but they lose their efficiency when they become blunt due to the wear of the material used in the tip and the body of the bit with use. This continues up to the point at which the cutting forces and energy required for rock excavation increase sharply, when the bit is replaced.
In the work described in the present study, low- to medium-strength rocks were cut to evaluate the impact of wear on the specific energy (SE) of cutting for various type of rocks. This was accomplished by performing a series of linear cutting tests in the laboratory that allowed for the direct measurement of cutting forces and the SE. In addition to the cutting tests, the mechanical and physical properties of the rock samples were measured to further assess the variation in the SE as a function of rock properties. The initial results indicate that SE increases linearly with the size of the wear flat (as represented by the degree of wear in millimeters). This paper discusses the background of the rock cutting using drag bits, reviews the extensive laboratory testing program performed, and offers an analysis of the results and their implications for the field performances of pertinent machines in various applications.
Background
Mechanical excavator performance depends on a variety of factors, including the properties of the rock, the conditions of the rock mass, the cutter used and the cutting geometry, the operational parameters of the machine, and the operator’s skills. Rock is characterized by its strength properties, brittleness, and abrasivity. The abrasive wear of cutting tools due to rock–pick interactions impacts directly on the productivity and leads to extra costs and delays due to the need to replace the cutters. In turn, it determines the overall machine performance, the feasibility of using a certain type of tool or machine, and finally the cost of production.
Some of the earliest studies on this subject focused on the use of wedge- or chisel-shaped cutters in rock cutting and the estimation of the cutting forces that acted on the tools, based on the mechanical properties of the rock. A good example of such a model is provided by the study performed by Evans, who derived the formulae for estimating cutting forces based on the unconfined compressive strength (UCS) and shear properties of the rock (Evans 1984). While these formulae were successfully applied to a limited range of rock types, it was not possible to directly link the end results to field applications of various machines and the estimation of the anticipated rate of production.
As a result, many studies have been carried out to establish relationships between the cutting performances of various machines and the properties of the rock (Fowell 1973; McFeat-Smith and Fowell 1977; Gehring 1989; Neil et al. 1994; Bilgin et al. 1996; McFeat-Smith and Fowell 1976; Thuro and Plinninger 1999; Goktan and Gunes 2005; Keles 2005). McFeat-Smith and Fowell developed standard cutting tests and established that there is a close relationship between SE and the production rate of roadheaders (McFeat-Smith and Fowell 1976; Fowell and Pycroft 1980; Fowell and Johnson 1982). Similar relationships have also been found by other researchers for roadheaders of different sizes (Keles 2005; Balci and Bilgin 2005). The same trend has been observed in the performances of other machines, including continuous miners and longwall shearers. While measuring the cutting forces and SE in the laboratory provides the best proof of the cutting performance of a certain tool in given rock type, in many cases such facilities for rock cutting tests are not available (Rostami et al. 1998). Therefore, empirical models have been developed so that the properties of the intact rock can be used to predict the SE of cutting and therefore estimate machine performance in given conditions. McFeat-Smith studied the relationships between SE and some properties of the rock and offered formulae for estimating the SE based on these properties (McFeat-Smith 1975).
Bölükbaşı carried out laboratory cutting tests and compared the predicted to the actual machine performance for Dosco MK-2A roadheaders at the Çayırhan coal mine in Turkey (Bolukbasi 1989). Keleş studied the relationship between SE and the in situ cutting rate of a Dosco MK-2B roadheader (a 38-ton machine) for the rocks encountered in the Çayırhan coal mine. Figure 1 compares the predicted performance of the Dosco MK-2B with those of the Dosco MK-2A and the heavier Dosco MK-3 roadheaders, as assessed by McFeat-Smith and Fowell (1977), Fowell and Johnson (1982), and Keles (2005).

Comparison of the predicted performances of different roadheader classes (Keles 2005)
Several other models have been proposed for predicting the performances of various machines that use pick cutters. Those models are based on cutting forces, SE, and empirical data from various job sites, and each offer a distinct approach to estimating machine performance. Machine manufacturers often offer performance estimation charts for their machines, which can be used to estimate the production rate for a given size of machine (and cutting head power) and anticipated performance. Rostami introduced a performance prediction model that is based on force equilibrium and yields the production rate based on the cutting head design, type of bit, and the estimated cutting forces (Rostami et al. 1994). This model can be used for CMs and roadheaders when they are applied in ground conditions where the face is uniform and is not impacted by various joints and rock mass properties (mining coal, salt, or evaporites). Bilgin et al. (1996) offered an empirical model for predicting roadheader performance in tunneling applications, based on the power of the machine, the compressive strength of the rock, and the RQD of the rock mass.
While these models were employed relatively successfully in their particular applications, none of them specifically addressed the impact of bit wear on SE and the production rate of the machine. The study described in the present paper was an attempt to address this knowledge gap and determine the most influential parameters, and to show the significance of bit wear, shape of the tip, and bluntness on machine performance.
Laboratory testing
The laboratory tests performed in this study included rock mechanics and full-scale rock cutting tests. Various parameters pertinent to rock cutting behavior were measured. These included the dimensions and geometry of the cutting tool, the cutting pattern, and the properties of the rock. One of the main variables considered in the testing was the bluntness of the cutting tool, which was pre-determined by machining the tools to certain shapes. The selected shapes of the cutters represented the potential bluntness of the tool which minimized the process of wear and the reshaping of the cutting tools.
As for the characterization of the rock samples, it is known that the UCS is often used as the main predictor of cutting machine performance with weaker sedimentary rocks such as sandstone, siltstone, and mudstone (Fowell et al. 1994). The cutting action of drag-pick tools has been shown to correlate well with indentation action. In addition, that are strong relationships between the cone indenter hardness and the performances of selected roadheaders when using drag bits (McFeat-Smith 1975). The Shore scleroscope has been used to measure rock hardnesses, and in some cases it has proven to be a valuable laboratory tool for determining the UCS (Atkinson et al. 1986). Similarly, Schmidt hammer rebound values have been correlated with the UCS by a number of researchers, and some standard charts have been created that allow the UCS to be estimated from Schmidt hammer results, but with only limited success for very soft or very hard rocks (Atkinson et al. 1986).
The standard cutting test was developed by Roxborough and Phillips to simulate the cutting action of a drag bit and to measure the corresponding cutting forces that occur when cutting various rock samples (Roxborough and Phillips 1974). The cuts are made at a depth of 5 mm with a standardized bit tip geometry. This is accomplished by using a tungsten carbide chisel-shaped tool with a specific composition that is mounted on an instrumented linear cutting device, which is commonly known in machine shops as a planer (Roxborough and Phillips 1974; Dalziel and Davies 1964; Evans and Pomeroy 1966; Bolukbasi 1973; Kenny and Johnson 1976). The standard cutting bits used in the testing program were chisel-type tools similar to those utilized in coal cutting tests by Evans (1974).
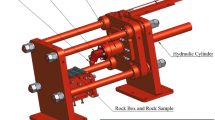
Tests were performed on different rock types with sharp and artificially blunted picks, and the variations in the cutting forces and specific energy were measured at different settings. Tests were conducted in the rock cutting facility at the Mining Engineering Department of the Middle East Technical University in Ankara, Turkey. Figure 2 shows the test setup, which consisted mainly of a planer, a dynamometer, and a data recording unit. The modified planer had a stroke of 625 mm and a power of 4 kW. The rock sample could be raised, lowered, or traversed relative to the cutting tool. This setup was able to accommodate a block of rock with a length of 500 mm, a width of 350 mm, and a height of 300 mm. The cross-head of the planer was modified to accept a triaxial force dynamometer and a tool holder. The machine was fitted with a 150-kN triaxial dynamometer which measured the cutting force acting on the tool as three mutually perpendicular components: the drag or in-line cutting, the normal, and the side forces. The measured cutting forces were recorded directly on a multi-channel data recorder. The rock samples used in the testing were mostly 300 × 300 × 150 mm in size, as shown in Fig. 2. The artificially blunted picks were machined by a diamond grinding disc to the shape determined in the test matrix. Figure 3 shows an artificially blunted chisel-type radial bit that was machined using a diamond grinding disc (Dogruoz 2010).

Setup for the rock cutting experiment and the rock sample test

The tests involved cutting at a depth of 5 mm and a cutting speed of 150 mm/s with a chisel-shaped tungsten carbide tool containing 10 % cobalt by weight, a rake angle of (−5°), a back clearance angle of 5°, and a tool width of 12.7 mm. The depth of cut for this series of tests was 5 mm, so as to comply with the standard test setting established by McFeat-Smith and Fowell (1977) and Fowell and Johnson (1982). The laboratory-specific energies were calculated using the following formula (McFeat-Smith and Fowell 1977, 1979; Balci et al. 2004):
where SE (MJ/m3) is the laboratory SE, Fc (kN) is the cutting or drag force, and Q (m3/km) is the yield per unit length of cut.
Figure 4a shows a standard sharp pick used in the experiments. Since the standard pick has a negative rake angle, the standard picks were blunted by grinding with a 40° wear angle to obtain wear flats of width 1, 2, 3, and 4 mm. Since standard cutting tests were performed, the wear angle was 40°. Figure 4b shows a pick blunted to a 4-mm wear flat (Dogruoz 2010).

Sharp (a) and artificially blunted (b) chisel-type standard cutting picks (Dogruoz 2010)
Table 1 provides a summary of the results of the rock property tests, performed in accordance with ISRM suggested methods. Cutting tests were performed in low- to medium-strength rock samples (not high-strength rocks) due to the limited capacity of the testing device to restrict the possibility of cutting tool or dynamometer failure. A total of 400 standard cutting tests were performed, and the mean results obtained in these tests were used in this study. Furthermore, at least five tests of each sample were performed, and the mean results obtained were applied in the rock parameter experiments, as shown in Table 1.
Results and discussion
Analysis of the test results showed progressive increases in the cutting force and SE for a given rock type as the bluntness increased. According to Fowell and Pycroft, poor cutting performance is observed particularly in massive rocks at measured SE values of 25 MJ/m3 and above (Fowell and Pycroft 1980). Moreover, as increased rock strength typically coincides with increased abrasion, the resulting performance of drag-type tools will make them very costly and inefficient to use in such applications. When radial bits are used in such conditions, wear becomes a critical issue, and cutting can only continue if the bits are frequently inspected and replaced or if radial tools are replaced with point-attack picks (Fowell and Pycroft 1982).
Figure 5 shows the establishment of critical wear flats as a function of compressive strength, tensile strength, and cone indenter number, using 25 MJ/m3 as the limiting SE above which poor cutting performance is expected. As seen in Fig. 5, SE remains below 25 MJ/m3, even with a 4-mm wear flat, for rocks with a UCS of <20 MPa. The critical limit is even exceeded with a 1-mm wear flat when the uniaxial compressive strength exceeds 35 MPa. In addition, the SE remains below 25 MJ/m3 even with a 4-mm wear flat for rocks with Brazilian tensile strengths (BTSs) of less than about 3 MPa. Alternatively, the critical limit is exceeded even with 1-mm wear-flat picks when the BTS exceeds about 6 MPa. Similarly, SE remains below 25 MJ/m3 even with a 4-mm wear flat in rocks with a cone indenter number of <1.2, but the limit is exceeded even with a 1-mm wear-flat pick when the cone indenter number is above 2 (Dogruoz 2010).

Critical wear flat as a function of uniaxial compressive strength, BTS, and cone indenter hardness
Figure 6 shows the establishment of the critical wear flat at various Shore hardnesses, Schmidt hammer hardnesses, and densities when the limiting SE is set to 25 MJ/m3. It is clear that a 4-mm wear flat for rocks with Schmidt hammer values of <25–30 is below the critical limit, but this limit is exceeded even with a 1-mm wear-flat pick when the Schmidt hammer hardness exceeds about 40. Plots of laboratory specific energy versus wear flat size are shown for some of the rock samples tested in this study in Fig. 7.

Critical wear flats for various Shore hardnesses, Schmidt hammer hardnesses, and densities

Relationships between the laboratory specific energy and the wear flat size for seven different rocks
Statistical analysis was used to investigate the correlation between the measured cutting results, and the best models for predicting the SE based on the properties of the rock and the degree of wear on the tool were selected. The correlation and determination coefficients were compared among the models, which allowed the most logical models to be selected. The best-fit regression model for estimating SE based on the properties of the rock and the bit wear flat is as follows:
where SEL is the laboratory SE(MJ/m3), W F is the wear flat (mm), UCS is the uniaxial compressive strength (MPa), I S is the standard cone indenter number (MPa), SCH is the Schmidt hammer hardness, and SH is the Shore hardness.
The second-best-fit mode is
where BTS is the BTS and D is the density (g/cm3). A comparison of the predicted and actual laboratory cutting specific energies for two different types of model is shown in Fig. 8.

Comparison of the predicted and laboratory specific energies of cutting for two different models
Conclusions
In this study, the effect of cutting tool wear and bluntness on the SE of cutting in different rock types was investigated. Although the SE obtained by the standard cutting test is known to give a good indication of the ease of cutting and the cutting performance of a mechanical excavator, the predicted performance can only be achieved if sharp cutting tools are used. Cutting tools, on the other hand, become blunt at a rate that depends on the type of rock being cut, causing a decrease in cutting performance and an increase in cutting forces. While the rate of wear is a function of rock abrasivity and strength, the magnitude of the cutting forces and the SE depend on the geometry of the tool, the depth of the cut, and the rock strength. Increased cutting forces and SE reduce the production rate and can damage the tool/machine by creating strong vibrations and large variations in the cutting head torque. Therefore, it is important to establish the critical wear rate at which the worn tool should be replaced. Critical wear rates can be determined by defining a critical laboratory cutting SE, for example 25 MJ/m3. The working life of a worn cutting tool can then be determined using the critical wear and as a function of rock abrasivity and strength. The formulae offered in this study can also be used to estimate the SE of cutting in rocks of low or medium strength, and so they can be used to estimate the production rate for a given machine assuming a reasonable value for the wear. Analysis of the production rate versus time and the cost of changing the tool can be used to optimize the tool replacement time in order to maximize the production and minimize the average cost of rock excavation.
References
Atkinson T, Cassapi VB, Singh RN (1986) Assessment of abrasive wear resistance potential in rock excavation machinery. Int J Min Geol Eng 4(2):151–163
Balci C, Bilgin N (2005) Comparison of small and full scale rock cutting tests to select mechanized excavation machines. İstanbul Technical University, Mining Engineering Department
Balci C, Demircin MA, Copur H, Tuncdemir H (2004) Estimation of optimum specific energy based on rock properties for assessment of roadheader performance. J S Afr Inst Min Metall 104:633–642. ISSN 0038–223X/3.00
Bilgin N, Yazici S, Eskikaya Ş (1996) A model to predict the performance of roadheaders and impact hammers in tunnel drivages. In: EUROCK’96, Torino, Italy, 2–5 Sept 1996, pp 710–721
Bolukbasi N (1973) Studies on the design and operation of some longwall mining systems using a 1/4 scale model. Ph.D. thesis. University of Newcastle upon Tyne, Newcastle upon Tyne
Bolukbasi N (1989) Indication of excavation capability for A.O.L. Beypazarı region rocks. Mining Engineering Department, Middle East Technical University, Ankara
Çopur H, Ozdemir L, Rostami J (1998) Roadheader applications in mining and tunneling industries. Min Eng (March):38–42
Dalziel JA, Davies E (1964) Initiation of cracks in coal specimens by blunted wedges. The Eng 217:217–220
Dogruoz C (2010) Effect of pick blunting on cutting performance for weak–moderate rocks. Ph.D. thesis. Mining Engineering Department, Middle East Technical University, Ankara
Evans I (1974) Relative efficiencies of picks and discs for cutting rocks. Fairhurst C, Wallace GB (eds) Advances in rock mechanics: proceedings of the Third ISRM Congress of the International Society for Rock Mechanics, vol.2-B. Natl Acad Sci, Washington, DC, p 1399
Evans I (1984) A theory of the cutting force for point attack picks. Int J Min Eng 2:63–71
Evans I, Pomeroy CD (1966) The strength, fracture and workability of coal. Pergamon, London
Fowell RJ (1973) Studies on the application of percussively activated tools to reef slotting in some South African quartzites. Ph.D. thesis. University of Newcastle upon Tyne, Newcastle upon Tyne
Fowell RJ, Johnson ST (1982) Rock classification and assessment for rapid excavation. In: Proc Symp Strata Mech, Newcastle upon Tyne, UK, 5–7 April 1982, pp 241–244
Fowell RJ, Pycroft AS (1980) Rock machinability studies for the assessment of selective tunnelling machine performance. In: Proc 21st Natl Rock Mechanics Symp, Rolla, MO, USA, 28–30 May 1980, pp 149–158
Fowell RJ, Pycroft AS (1982) Rock machineability studies for the assessment of the selective tunneling. Elsevier, Newcastle upon Tyne, pp 241–244
Fowell RJ, Richardson G, Gollick MJ (1994) Prediction of boom tunnelling machine excavation rates. In: Nelson PP, Laubach SE (eds) Rock mechanics: models and measurements; challenges from industry. A.A. Balkema, Rotterdam, pp 243–51
Gehring KH (1989) A cutting comparison. Tunn Tunn 21:27–30
Goktan RM, Gunes N (2005) A comperative study of Schmidt hammer testing procedure with reference to rock cutting. Int J Rock Mech Min Sci 42:466–472
Keles S (2005) Cutting performance assessment of a medium weight roadheader at Çayırhan coal mine. M.Sc. thesis. Middle East Technical University, Ankara, p 58
Kenny P, Johnson SN (1976) The effect of wear on the performance of mineral-cutting tools. Collie Guard: 224–246
McFeat-Smith I (1975) Correlation of rock properties and tunnel machine performance in selected sedimentary rocks. Ph.D. thesis, University of Newcastle upon Tyne, Newcastle upon Tyne
McFeat-Smith I, Fowell RJ (1976) Factors influencing the cutting performance of a selective tunnelling machine. Proc Tunnelling Symp, 76. Department of Mining Engineering, University of Newcastle upon Tyne, Newcastle upon Tyne, p 301
McFeat-Smith I, Fowell RJ (1977) Correlation of rock properties and the cutting performance of tunnelling machines. Proc Conf on Rock Eng, Newcastle upon Tyne, UK, 4–7 April 1977, p 581
McFeat-Smith I, Fowell RJ (1979) The selection and application of roadheaders for rock tunnelling. In: RETC (Rapid Excavation and Tunnelling Conference) proceedings, vol 1. New York, pp 262–279
Neil DM, Rostami J, Ozdemir L, Gertsch R (1994) Production estimating techniques for underground mining using roadheaders. SME/AIME Annual Meeting, Albuquerque, NM, USA, 14–17 Feb 1994
Rostami J, Ozdemir L, Neil DM (1994) Application of heavy duty roadheaders for underground development of the Yucca Mountain Exploratory Study Facility. Proc Int High Level Nuclear Waste Management Conf, Las Vegas, NV, USA, 17–20 May 1994
Rostami J, Monroe S, Ozdemir L (1998) Issues related to design and performance optimization of continuous for increased productivity. In: SME/AIME 1998 Annual Meeting & Exhibit, Orlando, FL, USA, 9–11 March 1998 (preprint no. 98–218)
Roxborough FF, Phillips HR (1974) Experimental studies on the excavation of rocks using picks. In: Fairhurst C, Wallace GB (eds) Advances in rock mechanics: proceedings of the Third ISRM Congress of the International Society for Rock Mechanics. Natl Acad Sci, Washington, DC
Thuro K, Plinninger RJ (1999) Roadheader excavation performance: geological and geotechnical influences. In: 9th ISRM Congress (Theme 3: Rock Dynamics and Tectonophysics/Rock Cutting and Drilling), Paris, France, 25–28 Aug 1999
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Dogruoz, C., Bolukbasi, N. Effect of cutting tool blunting on the performances of various mechanical excavators used in low- and medium-strength rocks. Bull Eng Geol Environ 73, 781–789 (2014). https://doi.org/10.1007/s10064-013-0551-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10064-013-0551-y