
Abstract
The main objective of this study is to investigate the effect of textural properties of stones on cutting performance of a standard chisel tool. Therewithal, the relationships between textural properties and cutting performance parameters and physical and mechanical properties were statistically analyzed. For this purpose, physical and mechanical property tests and mineralogical and petrographic analyses were carried out on eighteen natural stone samples, which can be grouped into three fundamentally different geological origins, i.e., metamorphic, igneous, and sedimentary. Then, texture coefficient analyses were performed on the samples. To determine the cuttability of the stones; the samples were cut with a portable linear cutting machine using a standard chisel tool at different depths of cut in unrelieved (non-interactive) cutting mode. The average and maximum forces (normal and cutting) and specific energy were measured, and the obtained values were correlated with texture coefficient, packing weighting, and grain size. With reference to the relation between depth of cut and cutting performance of the chisel tool for three types of natural stone groups, specific energy decreases with increasing depth of cut, and cutting forces increase in proportion to the depth of cut. The same is observed for the relationship between packing weighting and both of specific energy and cutter forces. On the other hand, specific energy and the forces decrease while grain size increases. Based on the findings of the present study, texture coefficient has strong correlation with specific energy. Generally, the lower depth of cut values in cutting tests shows higher and more reliable correlations with texture coefficient than the increased depth of cut. The results of cutting tests show also that, at a lower depth of cut (less than 1.5 mm), even stronger correlations can be observed between texture coefficient and cutting performance. Experimental studies indicate that cutting performance of chisel tools can be predicted based on texture coefficients of the natural stones.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the fields of mining and construction, the performance of mechanical excavators has a great impact on the production/cost. Hence, predicting the performance of the machines, such as chain saw machine, diamond wire cutting machine, tunnel boring machine, roadheader, shearer, largely influences the process of decision making in feasibility stage. The researchers have been in search of alternative prediction approaches based on easy to obtain rock properties, and the need for developing such performance prediction models is growing.
There are a number of previous laboratory rock cutting studies correlating performance of chisel-type tools (specific energy, SE, normal force, FN, and cutting force, FC) with physical and mechanical properties of rocks. Pomeroy and Foote (1960) realized that the maximum cutting force, acting on a number of coal samples, was significantly related to their Brazilian tensile strength (BTS). As an outcome of the laboratory rock cutting tests performed by McFeat-Smith and Fowell (1977), the effect of the Shore scleroscope hardness (SSH) on SE and pick wear was declared evident. The SE determined using core cutting tests was the most common practice for estimating performance of roadheaders (McFeat-Smith and Fowell 1977, 1979). Through conducting in-depth site and laboratory research, they revealed that the performance of the light- and medium-weight axial type roadheaders was strongly related to SE. Fowell and Pycroft (1980) discovered a significant interplay between SE, uniaxial compressive strength (UCS), and cone indenter hardness for rocks. Tiryaki (2006) demonstrated that SE could be predicted by SSH performed on the field. Balci and Bilgin (2007) interrelated SE, FN, and FC values measured by means of small-scale (chisel tool) and full-scale (conical tool) linear cutting tests with UCS and BTS. Investigating a variety of sandstones, Tiryaki (2008) discovered links between SE, cone indenter hardness, and UCS. Copur (2010) and Copur et al. (2011, 2012) discerned significant relationships between SE, FN, FC, coarseness index (CI), optimum cutter spacing to cutting depth ratio (s/d), and rock properties such as UCS, BTS, static and dynamic elasticity modulus. Tumac (2014) indicated that SE and FC obtained from the small-scale cutting tests could be predicted by SSH.
In addition to chisel tools, many other researchers linked SE, FN, and FC values with rock properties pertained to conical and disc cutters (Demou et al. 1983; Copur et al. 2001, 2003; Balci et al. 2004; Bilgin et al. 2006; Tumac et al. 2007; Yilmaz et al. 2007; Balci and Tumac 2012; Bilgin et al. 2014; Tumac and Balci 2015; Copur et al. 2017).
The effect of petrographical properties on physical and mechanical properties have been studied by many researchers to discover links between those parameters. Mendes et al. (1966) studied on a modal analysis of the mineralogical composition of the granitic rocks and investigated their microstructure and texture; they showed that the petrographic characteristics had meaningful relationships with the mechanical properties. Willard and McWilliams (1969) developed some petrofabric techniques to clearly explain the relations between microstructure and mechanical behavior of granitic rocks. Meriam et al. (1970) studied on the effects of mineralogical and textural characteristics of a variety of granitic rocks on tensile strength. They showed that there was a connection between quartz content and tensile strength. Irfan and Dearmann (1978) introduced a micropetrographical index that was correlated with strength parameters of granite. However, probably because of the nature of the rocks, the findings did not always agree with each other. Bell (1978) and Fahy and Guccione (1979) investigated correlation between quartz content and rock strength, and they did not determine any correlation between those parameters. Hallbauer et al. (1978), Verhoef and Van de Wall (1998) and Elbied et al. (2002) analyzed the interplay between physical, mechanical, and petrographical properties of granitic rocks, and implied the significance of petrographical investigations. Gunsallus and Kulhawy (1984) spotted a conclusive correlation between quartz content and rock strength. Shakoor and Bonelli (1991), Richards and Bell (1995) and Bell and Culshaw (1998) correlated petrographic properties, mostly quartz content, to rock strength. Tugrul and Zarif (1999) studied on granitic rocks to correlate the geomechanical properties and petrographical characteristics. Prikryl (2006) did not find any meaningful relationships between different minerals in a rock, with the exception of mica content, and rock strength. Later on, Phillipson (2008) cast doubt on those findings by demonstrating that sutured mica grains did not have an impact on rock strength.
A limited number of researchers have also investigated the relationships between texture coefficient (TC), physical and mechanical properties of rocks and cutting performance, most likely due to the past conflicting outcomes. Howarth and Rowlands (1987) proposed a definition for estimation of TC and investigated the relationships between TC and percussion and diamond drilling rates for different rocks. They emphasized that TC could be used to predict the drilling rates. Ersoy and Waller (1995) investigated the relationship between TC and drilling rate of sandstone. They indicated that TC and its components had direct effect on drillability, mechanical properties and wear performance of rocks. On the other hand, they suggested taking into account of the other properties of rocks including degree and type of cementation and bonding structure in TC calculation. Azzoni et al. (1996) investigated the relationship between TC and UCS for different rock types. They indicated that TC could not be used to predict the mechanical properties of rocks; however, they said that it could be used to classify rocks according to their lithotypes. In addition to this, they also stated that the components of TC had to be improved by adding significant petrographical parameters of mineralogical composition. Ozturk et al. (2004) studied on TC and correlated it with the mechanical properties of sedimentary rocks and cutting performance of a standard chisel tool at 5 mm depth of cut in unrelieved cutting mode; they indicated that there were moderate and good relationships between TC and cutting performance. Tiryaki and Dikmen (2006) performed a series of linear cutting tests on sandstones using a chisel tool. They investigated the effect of previously ignored parameters (TC, feldspar, mafic and felsic mineral contents) on SE. They indicated that there was a good relationship between TC and SE at 5 mm depth of cut in unrelieved cutting mode. Adebayo and Akande (2011) found strong relationships between penetration rate of a top-hole-hammer drill and textural properties like quartz proportion, silica content, average grain size, porosity and packing density. They indicated that penetration rate increased with increasing grain size.
Although it was previously demonstrated that TC was related to cutting performance, the number of studies in this respect is rather limited, especially by rock types. The main objective of this study is to investigate the effect of texture coefficient and textural properties of a large variety of natural stones on cutting performance of chisel-type tools. For this purpose, the detailed physical and mechanical property tests were performed on eighteen natural stone samples having different geological origins obtained from quarries located in Turkey. Physical and mechanical property tests were performed on the samples. Thin-section petrographic analyses were conducted to describe the textural properties of stones including texture coefficient. Mineralogical and petrographic analyses were carried out to determine the modal composition and grain size distribution of the samples. Rock cutting tests were carried out to determine the cuttability of stone blocks using a portable linear cutting machine in unrelieved (non-interactive) cutting mode by using a standard chisel tool. Average normal (FN) and cutting (FC) forces, maximum normal (F’N) and cutting (F’C) forces and specific energy (SE) values at different depths of cut were obtained as cutting performance. Single variable linear regression studies were performed to find the relationships between cutting performance and textural properties of natural stones. In addition, the relationships between the textural properties and physical and mechanical properties were statistically analyzed.
2 Experimental Studies
Natural stone quarries located in Turkey were visited to collect block samples with the minimum size of 25 × 25 × 30 cm3, having fundamentally different geological origins, i.e., metamorphic stones (marbles), igneous stones (granites), and sedimentary stones (limestones), including 10, 4, and 4 samples, respectively.
2.1 Physical and Mechanical Property Tests
Physical and mechanical property tests were carried out according to the International Society for Rock Mechanics standards (ISRM 2007) including density (ρ), uniaxial compressive strength (UCS), Brazilian tensile strength (BTS), static elasticity modulus (E sta), static Poisson’s ratio (v sta), P- and S-wave velocities, dynamic elasticity modulus (E dyn), dynamic Poisson’s ratio (v dyn), Schmidt hammer rebound values (SHRV), and Shore scleroscope hardness (SSH). The method suggested by the American Society for Testing and Materials (ASTM 2010) was used to perform Cerchar abrasivity tests for determination of Cerchar abrasivity index (CAI).
Density properties of natural stone samples were determined using saturation and caliper techniques. UCS tests were carried out on grinded NX core samples having length-to-diameter ratio of around 2.5–3.0. The stress rate was applied within the limits of 0.5–1.0 kN/s. Stress–strain relationships were analyzed for calculations of static elasticity modulus and static Poisson’s ratio properties. BTS tests were performed on grinded NX core samples having length-to-diameter ratio of around 0.5–1.0; the applied load rate was 0.25 kN/s. UCS and BTS tests were replicated 5–10 times for each stone sample. CAI tests were replicated 5 times in one direction on a freshly broken stone surface over a distance of 10 mm under a total constant force of 70 N by using a West type testing device, and wear flats were measured under a microscope in 0.01 mm precision to obtain an average value. P- and S-wave velocity values were obtained by application of ultrasonic wave pulse to each of the UCS samples. Dynamic elasticity modulus and dynamic Poisson’s ratio were calculated based on the acoustic velocity measurements. SHRV tests were carried out on the stone blocks obtained from the field by using an L9 type Schmidt hammer. SHRV is calculated as the average of readings at 20 different points. SSH tests were carried out by using a C-2 type Shore scleroscope, and only one measurement at the same spot was taken to obtain average SSH values of at least 20 measurements in a sample.
Results of the physical and mechanical property tests are summarized in Table 1. According to Deere and Miller (1966), the studied natural stone samples are classified as very weak to very high strength. The abrasiveness values of the samples vary from very low abrasive to high abrasive as classified by ASTM (2010).
2.2 Mineralogical and Petrographic Analyses
Petrographic examination mainly includes determination of modal composition and grain size distribution of the samples according to the British Standard (BS EN 12407, 2007). The prepared thin sections were examined by using plane polarized light microscope. The microphotographies of the samples are given in Figs. 1, 2, and 3. The samples were petrographically classified based on their grain sizes by using Table 2. The stone types of the studied natural stones were classified as suggested by Streckeisen (1976), Boggs (1987) and Erkan (2001) and the results are given in Table 3 based on the mineralogical and petrographical examination. The grain size distributions of studied natural stones are summarized in Table 4. The results of X-ray fluorescence (XRF) analysis determined according to the British Standard (BS EN 15309 2009) are given in Table 5.

Microphotography of metamorphic stones a Kavaklıdere white I marble (KDWM-I), b Kavaklıdere white II marble (KDWM-II), c Ula dark marble (UDM), d Ula light marble (ULM), e Mustafa Kemal Paşa white marble (MKPWM), f Karahallı white marble (KWM), g Karahallı gray marble (KGYM), h Karahallı green marble (KGNM), i Sivaslı purple marble (SPM), j Bayırovası white marble (BWM) (Cal calcite, Do dolomite, Q Quartz, Chl chlorite)

Microphotography of igneous stones a Aksaray sipahi granite (ASG), b Aksaray yaylak granite (AYG), c Bulancak vizon granite (BVG), d Mustafa Kemal Paşa black granite (MKPBG) (Q quartz, Or orthoclase, Bt biotite, Pl plagioclase, Amp amphibole)

Microphotography of sedimentary stones a Kaklık travertine (KT), b Sandıklı black limestone (SBL), c Finike lymra limestone (FLL), d Korkuteli beige limestone (KBL) (Mi micritic, Sp sparitic, B gap/pore)
2.3 Texture Coefficient Analysis
William et al. (1982) defined texture as the degree of crystallinity. Covering even the microscopic stone particles, the texture conveys information about the composition of mineral grains and matrix. The interaction between grains, matrix, and texture vastly affects the physical and mechanical properties with which rock engineers are concerned. Howarth and Rowlands (1986, 1987) developed a system for quantifying rock texture by integrating geometrical features of grains and matrix. They applied statistical analyses to relate texture coefficient (TC), which is the quantified outcome of the system they developed, to mechanical properties of rocks. TC is estimated by Eq. 1 (Howarth and Rowlands 1986, 1987):
where TC is the texture coefficient, AW is the grain packing weighting, N 0 is the number of grains whose aspect ratio (AR) is below a pre-set discrimination level of 2, N 1 is the number of grains whose AR is above a pre-set discrimination level of 2, FF0 is the arithmetic mean of discriminated form-factors, AR1 is the arithmetic mean of discriminated AR, and AF1 is the angle factor, quantifying grain orientation. AR is a numeric expression of grain ellipticity and can be estimated by Eq. 2.
where D max is the major axis length of grain and D min is the minor axis length of grain. Feret’s diameter is the greatest distance possible between any two points along the grain boundary of a region of interest. Feret’s diameter and angle are illustrated in Fig. 4. D equiv can be estimated by Eq. 3.
where D equiv is the equivalent grain diameter, A is the reference area.

(Reproduced with permission from Howarth and Rowlands 1987)
Feret’s diameter and angle.
Thin-section images captured from a camera mounted on the microscope were taken from the center of each frame. Using this method, multiple images from a single thin section can be used for a statistical assessment after determining the TC values for each image. The statistical assessment of all of these images can be used to calculate the average TC values, which decreases the possible bias based on microscopic analysis.
The main difficulty of using texture analysis to obtain a reliable result from image processing is defining grain and matrix boundaries properly. As can be seen in Fig. 5, drawing the perimeter of each grain is sometimes very difficult due to the subjective approach and complex structure of grain sutures. Also in this study, different stone types generated a variability since the grain sizes had a large range starting from 0.005 to 3.1 mm. To eliminate these drawbacks, at least three photographs (same scale for each sample) were taken by splitting the thin section. Reference area included 25–100 mineral grains and stone fragments. The average TC results and their components are summarized in Table 6.

The view of a sample texture on AutoCAD program
2.4 Rock Cutting Experiments
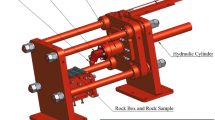
A new generation of portable linear rock cutting machine (PLCM), developed in the Mining Engineering Department of Istanbul Technical University, was used in stone cutting experiments. The PLCM is used for cutting small block or core samples by a real-life mini-scaled chisel, conical, and disc cutters. Block samples having a dimension of 20 × 20 × 10 cm3 are cast in a metal sample box which is moved by a hydraulic cylinder. The cutting tool is attached to a strain gauge based dynamometer (triaxial force transducer, load cell) with a tool holder, which has a precision in the order of 1 kN and covering a range from 0 to 100 kN (Balci et al. 2015). A photographic view of PLCM is given in Fig. 6.

(Reproduced with permission from Balci et al. 2015)
A photograph of the portable linear rock cutting machine.
A standard chisel tool having a rake angle of − 5°, clearance angle of 5°, and tip width of 12.7 mm was used in the cutting tests at different depths of cut in unrelieved (non-interactive) cutting mode. Before performing the tests, surfaces of the stones were carefully trimmed with a chisel tool to obtain a flat surface. All tests were replicated at least three times. The linear cutting tests included more than 200 individual cutting tests. The different depths of cut applied in this study are given in Table 7. The data sampling rate was 1000 Hz, and the cutting speed was 3 cm/s. Average and maximum normal and cutting forces (FN, F’N, FC, F’C) and yield (the volume of stone obtained per unit length of cutting, Q) were recorded in each cut. The SE is estimated by dividing FC by Q with the convenient units. All of the samples were massive, except for Sivaslı purple marble and Kaklık travertine samples having foliation and bedding planes. The cutting direction for Sivaslı purple marble and Kaklık travertine was kept as parallel to the foliation and bedding planes, respectively. Some photographs for the linear cutting experiments performed in this study can be seen in Fig. 7.

Sample photographs for the linear cutting experiments
3 Experimental Results
The relationships between physical and mechanical properties, mineralogical and petrographical properties including texture coefficient, and cutting parameters were analyzed by single variable linear regression method.
3.1 Effects of Textural Properties on Cutting Performance
Determination of the depth of cut is one of the important parameters in cutting tests. In order to determine this parameter, previous cutting tests and real-life depth of cut values used in stone industry, of which most of them cut in microscale, were searched to find the best initial penetration depth. As stated in introduction section, only 5 mm depth of cut on sedimentary rocks was used in the literature to investigate the relationships between TC and cutting performance (Ozturk et al. 2004; Tiryaki and Dikmen 2006). Only using 5 mm depth of cut and sedimentary rocks may be the shortcomings of these studies to deeply understand the effect of textural properties, which can be considered as micro-properties, on cutting performance of chisel-type tools. In the present study, all cutting tests are carried out at lower depths of cut than 5 mm, i.e., 1.5, 2.5, and 3.5 mm in unrelieved cutting mode to differentiate the effects of micro-properties such as different grain sizes and texture structures.
The correlations between textural properties (TC, AW, grain size) and cutting performance parameters were determined within the three stated stone groups of metamorphic, igneous, and sedimentary. Then, the grouped cutting results were combined as one set of data to search for more generalized relationships.
3.1.1 Texture Coefficient Versus Cutting Performance
The relationships between TC and tool forces and SE are given in Fig. 8 for metamorphic stones. As seen, the values of FN, FC, F’N, F’C, and SE increase generally with increasing TC. In addition, the coefficient of determination (R 2) associated with the suggested equations for describing the relationship between TC and each of FN and FC decreases with increasing depth of cut. However, it increases in the relationship between TC and SE. It can be concluded that the TC values are more sensitive to the lower depths of cut for metamorphic stones. It is difficult to make the same generalization for F’N and F’C values, which might be related to microscale cutting characteristics. When the chisel tool touches a large, hard, and abrasive grain, the forces rapidly increase. Therefore, the TC would show a weak relationship with maximum forces. In general, the average and maximum tool forces and SE values obtained at the lower depth of cut values show stronger correlation with TC than that of the higher depth of cut values for metamorphic stones.

Relationships between texture coefficient and cutting performance for metamorphic stones
Figure 9 shows the relationships between TC and tool forces and SE for igneous stones. As seen, the similar conclusions as for metamorphic stones are also valid for igneous stones. Generally, TC values show stronger correlation (higher coefficient of determination) with average and maximum tool forces and SE values at the lower depth of cut values (1.5–2.5 mm).

Relationships between texture coefficient and cutting performance for igneous stones
Figure 10 shows the relationships between TC and tool forces and SE for sedimentary stones. As seen, as depth of cut value increases, the coefficient of determination increases in the correlation between TC and average and maximum normal forces. However, the correlations between TC and average and maximum cutting forces behave in a different manner. As the depth of cut increases, the coefficient of determination decreases. In correlation between SE and TC at three depths of cut (1.5, 2.5, and 3.5 mm), the coefficients of determination are 0.98, 0.99, and 97, respectively. However, some other parameters might be in effect regarding the correlation with TC for sedimentary stones. It is considered that the bedding (layering) of the sedimentary stones affected the tool forces; the two of the sedimentary samples were massive and the other two had bedding planes. The structural properties, bonding force between grains, micro-fractures and other unknown parameters for sedimentary stones could be the reason for the very strong correlations at all depth of cut values except for the maximum cutting force at depth of cut values of 1.5 and 2.5 mm. It should also be mentioned that the number of data is not much and the data include a large gap. However, it makes sense to say in general that TC of sedimentary stones shows good correlation with the measured tool forces and SE at a lower depth of cut value.

Relationships between texture coefficient and cutting performance for sedimentary stones
Figure 11 shows the relationships between TC and tool forces and SE in all stones together (metamorphic, igneous, and sedimentary). As seen, when the depth of cut decreases, the coefficient of determination increases for three stone types with respect to relationships between TC and cutting performance parameters. In other words, at 1.5 mm depth of cut, TC has strong relationships with cutting performance parameters.

Relationships between texture coefficient and cutting performance for three stone types
3.1.2 Packing Weighting Versus Cutting Performance
The correlations between packing weighting (AW) and tool forces and SE were also investigated in this study. It was concluded that the cutting performance could not be exactly estimated from AW when only one stone type was taken into consideration. However, when the AW values were correlated with the cutting parameters in all stones together, AW values indicated moderate and good relationships with cutting performance. This fact is illustrated in Fig. 12, which also shows that the coefficient of determination increases with decreasing depth of cut in all correlations between AW and cutting performance.

Relationships between packing weighting and cutting performance for three stone types
3.1.3 Grain Size Versus Cutting Performance
The relationships between grain size and tool forces and SE for sedimentary stones are given in Fig. 13. As seen, it is clear that when the depth of cut decreases, the tool forces (except for F’C) and SE show higher dependency on the grain size. In other words, the grain size has the strongest relationship with cutting performance at 1.5 mm depth of cut.

Relationships between grain size and cutting performance for sedimentary stones
Figure 14 shows the relationships between the grain size and tool forces and SE for metamorphic stones. The coefficients of determination values were found to be similar at different depths of cut. The grain size had strong relationships with the tool forces and SE at three different depths of cut tested. However, in order to reach this result, Sivaslı purple marble, having mean grain size of 0.09 mm, was taken as an outlier because of its high amount of chloride content indicating a weathering/decomposition and different textural property when considering metamorphic samples.

Relationships between grain size and cutting performance for metamorphic stones
It should be noted that the relationships between the grain size and the tool forces and SE were also investigated for igneous stones and three stone types in combination. No meaningful correlation between the grain size and cutting performance could be found for igneous stones and three stone types in combination. The high variation of the grain size might be considered as one of the reasons behind such a lack of correlation. As seen in Table 4, the mean grain size changes between 0.09 and 1.05 mm for metamorphic stones; 0.7 and 1.2 mm for igneous stones; and 0.08 and 0.025 mm for sedimentary stones. However, the grain size in all stones together changes between 0.025 and 1.2 mm. Although this range covers a wide range of stone characteristics, its irrelevancy with the cutting performance could not be satisfactorily explained for igneous stones and all three stone types together. On the other hand, the findings (relationships between the grain size and the cutting performance) for the metamorphic and sedimentary stones seem to be satisfactory.
3.2 Effects of Calcium Oxide Content on Cutting Performance and Physical and Mechanical Properties
The study indicated that there was no meaningful relationship between calcium oxide (CaO) content and cutting performance. CaO content has a significant influence on mineralogical composition of the natural stone samples used in this study. The analyses indicated that there were no meaningful correlations between CaO content and physical and mechanical stone properties except SSH and CAI. Figure 15 shows the relationships between CaO content and SSH and CAI for metamorphic stones. As seen, as the CaO content increases, SSH and CAI values decrease in the inverse power function. On the other hand, insignificant correlations are determined for igneous and sedimentary stones. Range of CaO content and data gaps in these stones are considered as the reason behind such a lack of correlation. As seen in Table 5, CaO content varies between 30.7 and 55.9% for metamorphic stones. On the other hand, it varies between 2.2 and 3.7% and 30.6 and 55.6% for igneous and sedimentary stones, respectively. When three stone groups are combined, moderate relationships are determined between CaO content and SSH and CAI (Fig. 16). Relationships between CaO content and physical and mechanical properties should be further investigated for a reliable scientific generalization by adding different stones having different CaO content and mechanical properties.

Relationships between calcium oxide content and Shore scleroscope hardness and Cerchar abrasivity index for metamorphic stones

Relationships between calcium oxide content and Shore scleroscope hardness and Cerchar abrasivity index for three stone types
3.3 Effects of Mineralogical and Petrographical Properties on Physical and Mechanical Properties
An attempt was made to correlate physical and mechanical properties of the studied stones with their petrographic details. Figure 17 shows the relationships between UCS and TC and the grain size for metamorphic stones. As seen, there is a direct and strong relationship in the power function between TC and UCS; while UCS increases, TC increases. On the other hand, a moderate relationship is determined between the grain size and UCS. It should be noted that although TC and UCS have a strong relationship (Fig. 17) for metamorphic stones, TC has generally stronger relationships (Figs. 8, 9, 10, 11) than that of UCS with the cutting performance. When investigating the same relations for igneous and sedimentary stones, statistically significant correlations could not be established.

Relationships between uniaxial compressive strength and texture coefficient and grain size for metamorphic stones
4 Discussion
The linear cutting test is currently one of the most reliable methods to determine cutting performance of chisel-type tools. However, the linear cutting test needs sophisticated testing equipment, takes a long time to perform a test, and is relatively more expensive. Therefore, researchers are interested in finding an easy method to predict cutting performance. This study differs from the previous investigations in the way that the textural properties are used to determine cutting performance, which is very important and required in mechanical mining by cutting machine manufacturers to design tool, tool holder and evaluate machine vibrations and breakdowns. The overall results of the experimental studies indicate that cutting performance of chisel-type tools may be predicted by using the textural properties of natural stones.
The need for predicting the performance in natural stone mining is of prime importance. The required tool forces and/or specifications of chain saw and diamond wire cutting machines may be estimated by linear cutting tests or indirect methods. Limited performance prediction models have already been suggested in the former studies (Copur 2010; Copur et al. 2011; Tumac 2014) for chain saw machines based on linear cutting tests. This study indicates that there are strong correlations between textural properties and cutting performance of chisel-type tools. The input parameters of the previously suggested areal net cutting rate prediction models (Copur et al. 2011; Tumac 2014) may be estimated from the relationships suggested in this study. It should be noted that performing the textural property analyses is easier and cheaper than the linear cutting tests.
To the extent of the authors’ knowledge, there are not any prediction models for diamond wire cutting machines published in the literature based on linear cutting tests. Hence, reasonable suggestions related to textural properties, which may reflex the micro-cutting performance, and cutting performance are not established due to the lack of data for diamond wire cutting machines. In field application of diamond wire cutting machines, the values of the effective depth of cut are quite small, only fractions of a millimeter. Based on the authors’ practical experience and literature (Norling 1971; Mancini et al. 1992, 1994; Delgado et al. 2005; Ribeiro et al. 2007; Tumac 2015, 2016), new performance prediction models may be suggested by identifying the effects of friction between cutting tool and stone, Knoop hardness, and grain size on cutting performance of chisel-type tools and mechanical miners used in stone quarries and other cutting devices of stone processing plants.
This study also emphasizes that sedimentary stones have low TC, low cutting forces, and low SE, whereas igneous stones have high TC, high cutting forces, and high SE. The above-mentioned properties of metamorphic stones lie between those of the sedimentary and igneous stones. The similar conclusions were also valid for the relations between TC and drilling rates, which are related to the cutting performance, in these three stone types (Howarth and Rowlands 1987).
The relationships between CaO content and mechanical properties show that there are significant correlations between CaO content and SSH and CAI. Besides, relationships between mechanical and textural properties show that TC has highly significant correlations with UCS in direct power function. On the other hand, grain size shows moderate correlation with UCS in inverse power function. Prikryl (2001) and Ali and Wu (2014) found an inversely proportional relationship between grain size and UCS, such as found in this study. Ajalloeian et al. (2017) emphasized that there was positive relationship between the grain size and UCS in opposite to the results of this study. On the other hand, Howarth and Rowlands (1987) declared that there was strongly positive correlation between TC and UCS. Ozturk et al. (2004) and Tiryaki and Dikmen (2006) emphasized that UCS increased with the increasing TC. Tiryaki and Dikmen (2006) also found a rough linear relationship between AW and SE for sandstones. The findings in the literature did not always agree with each other, probably because of the nature of the rocks/stones. However, as a general result, there is an inverse relationship between the grain size and UCS, such that while the grain size increases, UCS tends to decrease. Besides, there is a direct relationship between TC and UCS, such that increasing TC decreases UCS.
5 Conclusions
Texture coefficient appears to be a powerful and reliable estimator of cutting performance obtained by a standard chisel tool, especially with higher reliability at lower depths of cut, for a wide variety of stones including all geological origins. Although there is a very strong relationship between texture coefficient and uniaxial compressive strength, the texture coefficient yields much more reliable predictor equations for cutting performance.
Grain size is a good predictor with moderate reliability for cutting performance when especially the stones are separated based on their geological origins. Packing weighting has moderately strong relationships with the cutting performance at all depths of cut considering all geological origins together. Calcium oxide content can be used for predicting Cerchar abrasivity index and Shore scleroscope hardness, although the relationships require additional data to close the data gap and improve reliability.
Cutting performance at low depths of cut is considered to be reflecting microscale cutting characteristics such as in chain saws and diamond wires used in quarrying, and processing machines used in stone plants. The results indicate that especially the texture coefficient and grain size can be used for the selection and design of stone cutting machines of every types and predicting their performance at especially feasibility stage. The study should be further improved by adding more data and relating the textural characteristics, especially with performance of the microscale cutting machines.
References
Adebayo B, Akande JM (2011) Textural properties of rock for penetration rate prediction. Daffodin Int Univ J Sci Technol 6(1):1–8
Ajalloeian R, Mansouri H, Baradaran E (2017) Some carbonate rock texture effects on mechanical behavior, based on Koohrang tunnel data, Iran. Bull Eng Geol Environ 76(1):295–307
Ali E, Wu G (2014) Selection of influential microfabric properties of anisotropic amphibolite rocks on its uniaxial compressive strength (UCS): a comprehensive statistical study. J Appl Math Phys 2:1130–1138
American Society for Testing and Materials (ASTM) (2010) Standard test method for laboratory determination of abrasiveness of rock using the CERCHAR method, ASTM D7625-10
Azzoni A, BailoF Rodena E, Zaninetti A (1996) Assessment of texture coefficient for different rock types and correlation with uniaxial compressive strength and rock weathering. Rock Mech Rock Eng 29(1):39–46
Balci C, Bilgin N (2007) Correlative study of linear small and full scale rock cutting tests to select mechanized excavation machines. Int J Rock Mech Min Sci 44(3):468–476
Balci C, Tumac D (2012) Investigation into the effects of different rocks on rock cuttability by a V-type disc cutter. Tunn Undergr Space Technol 30:183–193
Balci C, Demircin MA, Copur H, Tuncdemir H (2004) Estimation of optimum specific energy based on rock properties for assessment of roadheader performance. J S Afr Inst Min Metall 104(11):633–642
Balci C, Comakli R, Polat C, Tumac D, Avunduk E, Copur H, Bilgin N (2015) A new generation of portable linear rock cutting machine (PLCM) and comparison with full scale linear rock cutting tests. ITA world tunnel congress (WTC 2015) and 41st general assembly, ISSN 978-953-55728-5-5, Dubrovnik, Croatia
Bell FG (1978) The physical and mechanical properties of the Fell sandstones, Northumberland, England. Eng Geol 12:1–29
Bell FG, Culshaw MG (1998) Petrographic and engineering properties of sandstones from the Sneinton Formation, Nottinghamshire, England. Q J Eng Geol 31:5–19
Bilgin N, Demircin MA, Copur H, Balci C, Tuncdemir H, Akcin N (2006) Dominant rock properties affecting the performance of conical picks and the comparison of some experimental and theoretical results. Int J Rock Mech Min Sci 43(1):139–156
Bilgin N, Copur H, Balci C (2014) Mechanical excavation in mining and civil industries. CRC Press, Taylor & Francis Group, Boca Raton. ISBN 978-1466584747
Boggs S Jr (1987) Principles of sedimentology and stratigraphy. Merrill Publishing Company, Indianapolis. ISBN 0-675-20487-9
British Standard (2007) Natural stone test methods—petrographic examination, BS EN 12407
British Standard (2009) Characterization of waste and soil. Determination of elemental composition by X-ray fluorescence, BS EN 15309
Copur H (2010) Linear stone cutting tests with chisel tools for identification of cutting principles and predicting performance of chain saw machines. Int J Rock Mech Min Sci 47(1):104–120
Copur H, Tuncdemir H, Bilgin N, Dincer T (2001) Specific energy as a criterion for the use of rapid excavation systems in Turkish mines. IMM Trans A Min Technol 110:149–157
Copur H, Tuncdemir H, Balci C, Ozturk A (2003) Investigation of the parameters affecting rock brittleness from the rock cutting mechanics point of view. TUBITAK project report INTAG-721, Istanbul Technical University, Mining Engineering Department (in Turkish with English abstract)
Copur H, Balci C, Tumac D, Bilgin N (2011) Field and laboratory studies on natural stones leading to empirical performance prediction of chain saw machines. Int J Rock Mech Min Sci 48(2):269–282
Copur H, Balci C, Bilgin N, Tumac D, Avunduk E (2012) Predicting cutting performance of chisel tools by using physical and mechanical properties of natural stones. In: Proceedings of the European rock mechanics symposium (EUROCK 2012), Stockholm, Sweden, May 2012
Copur H, Bilgin N, Balci C, Tumac D, Avunduk E (2017) Effects of different cutting patterns and experimental conditions on the performance of a conical drag tool. Rock Mech Rock Eng 50(6):1585–1609
Deere DU, Miller RP (1966) Engineering classification and index properties for intact rock. Technical report: no. AFWL-TR-65-116
Delgado NS, Rodriguez-Rey A, Rio LMS, Sarria ID, Calleja L, Argandona VGR (2005) The influence of microhardness on the sawability of Pink Porrino granite (Spain). Int J Rock Mech Min Sci 42(1):161–166
Demou SG, Olson RC, Wingquist CF (1983) Determination of bit forces encountered in hard rock cutting for application to continuous miner design. US Bureau of Mines RI8748
Elbied A, Sulem J, Martineau F (2002) Microstructure of shear zones in Fontainebleau sandstone. Int J Rock Mech Min Sci 39:917–932
Erkan Y (2001) Sedimentary petrography, 2nd edn. Hacettepe University, Engineering Faculty Press, Ankara (in Turkish). ISBN 975-491-097-0
Ersoy A, Waller MD (1995) Textural characterization of rocks. Eng Geol 39:123–136
Fahy MP, Guccione MJ (1979) Estimating strength of sandstone using petrographic thin-section data. Bull Int Assoc Eng Geol 16(4):467–485
Fowell RJ, Pycroft AS (1980) Rock machinability studies for the assessment of selective tunneling machine performance. In: Proceedings of the 21st US symposium on rock mechanics (USRMS), University of Missouri, Rolla, MO, May 1980, pp 149–162
Gunsallus KL, Kulhawy FN (1984) A comparative evaluation of rock strength measures. Int J Rock Mech Min Sci Geomech Abstr 21(5):233–248
Hallbauer DK, Nieble C, Berard J, Rummel RF, Houghton A, Broch E, Szlavin J (1978) Suggested methods for petrographic description. ISRM commission on standardization of laboratory and field tests. Int J Rock Mech Min Sci 15:41–45
Howarth DF, Rowlands JC (1986) Development of an index to quantify rock texture for qualitative assessment to intact rock specimens. Geotech Test J 9(4):169–179
Howarth DF, Rowlands JC (1987) Quantitative assessment of rock texture and correlation with drillability and strength properties. Rock Mech Rock Eng 20:57–85
Irfan TY, Dearmann WR (1978) The engineering petrography of a weathered granite in Cornwall, England. Q J Eng Geol 11:233–244
ISRM (2007) The complete ISRM suggested methods for rock characterization, testing and monitoring: 1974–2006. In: Ulusay R, Hudson JA (eds) Suggested methods prepared by the ISRM commission on testing methods, compilation arranged by the ISRM Turkish National Group. Kozan Ofset, Ankara, p 628
Mancini R, Cardu M, Fornaro M, Linares M, Peila D (1992) Analysis and simulation of stone cutting with microtools. In: Proceedings of the 3rd international geoengineering conference, Torino, Italy, September 1992, pp 227–236
Mancini R, Linares M, Cardu M, Fornaro M, Bobbio M (1994) Simulation of the operation of a rock chain cutter on statistical models of inhomogeneous rocks. In: Proceedings of the 3rd international symposium on mine planning and equipment selection, Istanbul, Turkey, October 1994, pp 461–468
McFeat-Smith I, Fowell RJ (1977) Correlation of rock properties and the cutting performance of tunnelling machines. In: Proceedings of the conference on rock engineering, University of Newcastle Upon Tyne, England, April 1977, pp 581–602
McFeat-Smith I, Fowell RJ (1979) The selection and application of roadheaders for rock tunneling. Proc Rapid Excav Tunn Confer Atlanta 1:261–279
Mendes FM, Aires-Barros L, Rodrigues FP (1966) The use of modal analysis in the mechanical characterization of rock masses. In: Proceedings of 1st international congress of rock mechanics, Lisbon, vol 1, pp 217–223
Meriam R, Rieke HH, Kim YC (1970) Tensile strength related to mineralogy and texture of some granitic rocks. Eng Geol 4:155–160
Norling RG (1971) Mechanical properties and the composition of some Swedish natural stone types and their effect on cutting results. In: Presentation at the conference on diamond in the construction and stone industry (in Germany)
Ozturk CA, Nasuf E, Bilgin N (2004) The assessment of rock cuttability, and physical and mechanical rock properties from a texture coefficient. J S Afr Inst Min Metall 7:397–403
Phillipson SE (2008) Texture, mineralogy, and rock strength in horizontal stress-related coal mine roof falls. Int J Coal Geol 75:175–184
Pomeroy CD, Foote P (1960) A laboratory investigation of the relation between ploughability and the mechanical properties of coal. Colliery Eng 37(1):146–154
Prikryl R (2001) Some microstructural aspects of strength variation in rocks. Int J Rock Mech Min Sci Geomech Abstr 38(5):671–682
Prikryl R (2006) Assessment of rock geomechanical quality by quantitative rock fabric coefficients: limitations and possible source of misinterpretations. Eng Geol 87:149–162
Ribeiro RP, Paraguassu AB, Rodrigues JE (2007) Sawing of blocks of siliceous dimension stone: influence of texture and mineralogy. Bull Eng Geol Environ 66:101–107
Richards NP, Bell FG (1995) A survey of some petrographic and engineering properties of sandstones from the Natal Group, South Africa. In: Proceedings of the 8th international congress on rock mechanics, vol 3, pp 1131–1136
Shakoor A, Bonelli RE (1991) Relationship between petrographic characteristics, engineering index properties, and mechanical properties of selected sandstones. Bull Int Assoc Eng Geol 28:55–71
Streckeisen AL (1976) Classification and nomenclature of igneous rocks. Earth Sci Rev 12:1–35
Tiryaki B (2006) Evaluation of the indirect measures of rock brittleness and fracture toughness in rock cutting. J S Afr Inst Min Metall 106:407–424
Tiryaki B (2008) Application of artificial neural networks for predicting the cuttability of rocks by drag tools. Tunn Undergr Space Technol 23(3):273–280
Tiryaki B, Dikmen AC (2006) Effects of rock properties on specific cutting energy in linear cutting of sandstones by picks. Rock Mech Rock Eng 39(2):89–120
Tugrul A, Zarif IH (1999) Correlation of mineralogical and textural characteristics with engineering properties of selected granitic rocks from Turkey. Eng Geol 51:303–317
Tumac D (2014) Predicting the performance of chain saw machines based on shore scleroscope hardness. Rock Mech Rock Eng 47(2):703–715
Tumac D (2015) Predicting the performance of large diameter circular saws based on Schmidt hammer and other properties for some Turkish carbonate rocks. Int J Rock Mech Min Sci 75:159–168
Tumac D (2016) Artificial neural network application to predict the sawability performance of large diameter circular saws. Measurement 80:12–20
Tumac D, Balci C (2015) Investigations into the cutting characteristics of CCS type disc cutters and the comparison between experimental, theoretical and empirical force estimations. Tunn Undergr Space Technol 45:84–98
Tumac D, Bilgin N, Feridunoglu C, Ergin H (2007) Estimation of rock cuttability from shore hardness and compressive strength properties. Rock Mech Rock Eng 40(5):477–490
Verhoef PNW, Van de Wall ARG (1998) Application of petrography in durability assessment of rock construction materials. In: Bobrowsky PT (ed) Aggregate resources: a global perspective. Balkema, Rotterdam, pp 307–330
Willard RJ, McWilliams JR (1969) Microstructural techniques in the study of physical properties of rocks. Int J Rock Mech Min Sci 6:1–12
William H, Turner FJ, Gilber CM (1982) Petrography. W.H Freeman Company Publisher, San Francisco
Yilmaz NG, Yurdakul M, Goktan RM (2007) Prediction of radial bit cutting force in high-strength rocks using multiple linear regression analysis. Int J Rock Mech Min Sci 44(6):962–970
Acknowledgements
Scientific and Technological Research Council of Turkey (TUBITAK) is thanked for its support in Project 112M860. The authors would like to thank Engineers Can Polat, Shahabedin Hojjati, Aydin Shaterpour-Mamaghani, and Mikail Basyigit for their contributions and help in this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tumac, D., Copur, H., Balci, C. et al. Investigation into the Effects of Textural Properties on Cuttability Performance of a Chisel Tool. Rock Mech Rock Eng 51, 1227–1248 (2018). https://doi.org/10.1007/s00603-017-1376-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-017-1376-y