
Abstract
l-Lysine is an essential amino acid that can be produced by chemical processes from fossil raw materials, as well as by microbial fermentation, the latter being a more efficient and environmentally friendly procedure. In this work, the production process of l-lysine-HCl is studied using a systematic approach based on modeling and simulation, which supports decision making in the early stage of process design. The study considers two analysis stages: first, the dynamic analysis of the fermentation reactor, where the conversion of sugars from sugarcane molasses to l-lysine with a strain of Corynebacterium glutamicum is carried out. In this stage, the operation mode (either batch or fed batch) and operating conditions of the fermentation reactor are defined to reach the maximum technical criteria. Afterwards, the second analysis stage relates to the industrial production process of l-lysine-HCl, where the fermentation reactor, upstream processing, and downstream processing are included. In this stage, the influence of key parameters on the overall process performance is scrutinized through the evaluation of several technical, economic, and environmental criteria, to determine a profitable and sustainable design of the l-lysine production process. The main results show how the operating conditions, process design, and selection of evaluation criteria can influence in the conceptual design. The best plant design shows maximum product yield (0.31 g l-lysine/g glucose) and productivity (1.99 g/L/h), achieving 26.5% return on investment (ROI) with a payback period (PBP) of 3.8 years, decreasing water and energy consumption, and with a low potential environmental impact (PEI) index.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the last decade, the number of biotechnology products obtained using biological agents has continuously increased. Commonly, biological processes helps to reduce energy consumption and waste generation often produces biodegradable products and even enables the synthesis of products that are not possible chemically [1]. Among the biotechnological products obtained by fermentation of microorganisms are amino acids, fuels, biopolymers, enzymes, organics acids, vitamins, antibiotics, and others. With a global market for fermentation-derived chemicals of US$16 billion in 2009, an increase to US$ 22 billion was estimated by 2013 [2]. Amino acids are major industrial products derived by fermentation, covering a world market of more than 5 million tons per year, and among amino acids are the l-lysine that is one of the leading biotechnological products with a current production of 2.2 tons per year [3].
In particular, l-lysine is an essential amino acid that can be produced by chemical processes from fossil raw materials, as well as by microbial fermentation, but the latter enables a more economical procedure. The most important applications of l-lysine are as additive to animal feed, supplement for humans, pharmaceutical applications, and precursor for industrial chemicals. The main carbon sources for the industrial fermentation process that generates l-lysine (using wild type or mutants of Corynebacterium glutamicum) are sucrose from molasses and glucose from starch hydrolysates, even though other carbon sources have been reported recently such as lignocellulosic biomass that is an especially cheap carbon. l-lysine commercial forms can be either as a crystalline preparation containing 98.5% l-lysine-HCl (l-lysine monohydrochloride), as an alkaline solution containing 50.7% l-lysine, or as an l-lysine sulfate preparation containing 54.6% l-lysine [3]. Of course, each l-lysine commercial form requires different downstream processing to achieve the degree of purity (implying significantly differences in investment costs, losses during down streaming, amount of waste volume, and user friendliness), so that l-lysine-HCl involves higher operating costs due to the larger number of equipment and energy consumption.
The production of l-lysine from glucose has been reported in several case studies [4–7]; however, all of them are pure glucose as main raw material to produce an alkaline solution with about 57% l-lysine. Buechs [4] studied the effect of several factors (such as initial concentrations of substrates and cell mass, oxygen transfer rate, and dilution rate) on the fermentation kinetics, developing a bioreaction model. Knoll and Buechs [5] presented a basic strategy of coupling a dynamic model describing the bioreaction to a process model of the complete production plant, analyzing the unit production cost and an environmental impact index. Recent works [6, 7] propose simulation tools and optimization methods, respectively, seeking to optimize the operating conditions and variables in the production process, but a rigorous analysis of the dynamic reactor operation is not considered. The results of Taras and Woinaroschy [6] were based only on techno-economic evaluations; however, the minimum unit production cost obtained was about 4 USD/kg, which is a very high value for an l-lysine solution, while the investigation of Brunet et al. [7] was based on technical analysis of the installed capacity of the process and an environmental analysis, focusing mainly on the design of process. Even the optimized design reached a low unit production cost of 1.42 USD/kg, the production is not profitable, since the selling price for a solution with 50% l-lysine is around 1 USD/kg (considering the l-lysine selling price of 1.4–2.4 USD/kg, reported in [3]), based in the conceptual design on an ideal plant, where pure glucose is processed.
The aim of this work is to study the production process of l-lysine-HCl using a systematic approach of modeling and simulation, which supports decision making in the early stage of process design. The study considers two analysis steps: first, the dynamic analysis of the fermentation reactor, where the conversion of sugars from molasses to l-lysine with strain of Corynebacterium glutamicum is carried out. The effect of several operating conditions on the product yield and productivity are study, such as reactor operation mode (either batch or fed batch), initial concentrations, reactor feed strategy, and oxygen transfer rate and second, the analysis of the industrial production process of l-lysine-HCl, where the fermentation reactor, upstream processing, and downstream processing are included. Since the influence of key parameters (such as reactor operating conditions and plant capacity) on the overall process performance is not a trivial task, these parameters are analyzed through the evaluation of several technical, economic, and environmental criteria, to determine in order a sustainable design of the production process. Several scenarios are considered, determining the operation regions to achieve a profitable conceptual design with low environmental impact.
Materials and methods
General approach
Previously, the commercialization of new or improved products was usually based on economic analysis, as a tool during process development and for making decisions about process design. Now, there is a worldwide call for the implementation or sustainable and environmentally attractive technologies. Therefore, here, a methodological approach based on technical, economic, and environmental criteria is presented, which will support decision making in the design and operation of the production process. The main steps of the proposed approach (Fig. 1) and the definition of evaluation criteria are described in the next subsections.

Methodological approach for the comprehensive assessment of a production process
It is noteworthy that although the methodology will be applied for the comprehensive assessment of the l-lysine-HCl production process, it can be extended to any other bio-based product obtained through cell culture or fermentation process.
Reactor dynamic analysis
A bioprocess consists mainly of three stages: upstream processing, reaction, and downstream processing. However, the conversion of raw material to product occurs at the reaction stage. Therefore, constant efforts are being made to enhance fermentation processes to achieve the highest efficiency and producing the highest product yield, including: (a) seeking new or genetically modified strains, to increase their intrinsic productivity characteristics; (b) improving the process operation by modifying agitation, oxygen supply, temperature, pH, etc.; (c) optimizing culture media, by determining initial sugar concentrations and influence of main nutrients and additives; and (d) determining downstream processing configurations, to increase recovery and purity of the finished product [8]. The first one is a task for biotechnology, which is not the subject of this work, while the later tasks are related to process engineering and are addressed in our proposed approach.
The fermentation reaction is carried out in a stirred tank reactor (STR). First, two scenarios are defined based on operation mode: Case I for a batch mode, where all substrates, nutrients, and microorganisms are loaded onto the fermenter, decontaminated before the process starts, and then, all materials are removed at the end and Case II for a fed-batch mode, where cells are grown under a batch regime for some time, usually until close to the end of the exponential growth phase. At this point, the fermenter is fed with a solution of substrates, without the removal of culture medium. This feed should be balanced enough to keep the growth of the microorganisms at a desired specific growth rate and reducing simultaneously the production of by-products (that can be growth or product inhibitory effects). The continuous mode is not considered, because industrial-scale continuous fermentations do have weaknesses, such as microbiological instability or contamination, and technical difficulties, such as lower concentration of the final products, more complicated downstream processing, limitations of mixing and oxygen transfer during long periods, and long-term process sterility maintenance involving an increase in consumption [8–10].
In both (batch and fed batch) operation modes, material concentrations are continuously changing with time, and the fermenter is an unsteady-state system; although in a well-mixed reactor, conditions are supposed to be uniform throughout the reactor at any instant time. Moreover, many factors are involved in the monitoring and regulation of batch or fed-batch reactors, which can be investigated experimentally or by simulation using a dynamic model of the fermentation reactor based on energy and mass balances.
In this stage, the dynamic model can be solved using equation-oriented simulators (such as Matlab, Mathematica, Maplesoft, etc) taking advantage of the computational tools, such as reducing costs of materials and equipment, fast and efficient response, and reuse of both models and results. In particular, in this step, our interest is to study the effect of the operation mode (batch or fed batch), as well as initial conditions (such as initial concentrations of substrates and nutrients) and operating conditions (such as reactor volume, feed strategy, and k L a influence) to increase product yield and productivity. However, often, the increase in yield causes a decrease in productivity. Therefore, the operating conditions should be defined to maintain a trade-off between these two technical criteria.
Production process analysis
The conceptual design, which refers to the pre-finished industrial design, is the approach of technological and design alternatives that may exist in the market or can be created. At this stage, it is necessary to define the process flow diagram, limiting conditions as to the possible materials to use, design, and dimensions of the equipment, processing cycle, or restrictions. At this stage, preliminary cost and environmental impact assessments to determine the feasibility of the process are also established, and if possible the process optimization.
In general, the conceptual design of a bioprocess can be divided into three sections: (a) preparation of the culture medium, where substrates and nutrients are added, diluted, and sterilized, satisfying the requirements of microbial growth and production; (b) fermentation, where the conversion of raw materials to product is carried out, as aforementioned; and (c) downstream processing, where several unit operations are required for biomass separation, de-watering, and product purification and polishing (the purer the finished product, the more complex and costly the process design).
A detail flowsheet for an industrial plant can be developed and implemented in modular process simulators (Aspen Tech, Pro/II, Chemcad, SuperPro Designer, etc), whose characteristics can be found elsewhere [11, 12]. Here, it suffices to mention that process simulators offer a reliable and rigorous modeling environment that relies on extensive property database of pure components, library of unit operations, databanks for thermodynamic and kinetic models, several algorithms for the solution of nonlinear systems, and, in some cases, economic and environmental databanks and methods. Therefore, the process simulators provide the opportunities to solve larger scale and more realistic plant models. In particular, for our study case, SuperPro Designer is used as a computational tool to evaluate steady-state mass and energy balances, to: (i) verify that the conceptual design achieved the same product yield and productivity from the bioreactor analysis and (ii) examine design factors, such as type, number and size of equipment, installed capacity in terms of production, etc.
Profitability analysis
The profitability measures play a crucial role throughout the design process in helping to select the best design alternatives. Here, the profitability measures are selected as: unit cost of production (UPC), rate on return of investment (ROI), and payback period (PBP). These non-discount profitability criteria provide an instant overview of the process economy, and they are utilized often for preliminary estimates when comparing alternative flowsheets during the process synthesis stage of process design. Nevertheless, more rigorous discount profitability criteria, where the cash flow is considered (such as net present value, NPV, and internal rate of return, IRR), could be employed to enable management to make a final decision regarding the financial feasibility of a potential process [11].
First, some concepts involved in reporting profitability are defined. Total capital investment refers to fixed costs that are associated with the process. It is calculated as the sum of direct fixed capital (includes equipment, installation, piping, instrumentation, and other issues related to the buildings and construction), working capital (includes tied-up funds required to operate the business, such as costs for labor, raw materials, and utilities), and start-up costs. Annual operating cost includes costs that are related to the demand for all resources, such as raw materials, supplies, labor, heat transfer agents and power utilities, waste disposal, etc. This concept takes into account the equipment depreciation. Total revenue consists of all revenues associated with the operation of a plant, including revenues from sale of primary and secondary products (in our case study, l-lysine-HCl and biomass are main product and byproduct, respectively). In addition, net profit is calculated as the annual gross profit minus the annual income taxes plus the annual depreciation.
Using these concepts, the profitability measures can be defined. Unit production cost (UPC) is calculated by dividing the annual operating cost by the revenue rate of the main product. The lower the UPC, the greater the process profitability. Return on investment (ROI) is a measure used to evaluate the viability of an investment or to compare the profitability of a number of different investments. It is calculated by dividing the annual net profit by the total capital investment. Typically, the ROI desired by companies is 15–20% [11]. In addition, payback period (PBP) is the time required after start-up for total capital investment to be recovered by the accumulated net earnings. It is calculated by dividing the total capital investment by the annual net profit. Usually, companies prefer PBP less than 4 years; otherwise, they will not consider the investment [11].
The evaluation of profitability analysis can be performed on spreadsheets from the mass and energy balances of the conceptual design, or can be carried out systematically in process simulators such as Aspen or SuperPro Designer. The latter is used in this work to evaluate the economic criteria described above.
Environmental impact analysis
There is a need to identify and evaluate environmental concerns of manufacturing processes. Here, the environmental criteria consider five environmental indexes: process water, CO2 emissions, standard power consumption, requirements of heat transfer agents (such as steam, cooling, and chilled water), and a global impact index obtained from WAste Reduction (WAR) Algorithm [13].
Process water consumption has its impact in water scarcity and degradation of ecosystems, while CO2 emissions, energy consumption, and heat transfer agents are factors that contribute the global warming. Process plants require energy in several forms (mechanical energy, electricity, steam, hot water, etc) with a high economic and environmental impact. Power is purchased from an off-site energy provider (commonly related to fuel combustion), while heating is produced on-site through fossil fuel combustion. So that greater the steam and power consumption, greater the release of carbon dioxide.
In a biorefinery, the process water is mainly used for dilution of the raw material and nutrients to get the concentration required for the culture medium, while the heat transfer agents are used for heating and cooling of equipment, as well as for washing. In particular, steam is used for sterilization, evaporation, drying, and activities of cleaning. The cooling water is necessary to sterilize and maintain the temperature of the fermenter, while the chilled water is primarily used in the purification step. When a greater amount of water required, there are major problems in the separation and purification of the product. Hence, it would be necessary to employ more equipment, and operating cost, investment, and energy would increase.
On the other hand, a global impact index from WAR algorithm [13] is evaluated. This algorithm, designed by the United States Environmental Protection Agency (USEPA), is based on the determination of the Potential Environmental Impact (PEI). PEI is a conceptual quantity representing the average unrealized effect or impact that mass and energy emissions would have on the environment if it were simply emitted into the environment. WAR algorithm can be used to reduce environmental and related human health impacts at the process design stage. This algorithm considers eight environmental impact categories, which can be divided into two main areas: toxicological (human toxicity potential by ingestion. HTPI; human toxicity potential by exposure, HTPE; terrestrial toxicity potential, TTP; AND aquatic toxicity potential, ATP) and atmospheric (global warming potential, GWP; ozone depletion potential, ODP; photochemical oxidation potential, PCOP; and acidification potential, AP). An impact index is evaluated for each category (1 ≤ i ≤ 8): I out in units of PEI/kg of product. So that the global PEI index is the weighted sum of all individual impact indexes, which allows comparing different process alternatives based on the potential environmental impact emitted by the process per unit mass of products or per unit of time. The smaller the global impact index of the process, the more favorable it is for the environment.
The freely available software WAR GUI (Waste Reduction Algorithm Graphical User Interface) supports the evaluation of the impact indexes, which allows the entry of chemical process data and then the estimation of the potential environmental impact. The necessary data for the WAR algorithm are: (a) the flow rate and composition of each stream entering and leaving the process, which are based on the mass balances obtained from the process simulator and (b) the individual potential environmental impacts of the components, which are included in the WAR GUI database.
Process modeling: l-lysine
In the following subsections, the modeling of the fermentation reactor for l-lysine and of the production process for l-lysine-HCl is presented in detail. Afterwards in “Conclusions”, these models will be used for the techno-economic-environmental assessments.
Modeling of the fermentation process
l-lysine is mainly produced by fermentation of glucose using strains of Corynebacterium glutamicum, which has several industrially important characteristics such as its high growth yield even under conditions of high sugar concentration. Several fermentation processes employing various strains isolated for auxotrophic or resistance properties are known in the state of the art for the production of l-lysine. Concentration and type of substrates play a substantial role for the cellular growth and product production. On the one hand with respect to the main substrate (i.e., carbon source), its concentration significantly affects the l-lysine fermentation, since high concentrations could lead to inhibition of substrate. Buechs [4] assumed that there is no inhibition of substrate for an initial glucose concentration of 100 g/L, while Razak and Viswanath [14] found that higher concentrations of 120 g/L glucose inhibited bacterial growth along with low yield. On the other hand, there are also reports about the effect of the supplemental substrate (i.e., threonine). Rajvanshi et al. [15] highlighted the overproduction of l-lysine in C. glutamicum resulting in the release of feedback inhibition by threonine exerted on aspartate kinase. Therefore, the effect of threonine concentration on the inhibition and synthesis of l-lysine was analyzed, as well as to the growth rate. Threonine is an essential amino acid for the proteins, so can be added to the culture medium in quantities needed. High concentrations of threonine in the medium favor the growth and inhibit production of l-lysine. However, its limiting leads to the inhibition concentrations of microbial growth and accumulation of l-lysine. Therefore, threonine has to be supplemented to the culture media in case of auxotrophic strains, and its concentration in the culture medium can be used as a control parameter of the bioreactor to improve the yield [5].
An experimental study and a model of the kinetics for the l-lysine fermentation were reported by Buechs [4]. The growth kinetic rate (μ) is formulated as a product of Monod kinetics for glucose, oxygen, and threonine, as follows:
while the product formation rate (r p) is assumed dependent on the concentrations of glucose and oxygen, and takes into account a mixed growth-related (parameter α p) and growth-independent (parameter β p) kinetics:
Fermentation is carried out in a stirred tank reactor, either batch or fed-batch culture. For the development of the mathematical model, the following assumptions are considered: the operation is isothermal (35 °C) at atmospheric pressure and neutral pH, the reactor is well mixed, so that physicochemical properties are constant, and the volumetric oxygen transfer (k L a) is constant. The corresponding mass balances for the reactor are given by (where definitions and values of model parameters can be found in Table 1):
where C S, C T, C X, C O, and C P are the concentrations of main substrate (glucose), supplemental substrate (threonine), biomass (C. glutamicum), oxygen, and product (l-lysine), respectively. The volume (V) of the culture medium depends on the fermenter feed flow (F), and C S,F is the substrate concentration in the feed. As it was mentioned in previous subsection, the concentrations of substrates (C S,0, C S,F, and C T,0) are the main factors affecting the product yield and productivity. When the reactor is operated in batch mode (Case I), there is no feed flow (F = 0) and reactor volume remains constant. However, when the reactor is operated in batch fed (Case II), the flow of feed will play an important role for the reduction of operating times and, therefore, the increase of productivity. Another important operating parameter is k L a, since the dissolved oxygen concentration constitutes a critical fermentation parameter for the biomass under aerobic conditions influenced by the air saturation in the bioreactor [to metabolize glucose through the Embden–Meyerhof–Parnas (EMP) pathway]. Finally, the technical criteria (overall product yield, Y OP, and productivity, Pr) used to compare results are calculated as (where C S,total is the total substrate concentration used during the complete fermentation):
Modeling of the production process
For the industrial production of Lysine-HCl, sugarcane molasses is employed as carbon source, which is a byproduct from sugar mills. This is approximately composed of 35% sucrose, 15% glucose, 29% non-fermentable sugars, 20% water, and 1% impurities. For the fermentation, both glucose and sucrose are considered to produce l-lysine (where sucrose is first converted into glucose by hydrolysis). The process flow diagram is shown in Fig. 2 and each section of the process is described in the following.

Process flowsheet for the industrial production of l-lysine
In the first section, preparation of molasses, the molasses is diluted with water through a mixer (V-101), so that the mixture has a manageable density and the mixing tank is maintained with maximum volume of 400 m3. Impurities are treated and separated from the main solution through the filter (PFF-101) and a column of ion-exchange chromatography (C-101). Then, the solution is sterilized (ST-101) to be mixed (MX-101) with the culture medium (stream S-122) to be added in the fermenter. The resulting mixture has the desired concentration of sugars (as it was defined from dynamic simulations).
Preparation of the culture medium is carried out at the same time as the preparation of molasses. Common fermentation media for l-lysine production contain carbon and nitrogen sources, inorganic ions and trace elements (Fe2+, Mn2+), amino acids, vitamins, and numerous complex organic compounds. Furthermore, a suitable pH of culture medium between 5 and 8 has been disclosed using NH4OH [8]. For simulation purposes, the main nutrient supplemented to the medium is NH4OH, since the amount of other compounds is irrelevant for the mass balances. Threonine, used as biocatalysts for the excretion of l-lysine, and nutrients are mixed and diluted with water in a vessel (V-104). Then, the solution is sterilized using alternately the same sterilizer (ST-101) of the section of the preparation of molasses.
Then, in the fermentation section, physical parameters and operating conditions for fermentation, such as agitation and aeration rate, temperature, and medium composition, must satisfy in a suitable manner the requirements of microbial growth according to the dynamic results of the fermenter. Afterwards, a stoichiometric reaction is derived using the concentrations of substrates, nutrients, biomass, and product at the final reaction time, t react. Therefore, the (molar) reaction stoichiometric for every set of operating conditions is given by
Initially, the reactor conditions are set to perform the hydrolysis of sucrose, Eq. (10), by invertase at 45 °C. Then, fermentation of glucose, Eq. (11), is carried out under aerobic conditions at constant temperature of 30 °C [8]. Filtered air (stream S-110) is fed to the reactor and the generated gases (carbon dioxide, nitrogen, and oxygen) are emitted by the stream S-111, which are filtered before being released into the environment. Thereafter, the fermentation broth is transferred to a storage (V-105) to continue the purification process. Today, the size of the reactors varies from 50 to 500 m3 in amino acid production. l-Lysine is made in production plants where typically a series of bioreactors of about 500 m3 in size are operated [3]. Hence, fermenters of 500 m3 were used, to increase the plant capacity and reach a maximum production.
When starting the purification section, the biomass is removed through a rotary filter (RVF-101). Subsequently, the biomass is dried using a rotary dryer for the purpose of consider it as an income complement. On the other hand, an evaporator (EV-101) is used to remove the ammonium hydroxide and water from the main stream (S-123). Then, the stream is cooled, and afterwards is neutralized and purified in a crystallizer (R-101). The stoichiometric reactions of the neutralization and crystallization are
Once a solution with crystals is obtained, it is brought to a rotary filter (RVF-102) that removes impurities and suspended solids through rinse with water. Finally, crystals are dried in a spray dryer (RDR-101), obtaining a product with 98.5% l-lysine-HCl.
Results and discussion
Analysis of the fermentation reactor
Model validation
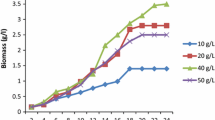
Before analyzing the fermentation process, the fermentation model [Eq. (1)–(9)] was validated using: (a) experimental data for a batch fermentation reported by Buechs [4] and (b) a fed-batch case study reported in [5], which will be referred as Reference Case. For the model validation with experimental data, the model parameters are given in Table 1, the operating conditions were k L a = 180 h-1 and P = 1.5 bar, and the initial conditions were C S,0 = 100 g/L, C T,0 = 0.4 g/L, C X,0 = 1 g/L, C O,0 = 0.008 g/L, and C P,0 = 0. Figure 3 shows the corresponding model validation, where it can be seen that the model has a satisfactory performance.

Model validation for the l-lysine fermentation
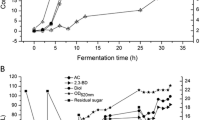
Reference Case considers a fed-batch reactor, with operating conditions and initial conditions for the fermentation reported in Table 1, except for the feed flow. For the feed strategy, the reactor is initially filled at 225 m3 that corresponds to 75% of the reactor filling volume. Then, the feed flow was varied and adjusted manually to keep the glucose concentration low enough to prevent oxygen limitation, up to 100% filling of the reactor. The resulting dynamic response for concentrations and the corresponding reactor filling volume are shown in Fig. 4a, while the feed strategy is shown in Fig. 4b. As it can be seen in Fig. 4a, there is a first stage where almost all glucose is consumed but with little product formation (before approximately 19 h). Then, there is a second stage where product formation rate is maximized (from 19 h to the end of reaction). In this second stage, the substrate feed flow starts when the glucose (C S) is exhausted in the medium. At this time, the exponential phase of the biomass starts, where threonine acts as catalyst. The biomass reaches the pseudo-stationary phase at 31 h when all threonine is almost consumed. Therefore, the feed flowrate decreases, helping the biomass to continue with the production of l-lysine. The fermentation process stops when the maximum product concentration is achieved, at 64 h, where maximum productivity (Pr = 0.65 g/L/h) is reached with a product yield of Y OP = 0.20 g l-lysine/g glucose, as shown in Fig. 4b. This case aims to validate the fermentation model and the analysis of the feed strategy.

Dynamic response of the fermentation reactor for: a, b Reference Case; c, d Case I; and e, f Case II
Effect of the mode operation on the dynamic response
In particular, for the l-lysine fermentation where an auxotrophic strain (i.e., C. glutamicum) is employed, the product yield can be increased by growing the strain in a limited amount of glucose. This means that the product yield of a batch reactor can be increased through a glucose feed flow controlled. A fed-batch strategy will allow keeping low enough the glucose concentration to prevent oxygen limitation and increase the biomass growth. Therefore, in this section, two case studies will be compared to examine the effect of the feed strategy: Case I will be referred to a batch fermentation reactor, while Case II will correspond to the fed-batch mode.
For Case I, a batch mode operation, maximum permissible glucose concentration is used to avoid inhibition of substrate; this is a value of 120 g/L glucose, as discussed in “Model validation”. Operating and initial conditions for fermentation are reported in Table 1. Dynamic responses are shown in Fig. 4c and d. In a first stage, biomass growths constantly due to the slow consumption of glucose and the fast consumption of threonine. In this stage, there is almost no product formation. In a second stage, when threonine is depleted (at 25 h), the growth of biomass stops (reaching the pseudo-stationary phase) and the consume rate of glucose increases to produce l-lysine. The reaction is terminated when the substrates are completely depleted (at t react = 82.8 h), so that the product concentration C P reaches a maximum (corresponding to maximum vales of Y OP = 0.33 g l-lysine/g glucose and Pr = 0.47 g/L/h).
Case II considers the fermentation reactor in a fed-batch mode, which runs with similar operating conditions and initial concentrations to Case I, as reported in Table 1. In particular, as the feed flow contains only glucose, and then, the initial concentration of threonine was adjusted, while the initial volume was set similar to the Reference Case at 225 m3, but the filling volume was set at 400 m3 to increase the l-lysine production. As aforementioned, feed strategy is very important in the fermentation. Therefore, in this case, a PI (integral controller) control for the addition of glucose was included, to maintain a minimum glucose concentration over time, and thus helping to maximize the product yield and productivity (i.e., the technical criteria). The corresponding dynamic responses are shown in Fig. 4e and f. Notice that the fermentation reactor starts in batch mode, so that there is a slow formation of biomass and product. Then, at 19 h, the cellular growth starts with the addition of glucose in the medium. This accelerates the rate of growth [μ, Ec. (1)], increasing the concentrations C X and C P. The consumption of threonine increases rapidly the biomass growth, so that biomass reaches the pseudo-stationary phase when threonine is depleted (at 50 h). At this point, the controller increases the feed flow, so that the overproduction of l-lysine begins. The fermentation time spans 123.8 h, where despite being more protracted than in other cases of studio, productivity (Pr = 1.99 g/L/h) is approximately 2–3 times greater than the Reference Case and Case I. This is due to the large increase of the product concentration, C P. The product yield, Y OP, has not significant difference with Case I, although it is higher than the Reference Case.
Effect of operating conditions on product yield and productivity
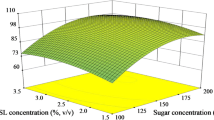
The operating conditions to be studied are k L a, C S,0, and C T,0, due to their importance on the technical criteria (Pr and Y OP). The ranges evaluated were: 200 h−1 ≤ k L a ≤ 1000 h−1, 60 g/L ≤ C S,0 ≤ 120 g/L, and 0.2 g/L ≤ C T,0 ≤ 2 g/L. First, the effect of both k L a and C T,0 for Case I was investigated, obtaining that k L a does not significantly affect Y OP (see Fig. 5a), but high values of k L a increases slightly Pr (see Fig. 5b). Therefore, values of k L a around 1000 h−1 are recommended. Regarding to the effect of C T,0, it can be seen that Y OP is directly proportional to C T,0, thus high product yields are achieved at low concentrations of threonine, although high values of Pr (above 0.6 g/L/h) are obtained between 0.4 and 0.7 g/L of C T,0 (see Fig. 5b). Similar results were obtained for Case II; however, they are not included due to lack of space.

Effect of k L a, C T, and C S,0 on overall product yield (Y OP) and productivity (Pr): a–d Case I and e, f Case II
As aforementioned, the initial concentration of the substrates in the fermentation is key to achieve high values of Y OP and Pr. The effect of C S,0 and C T,0 is shown in Fig. 5c and d for Case I, while Fig. 5e, f corresponds to Case II. Satisfactory results were found at C S,0 = 120 g/L for both Cases I and II. Notice in Fig. 5d and f that Pr is strong dependent to C T,0. However, when productivity increases, product yield decreases. On one side for Case I, an intermediate value of C T,0 = 0.4 was chosen to reach high values of productivity and yield (maximum values correspond to Pr = 0.47 g/L/h and Y OP = 0.33 g/g). The productivity value is lower than one of the Reference Case, but Y OP was increased. On the other hand for Case II, C T,0 has no significant effect on Y OP (see Fig. 5e); therefore, the values to be considered for further studies are determined by Pr. Thus, satisfactory results were found with 120 g/L glucose and about 4 g/L of threonine, where maximum values were achieved at Pr = 1.99 g/L/h and Y OP = 0.31 g/g.
Summary
A summary of the main results obtained from the dynamic analysis of the fermentation reactor is shown in Table 2. Case I showed a product yield approximately 65% higher than the Reference Case; however, its productivity was 27.7% lower. For Case II, the yield did not have a significant difference with Case I; however, it was 55% higher than Case Reference. While the productivity of Case II was approximately 2–3 times higher than the Reference Case and Case I. These results satisfy the technical criteria established in the methodological approach described in “Materials and methods”. It is important to mention that there are no dynamic studies reported for comparison of the operation mode of an l-lysine fermentation reactor. Therefore, the results obtained here will be relevant for the design, profitability, and sustainability of the process.
Analysis of the production process
Profitability analysis
Faced with a cost benefit analysis of the production process, the following economic parameters were considered: annual operating time of 50 weeks, depreciation period of 15 years, and income taxes of 30%. With respect to material entering the process, molasses, threonine, hydrochloric acid (37% w/w), ammonium hydroxide, and sodium hydroxide (1 M) were considered, whose prices were fixed at 0.15, 2.7, 0.2, 0.25, and 0.02 US$/kg, respectively. According to the proposed approach presented in “Materials and methods”, the economic criteria to determine the profitability of the process are: a UPC less than the selling price of l-lysine-HCl (2 US$/kg), an ROI above 20%, and a PBP of around 4 years.
Table 3 shows the results for the best scenarios of Case I and Case II (i.e., for case studies reported in Table 2 and best process design) together with a summary of the economic analysis. For Case I, according to the evaluation criteria, the value for UPC (2.91 US$/kg) is greater than the selling price, and the values of PBP and ROI cannot be calculated due to a negative annual net profit. For Case II, the results show that economic criteria lie within the evaluation criteria mentioned above. In this manner, Case II shows high economic returns, while Case I does not show profitability. In particular, Case I is not profitable, because the culture medium is more diluted in Case II, involving greater investment since the processing of raw material requires greater number of equipment in all process sections (tanks, fermenters, and separation equipment). Besides, the annual operation cost is greater (due to higher energy consumption and greater requirements of heat transfer agents). Thus, the annual net profit for Case I is always negative, the UPC is greater than the selling price, and therefore, the process is not cost-effective.
The technical–economic analysis could also help to determine the process design in terms of the number of reactors that can be used in the process. The cycle time of the process (the time between the start of two consecutive batches) can be reduced and the plant throughput increased by installing a battery of reactors that operates in staggered mode (out of phase) and feeds the same purification train [5]. The expected product concentration, the duration of the reaction, and the expected downstream yield are used to estimate the necessary number of reactors. The optimization strategy is to increase the number of reactors, calculate the corresponding cycle time and the number of batches per year, and re-evaluate the technical and economic parameters. For Case I, even the number of reactors was modified (from 1 to 8), there was no scenario with a positive net profit. Nevertheless, for Case II, several scenarios were found that met the economic evaluation criteria with 5 and 6 reactors, with a maximum profitability point when 6 reactors are employed (which corresponds to the one reported in Table 3). The corresponding results, when the number of reactors is increased for Case II, are shown in Table 4.
Another essential factor to be determined in a conceptual design of a production process is the plant capacity, according to the amount of raw material and/or amount of desired product. Thus, Table 4 also shows different amounts of molasses and economic evaluation criteria to find the profitability of the process for Case II, where it can be seen that there are several scenarios that fulfill the profitability criteria. As the plant capacity (or number of reactors) increases, the profitability also increases, but there is a maximum. Since after the maximum point, the profitability decreases. So that the best scenario was found when 6 reactors are employed to process 430 MT/batch of molasses.
Environmental impact analysis
As mentioned in "Environmental impact analysis", the evaluation criteria for environmental impact were selected as the amount of process water, heat transfer agents, power consumption, CO2 emissions, and PEI index. The results for both best Cases I and II are presented in Table 3, where the production capacities in both cases are similar (25 153 MT/year l-lysine-HCl for Case I and 25 411 MT/year l-lysine-HCl for Case II, according Table 3). In general, it can be seen that Case I: (i) requires greater amount of process water than Case II, due to the culture medium is more diluted to carry out the fermentation; (ii) requires larger amounts of heat transfer agents (steam, chilled, and cooling water) for the purification stage, because the evaporator and some other devices need to eliminate more water used in the process steps for drying the product; and (iii), therefore, requires also a greater amount of power (about sixfold more than Case II).
The amount of CO2 emitted to the environment during the process is mainly generated by the fermentation stage. The results for CO2 emissions per kg are reported in Table 3, but CO2 is also depicted as one of the main greenhouse gases represented in the GWP impact factor of Fig. 6. For this particular criterion, contrary to the other environmental criteria, the amount of CO2 emission for Case II is slightly higher than the emissions for Case I. This is because Case II has a higher product yield, which implies a greater generation of CO2.

Evaluation of the potential environmental index (PEI) for Case I (I) and Case II (II), considering six reactors
The last criterion shown in Table 3 is the PEI index that has eight impact factors (I out), as described in the methodology (Sect. 2.4). Figure 6 shows the potential impact factors that have great influence on Cases I and II, where PCOP and ODP are not included, since no pollutants emitted into the environment during the process react with ozone to form molecular oxygen (i.e., PCOP and ODP values are zero). The highest potentials are HTPI and TTP mainly due to ammonium chloride, which is generated in the fermentation. Hydrochloric acid is used in the neutralization step and is considered one of the compounds that have the greatest influence on the PEI index, especially in the AP factor. This compound is required in larger quantities for Case I, which contributes to that have a greater impact. On the other hand, the component that has less environmental impact index is CO2, which, as mentioned above, is produced in the fermentation. When all factors are added to obtain the overall PEI index, it follows that Case II has a lower environmental impact than Case I (despite the opposite results in CO2 emissions).
Integrated assessment
A collection of the most significant criteria within the economic and environmental technical analysis for Case I and Case II is shown in Fig. 7. For Case I, the product yield decreases with increasing concentration of threonine and productivity does not vary significantly. In contrast, the PEI index increases with the concentration of threonine. The behaviors are not correlated, so it is difficult to select a suitable concentration of threonine. However, UPC behavior shows a minimum at 0.4 g/L threonine. Therefore, this point corresponds to the best scenario for Case I.

Effect of threonine concentration (C T) on technical indexes (Y OP, Pr), economic index (UPC), and potential environmental index (PEI) for: a Case I and b Case II
While for Case II, the product yield and PEI index not vary significantly with the increase of threonine concentration. Again, a point with a minimum UPC and maximum productivity is observed at g/L threonine. This point corresponds to the best scenario for Case I, and to the optimum point to operate the fermentation reactor.
Summary
The technical–environmental criteria proposed in this work have been very useful in determining the conceptual design of the l-lysine-HCl production process. It is important to mention that to our knowledge, there are studies for the production of l-lysine in suspension, but there are no works reported for the production of l-lysine-HCl (which is the most important commercial form of l-lysine).
The final design considers a fermentation stage with six fed-batch reactors (Case II), where 460 MT molasses/batch are processed. The installed capacity of the plant is 131580 MT molasses/year to produce 25 411 MT l-lysine-HCl/year. The optimum UPC reached is 1.6 US $/kg (which is sufficiently low in comparison with the selling price of 2 US$/kg), generating a profitable plant with an ROI of 26.46% and a PBP of 3.78 years. Moreover, the conceptual plant design has the lowest environmental impact in terms of toxicity, pollutant emissions, water requirements, and energy consumption.
Conclusions
A methodological approach for the comprehensive assessment of an industrial production process has been presented, in terms of technical, economic, and environmental criteria. Although the framework was focused on reactor dynamic analysis, other process stages (such as purification) could be similarly analyzed. Moreover, it can be extended to any other bio-based product obtained through cell culture or fermentation. The proposed evaluation criteria have been useful in the early design stage to determine the trade-offs between economic performance and environmental impact. In particular, outstanding results were found for the l-lysine-HCl production, which were reported in the “Summary”, achieving a profitable and sustainable process design. This study could guide future research towards conditions closer to the ones expected to be implemented in industrial scale. Furthermore, the results will be relevant to the monitoring, control, optimization, and subsequent stages of process design.
References
Hatti-Kaul R, Tornvall U, Gustafsson L, Borjesson P (2007) Industrial biotechnology for the production of bio-based chemicals—a cradle-to-grave perspective. Trends Biotechnol 25(3):119–124. doi:10.1016/j.tibtech.2007.01.001
de Jong E, Higson A, Walsh P, Wellisch M (2012) Bio-based chemicals value added products from biorefineries. IEA Bioenergy, Task42 Biorefinery
Eggeling L, Bott M (2015) A giant market and a powerful metabolism: l-lysine provided by Corynebacterium glutamicum. Appl Microbiol Biotechnol 99(8):3387–3394. doi:10.1007/s00253-015-6508-2
Buechs J (1994) Precise optimization of fermentation processes through integration of bioreaction. Process computations in biotechnology. McGraw-Hill, New Delhi
Heinzle E, Biwer AP, Cooney CL (2007) Development of sustainable bioprocesses: modeling and assessment. Wiley, Chichester
Taras S, Woinaroschy A (2012) An interactive multi-objective optimization framework for sustainable design of bioprocesses. Comput Chem Eng 43:10–22. doi:10.1016/j.compchemeng.2012.04.011
Brunet R, Guillén-Gosálbez G, Pérez-Correa JR, Caballero JA, Jiménez L (2012) Hybrid simulation-optimization based approach for the optimal design of single-product biotechnological processes. Comput Chem Eng 37:125–135. doi:10.1016/j.compchemeng.2011.07.013
Anastassiadis S (2007) l-Lysine fermentation. recent patents on. Biotechnology 1(1):11–24. doi:10.2174/187220807779813947
Pfefferle W, Mockel B, Bathe B (2003) Biotechnological manufacture of lysine. Adv Biochem Eng Biotechnol 79:59–112
Li T, Chen X, Chen J, Wu Q, Chen G (2014) Open and continuous fermentation: products, conditions and bioprocess economy. Biotechnol J 9:1503–1511
Seider WD, Seader JD, Lewin DR (2009) Product & process design principles: synthesis. analysis and evaluation. Wiley, New York
Turton R, Bailie RC, Whiting WB, Shaeiwitz JA (2008) Analysis, synthesis and design of chemical processes. Prentice Hall, Upper Saddle River
Young DM, Cabezas H (1999) Designing sustainable processes with simulation: the waste reduction (WAR) algorithm. Comput Chem Eng 23(10):1477–1491
Razak MA, Viswanath B (2014) Optimization of fermentation upstream parameters and immobilization of Corynebacterium glutamicum MH 20-22 B cells to enhance the production of l-lysine. 3. Biotech 5(4):531–540. doi:10.1007/s13205-014-0252-7
Rajvanshi M, Gayen K, Venkatesh KV (2013) Lysine overproducing Corynebacterium glutamicum is characterized by a robust linear combination of two optimal phenotypic states. Syst Synth Biol 7(1):51–62. doi:10.1007/s11693-013-9107-5
Acknowledgements
The authors would like to acknowledge Rodolfo Quintero-Ramirez from UAM and Rafiqul Gani from DTU for useful discussions. Partial financial support is gratefully acknowledged from UAM (Omar Anaya-Reza, Grant 2131800687) and Conacyt (Teresa Lopez-Arenas, project 133325).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
Anaya-Reza, O., Lopez-Arenas, T. Comprehensive assessment of the l-lysine production process from fermentation of sugarcane molasses. Bioprocess Biosyst Eng 40, 1033–1048 (2017). https://doi.org/10.1007/s00449-017-1766-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-017-1766-2