
Abstract
This work is mainly focused on the comparative study of the effect of alkali treatment on the tensile strength of four variants of coir fiber-reinforced epoxy composites. The four variants, namely treated unidirectional fiber composite (TUC, 2% NaOH, 40 wt.% coir), untreated unidirectional fiber composite (UUC, 2% NaOH, 40 wt.% coir), treated woven fiber composite (TWC, 2% NaOH, 40 wt.% coir), and untreated woven fiber composite (UWC, 0% NaOH, 40 wt.% coir), were prepared using hand layup compression molding technique. Ten samples for each variant were selected for conducting ten replicated experiments for the tensile test. The combination with unidirectional geometry, 40 wt.% coir, and 2%NaOH (TUC) observed better tensile strength of 21.08 MPa when the average values were compared statistically with the other three variants. Also, between TWC and UWC, the difference between the average tensile strength is not significant. The untreated woven composite showed the least tensile property with 15.26 MPa. Comparison between all four variants of composites is shown using box-and-whiskers plot, and normal distribution curve. The tested specimen is then observed under scanning electron microscope (SEM) to understand the influence of the alkali treatment on the fiber, and the impact of the orientation of the fibers in the matrix. The SEM images reveal that roughened fiber with alkali treatment shows better bonding with the matrix hence improving the tensile strength of the composite.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fiber-reinforced composite (FRC) materials developed from either synthetic fiber or natural fiber have their specific advantages. Researchers have shown that the natural fiber-reinforced composite (NFRC) materials can replace the synthetic fiber-reinforced composite (SFRC) at some specific places where very high strength is not in demand. NFRC can reduce the use of SFRC up to some extent and may reduce the burden on the environment because the fabrication of synthetic fiber leads to pollution to the environment. Natural fibers are lignocelluloses fibers available abundantly, but their applications are limited. By improving fabrication methods and enhancing the strength of NFRCs wide range of applications can be created [1]. Natural fibers have various advantages such as low cost, low density, easy and abundant availability, non-abrasive, low energy consumption, high specific properties, and biodegradability as compared to synthetic fiber. On the other hand, natural fibers have some negative characteristics also such as lower processing temperature, moisture absorption, low strength, and inconsistency in properties [2]. Fibers can be reinforced in thermoset or thermoplastic matrix for the development of composite material. Natural fiber possesses a significant amount of specific strength to act as reinforcement in a polymer matrix. These fibers, however, fail at high-temperature application but provide considerable strength at and slightly above room temperature [3]. To increase the bonding strength between the fiber and matrix, the fibers are often processed for enhancement in the surface properties. For the improvement of interface bonding between fiber and matrix material, various researches have been conducted. A most used and effective way to improve the bonding is the chemical treatment of fibers. The chemical treatment removes some constituents of fiber and creates vacant places by improving the surface roughness of fiber. However, the fibers being hydrophilic are prone to absorb moisture [4]. The various chemical treatments like alkali, acetyl, titanate, permanganate, peroxide, silane, benzyl, acryl, isocyanate, zirconate, and acrylonitrile, triazine, peroxide, permanganate, sodium chloride, etc., are available [1, 5]. Chemical treatment of natural fibers improves the property of water absorption resistance. From all the available chemical treatment processes, alkali treatment is simple and easily processed. The overall strength of the composite developed by reinforcing the matrix with alkali-treated fiber shows better performance than the one developed by applying untreated fiber as reinforcement in thermoset polymers [6]. Researchers observed that physical treatment of fibers such as heat treatment also improves the mechanical properties of NFRC material. The heating of natural fibers changes their chemical and physical properties. This process reduces the presence of hydroxyl group and enhances carbon–carbon double bonds [7]. Researchers observed that alkali treatment of fibers in addition to heat treatment further improves the mechanical properties of the composite. The gaps introduced within the fiber surface as an outcome of alkali treatment cause a reduction in the diameter of the fiber. Also, the overall tensile strength falls significantly once the fiber undergoes alkali treatment. However, the reduction in the strength of fiber does not cause a reduction in the strength of the composite. Researchers have reasoned this by accounting for the imported interface strength within the fiber and matrix as responsible. Researchers have enhanced the properties of coir fiber-reinforced composites by addition camphor soot and evaluated the increment in the mechanical as well thermal properties of the composite. Nylon 6 was used as a matrix material for the evaluation of the properties. Also, it was observed that the camphor soot being a burnt substance increases the thermal stability of the coir fiber [8, 10]. Blending banana, coir, and pineapple fly ash fillers with sisal/pineapple hybrid fiber composites using epoxy matrix improve the adhesion between fiber and matrix. Tensile strength up to 33.79 MPa is observed when these fly ash fillers are added in comparison to hybrid natural fiber composites with 20.45 MPa tensile properties [9]. Natural fibers like ramie (10 wt.%) and kenaf (10 wt.%) in epoxy composites when treated with benzoyl chloride can improve the mechanical properties like ultimate tensile strength up to 37.39 MPa [11]. The maximum tensile property of 37.89 MPa is reported in epoxy-based composites made by reinforcing pineapple and flax fibers using peanut oil cake as fillers [12]. Further enhancement in the property of the matrix was observed when the fiber geometry was taken into consideration. It was evident that unidirectional orientation performance was superior to others under tensile loading. However, when subjected to shear loading the bidirectional nature of woven fiber had shown superior performance over unidirectional [13]. The design of experiments-based optimization techniques can help investigate the factors contributing mechanical stability of epoxy-based composites [14]. The compression-molded pineapple and sisal fiber-reinforced hybrid composites with titanium oxide (TiO2) nanofiller show a good improvement in mechanical properties like flexural, impact, and tensile [15].
In the present work, the effect of alkali-heat treatment on the fibers and the properties of the composites are compared, for unidirectional and woven coir fiber-reinforced epoxy composites. There are still various aspects concerning to composites fabricated from coir fibers that needs investigation. There is not any documented report available on the comparison of tensile mechanical property with different variations on the ground of being treated and untreated, as well as variations in the geometry of the fiber. The tensile properties of epoxy reinforced composite fabricated from treated and untreated coir fiber with different fiber geometry are reported herein.
Material and method
The abundance of coir fiber in the Indian sub-continent makes it a cheaper and readily available constituent for making polymer composites. Its compatibility with epoxy resin has been examined and was found strong enough to be used in applications where the extent of mechanical properties can be a trade-off when compared with the cost and suitability for the intended applications. The mechanical properties and interfacial strength between the fiber and matrix can be improved by applying different treatment combinations reported in the literature. In the present work, the coir fiber was taken and heat-treated to remove any entrapped moisture content as shown in Fig. 1. Following this, dry fiber weighed in the digital balance. Approximately, 50 g of dried fiber was taken for the study. Cellulose content within coir fiber is low as compared to other natural fibers. As a result of which the coir fiber does not require high alkali concentrated solution for treatment. 2–10% concentration with 96-h exposure time is sufficient for coir fiber. Figure 2 shows the sodium hydroxide-soaked coir fibers. A composite specified of alkali heat-treated woven fiber and unidirectional fibers was prepared using the hand layup method by soaking them in the epoxy matrix for a curing time of 96 h. In the present work 2%, sodium hydroxide/alkali (NaOH) solution is used for the coir fiber. The optimum concentration for alkali treatment of coir fiber is 2%. A higher magnitude of concentration causes a fall in the tensile properties of fiber [16]. Following this, the alkali-treated fiber is washed with a distilled solution. Slow and thorough washing is needed to remove the traces of alkali. Figure 2 shows a demonstrational photograph of unwashed alkali-treated coir fiber. Again, the coir fiber is dried and reheated in the oven for the removal of moisture entrapped within the fiber. Heat treatment of fiber also enhances the crystal structure of the natural fiber. Although natural fibers are not very stable at high temperatures, it is, therefore, not recommended to heat beyond 150 degrees on a Celsius scale. We also observe a certain amount of weight reduction in the coir fiber before and after the alkali treatment, which was around 4 g in 50 g of coir fiber. The cellulose content of the coir fiber is low as compared to other natural fibers. It accounts for the reduction in the proportional weight loss as an influence of alkali treatment in the coir fiber compared to other natural fibers. The tests were conducted on INSTRON make universal testing machine as shown in Fig. 3. All the variants have experimented with mechanical testing using ASTM D 638 standards.

Heat treatment of fibers in a hot air oven

Sodium hydroxide treated coir fibers

Specimen and tensile test machine setup
The four variants of coir fiber-based polymer composite fabricated are-
-
1.
Treated woven fiber composites (TWC)
-
2.
Untreated woven fiber composites (UWC)
-
3.
Treated unidirectional fiber composites (TUC)
-
4.
Untreated unidirectional fiber composites (UUC)
Results and discussion
Whenever some material is chosen for any engineering application, one critical mechanical property, i.e., ultimate tensile strength (UTS) must be known. The typical magnitude of tensile strength for coir fiber-reinforced composites lies in the range of 13–20 MPa as reported in many studies. Most of the specimens have a unidirectional orientation of coir fibers with wt.% varying from 4 to 30%. An increase in the weight percentage will result in superior tensile properties. For the weight of 30%, untreated coir fiber with epoxy matrix, the tensile strength reported was 13 MPa [17]. Tensile strength of 17.86 MPa was obtained with untreated coir fiber employing epoxy C205 and hardener HY951 [18]. A similar magnitude of tensile strength, i.e., 17.86 MPa for unidirectional coir fiber-reinforced epoxy-based composite is also reported [19]. Tensile strength of unidirectional coir fiber-reinforced hybrid epoxy composite with 10% coir fiber and having 7–8% SiC particle as filler material shown a tensile strength of 21 MPa followed by 16 MPa for woven fiber composites [13]. The extent of the mechanical properties is expected to improve after alkali treatment of the fibers. During the alkali treatment of fiber, the impurities like lignin, wax, oil, etc., are washed away [19]. Also, the weight percentage of alkali in the solution and the exposure time of fibers are crucial parameters. The influence of NaOH weight concentration from 2 to 10% on the tensile strength of composites indicated that the high concentration results in the loss of tensile strength [16]. An optimum value of 2% NaOH for the exposure time of 24–96 h results in a considerable increase in the tensile strength as high as 22 MPa for coir fiber-based polyester composites [16, 20]. A higher concentration of alkali in the case of coir fiber-reinforced composites is not advisable because of the contents in the coir fibers [13]. Table 1 shows the details of ultimate tensile strength for all four variants with the applied corresponding load. For the present work, the total number of samples prepared for each variant is 10 and tested as per ASTM standard. Tests were replicated ten times to reduce the variability in the experimental results. This variability reduction increases the significance of results and confidence level. Figure 4 shows the box-and-whiskers plot for the comparison of all four variants of the composite material. This graph shows the shape of the distribution, its median, and its spread for each of the variants. This plot reveals that the ultimate tensile strength for the treated unidirectional composite (TUC, 2% NaOH, 40 wt.% coir) with an average value of 21.08 MPa is far better than the other three variants. The third quartile of the untreated unidirectional composite (UUC, 2% NaOH, 40 wt.% coir) with an average value of tensile 18.5 MPa is lesser than the first quartile of the treated unidirectional composite. It means that there is a significant improvement in the ultimate tensile strength when the reinforced coir fibers are treated with NaOH solution in unidirectional fiber geometry. Similarly, when compared with the other two variants, it is obvious that treated unidirectional composite shows better tensile properties than the treated (TWC, 2% NaOH, 40 wt.% coir), and untreated woven fiber composite (UWC, 0% NaOH, 40 wt.% coir) with average tensile strengths of 16.57 MPa and 15.26 MPa, respectively. Figure 5 shows the normal distribution curves for all four variants.

Box-and-whiskers plot for polymer composites ultimate tensile strength experiment

Normal distribution curve for four variants
Table 2 shows the average ultimate tensile strength and standard deviation for each variant. Figures 6, 7, 8, 9 are displaying the stress vs. strain behavior of the prepared variants of composite materials. The results show the expected outcome. However, it is difficult to predict the behavior of curves obtained, since the coir fibers are twisted in nature, and it is overwhelming to straighten every fiber to produce a precise straight orientation. The other influential parameters are the textile parameters present in the woven matt. The coir fiber itself has a coarse diameter as it is difficult to produce a fine woven mat from such coarse diameter fiber. Also, combining the aspect of its natural twist and coarse diameter, the homogeneity of the fiber distribution is good on a macroscopic level. Although when these factors are examined, at a microscopic level, the gap between the two individual fibers acts as a source for stress concentration and fracture development. When the coir fibers were treated with a 2–4% solution of NaOH, the celluloses and hemicellulose contents washed away, creating a rougher surface of the coir fiber. This roughness introduced by the alkali treatment produced better interlocking with the matrix phase. Therefore, we observed an increment in the strength of the fabricated composite.

Stress–strain curve for treated unidirectional composite (TUC)

Stress–strain curve for untreated unidirectional composite (UUC)

Stress–strain curve for treated woven fiber composite (TWC)

Stress–strain curve for untreated woven fiber composite (UWC)
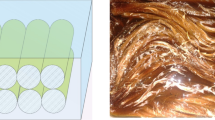
The SEM image reveals the decline in the pores and improvement in the interfacial strength of composites. Most of the SEM analysis is carried out at 5–20 kV voltage, typically 100x-200 × magnification and WD range upto 5–25 mm [19]. The specimens were examined under a scanning electron microscope to observe the influence of alkali treatment and fracture of the sample. SEM analysis is performed using 5.0 kV accelerating voltage and 9–12.8 working distance. The result shows the pattern as expected while planning of experimentation. The SEM images reveal the difference in the surface roughness of the fiber before and after the alkali treatment. It is evident from Figs. 10 and 11, if the coir fiber is untreated, the debonding and slippage problems may exist in the final composite material. Such problems may weaken the composite material, while it is functioning for the preferred engineering application. These problems can be overcome by providing proper alkali treatment to the coir fiber before preparing the final composite material. Figure 12 and 13 show the improved coir fiber reinforcement in the composite. Also, the presence of voids is observed due to air bubbles getting trapped in the matrix phase at the time of fabrication. These air bubbles are one of the primary reasons for the reduction in tensile strength of the composite. The results obtained are in accordance with the literature review.

Untreated coir fiber specimen showing lose bonding and slippage

Fiber matrix debonding in untreated coir fiber composite

Treated coir fiber composite showing better bonding

The roughened surface of coir fiber and fine bonded matrix
Conclusions
Comparison of the tensile strength properties was carried out for four variants of coir fiber-based epoxy composites and given below are the conclusions made from the results.
-
Reinforcement of alkali (NaOH) heat-treated coir fibers shows improvement in the tensile strength of the composites (TUC) to 21.08 MPa when compared with untreated unidirectional composite (UUC) with 18.5 MPa tensile strength.
-
Slight improvement is observed in the NaOH treated woven fiber composite (TWC) with 16.57 MPa in comparison to untreated woven fiber composite (UWC) with 15.26 MPa tensile strength.
-
This reveals that the NaOH treatment provides a better bonding between fiber and matrix material as compared to untreated fiber composite.
-
Tensile strength for TUC with 21.08 MPa shows a significant improvement when compared with TWC with 16.57 MPa tensile property.
-
It is evident that the fiber placement with unidirectional geometry exhibits superior tensile properties in comparison to woven one.
-
Untreated fibers composites like UUC and UWC with 18.5 MPa and 15.26 MPa tensile properties, respectively, showed lesser tensile strength when compared to treated fibers because alkali treatment of fibers removes some cellulose and lignin constituents from fiber and these vacant places are filled by matrix material enhances the strength of the composite.
-
Heat treatment of fiber further improves the strength by increasing the crystalline property of fibers. Improvement in the tensile strength of the composite is observed in both woven and unidirectional configurations of fibers.
-
Box-and-whiskers plot and normal distribution curves aid in better visualization of tensile strength variation, spread, and comparison of all four variants of fabricated composites.
-
SEM images reveal the influence of the alkali treatment on the fiber, and the impact of the orientation of fibers in the matrix. These images reveal that roughened fiber with alkali treatment shows better bonding with the matrix hence improving the tensile strength of the composite.
-
Coir fiber-reinforced composites are getting a lot of applications in furniture like doors, boards, panels, etc. It is also aimed to employ these natural fiber-reinforced composites in the automobile and sporting goods sector.
References
Mohammed L, Ansari MNM, Pua G, Jawaid M, Islam MS (2015) A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int J Polym Sci 2015:1–15
Peças P, Carvalho H, Salman H, Leite M (2018) Natural Fiber Composites and Their Applications: A Review. J Compos Sci 2:66
Holbery J, Houston D (2006) Natural-fiber-reinforced polymer composites in automotive applications. JOM 58:80–86
Ibrahim ID, Jamiru T, Sadiku ER, Kupolati WK, Agwuncha SC, Ekundayo G (2016) Mechanical properties of sisal fiber-reinforced polymer composites: a review. Compos Interfaces 23(1):15–36
Ahmad F, Choi HS, Park MK (2015) A review: Natural fiber composites selection in view of mechanical, lightweight, and economic properties. Macromol Mater Eng 300(1):10–24
Sen D, Nayak C, Sudhakar KG, Birla S (2021) Mechanical properties of fabricated hybrid composites infused with Heat-Treated alkali sisal fiber and SiC particles: a quantitative analysis. Polym Bull 78:4629–4648
Kaewkuk S, Sutapun W, Jarukumjorn K (2013) Effects of interfacial modification and fiber content on physical properties of sisal fiber/polypropylene composites. Compos B Eng 45(1):544–549
Raghavendra T, Kavan P (2018) A Novel Study on Thermal Stability of Camphor Soot Reinforced Coir Fibers. Fibers Polym 19:1567–1575
Sumesh KR, Kavimani V, Rajeshkumar G, Indran S, Saikrishnan G (2021) Effect of banana, pineapple and coir fly ash filled with hybrid fiber epoxy based composites for mechanical and morphological study. J Mater Cycles Waste Manag 23:1277–1288
Raghavendra T, Panneerselvam K (2020) Mechanical and Thermal Characterization of Camphor Soot Embedded Coir Fiber Reinforced Nylon Composites. Fibers Polym 21:2569–2578
Ganesh S, Ramakrishnan K, Palani S, Sundaram V, Sankaranarayanan M, Ganesan SP (2021) Investigation on the mechanical properties of ramie/kenaf fibers under various parameters using GRA and TOPSIS methods. Polymer Composites. https://doi.org/10.1002/pc.26362
Sumesh KR, Kavimani V, Rajeshkumar G, Indran S, Khan A (2020) Mechanical, water absorption and wear characteristics of novel polymeric composites: Impact of hybrid natural fibers and oil cake filler addition. J Industrial Textiles. https://doi.org/10.1177/1528083720971344
Mishra S, Nayak C, Sharma MK (2021) Influence of Coir Fiber Geometry on Mechanical Properties of SiC Filled Epoxy Composites. Silicon 13:301–307
Sumesh KR, Kanthavel K (2020) Grey relational optimization for factors influencing tensile, flexural, and impact properties of hybrid sisal banana fiber epoxy composites. J Industrial Textiles. https://doi.org/10.1177/1528083720928501
Sumesh KR, Saikrishnan G, Pandiyan P, Prabhu L, Gokulkumar S, Priya AK, Krishna S (2021) The influence of different parameters in tribological characteristics of pineapple/sisal/TiO2 filler incorporation. J Industrial Textiles. https://doi.org/10.1177/15280837211022614
Gu H (2009) Tensile behaviours of the coir fibre and related composites after NaOH treatment. Mater Des 30(9):3931–3934
Biswas S, Kindo S, Patnaik A (2011) Effect of fiber length on mechanical behavior of coir fiber reinforced epoxy composites. Fibers Polym 12(1):73–78
Harish S, Michael DP, Bensely A, Lal DM, Rajadurai A (2009) Mechanical property evaluation of natural fiber coir composite. Mater Charact 60(1):44–49
Adeniyi AG, Onifade DV, Ighalo JO, Adeoye AS (2019) A review of coir fiber reinforced polymer composites. Composites Part B: Engineering 176:107305
Jayabal S, Sathiyamurthy S, Loganathan KT, Kalyanasundaram S (2012) Effect of soaking time and concentration of NaOH solution on mechanical properties of coir–polyester composites. Bull Mater Sci 35(4):567–574
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shrivastava, R., Parashar, V. Effect of alkali treatment on tensile strength of epoxy composite reinforced with coir fiber. Polym. Bull. 80, 541–553 (2023). https://doi.org/10.1007/s00289-021-04059-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-021-04059-0