
Abstract
Hydrothermal–mechanical (HTM) treatment is a combined action of temperature, moisture, and mechanical loads. Various kinds of HTM processes have been developed to produce eco-friendly modified wood products. Among these modification technologies, a combination of surface densification and hydrothermal post-treatment is a promising option that can be used to enhance plantation wood properties and generate value-added softwood products. This paper aimed to investigate the transversal dynamic transversal modulus of elasticity (dtMOE) profile and transversal density profile of surface-densified and hydrothermally post-treated needle fir (Abies nephrolepis) wood, and provide a practical guide for the processing optimization of surface-densified and thermally treated low-grade plantation softwood. Needle fir lumbers were surface-densified in an open hot-pressing system, at a compression ratio of 16.1% and two hot-pressing temperatures (160 and 180 °C) for a pressure holding duration of 10 min with a subsequent hydrothermal post-treatment at two temperatures (180 and 200 °C) for 60 min. The transversal dtMOE profiles for six types of specimens (moisture-saturated, conditioned control, and four types of surface-densified specimens) were measured and analyzed by a dynamic thermo-mechanical analysis (DMA) apparatus. A dtMOE gradient variable (G M) was defined herein to quantitatively formulate the dtMOE distribution of the surface-densified and hydrothermally post-treated wood specimens. Upon hot pressing, compressed cell tissues were observed within a 1.0- to 2.0-mm layer beneath the surface of the densified wood. The density peaks of compressed sections were increased to 650–800 kg/m3, compared with the average density of the control specimens being at 350 kg/m3. The dtMOEs of the compressed sections were increased from 650 MPa of the control specimens, to 750–900 MPa, achieving the objective of surface densification. As the temperature of hydrothermal post-treatment increased from 180 to 200 °C, the differences of the dtMOEs between the compressed surface sections and their inner adjacent ones decreased significantly, indicating the effective fixation of the compression deformations. Based on the test results obtained herein, it was concluded that the impact of the hot-pressing temperature and thermal post-treatment temperature over the dtMOE was insignificant. Nevertheless, it was also found that the hydrothermal treatment temperature showed significant influences over the dtMOE difference between the densified surface and its adjacent layer; the possible explanations for these complicated behaviors were also proposed herein.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
During the past two decades, wood hydrothermal modification has been well developed in Europe (Esteves and Pereira 2009; Zhan and Avramidis 2017) and is also becoming a booming industry in China (Ding et al. 2015). Currently more and more capitals and producers from Chinese wood industry have joined the high-temperature hydrothermal treatment (HTHT) community.
The HTHT is a promising technology that can be used to modify plantation softwood lumber, thus leading to products with improved dimensional stability and biological durability, reduced hygroscopicity, deepened color and grain accompanied with the chemical degradation of wood major components (Ansell 2012; Esteves and Pereira 2009; Zhan and Avramidis 2016). Nevertheless, apart from these positive effects, some negative ones also emerge during HTHT process, such as loss of some material strengths, increased brittleness and fracture toughness, thus limiting the product applications (Ansell 2012; Esteves and Pereira 2009; Liao et al. 2013; Navi and Pizzi 2015). The typical applications for the hydrothermal modified wood include garden furniture, deckings for balconies, terraces, spa areas, as well as the indoor radiation heating floorings. According to Windeisen et al. (2009), the main challenges facing the production of hydrothermal modified wood included (1) the increasing demand for outdoor applications of wood, (2) the improvement of important application properties (such as desired effects on mechanical properties).
By compressing wood in the transverse direction under specific thermal and moisture conditions, wood surface densification results in significant increases of material density near the surface and brings about much improved mechanical properties without adding chemicals (Zhan et al. 2015; Laine et al. 2016a). Furthermore, in order to fix the compression set of densified wood and reduce spring back and dimensional instability, HTHT treatment under specific heating media has been proven effective and efficient in eliminating these negative problems (Gong et al. 2010; Laine et al. 2013a, b; Popescu et al. 2014; Welzbacher et al. 2008).
Wood surface densification is a new and emerging technology in Chinese wood industry, and its current development is mainly focused on the following issues, namely the material softening and compression techniques (Li et al. 2000), the permanent fixation of compressive deformation (Cai and Li 2009), and the quantitative analysis of densified wood properties (Cai et al. 2012; Tu et al. 2012). The major studies concerning surface-densified wood include density, cell micromorphology, wood color, equilibrium moisture content, dimensional stability, antiweathering and antiaging properties, material mechanical properties, and chemical transformations (Esteves and Pereira 2009). Among the properties investigated, mechanical strength of the modified wood is the key factor affected by the process parameters (Navi and Pizzi 2015) and can determine the final utilization environment and application fields (Zhan et al. 2015).
Chen et al. (2012) investigated the impact of hydrothermal post-treatment on the mechanical strength, dimensional stability, and color of surface-densified Yunnan pine (Pinus yunnanensis), at temperatures of 180 and 220 °C and a duration of 2 h. Compared to the undensified control specimens, the longitudinal MOR, MOE, and surface stiffness of the surface-densified wood showed significant increases. When the surface-densified samples with post-treatment were analyzed, the longitudinal MOR decreased when compared to the ones without post-treatment, with no explicit changing trend being observed for the MOE and surface stiffness parameters. The study of Cai et al. (2013) revealed the influence of densification–hydrothermal modification process variables over the dimensional stability and hardness of poplar wood. Specifically, under the compression ratios of 10, 18, 25%, as compared to control specimens, the surface hardness of densified wood increased by 143,183, and 233%, respectively. It was recommended that the optimized process parameters were a compression ratio of 25%, hot-press temperature of 170 °C, pressure holding time of 15 min, plus a hydrothermal treatment temperature of 200 °C for 3.5 h. In the course of exploring the relations between chemical changes and mechanical properties of hydrothermally treated ash and beech, Windeisen et al. (2009) found that the bending strength reduction was due to a loss of alkyl aryl ether linkages in lignin; nevertheless, the relative increase and the condensation of lignin also resulted in the slight increase of compression strength, which indicated that the decomposition of the polyose and xylan can affect the strength properties both positively and negatively.
Laine et al. (2014) investigated the impact of the process parameters over the micromorphology of the densified wood cell wall and the transversal density profiles. According to their experimental results, even relatively low temperatures and fast closing speeds could result in no cell-wall fracture, hence making it possible to increase the surface density and hardness of wood without causing the damage of cell-wall tissues. Rautkari et al. (2011, 2013) elucidated the effects of process parameters (including hot-press temperature, closing time, holding time, moisture content, and compression ratio) on the transversal density profile and material hardness of Scots pine sapwood. Belt et al. (2013) also analyzed the cupping phenomenon of the surface-densified Scots pine, which is affected by the above-mentioned process parameters and correlates with density profile characteristics. During their investigation on the Brinell hardness of surface-densified and hydrothermally modified wood, interestingly, it was found that the hydrothermal post-treatment reduced the elastic recovery of both the control specimens and surface-densified ones. Popescu et al. (2014) evaluated the impact of the hydrothermo-mechanical (HTM) densification over the compression set recovery and thermal stability of lime wood. Their tests showed that the post-treatment at higher temperatures and longer durations improved the dimensional stability of the HTM samples, suggesting a permanent fixation of the transversal compression, but also reduced the thermal stability in the same context. Laine et al. (2016b) carried out the surface densification test of acetylated radiata pine and mainly focused on the set recovery and hardness improvement of the densified acetylated wood. According to their work, the pre-acetylation significantly reduced the set recovery, and the hardness and the hardness recovery of the acetylated samples increased significantly due to densification.
Dynamic thermal mechanical analysis (DMA) is a modern scientific measurement technology, which can detect the dynamic stress or strain responses of materials (mainly polymers) under specifically designed mechanical and heating load modes. Currently, DMA apparatuses have been widely utilized to investigate the elastic, visco-elastic, and viscous mechanical properties of different kinds of natural and synthetized polymer materials under specified atmospheric climates efficiently. Zhao et al. (2010) measured the dynamic MOE and loss tangent of compressed poplar veneer by utilizing a dynamic thermal mechanical analyzer. From the perspective of dynamic material mechanical changes on the microlevel, the feasibility of processing densified poplar veneer without hydrothermal pretreatment was discussed herein. Given the complex interrelationship mechanisms among the HTM processes, such as the densification and its post-thermal treatment, Aimene and Nairn (2015) simulated the transverse compression and densification of wood using a large-deformation, elastic–plastic constitutive law. Their models have reproduced the observation of stress–strain response during wood compression including details of inhomogeneous deformation caused by variations in wood anatomy.
Based upon the previous research on the processing procedures (Zhan et al. 2015) and transverse dimensional stability (Zhan and Avramidis 2016) of surface-densified and hydrothermally post-treated needle fir wood, this paper aimed to explore the distribution of transversal density profile and dynamic transversal MOE (dtMOE) parameters along the thickness of the moisture-saturated, air-dried (control), and surface-densified and hydrothermally post-treated softwood lumber specimens, with an objective of providing a practical guide for the value-added utilization of plantation softwood species.
Materials and methods
Material
Needle fir (Abies nephrolepis) flat-sawn lumbers sourced from Yichun, China, with dimensions of 4000 mm (longitudinal) × 200 mm (tangential) × 30 mm (radial) were dried under controlled air-drying conditions for more than one year, reaching a moisture content of 12 ± 2%, with an average basic density of 319 kg/m3 (oven-dried mass divided by green volume).
Five boards of this lumber were cut into 300 mm (length) × 100 mm (width) sapwood boards and thereafter planed to 28 mm in thickness, altogether resulting in 60 such clear specimens. These specimens were further numbered accordingly; among them, the 160-1–24, 180-1–24 were designated as the surface densification plus hydrothermal post-treatment specimens; the 160-25–27, 180-25–27 were being the air-dried control specimens; the 160-28–30, 180-28–30 were water-soaked to reach a moisture content of 50% plus, thus acting as the moisture-saturated specimens.
Densification
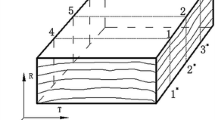
Wood densification tests were carried out by using a pilot hot-pressing machine (T100, Dongda wooden composites machinery Co., Ltd, Harbin, China) specifically designed for wood-based panels. A schematic illustration of surface densification process is presented in Fig. 1. The upper and lower plates of the hot press were first preheated to the target temperature 160 °C; the actual compression pressure was between 7 and 10 MPa. In order to control the compressed thickness of the surface-densified wood, with the final product suitable for the radiation heating floorings, two metal sticks with thickness of 23.5 mm were put onto the lower plate. After the upper and lower press plate reached the target temperature, the specimens with label 160-1 to 160-24 were first water-sprayed evenly on both faces (100–150 g/m2) and then put onto the lower plate of the hot press, with four specimens for each batch and the sapwood section facing the upper plate. It took around 0.4 min for the upper plate to reach the metal stick. As soon as the actual pressure reached the targeted values, then the timer started to work. After a hot pressing of 10 min, the pressure was released gradually and the lower plate returned to its initial position in 0.4 min. The densified specimens were then taken out from the hot press. Upon the hot pressing tests of the target temperature 160 °C were completed, the upper and lower plates of the hot press were further heated to the next target temperature 180 °C, and the specimens labeled 180-1 to 180-24 were put into the hot press. The remaining hot-pressing procedures of 180 °C were the same as those of the 160 °C tests.

Schematic illustration of the densification process
Hydrothermal post-treatment
Half of the surface-densified specimens, namely specimens 160-1–12 and 180-1–12, were then chosen to be hydrothermally treated. The detailed labeling procedures and all the process parameters used in this study are listed in Tables 1 and 2.
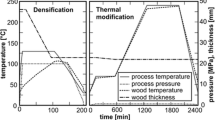
Hydrothermal post-treatment involved the following steps: The surface-densified specimens were first heated from 20 ± 2 to 120 °C within 120 min and kept at that condition for 30 min. Then, they were heated to the treatment temperatures of 180 °C (or 200 °C) at a speed of 0.67 °C/min and kept constant for 60 min. During the heating and hydrothermal post-treatment stages, steam injection inside the heating unit was included as protecting medium. After the hydrothermal treatment, the specimens were cooled down to 80 °C inside the treatment chamber.
Density profile and DMA
After the hydrothermal post-treatment test, 21 specimens (including the control, densified, and densified plus hydrothermally treated ones, without visual defects, three replications for each type) were chosen and were further cut into two kinds of specimens. The first group with dimension of 50 mm (length), 50 mm (tangential), and actual compression thickness samples were designated for the density profile test, the dimension of the second group being 50 mm (length), 55 mm (tangential), and actual thickness, which were assigned for the DMA tests. They were all taken from the middle section of the 100-mm-width lumber specimens, with almost symmetrical grain orientation. These specimens (three replications for each type of specimens, 42 pieces in total) were placed in an oven at 103 ± 2 °C for 24 h, and the final weights were determined. Subsequently, they were then put inside a GDS Environmental Test Chamber (Xinda Test Equipment Co., LTD, Suzhou, China) with the conditioning temperature accuracy held at ±0.5 °C and RH accuracy at ±3%, the conditioning parameters being 30% in RH and a constant temperature setting at 40 °C for more than one month.
The transversal density profiles were measured by using a density scanning apparatus (DA5000, Germany Grecon Co Ltd), which operates using a X-ray source. The density profiles of three specimens in each group, from each of the process parameter combination, were determined. The specimens were scanned inside the chamber in an order that commenced the scanning from upper-plate-densified face and proceeded toward the lower-plate densified surface. The microscopic analysis of the control and four different densified specimens was also carried out using an environmental scanning electron microscope (Quanta 200, FEI Co., Ltd, USA).
A dynamic mechanical analyzer (DMA-242, Germany NETZSCH Co Ltd) was used for the testing of dtMOE, and the detailed processing procedures of the DMA samples are shown in Fig. 2. The above-mentioned second specimens group, which were oven-dried and conditioned to the equilibrium MC, were further cut into DMA samples through the wood surface area (densified wood), adjacent to surface area, and wood core area, with sample dimensions of 55 mm (tangential) × 11 mm (longitudinal) × 4.0 mm (radial), and ten replications for each group. All the DMA samples were taken from the sapwood side section, which were facing the upper plates during the hot pressing. The DMA measurement theory of the dtMOE is depicted in Fig. 3, where the temperature inside the DMA chamber was maintained at 35 °C, with the frequency of the dynamic load being 1.0 Hz, its dynamic load being 1.0 N, and the loading mode being a 3-point bending. The equation for calculating the dtMOE is as follows (Zhan 2008),

Schematic presentation of the processing procedure and dimensions of DMA test specimens (units: mm)

Schematic presentation of the dtMOE for surface-densified specimens
where dtMOE is the dynamic transversal modulus of elasticity (MPa); L is the distance between the two supporting point (mm); f is the dynamic load (N); a is the dynamic displacement (mm); b is the width of the sample (mm); h is the thickness of the sample (mm).
In order to quantitatively analyze the influence of the surface densification and hydrothermal post-treatment on the transversal mechanical properties of needle fir wood, a dtMOE gradient G M, namely a variable designated to describe the distribution of transversal dtMOE, was defined herein. This variable equals to the dtMOE differences of two specific wood positions divided by their actual distance; the detailed calculation process is shown as follows:
where m, n = 1–3, and 1 refers to surface layer, 2 refers to the layer adjacent to surface, 3 refers to the core layer; MOE(m) is the dtMOE (MPa) at the position m; D (m) is the distance (mm) between the position m and wood surface.
Results and discussion
Transversal compression ratio
The initial and compression thickness of the surface-densified needle fir specimens as well as the actual compression ratios are listed in Table 3. The initial thickness of the specimens was 28.0 mm, and its targeted compression thickness was 23.5 mm, resulting in a theoretical compression ratio of 16.1%. However, the visco-elastic deformation recovery of wooden materials, which in this case is affected by the temperature and moisture content inside the specimens, will give rise to the spring-back phenomenon at the very surface right after the opening of hot-press platens (Rautkari et al. 2011, 2013; Zhan and Avramidis 2016). In consequence of this mechanism, the measured compression thicknesses were somewhat higher than the targeted value. After hot pressing of the densified wood, the average thickness was 23.6 mm (hot-pressing temperature 160 °C) and 23.8 mm (hot-pressing temperature 180 °C), representing the compression ratios 15.2 and 15.1%, respectively.
The exact magnitudes of compressed thickness after hot pressing, in the present test conditions, varied mainly depending on the compression temperatures, moisture contents around the densified surface areas, the initial thickness, and transversal grain orientation (the distribution and transformation of the early wood and late wood through specimen thickness). According to Rheology theory, the softening and creep behavior of wooden material are highly dependent upon moisture content and temperature (Wang 2005). As the compression temperature increases, more heat transfer will occur near the interface between the heating plate and densified surface areas, contributing to the making and subsequent fixation of compression deformations. Nevertheless, as the hot pressing commenced, the higher the heating temperature, the more the moisture contents will be transferred from the very surface areas to inner undensified sections, as the result of the coupled heat and mass transfer between the heating platen and wood core areas. This phenomenon will give rise to the decreasing moisture contents at the densified surfaces, which, in turn, should have negative contributions over the softening behavior of wood. Additionally, given there were some thickness differences between the two kinds of hot-pressing specimens, no significant relationship could be revealed between the 160 °C specimens and specimens hot pressed at 180 °C. The reported densified thickness in the current test is actually the results affected by these interacting and interrelated technical parameters.
Transversal density profiles
The actual MCs of each kind of specimens are listed in Table 4. After a moisture conditioning procedure at a temperature of 40 °C and RH 30% for more than one month, the average MC of the control specimens reached 4.27%. Comparing with the control specimens, the equilibrium moisture contents of the modified ones decreased significantly, especially between those post-thermally treated specimen series. Taking the 180 °C hot pressing as an example, the average MC of the specimens 180-nh, 180-h1, and 180-h2 decreased to 3.83, 3.74, and 3.48%, respectively, representing 89.7, 87.6, and 81.5% of the control one.
The transversal density profiles of the densified but non-thermally treated specimens, the specimens densified and thermally treated at 180 °C, and the specimens densified and thermally treated at 200 °C are plotted in Fig. 4a–c, respectively. For the purpose of comparisons, the transversal density profile of the control specimens is also added repeatedly in Fig. 4a–c.

Density profiles along the thickness for the control, surface-densified, and surface-densified plus hydrothermally treated specimens. Density profiles a are the control, 160-nh, and 180-nh specimens; b for the control, 160-h1, and 180-h1 specimens; and c are the control, 160-h2, and 180-h2 specimens
Once the one batch of four specimens was placed on the lower platen of the hot press, and the lower platen stated to move toward the upper one, severe heat and mass transfers were going to occur on the lower and the upper face of specimens being densified. For the lower faces, it was the heat conduction mechanism between the lower platen and the lower faces of specimens, which heated and softened the lower faces, and transferred the wood surface moisture further inward. Concurrently, there were mainly heat radiation and moisture evaporation occurring over the upper faces, which may decrease the surface MC. Overall, before the upper faces reached the upper platen, the net effect was that more heat transfer occurring at specimens’ lower faces was going to soften the lower surfaces to a greater extent than the upper ones. The above-mentioned hot-pressing operation is widely adopted in the wood-based panel manufacture, such as particle board and medium density board (MDF), meaning that the lower faces of undensified boards are more prone to being compressed. In consequence of this mechanism, after the hot pressing, the density peak at the lower faces will be higher than that of the upper ones in most cases, as can be found in Fig. 4a–c.
According to Fig. 4, before the hot pressing, the control specimen density distributed along its thickness with some fluctuations (representing the actual transformation between early wood and late wood along the specimens thickness), with the averaged density values fluctuating between 330 and 380 kg/m3. Once the specimens reached the upper platen, the transversal compression occurred, the specimens undergoing surface densification. During this complicated process, severe heat transfer (mainly in the form of conduction) and surface drying (including the thermal diffusion along thickness and the evaporation from the longitudinal sides) will take place. A new temperature gradient (higher near the surface and lower in the core) and a MC gradient (lower near the surface and higher in the core) will emerge along the specimen’s thickness.
The impact of hot-pressing temperature on the transverse density distribution can be revealed explicitly from the comparisons between these two hot-pressing temperatures, namely 160 and 180 °C in Fig. 4a, specifically. As the temperature increased from 160 to 180 °C, the density peak shifted away from the surface and further toward the center of the specimens. On the other hand, with a higher hot-pressing temperature of 180 °C, it seems like that the actual magnitudes of the density peak were lower than those of 160 °C specimens. Taking the upper surfaces of the 160-nh and 180-nh specimens as an example, as the hot-pressing temperature increased, the location of the density peak shifted 1.4 mm deeper than that of the 160-nh specimen, reaching to 2.4 mm from the surface. These findings, although having some data fluctuations among the same kinds of specimens, largely concurred with the studies of Rautkari et al. (2011) on Scots pine being densified on one surface. The possible reason for these phenomena, according to Rautkari et al. (2011), could be due to the fact that under the lower hot-pressing temperature and with less softened surface layers, more resistances to the compression deformation were going to be accumulated, confining the density increase to near the wood surface.
Compared with the transverse density profile shown in Fig. 4a, the influence of thermal post-treatment over the transversal density distribution can be more complicated due to the interaction between the hot-pressing parameters and thermal post-treatment techniques, as shown in Fig. 4b and c. The previous work by the authors has shown that, under the specified hydrothermal post-treatment (temperature 200 °C, processing duration 60 min), the compressed deformation of the 160-h2 and 180-h2 specimens could be effectively fixed (Zhan et al. 2015). Two explicit phenomena could be observed from Fig. 4a–c. Firstly, as a result of the deformation fixation of the densified wood surface layers, which were reinforced by high-temperature thermal treatment, the density peaks of these thermally post-treated specimens were higher than those of non-treated ones; the higher the post-treatment temperature was, the higher the density peak being maintained, including both the upper and lower surfaces. Taking the upper surfaces as an example, for the hot-pressing temperature 180 °C, the density peak of the 180-nh, 180-h1, and 180-h2 was 611, 667, and 710 kg/m3, respectively. Another interesting trend was also deduced in the case of the width of density peaks, but with some data fluctuations between the two opposite faces in the same specimen, and also among the same kinds of specimens. For instance, on the upper faces, the width of density peak for the specimens 180-nh, 180-h1, and 180-h2 was 3.2, 2.4, and 3.0 mm, respectively. The general trend is that after the thermal post-treatment, the width of density peak will be decreased due to the fixation mechanism of the compressed deformations. Additionally, during the preparation of density profile specimens, all the specimens must first be oven-dried to 0% MC and then underwent a conditioning test at temperature 40 °C and 30% RH for more than one month. This moisture conditioning process can accelerate the compression deformation recovery of the densified surface, which can be verified by the thickness of different kinds of specimens. For instance, the measured thickness of the 160-h2 was 23.6 mm (in Fig. 4c); as results of the acceleration of compressed deformation recovery, the thickness of 160-nh was 24.2 mm. Nevertheless, under the thermal post-treatment at temperatures 180 and 200 °C, the impact of thermal treatment temperature over density profiles was not significant.
Overall, based on the information presented in Fig. 4, and also the explanations given herein, after surface densification, two highly compressed wood cell areas were formed, which was just 1.0 mm–2.0 mm to the lumber surfaces; furthermore, under specified high-temperature thermal post-treatments, the compression deformation near the densified surface areas can be fixed effectively.
Dynamic transversal MOE of the surface-densified needle fir wood
According to Fig. 5, during dtMOE tests, the temperature inside DMA chamber first increased from ambient values to the target of 35 °C within 10–12 min and thereafter kept constant until the end of tests. In its green condition, the average dtMOEs measured were between 429 and 476 MPa, with the upper surface layer exhibiting higher values (Fig. 5a). After oven-dried and then being conditioned to a moisture content of 4.3%, the overall moisture decreases resulted in the increases of wood MOE, showcasing the transversal MOE increases of the surface, subsurface, and core layer of the air-dried specimens to 673, 642, and 584 MPa, respectively.

Distribution of dtMOE along the thickness direction (in radial direction): a control specimens (in green state); b moisture-conditioned specimens; c 160-h1 specimens; d 160-h2 specimens; e 180-h1 specimens; f 180-h2 specimens
After hot pressing and hydrothermal post-treatment, the surface layers of the compressed specimens underwent cell densification and the chemical degradation of cell-wall tissues under high-temperature conditions. Prior to DMA tests, the moisture contents were first decreased to the oven-dried level and then being conditioned to 3.5–3.9% through an adsorption equilibrium process, depending on the specific treatment procedures. According to Fig. 5c–f and Table 5, when compared to the conditioned control specimens, the dtMOE of the surface-densified and hydrothermally post-treated ones showed a generally increasing trend, with the surface areas having a more significant increase of the dtMOE magnitude. For example, comparing with their conditioned control counterparts, the dtMOE of the 160-h1, 160-h2, 180-h1, and 180-h2 specimens was 749.5, 808.0, 911.4, 752.6 MPa, increasing by 14.7, 23.7, 39.5, and 15.2%, respectively, reaching the level of transversal larch MOE values under similar conditions (Zhan 2008).
It is generally known that surface densification will increase wood hardness and bending strength. According to a research by Kariz et al. (2017) on spruce wood lamellae, at thermal treatment temperature of 170, 190, 210, 230 °C, the modulus of elasticity (MOE) and modulus of rupture (MOR) decrease with increasing thermal treatment temperature. However, as this test procedure was the thermal treatment of wood prior to surface densification, it is not directly comparable between their results and the ones of the present study. The reason for this increasing behavior of the surface dtMOE compared with the conditioned control could be that, due to the combined action of the surface densification and subsequent post-thermal treatment, a few cell-wall layers have been effectively densified, mechanically strengthened, and successfully sustained (Laine et al. 2016a). Additionally, according to Esteves and Pereira (2009) and Chen et al. (2012), high-temperature thermal treatment will result in the loss of some material strengths for the densified solid lumber, which in turn will show negative impact over the dtMOE and contribute to the irregular fluctuations among the densified and thermally post-treated specimens, especially for those of the subsurface ones.
Nevertheless, the dtMOE of the core layer, by contrast, was 444.1, 580.1, 468.6, 583.5 MPa. Compared to the conditioned control ones, the corresponding dtMOE of the two kinds of specimens (hydrothermally post-treated at 200 °C) only increased by 3.5%, and the dtMOE of the other two kinds of specimens (hydrothermally post-treated at 180 °C) decreased by 17–21%. In general, it was found that, under the current test conditions, the influence of the hot-pressing temperature and thermal post-treatment temperature over the dtMOE was insignificant. As an natural visco-elastic porous material, the solid plantation softwood (flat-sawn needle fir lumber in this case) exhibited a selective densification phenomenon, which means that during the hot-pressing stage only the two heated surface layers were efficiently densified (mainly involving the specific early wood tissues), most parts of the center layers being left non-densified at all. Nevertheless, even not being mechanically affected in the outlook and cell-wall structure, the center layers of the treated specimens were virtually hydrothermally treated twice under high-temperature conditions during surface densification and thermal post-treatment, which might probably result in the loss of the transverse mechanical properties (Hill 2006).
Dynamic transversal MOE gradient G M
As discussed previously, after a combined surface densification and hydrothermal post-treatment process, a densified cell-wall zone was formed at the areas, which was first few millimeters near the wood surface (Zhan et al. 2015). The dtMOE of six types of specimens all exhibited a hierarchical distribution along the lumber thickness and increased accordingly from the core layer to the surface, but with different increasing extents and patterns.
Based upon the information obtained from Fig. 5 and Table 5, it should be noted that under the current combined surface densification and hydrothermal post-treatment technique, the dtMOE difference between the wood surface and core layer, as well as between the subsurface and core layer, increased significantly. The impact of the combined surface densification and hydrothermal post-treatment on the distribution of the dtMOE could be observed quantitatively through the numerical changes of the dtMOE gradient variable G M. For instance, the G M (1,3) of the control specimens was 9.9 MPa/mm; meanwhile, the G M (1, 3) of the 160-h1, 160-h2, 180-h1, 180-h2 samples was 33.9, 25.3, 49.2, and 18.8 MPa/mm, respectively, increasing by 242, 156, 397, and 90% accordingly. In a similar way, the variable G M (2, 3) of the above-mentioned four kinds of specimens also showed the same increasing trend between them and the control one, which is well depicted in Fig. 5.
An explicit phenomenon associated with the variable G M (1, 2) could also be deduced from Fig. 5c–f and Table 6. At the same hot-pressing temperature, with the increase of hydrothermal post-treatment temperature from 180 to 200 °C, the dtMOE differences between the surface layer and the subsurface one decreased significantly. For the 160 °C hot pressing, the G M (1,2) decreased from 31.2 MPa/mm in 180 °C to 9.6 MPa/mm in 200 °C; at the same time, under the 180 °C hot pressing, the G M (1,2) decreased from 37.5 to 4.7 MPa/mm, accordingly. The temperature increase during hydrothermal post-treatment resulted in the decreasing differences of dtMOE between the densified surface layer and its adjacent subsurface area, almost reaching to the same magnitude.
The reasons behind this phenomenon are complicated, mainly due to the interactions between the surface densification temperature and thermal post-treatment temperature, especially the later one. Firstly, at a higher hydrothermal post-treatment temperature, from the perspective of the wood transversal mechanics, the recovery of the compressed visco-elastic deformation can be more effectively eliminated, meaning more accumulated compression deformations and also the majority of wood strengths being reserved (Laine et al. 2013a). Nevertheless, a higher hydrothermal treatment temperature also leads to more degradations of the polyoses and xylan, which may result in the loss of specified mechanical strengths (Tjeerdsma et al. 1998). Furthermore, compared with the control specimens, the highly compressed surface sections have more cell-wall tissues in unit volume, which means that the impact of thermal degradation could become even more remarkable.
Conclusion
The objective of this research was to evaluate the impact of the process parameters of surface densification and thermal post-treatment over the transversal density profile and dtMOE. The process parameters investigated included hot-pressing temperatures (160 and 180 °C) and hydrothermal post-treatment temperatures (180 and 200 °C). The moisture-conditioned specimens (oven-dried to 0% MC and conditioned at temperature 40 °C and 30% RH for one month) were chosen as the control specimens for both the transversal density and DMA tests.
The hot-pressing temperatures showed an explicit impact on the transverse density profiles. With the hot-pressing temperature being at 160 °C, there would be a relative higher density peak formed near the surface, whereas the higher temperature of 180 °C resulted in a slightly broader density peak that was lower in magnitude and further from the surface. The thermal post-treatment temperature had complicated influences over the transversal density profiles, largely due to the interacting interrelationship between the main process parameters. The higher the post-treatment temperature was, the higher the final density peaks being maintained. Nevertheless, the impact of thermal treatment temperature on the transverse density profiles was not significant.
Under the proposed surface densification (160 or 180 °C hot pressing, with 10-min duration and a compression ratio of 16.1%) and hydrothermal post-treatment (180 or 200 °C high-temperature treatment, 60 min) for 28-mm-thickness needle fir lumbers, the dtMOE of the surface-densified layer increased by 15–40% when compared to the control ones. However, there were no distinct changes of the dtMOE in the lumber core areas. Under the current test conditions, the influence of the hot-pressing temperature and thermal post-treatment temperature over the dtMOE was insignificant.
A dtMOE gradient was defined herein, which can be used to quantitatively analyze the transversal distribution of dtMOE for the surface-densified wood. The hydrothermal post-treatment temperature had exhibited a significant influence over the dtMOE gradient. As the temperature for the proposed hydrothermal post-treatment increased from 180 to 200 °C, the dtMOE difference between the densified surface and its adjacent layer decreased significantly. Possible explanations for this phenomenon could be due to the effectiveness of the elimination of compression deformation recovery under the proposed hydrothermal post-treatment and the loss of specified mechanical strengths as the results of the further degradations of the polyoses and xylan under a higher thermal treatment temperature. However, since the explanation of the dtMOE of surface-densified wood involved the interacting processes between the hot-pressing temperature and thermal post-treatment temperature, namely the interactions between the transverse mechanical strengthening and chemical degradation during thermal treatment, more research efforts examining process parameters in relation to properties of surface-densified and thermally post-treated wood need to be performed in the future.
References
Aimene YE, Nairn JA (2015) Simulation of transverse wood compression using a large-deformation, hyperelastic–plastic material model. Wood Sci Technol 49(1):21–39
Ansell MP (2012) Wood: a 45th anniversary of JMS papers. Part 2. Wood modification, fire resistance, carbonization, wood-cement and wood-polymer composites. J Mater Sci 47(2):583–598
Belt T, Rautkari L, Laine K, Hill C (2013) Cupping behavior of surface densified Scots pine wood: the effect of process parameters and correlation with density profile characteristics. J Mater Sci 48(18):6426–6430
Cai JB, Li T (2009) Effects of high temperature heat treatment on the physical and mechanical properties of the compressed poplar lumber (in Chinese). China For Sci Technol 23(3):104–107
Cai JB, Ding T, Yang L, Yang X (2012) Effect of heat treatment and densification on dimensional stability of poplar wood (in Chinese). China Wood Ind 26(5):41–44
Cai JB, Yang X, Cai LP, Shi SQ (2013) Impact of the combination of densification and thermal modification on dimensional stability and hardness of poplar lumber. Drying Technol 31(10):1107–1113
Chen TA, Xu ZY, Wang CM, Li T, Chen LM (2012) Effect of heat treatment on properties of surface-densified Pinus yunnanensis samples (in Chinese). China Wood Ind 26(5):45–47
Ding T, Cai JB, Geng J (2015) Review on thermally modified timber industry and standardization in Europe (in Chinese). China Wood Ind 29(3):26–30
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. BioResources 4(1):370–404
Gong M, Lamason C, Li L (2010) Interactive effect of surface densification and post-heat-treatment on aspen wood. J Mater Process Technol 210(2):293–296
Hill CAS (2006) Wood modification-chemical, thermal and other processes. Wiley, Chichester
Kariz M, Kuzman MK, Sernek M, Hughes M, Rautkari L, Kamke FA, Kutnar A (2017) Influence of temperature of thermal treatment on surface densification of spruce. Eur J Wood Prod 75(1):113–123
Laine K, Rautkari L, Hughes M, Kutnar A (2013a) Reducing the set-recovery of surface densified solid Scots pine wood by hydrothermal post-treatment. Eur J Wood Prod 71(1):17–23
Laine K, Belt T, Rautkari L, Ramsay J, Hill CAS, Hughes M (2013b) Measuring the thickness swelling and set-recovery of densified and thermally modified Scots pine solid wood. J Mater Sci 48(24):8530–8538
Laine K, Segerholm K, Wålinder M, Rautkari L, Ormondroyd G, Hughes M, Dennis Jones (2014) Micromorphological studies of surface densified wood. J Mater Sci 49(5):2027–2034
Laine K, Segerholm K, Wålinder M, Rautkari L, Hughes M (2016a) Wood densification and thermal modification: hardness, set-recovery and micromorphology. Wood Sci Technol 50(5):883–894
Laine K, Segerholm K, Wålinder M, Rautkari L, Hughes M, Lankveld C (2016b) surface densification of acetylated wood. Eur J Wood Prod 74(6):829–835
Li J, Liu YX, Liu JL (2000) Study on the fixation of compressive deformation of wood in the transversal direction by high temperature steam treatment (in Chinese). J Northeast For Univ 28(4):4–8
Liao L, Tu D, Li C, Zhou Q, Zhang S, Wu X (2013) Effects of heat treatment on physical-mechanical properties of E.urophylla × E.camaldulensis (in Chinese). J Central South Univ For Technol 33(5):128–131
Navi P, Pizzi A (2015) Property changes in thermo-hydro-mechanical processing. Holzforschung 69(7):863–873
Popescu MC, Lisa G, Froidevaux J, Navi P, Popescu CM (2014) Evaluation of the thermal stability and set recovery of thermo-hydro-mechanically treated lime (Tilia cordata) wood. Wood Sci Technol 48(1):85–97
Rautkari L, Laine K, Laflin N, Hughes M (2011) Surface modification of Scots pine: the effect of process parameters on the through thickness density profile. J Mater Sci 46(14):4780–4786
Rautkari L, Laine K, Kutnar A, Medved S, Hughes M (2013) Hardness and density profile of surface densified and thermally modified Scots pine in relation to degree of densification. J Mater Sci 48(6):2370–2375
Tjeerdsma BF, Boonstra M, Pizzi A, Tekely P, Militz H (1998) Characterisation of thermally modified wood: molecular reasons for wood performance improvement. Holz Roh Werkst 56(3):149–153
Tu DY, Du C, Zhou QF, Yang SS, Lao YM, Dong H (2012) Poplar wood flooring surface densification (in Chinese). China Wood Ind 26(4):46–48
Wang FH (2005) Rheology of wooden materials. Northeast Forestry University Press, Harbin (in Chinese)
Welzbacher CR, Wehsener J, Rapp AO, Haller P (2008) Thermo-mechanical densification combined with thermal modification of Norway spruce in industrial scale-dimensional stability and durability aspects. Holz Roh- Werkst 66(1):39–49
Windeisen E, Bächle H, Zimmer B, Wegener G (2009) Relations between chemical changes and mechanical properties of thermally treated wood 10th EWLP, Stockholm, Sweden, August 25–28, 2008. Holzforschung 63(6):773–778
Zhan JF (2008) Bound moisture diffusion and drying rheology of larch wood under conventional drying (in Chinese). Ph. D thesis, Northeast Forestry University
Zhan JF, Avramidis S (2016) Needle fir wood modified by surface densification and thermal post-treatment: hygroscopicity and swelling behavior. Eur J Wood Prod 74(1):49–56
Zhan JF, Avramidis S (2017) Impact of conventional drying and thermal post-treatment on the residual stresses and shape deformations of larch lumber. Drying Technol 35(1):15–24
Zhan JF, Cao J, Gu JY, Zhan XR, Chen W, Liu ZJ, Liu B, Ma HJ (2015) Surface-densification and post high-temperature hydrothermal treatment of the Abies nephrolepis lumber (in Chinese). J Nanjing For Univ (Natural Sciences Edition) 39(3):119–124
Zhao ZS, Liu YX, Shen J (2010) Dynamic thermo-mechanical properties of strengthened poplar wood sheets by compression perpendicular to grain (in Chinese). J Northeast For Univ 38(12):62–64
Acknowledgements
The authors gratefully acknowledge the Natural Science Foundation of Heilongjiang Province, PR China (No: C2015053), the Fundamental Research Funds for the Central Universities of China (Northeast Forestry University, No: DL13CB17), and the innovative practice project for the undergraduate (Northeast Forestry University, national level), for providing the financial support for this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhan, Jf., Avramidis, S. Transversal mechanical properties of surface-densified and hydrothermally modified needle fir wood. Wood Sci Technol 51, 721–738 (2017). https://doi.org/10.1007/s00226-017-0909-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-017-0909-6