
Abstract
The purpose of this study was to analyse the fundamental phenomena related to the swelling behaviour of densified and thermally modified wood under changing moisture content, as well as to investigate the differences in recovery behaviour between four different methods: (i) soaking–drying cycles, (ii) soaking–drying cycles in hot water, (iii) water-soaking with continuous data logging to measure dynamic changes in thickness and (iv) humid–dry cycles at different relative humidity (RH). Methods were applied to untreated, thermally modified, densified (D) and densified + thermally modified (DTM) Scots pine sap wood samples. Soaking methods were found to produce significantly higher set-recovery results than RH cycling, with higher temperature accelerating the relaxation during soaking. Repeated cycles increased the swelling of the densified samples. The RH thresholds for set-recovery were found to be between 65 and 75 % for the D samples and between 75 and 84 % in the case of DTM samples.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood densification is a modification method in which the porous structure of wood is compressed to obtain a higher density material. The purpose is to improve the mechanical properties of wood, since most of them are directly related to density. Improvement in mechanical properties, such as hardness and shear resistance, has been reported by several authors [8, 10, 13, 23, 28, 34, 35].
The deformation under compression should take place at temperatures exceeding the glass transition temperature (T g) of the cell wall components to enable wood cell walls buckling without breaking the cell walls. When densified wood is subsequently exposed to moisture, both reversible and irreversible swelling occur. Reversible swelling is due to the hygroscopic nature of wood but irreversible swelling is a result of the densified wood partly or completely returning to its original dimensions. This is commonly referred to as set-recovery and the theory behind this phenomenon is described next.
During compression, the crystalline regions of the microfibrils are mainly deformed elastically (but also plastically under very high forces). The elastic strain energy is stored in the cellulose macromolecules, and the release of this energy is considered to cause the set-recovery. Furthermore, it is believed that during the process, internal stresses are also built-up and stored in the amorphous hemicelluloses and lignin and semi-crystalline cellulose. As the structure of wood is forced into a new conformation, the covalent bonds (between hemicellulose and lignin) and hydrogen bonds (between hemicellulose and cellulose) are not broken and reformed, and therefore, the deformation is considered metastable and is recoverable when rewetted or heated. However, if the bonds between the microfibrils and the matrix are broken during compression, the internal stresses are relaxed and set-recovery is reduced. Temporary fixation of the set is achieved after compression as the lignin is brought back to the glassy state (below the Tg of lignin) and the van der Waals bonds of lignin reform, maintaining the new cellular arrangement in the rigid matrix. Also, as the wood dries, hydrogen bonds are formed between the cellulose and hemicellulose fixing the microfibrils in the deformed state. However, when water molecules enter wood they become associated with the hydrogen bonds, disrupting the compressed form [5, 6, 12, 13, 15, 22, 27, 28, 30].
The extent of set-recovery is dependent upon a number of factors, such as wood species, with lower density wood species exhibiting higher set-recovery [3], as well as the process parameters used in the densification process. For example, a higher densification ratio has been found to result in greater set-recovery due to the higher internal stresses induced during densification [1, 3, 12, 21] while a significant reduction in set-recovery has been obtained with increased treatment temperature [19, 20] and treatment time [8] during compression.
Set-recovery is a significant issue in wood densification, since it defines its possible end-use conditions. Norimoto et al. [31] have proposed three primary methods for preventing set-recovery:
-
1.
Formation of cross-linkages between molecules of the matrix constituents
-
2.
Relaxation of the inner stresses stored in the microfibrils and the matrix
-
3.
Isolation of the wood polymers (especially hemicelluloses) from moisture and heat to prevent re-softening
A significant reduction in set-recovery usually requires additional post-treatment after densification, thermal modification being the most typical treatment. In the presence of heat and moisture the hemicelluloses, that connect the cellulose microfibrils to the lignin, degrade and the binding maintaining the uncompressed conformation can be broken and reformed to hold the compressed state. Additionally, thermal degradation of hemicelluloses reduces the hygroscopicity of wood and provides additional void space for the microfibrils to rearrange [13, 16]. The effectiveness of thermal modification in reducing set-recovery has been found to be strongly related to mass-loss during modification [17] and the effect can be improved by increasing the treatment temperature [4, 10, 13, 20, 28, 29, 40] and by increasing the treatment time [16, 21, 28, 40]. Furthermore, the presence of steam in closed processes and during thermal modification has been found to accelerate the reduction of set-recovery [6, 13, 16, 19, 20, 28].
Besides the most common theories described formerly, it is also relevant to speculate that the so-called ‘stick–slip’ or ‘Velcro’-mechanism might play a role in developing permanent deformation during compression. According to this theory, the individual wood cells or the microfibrils within the cell wall exhibit permanent plastic deformation without significant mechanical damage. The unspecific molecular bonds are able to transmit shear stresses between cells or between microfibrils. As one point exceeds a certain shear stress, the unspecific bond breaks followed by a viscous flow of the matrix without back-flowing. As the stress is released, the bond reforms immediately in the new position of the adjacent cell or fibril, similar to the opening and closing of a Velcro-connection [18].
Set-recovery has been studied rather extensively and, as a result, a range of measuring methods has been adopted. However, general standards have not been developed which poses a problem of comparability. Furthermore, many of the methods are not representative of realistic end-use conditions for densified wood. Some of the most common methods for measuring set-recovery are water-soaking [4, 19, 21], soaking–drying cycles [13, 20, 24, 39] and soaking in hot water [1, 16, 17, 25, 28]. When considering soaking in hot water, it should be noted that wood softening at high moisture content has been found to depend mainly upon the behaviour of lignin [32] and the T g for lignin is estimated to be ~85 °C from about moisture content 15 % to the water-saturated conditions [38]. This indicates that in boiling water, lignin should be in a softened state and thus allow the maximum swelling that is possible to occur. On the other hand, exposing densified wood above the T g of lignin is unlikely in regular commercial use, such as flooring boards or structural elements in buildings.
In addition to the frequently used and effective soaking methods, dry–humid cycles [36] and one-off exposures to humid conditions have been used [4], as well as exposure to cyclic variations at different relative humidities (RH) [1, 39]. Time of soaking or exposure to humid conditions is often rather short (usually from a few hours to 24 h), however, long-term exposure experiments have been conducted as well: Anshari et al. [1] exposed samples to ambient environmental conditions for 14 days and to cyclic variations in humid conditions for 60 days with continuous data logging recording the dynamic changes in thickness. The dynamic nature of set-recovery has also been studied by Gong et al. [11] by measuring the swelling pressure of densified wood in water-soaking.
In this study, the thickness swelling and set-recovery of densified and thermally modified wood were investigated by using four different methods: (i) soaking–drying cycles, (ii) soaking–drying cycles in hot water, (iii) water-soaking with continuous data logging to measure dynamic changes in thickness and (iv) humid–dry cycles at different RH. The purpose was to study the fundamental phenomena related to the swelling behaviour of densified and thermally modified wood under changing moisture content, as well as potential differences between selected measurement methods.
Materials and methods
Densification and thermal modification
Scots pine sapwood boards obtained from South-East Finland with an original density of 533 kg/m3 (RH65 %, 20 °C) and dimensions 600 mm (longitudinal) × 100 mm (tangential) × 12 mm (radial) were sawn into four sections, 145 mm in length. From each board, one section was densified (D), one thermally modified (TM), one both densified and thermally modified (DTM) and one left untreated (U). D and DTM samples with initial moisture content (MC) 12 % were compressed radially in an open hot press at 150 °C from 12 to 5 mm, giving a target densification ratio of 58 %. Press was closed directly after placing the samples in the press to prevent drying of the samples before compression. Target thickness was controlled with metal stops. The samples were held under compression between perforated metal plates (to enable steam evaporation) at 150 °C for 1 h, after which the system was allowed to cool for ~3 h, to a temperature under 100 °C. The final average oven-dry density for the densified samples was 1055 kg/m3. The final average thickness was 5.44 mm, giving a densification ratio of 56 %.
After densification the DTM samples, as well as TM samples, were oven-dried and thermally modified at a starting temperature of 120 °C which was held for 0.5 h, then increased to 200 °C over the next half an hour. Steam-injection was started only after 0.5 h at 120 °C to reduce possible set-recovery caused by the steam [33]. The treatment was carried out at 200 °C with continuous steam-injection for 3 h. The average weight loss for the samples during thermal modification was 3.6 %.
After the treatments, the samples were equilibrated (RH 65 %, 20 °C) and sawn into final test pieces with longitudinal and tangential dimensions of 10 mm. This sample size was used for all the measuring methods described further. Parallel sample types (D, DTM, TM, U) were selected from the same board, and for each sample type the replicate samples were sawn from different boards to minimise possible microstructural anomalies of a specific board.
Water-soaking methods
The swelling behaviour in the radial direction was evaluated using three different water-soaking methods: (i) soaking–drying cycles (at 20 °C), (ii) soaking–drying cycles in hot water and (iii) soaking with continuous data logging. Schematic illustration of the methods are presented in Fig. 1. In water-soaking, a net fabric was used to ensure the samples remained submerged without blocking the sample surfaces. The soaked samples were gently wiped over a sheet of tissue paper before measuring to remove free water on the surface. Before and after each soaking period, the samples were oven-dried (103 °C, 24 h) weighed and measured.

A schematic illustration of the different methods: (i) soaking–drying cycles, (ii) soaking–drying cycles in hot water, (iii) soaking with continuous data logging and (iv) humid–dry cycles at different RH
In soaking–drying cycles, 4 replicate samples from each sample type were placed in water (20 °C) for 15 days and weighed and measured at 1- to 3-day intervals and a total of three soaking–drying cycles were performed. Hot water-soaking was performed for 4.5 h at temperatures 80 °C, 60 °C and 40 °C (±5 °C) with three replicate samples for each temperature. The weights and thicknesses of the samples were measured every hour (and after the first 30 min) and a total of three soaking–drying cycles were performed. It should be noted that during the hot water-soaking or even after 15 days of soaking at 20 °C the weights of the samples were still slightly increasing (0–4 %) and not all samples were soaked at the bottom of the water container. This might signify that some of the samples were not fully saturated at the end of the soaking.
The dynamic swelling behaviour was evaluated with continuous data logging of the sample thickness for three replicate samples. This dynamic swelling was measured using a digital indicator (Mitutoyo, model 543-554-1) with an accuracy of 0.006 mm. The specimens were set under the measurement head and the system placed in a plastic cup filled with deionised water. The swelling was recorded at 1-s intervals and continued for 3.5 h.
RH method
The swelling behaviour was also studied at six different RH. Climate chambers with RH 54, 65, 75, 84, 94 and 98 % were created by placing a saturated salt solution onto the bottom of a desiccator. This is illustrated in Fig. 1 (iv). Two replicate specimens from each sample type were used in each RH. Oven-dried samples were placed in the chambers for 15 days and their weights and dimensions measured at 1- to 3-day intervals. At the end of the period equilibrium moisture content (EMC) was considered to be reached, since the weight change was ~0.005 g which was smaller than the measurement error in the equipment (corresponding <0.5 % change). Finally, the samples were oven-dried (103 °C, 24 h), weighed and measured and a total of three humid–dry cycles were performed. During measurements care was taken to minimise the time, the samples were exposed to the humidity conditions of the test room (RH 55 %, 20 °C).
Data analysis
Set-recovery was calculated for all D and DTM samples according to Eq. 1
where T s,0 is the oven-dry thickness after soaking, T0 is the oven-dry thickness before soaking and T u is the initial oven-dry uncompressed thickness. This formula has also been used in several other studies [8, 13, 16, 17, 20, 36]. The samples in the current study had not been dried before densification (since this might have affected the behaviour under compression) leaving the oven-dry uncompressed thickness T u unknown. Therefore, the average oven-dry thickness (12.0 mm) of untreated (U) samples was used for the calculation.
Thickness swelling (TS) was used to analyse the swelling during testing by comparing the thickness at any time during testing (T i) in relation to the dry thickness before the first soaking (T o). TS was calculated according to Eq. 2 and similar formula has been used by, e.g. Fang et al. [7], Navi and Girardet [28] and Welzbacher et al. [40].
Results and discussion
Set-recovery in different methods
The average set-recoveries obtained for D and DTM samples using different methods are shown in Table 1. As expected, the highest set-recovery during all cycles for the D samples (77.6 %) was significantly higher than that for the DTM samples (9.8 %). The maximum set-recovery value during all three cycles for D samples was obtained by hot water-soaking at 80 °C, followed by soaking at 20 °C and hot water-soaking at 60 °C. For DTM samples, the highest set-recovery was obtained with water-soaking at 20 °C followed by hot water-soaking at 80 °C and 60 °C, respectively. It is important to note that while the set-recoveries in the water-soaking at 20 °C are similar to those in the hot water method, the soaking period in water-soaking at 20 °C was 2 weeks, while in the hot water-soaking it was only 4.5 h. The values calculated for each cycle generally increase with increasing temperature, although for the DTM samples cycle 1 at 80 °C and cycle 2 at 60 °C do not seem to follow this pattern which could be due to measurement error or, for example softening of the samples in high temperatures producing lower thickness values due to yielding of the material during measurement. Water of higher temperature therefore appears to be more efficient or faster at inducing set-recovery. The effect of temperature could be related to the T g of lignin that might have already been reached at the higher temperatures in this experiment. It must be noted that in this experiment 100 % recovery was not reached, which signified that part of the deformation was permanent, possibly through cell wall damage during compression, stick–slip phenomenon or other reaction during densification, such as the thermal degradation of the cell wall components.
In general, methods involving soaking in water, regardless of water temperature, yielded significantly higher set-recovery values than with the RH method. Set-recovery, since induced by moisture, was found to increase with increasing RH. However, in the three lowest RH not all values follow this pattern and some of the values are very small or even negative. Thus, it is expected that set-recovery is not induced in these conditions but the small changes (<0.1 mm) are within measurement error or caused by the natural swelling of wood in high moisture.
A clear increase in the set-recovery values with increasing RH can be stated as the RH threshold; a humidity value in which set-recovery starts to manifest itself. According to the results, the threshold for the D samples is between RH 65 and 75 %, while the threshold for the DTM samples is between RH 84 and 94 %. It must be noted that half of the D samples (originating from one of the two boards) were of darker colour in the middle layers of the sample and swell much less than samples originating from the other board. This is most likely due to unexpected localised thermal modification during densification, as moisture was not able to escape through the perforated metal plates, but created steam inside the sample accentuating the effect of heat. This might be account for the somewhat high standard deviations in some cases, along with the rather low number of replicate samples originating from the different boards.
Table 1 also shows that set-recovery generally increased after repeated soaking/humidity cycles, even though at a reducing rate, which has also been reported in other studies [13, 20, 24, 40].
Thickness swelling in the water-soaking methods
The thickness swelling (TS, according to Eq. 2) was used to analyse the progress of swelling compared to the oven-dry state before soaking for all sample types. TS in the dynamic swelling test is shown in Fig. 2a and the speed of swelling (dTS/dt) is presented in Fig. 2b, where the first 5 min are zoomed, since most of the recovery occurs very early in the test. It must be noted that the percentage of thickness swelling is in relation to the thickness before soaking, which is different for the densified and undensified samples. This means, that it is possible to compare the general behaviour between the samples, whereas absolute values are not comparable. This is also true for Fig. 3. In Fig. 2a, it is seen that while the undensified samples (U, TM) reach the maximum swelling during the first 30 s, the densified samples (D, DTM) continue swelling significantly during the first hour and do not even seem to reach for a maximum by the end of the test (3.5 h). However, in Fig. 2b the speed of deformation reaches almost zero at the end, and thus, most of the deformation is expected to have occurred by that time. The swelling of the D and DTM samples is slower, most likely due to the inner stresses that require more time to be released and that are not present in the U and TM samples. Similar results were found by, e.g. Navi and Girardet [28]. The speed of swelling is the same for U and TM samples which means that thermal modification did not affect the speed of swelling but rather the final value of thickness swelling.

a Average (n = 3) thickness swelling in the dynamic swelling test. The first 5 min is presented in larger scale of the x-axis, after which the scale is reduced until the end. b Average (n = 3) change in thickness swelling in the dynamic swelling test. The first 5 min is presented in larger scale of the x-axis, after which the scale is reduced until the end. The values for the U and TM samples are the same, and thus, only one line in the figure is visible

Average (n = 4) thickness swelling (TS) in the water-soaking test at 20 °C
Since the swelling of the D and DTM samples might not have reached maximum after the 3.5-h soaking period, a longer 15-day soaking was performed to investigate the swelling behaviour over 3 extended soaking–drying cycles. The results are illustrated in Fig. 3. During cycle 1, the thickness of the densified samples (D and DTM) seems to increase towards the end of this cycle. For subsequent cycles, the maximum thickness is attained more or less by the first measurement during soaking. For the undensified samples (U and TM), the maximum thickness is already reached at the first measurement of each cycle.
The swelling of the untreated (U) samples is ~6.5 % and can be reduced to around 4.5 % with TM treatment. The reduced swelling is maintained throughout the 15-day soaking period and subsequent cycles. The swelling of the undensified samples (U and TM) in cycles 2 and 3 seems to follow the behaviour of cycle 1—or the swelling seems to even decrease slightly. Reduced hygroscopicity after repeated humidity cycles has also been previously reported for untreated wood [9], as well as for TM-treated samples [14]. Whereas in the case of the densified samples (D and DTM), there is a slight increase in the swelling after repeated cycles, similar to the increased set-recovery values in Table 1. After each oven-drying, the first thickness swelling value follows the state from the end of the previous soaking period. An exception is occurring with the D samples, as cycle 2 is started from a clearly higher level of thickness swelling. This could mean that during oven-drying there is some damage or stress-relaxation that increases thickness swelling during the next soaking. As swelling of the D samples increase after repeated cycles, the oven-dry thickness between soaking is also increased. This is expected, since the recovery of the set in humid conditions is mainly irreversible.
In order to analyse the effect of temperature on set-recovery, the thickness swelling was recorded at three different temperatures during 4.5 h of soaking. The results of three oven-drying–soaking cycles are presented in Fig. 4. The results cover only the D and DTM samples since the overall swelling and differences between temperatures were very minor for U and TM samples. The absolute values for D samples are in many cases over 100 %, while they stay below 100 % in the soaking at 20 °C which could be due to the enhanced swelling of wood during soaking in high temperatures [26] or perhaps even indicating damage in the structure due to the severe conditions in the soaking. This is why the absolute values of water-soaking at 20 °C and hot water-soaking should not be directly compared. As in Fig. 3, the thickness increases during the first soaking period, whereas in cycles 2 and 3 the maximum thickness is already almost reached at the start of the soaking period. In all cycles, the highest temperature 80 °C produced the largest final swelling. Higher temperature seems to also accelerate the development of thickness swelling during the early stages of soaking. At 80 °C most of the thickness swelling already occurs during the first hour of cycle 1, whereas at 40 °C the swelling continues towards the end of the cycles and also increases more clearly in the subsequent cycles. The swelling is accelerated at higher temperatures, which is most likely because the relaxation of the inner stresses is enhanced by heat [16]. This theory is supported by the dry thickness values in Fig. 4: after each cycle the dry thickness is generally increasing which means that irreversible thickness swelling is increased during repeated soaking and drying.

Average (n = 3) thickness swelling (TS) using the hot water-soaking method
Thickness swelling under different RH levels
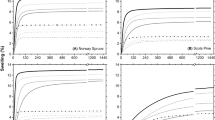
Thickness swelling at different RH levels is presented in Fig. 5a for the D samples and Fig. 5b for the DTM samples. Even though there is already a small increase in thickness swelling for D samples between RH 54 % and RH 65 %, the swelling is clearer between RH 65 % and RH75 %. Similarly, for the DTM samples, there is a clear increase in thickness swelling between RH 75 and 84 %. However, the increasing difference in swelling at higher RH might also be related to the sorption isotherm characteristics of wood as the slope of sorption increases towards the higher RH values. Therefore, it is relevant to compare the oven-dry thickness swelling values between the RH cycles: for the D samples the values rise above zero after RH 65 % and for the DTM samples only after RH 75 %. Therefore, this result supports the earlier speculation in Table 1 that set-recovery would be induced between RH 65 and 75 % for the D samples and between RH 75 and 84 % for the DTM samples. Indeed, the RH threshold for thickness swelling is probably linked to the sorption behaviour of densified wood and therefore would require further examination for deeper understanding of the phenomena.

Thickness swelling (%) using the RH method for the densified (D) samples (5a) and for the densified + thermally modified (DTM) samples (5b)
The maximum thickness swelling at RH 98 % for the D and DTM samples is 60 and 18 %, respectively. This is clearly lower compared to the maximum thickness swelling in the water-soaking tests, that is, 107 and 30 %, respectively. This is natural since water molecules, acting as a stress release agents, are the primary cause of set-recovery [13, 27]. The thickness swelling is generally increased after every cycle, however, this increase in thickness swelling after repeated cycles is not observed for the lower RHs, 54 and 65 % for the D samples and 54, 65 and 75 % for the DTM samples, which provides more evidence that the actual set-recovery occurs above these RHs. It is also worth discussing the mechano-sorption phenomenon which is usually linked to samples under stress and varying moisture content (below FSP). The mechano-sorptive creep occurs during loading as an increase of deformation due to changing MC, particularly during desorption [2]. In the current study, the samples are not under stress during RH cycles, however, the swelling stress created in the cell wall during increased MC might be comparable to that created under loads. Furthermore, in the regular mechano-sorption test, as the load is removed the recovery of the deformation is enhanced with changing RH [12]. The same phenomenon might be related to the enhanced thickness swelling of densified wood during RH cycles. Indeed, mechano-sorptive behaviour might play an important role in the ‘relaxation’ of compressed deformation during moisture cycles.
Notable changes in the swelling were observed during the first four measurements of cycle 1, which corresponded to 1 week of exposure, after which changes became smaller. This was also stated in weight change analysis, which suggested that 1 week is the time required for reaching EMC. Exception to this was RH 98 %, as the weight was stabilised only after 9–10 days. In all cases, the time needed to reach EMC was reduced in cycle 2 by 2–3 days, however, further reduction was not observed in cycle 3. The EMC values for each RH are presented in Table 2. As found also in previous studies [14] the lowest EMC was found with the DTM samples, followed by TM, D and finally U samples.
To consider the accuracy of the results, it must be mentioned that in some cases, especially in the RH tests, the samples swelled to an irregular shape which made accurate and consistent measurement of thickness difficult. Since the changes in thickness were extremely small in the majority of measurements, any surface or shape irregularities significantly reduced the accuracy of measurement. Problems with inaccuracy could be reduced by meticulous screening and careful selection of samples, by employing more accurate measurement methods (without the human factor) and increasing the number of replicate samples.
Conclusions
The results of this study show that the progress and extent of set-recovery are dependent on the conditions by which set-recovery is induced. Similar set-recovery results could be obtained using different methods but the rate at which the values were reached differed amongst the methods. Maximum set-recoveries were significantly higher in tests involving water-soaking (some 80 % for D samples and 10 % for DTM samples) than in tests in humid air (some 30 % for D samples and 2 % for DTM samples). Set-recovery generally increased with increasing temperature and higher RH which is natural since heat and moisture are known to relax the internal stresses caused by densification. Repeated cycles increased the swelling of the densified samples and slightly reduced that of the undensified samples. A RH threshold for set-recovery was found to be between 65 and 75 % for the D samples and between 75 and 84 % in the case of DTM samples.
It should be noted that the end-use of densified wood is unlikely to include submersion in hot water or exposure to several weeks of water-soaking. Thus, the tests, even if effective, do not reflect of the end-use conditions. Also, soaking in hot water as well as oven-drying might even lead to damage in the cell walls. RH tests are more ‘realistic’ although RH values could also be adjusted according to the accurate end-use conditions. Based on the results of this experiment, the use of shorter testing periods could be justified. Set-recoveries representative of final values can be obtained in 24 h in the case of soaking at 20 °C and even in 1 h in the case of hot water-soaking (even though full saturation was not recorded). Testing for at least 1 week is considered important in the case of RH tests. If long testing periods are used, the number of cycles could be reduced to two or even one if testing is performed in water. However, even more than 3 cycles could be justified in any measurement method to further study the relaxation behaviour of densified wood. Also, different methods of studying set-recovery could be included in future experiments, such as swelling pressure or dynamic thickness swelling under changing RH.
References
Anshari B, Guan ZW, Kitamori A, Jung K, Hassel I, Komatsu K (2011) Constr Build Mater 25:1718
Armstrong LD, Kingston RST (1962) Aust J Appl Sci 13:257
Blomberg J, Persson B, Bexell U (2006) Holzforschung 60:322
Boonstra MJ, Blomberg J (2007) Wood Sci Technol 41:607
Dwianto W, Norimoto M, Morooka T, Tanaka F, Inoue M, Liu Y (1998) Holz Roh Werkst 56:403
Dwianto W, Morooka T, Norimoto M, Kitajima T (1999) Holzforschung 53:541
Fang C-H, Cloutier A, Blanchet P, Koubaa A, Mariotti N (2011) Bioresources 6:373
Fang C-H, Mariotti N, Cloutier A, Koubaa A, Blanchet P (2012) Eur J Wood Prod 70:155
García Esteban L, Gril J, de Palacios P, Guindeo Casasús A (2005) Ann For Sci 62:275
Gong M, Lamason C, Li L (2010) J Mater Process Technol 210:293
Gong M, Li L, Chui YH, Li K, Yuan N (2008) Modelling of recovery of residual stress in densified wood. Eng Wood Prod Associat Paper 107. http://www.ewpa.com/Archive/2008/June/Paper_107.pdf. Accessed 17 Mar 2013
Grossman PUA (1976) Wood Sci Technol 10:163
Heger F, Groux M, Girardet F, Welzbacher C, Rapp AO, Navi P (2004) Mechanical and durability performance of THM-densified wood. In: Proceeding of the Final Workshop COST Action E22 ‘Environmental Optimisation of Wood Protection’ 22–23 March 2004, Lisboa, Portugal
Hill CAS, Ramsay J, Keating B, Laine K, Rautkari L, Hughes M, Constant B (2012) J Mat Sci 47:3191
Hillis WE, Rozsa AN (1978) Holzforschung 32:68
Inoue M, Norimoto M, Tanahashi M, Rowell RM (1993) Wood Fib Sci 25:224
Inoue M, Sekino N, Morooka T, Rowell RM, Norimoto M (2008) J Trop For Sci 20:273
Keckes J, Burgert I, Frühmann K, Müller M, Kölln K, Hamilton M, Burghammer M, Roth SV, Stanzl-Tschegg S, Fratzl P (2003) Nat Mater 2:810
Kamke FA, Kutnar A (2010) Wood Fib Sci 42:377
Kutnar A, Kamke FA (2012) Wood Sci Technol 46:953
Kutnar A, Kamke FA, Sernek M (2009) Wood Sci Technol 43:57
Kutnar A, Šernek M (2007) Zb Gozd Lesar 82:53
Laine K, Rautkari L, Hughes M (2013) Eur J Wood Prod 71:13
Laine K, Kutnar A, Rautkari L, Hughes M (2013) Eur J Wood Prod 71:17
Li L, Gong M, Yuan N, Li D (2013) Bioresources 8:3967
Mantanis GI, Young RA, Rowell RM (1994) Wood Sci Technol 28:119
Morsing N (2000) Densification of wood. The influence of hygrothermal treatment on compression of beech perpendicular to the grain. PhD thesis. Technical University of Denmark. Department of structural engineering and materials
Navi P, Girardet F (2000) Holzforschung 54:287
Navi P, Heger F (2004) MRS Bull 29:332
Navi P, Girardet F, Vulliemin P, Spycher M, Heger F (2007) Effect of post-treatment parameters on densified wood set-recovery. In: Proceedings of the 3rd International Symposium on Wood Machining, COST Action E35 ‘Fracture mechanics and micromechanics of wood and wood composites with regard to wood machining’ 21. 23.5.2007, Lausanne, Switzerland
Norimoto M, Ota C, Akitsu H, Yamada T (1993) Wood Res 79:23
Olsson A-M, Salmén L (1997) Nordic Pulp Pap Res J 12:140
Rautkari L, Hughes M (2009a) Eliminating set-recovery in densified wood using a steam heat-treatment process. In: Proceedings of the 4th European Conference on Wood Modification, Stockholm, Sweden
Rautkari L, Properzi M, Pichelin F, Hughes M (2009) Wood Sci Technol 43:291
Rautkari L, Kamke FA, Hughes M (2010) Wood Sci Technol 45:693
Rautkari L, Milena Properzi, Pichelin F, Hughes M (2010) Wood Sci Techol 44:679
Rautkari L, Laine K, Kutnar A, Medved S, Hughes M (2013) J Mater Sci 48:2370. doi:10.1007/s10853-012-7024-8
Salmén L (1984) J Mater Sci 19:3090. doi:10.1007_BF01026972
Tarkow H, Seborg R (1968) For Prod J 18:104
Welzbacher CR, Wehsener J, Rapp AO, Haller P (2008) Eur J Wood Prod 66:39
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Laine, K., Belt, T., Rautkari, L. et al. Measuring the thickness swelling and set-recovery of densified and thermally modified Scots pine solid wood. J Mater Sci 48, 8530–8538 (2013). https://doi.org/10.1007/s10853-013-7671-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-013-7671-4