
Abstract
Changes in formaldehyde emission guidelines led to changes in the resin formulation. These changes include reduced formaldehyde to urea molar ratio which is followed by a change in reactivity of aminoplastic resins. This resulted in an increased occurrence of an undesired type of tack, herein called “sticking”, which causes addition of resinated wood particles onto machine parts in industrial particle board production. Whereas tack measurements for pressure-sensitive adhesives, such as the probe tack test and rolling ball test exist, mature cold tack tests for liquid formaldehyde-based resins are rare. Practical tests such as “finger-dipping” show limitations in terms of reliability and reproducibility. To measure the sticking behaviour, a rheometer test method is enhanced and modified to quantify influencing factors. The test set-up on a Bohlin CVO rheometer consists of a rotating cylinder which runs over a wood surface coated with resin. The established “glue line” dries out and partially cures, while the torque increases up to a maximum point. This change, caused by “sticking”, is accurately measured and recorded. Influences of different surface temperatures can be observed: the higher the temperature, the faster the drying. In addition, resin age significantly contributed to the sticking effect. Although changes in viscosity are only minor, the torque is highly influenced by resin age, both in measuring time and maximum. Besides temperature and resin age, this method might be useful to describe and investigate further factors influencing sticking issues occurring in the board production process, such as humidity, resin composition, material and surface roughness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Adhesive systems based on formaldehyde are classified in accordance with their emissions. Caused by the hazardous potential of formaldehyde, a vast number of restrictive regulations, such as CARB (Californian Air Resources Board) and F***/F**** (classification according to Japanese Industrial Standard), were established. One way to reduce formaldehyde emission is to change the resin formulation to lower formaldehyde to urea molar ratio (F/U) (Myers 1984). These modifications go along with varying condensation behaviour. Besides this, the morphological properties of the adhesive are influenced too (Dunky 2003; Kantner et al. 2009; Leichti et al. 1988). Furthermore, these new formulations for low-emission formaldehyde adhesives account for some technologically relevant changes such as tacking behaviour.
To determine the characteristic of tack, a vast number of definitions exist. The key statement describes tack as the ability of a resin to form a bond immediately after the contact with an adherend or another adhesive layer (Breyer et al. 2006; Dunky 1998; EN 923 2005). According to some definitions, the description of cold tack in particle board production can be divided into initial tack of resinated particles to other particles (wanted) and sticking of particles to machine parts (unwanted) (Fig. 1).

Subdivision of cold tack in particle board production
Cold tack in the pre-compressed mat is an interaction between cohesive and adhesive effects (Breyer et al. 2006; Dunky and Niemz 2002; Gierlińska and Starzyńska 1986; Sahaf et al. 2012). Hereby, a compact, pre-compressed mat is created at room temperature without any hardening reaction (Berthold 1989; Hammond 1982). Besides these tacking forces within the mat, adhesive strength between resinated particles and the machinery can be observed in particle board production. This effect describes the agglomeration of glued particles to machinery parts, such as conveyor, forming belt or pre-press (Schneider 2006). Agglomerations need to be removed, which causes additional maintenance work and therefore negatively affects the production efficiency. This paper deals with the description of this unwanted type of cold tack, i.e. “sticking”.
The development of cold tack (Dunky 2002) originates from the drying out behaviour of the resin. Tack increases to a peak value, followed by a decrease. Therefore, cold tack can happen too late or too early within the production line. With respect to the technological process, maximum cold tack is demanded when the mat of particles reaches the pre-press (Dunky 2002). Cold tack is needed for transportation of the pre-compressed mat into and throughout the hot press until curing of resin starts (Berthold 1989). High cold tack while the particles pass the conveyor or forming belt leads to an agglomeration of particles onto machinery parts. Lack of cold tack at the infeed of the high-speed continuous hot press could result in the blow out of particles from the surface layer (Dunky and Niemz 2002). Furthermore, if cold tack is too low, the mat surface will be deformed (“scars”) when passing from a conveyor to another. Therefore, tack and sticky behaviour of new resin formula needs to be adjusted with respect to the particle board production process (Dunky 2002).
There are methods to determine several adhesive properties, such as gelation time, solid weight content, molar ratios, viscosity and pH values (Dunky and Niemz 2002). However, a clear correlation between adhesive properties and tacking behaviour cannot be observed (Schmidt et al. 2010).
Special tests are focussing on the cohesive and adhesive strength of the adhesive system before hardening. A widely used method is the probe tack testing (ASTM D2979 1988), which measures the force needed to separate an adhesive from the adherend immediately after contact. The test is developed for pressure-sensitive adhesive systems. These adhesive systems form a bond rapidly upon contact to another surface and can be removed completely from the surface (Roberts 1997). In contrast, a water-based aminoplastic resin system cannot be removed without leaving any residue. Moreover, the results are influenced by time, force, temperature and separation by the formation of resin filaments (Zosel 1998). Furthermore, the rolling ball method is established to measure the tacking behaviour of pressure-sensitive adhesives (ASTM D3121 1989). For this method, a ball with a defined weight and diameter rolls down a slope onto a horizontal glass plate spread with an adhesive layer. The running distance of the ball is measured describing the tackiness of the resin. The test is simple and quick. On the other hand, the rolling ball method is limited with respect to reproducibility, especially if results from different laboratories are compared (Roberts 1997). Although these tests are useful to measure tackiness of pressure-sensitive adhesives, i.e. adhesives that are permanently tacky in a dry state, they are not designed to describe the tacking behaviour of aminoplastic resin systems as the running distance is predominantly dependent on the viscosity of the fluid resin.
Schmidt et al. (2010) suggest a method using a plate–plate rheometer to measure real curing time. A resin layer is applied between wooden plates without pressure. After a given time, the plates are separated with a defined velocity. However, swelling of the wood specimens leads to a decrease in the gap between the plates. Penetration and swelling vary with time and wood species used (Schmidt et al. 2010). Another plate–plate rheometer approach uses the oscillation mode to gain information about glue characteristics over curing time (Witt 2004). Also here, swelling and penetration cause a change of the gap size and a decrease in the thickness of the adhesive layer during the test. Furthermore, the approach uses a solvent trap, providing a fully saturated atmosphere of 100 % relative humidity (Witt 2004). Thus, tackiness as a function of drying out cannot be determined.
The “finger-dipping” (Schmidt et al. 2010) and “snow ball” test are simple practical tests. While the “snow ball” test measures cold tack between the particles, the “finger-dipping” test evaluates the sticking behaviour. To perform the “finger-dipping” test, resin is spread on a glass plate and a finger is continuously dipped into the adhesive. The test provides a rough estimation of the drying out time of the resin, but is limited in terms of reproducibility and reliability. For conducting the “snow ball” test, glued particles are formed into a ball and tossed up in the air. After catching the ball, one can estimate the bonding properties between the particles within the “ball”. Since the results vary with size and compaction of the ball, this method is also limited regarding reproducibility.
Besides these methods, Kantner et al. (2009) introduced a new method to characterise the sticking problem. The test consists of a rolling wheel which is mounted onto a rheometer and rotates in a circle on a high-density fibre board. Thereby, a thin adhesive layer is applied, and the rolling resistance causes a torque, which is measured. The approach of Kantner et al. (2009) shows two limitations. First, the weight of the wheel is pressed on the fibre board, and therefore, the resulting contact pressure changes the resistance to rolling and the results recorded. Second, the method uses a wheel with a width of 30 mm which causes a lot of shear effects during rotation and therefore biases the results.
Due to the limitations of all methods mentioned, a new method describing sticking and drying out behaviour of aminoplastic resins is demanded. After intensive analysis of the different test methods, the test method presented by Kantner et al. (2009) shows the highest potential for improvements for the given problem. Limitations of the method caused by contact pressure and shear effects were diminished by a new test set-up design. Furthermore, it is assumed that sticking is influenced by temperature, relative humidity and several material factors (e.g. material and surface properties). Therefore, the test set-up was adjusted to allow to measure cold tack at different climate conditions and on different material surfaces. These adjustments of the test set-up of Kantner et al. (2009) might enable the simulation of technologically relevant effects in a particle board process.
Materials and methods
Materials
For the study, an aminoplastic ultra-low-emitting formaldehyde (ULEF) resin for particle board production from Metadynea Austria GmbH was used. The ULEF resin used is capable of producing boards fulfilling CARB 2 requirements. Formaldehyde emissions from particle boards produced with this resin were below 0.09 ppm when measured according to ASTM E1333 (2010). The resin was stored at 20 °C ± 2 °C until performing the tests. The adhesives have been used 2, 6, 7, 9, 14 and 21 days after production. As hardening agent, an aqueous 20 % ammonium nitrate solution was used. A total amount of 3 % hardener, in relation to the solid weight content, was stirred into the resin. After adding the hardening agent, sticking tests were conducted.
Standardised high-density fibre (HDF) boards (Fritz Egger GmbH & Co. OG) with a thickness of 3 mm from one production charge were used for the tests. Prior to testing, the boards were sawn into 90 × 90 mm samples. After sanding (grid 180), they were stored at standardised climate conditions (20 °C ± 2 °C, relative humidity 65 ± 4 %).
Methods
Standard characterisation of adhesives: viscosity, solids weight content and gelation time
To describe the resin properties, standard characterisation tests for adhesives (viscosity, gelation time and solid weight content) were performed.
The viscosity of the adhesive was determined by using a cone–plate measurement set-up on a Bohlin CVO 50 (Bohlin Instruments GmbH, Mühlacker, Germany). According to our laboratory standard, a gap size of 0.1 mm and shear rate of 200 s−1 were chosen. All measurements were carried out at reference environment (23 ± 1 °C, 50 ± 5 %) without a solvent trap.
To determine the solid weight content of the adhesive, the bottom of an aluminium dish (diameter: 85 mm) was covered with 2 grams resin. The dish was placed in an oven at 120 ± 0.5 °C for 120 ± 2 min. After drying, the dish was left to cool down to room temperature in a desiccator before weighing. The solid weight content is defined as the resulting weight divided by the initial weight (Dunky and Niemz 2002).
The gelation time of the adhesives was determined as follows: 10 g of liquid adhesive was mixed with 1 g of 15 % aqueous ammonium chloride solution. For the test, 3 ml of the adhesive–hardener mixture was filled into a test tube and put into a boiling water bath. The adhesive mixture was agitated with a glass bar until formation of a gel. The time interval between immersion of the test tube into boiling water and gel formation, i.e. “gelation time”, was measured (Dunky and Niemz 2002).
Surface roughness test
It is assumed that the surface roughness is related to porosity, penetration and wetting (Phanopoulos and Pans 2008) of the HDF plates used in the test set-up. Therefore, the surface roughness of the HDF boards was measured with a Taylor Hobson Pneumo perthometer (Form Talysurf Series 2, Wiesbaden, Germany) after sanding and 4 weeks of acclimation at standardised climate. The roughness was measured twice in both directions in the region where the sticking test is to be performed. With the Gauss algorithm, two parameters were evaluated: arithmetical mean deviation of the roughness profile (R a) and maximum height difference in measurement (R t). By comparing the standard deviation of R a and R t, the boards were declared: rough–average–even. Only boards declared average were used in this test series.
Sticking method
The test was performed with a special installation on a Bohlin CVO rheometer.
The basic principle of the rheometer test set-up (Fig. 2) is a wheel which is circularly guided around a balance point. This wheel is mounted on a double-sided cantilever. The counter weight on the other side of the horizontal bar is used to control and adjust the contact pressure of the wheel. Before conducting the tests, the wheel was adjusted to an equilibrium position. This balanced position was chosen to achieve an almost zero pressure onto the surface. With this adjustment, only the adhesive behaviour of the resin was measured during the test.

Rheometer method—construction plan: (1) aluminium plate; (2) high-density fibre board; (3) connection to rheometer; (4) double-sided cantilever; (5) rheometer; (6) counter weight (adjustable); (7) wheel (contact width 8 mm); (8) balance point
The tests were conducted on HDF with standardised surface temperature. To ensure homogeneous temperature distribution on the surface of the HDF boards, the rheometer plate was covered with an aluminium disc (thickness 10 mm) to ensure high heat storage. The aluminium disc was warmed up to the defined temperature of 25, 50, 60 or 70 °C with the rheometer coil. On this aluminium disc, the HDF boards were mounted with clamps. For gaining information about the influence of the temperature, the boards were heated up in an oven at least 48 h before testing. Throughout the test set, a uniform surface temperature of 25, 34, 43 or 52 °C was observed.
For calculating the torque correctly, the rolling resistance of the rotating wheel on the board was first measured without resin. At the beginning of the measurement, peak values of the torque can be observed due to the mass inertia of the wheel. After two cycles, the wheel runs smoothly and a torque baseline in the range of 0.3 ± 0.05 mNm can be observed. At this point, 0.2 ml of fresh resin–hardener mixture was applied onto the HDF surface by putting eight little drops along the circular pathway of the wheel at equal distances using a medical syringe. The rotation of the wheel spreads the resin along the glue line in a thin continuous layer. For the resulting measurement curves, the resistance to rolling without resin was subtracted from the torque throughout drying out.
Prior to the test series, the amount of the resin applied on the HDF board was optimised. Too less resin yielded a discontinuous adhesive layer and inhomogeneous measurement of the torque. Too much resin resulted in the formation of threads, winding around the wheel, causing inhomogeneous and unfeasible results.
The torque (\( \vec{M} \)) measured by the rheometer is tentatively assigned as descriptive unit for stickiness. Torque can be calculated as the product of the lever arm (\( \vec{r} \)) and the force (\( \vec{F} \)) (Eq. 1).
Rheometer tests were conducted under general settings for cone–plate measurements at a shear rate of 10 s−1. Although the moment (M) is continuously measured by the rheometer, it is the shear stress (τ) that is plotted every 15 s. This shear stress is, however, calculated by the software (Bohlin software version 05.61) as if a cone–plate measurement is ongoing and therefore not applicable. Yet, the given shear strength can be used to obtain the required torque by Eq. 2.
where R is the length of the lever arm radius (see Fig. 2), previously entered into the software as radius of a cone–plate measurement set-up.
Throughout the test, the drying out of the resin could be observed. During drying out, two distinctive phases of stickiness could be described, i.e. a steep increase until reaching a peak value followed by a drop-down phase (Himsel et al. 2014). Resulting curves were gained from nine separate measurements, derived from three resin batches, measured in triplicate. Within these curves, the standard deviation of maximum torque was less than 7 mNm.
Two effects occurred while measuring sticking: evaporation and penetration. Evaporation was not avoided due to the idea of sticking as a function of drying out of an adhesive (Kantner et al. 2009). Moreover, test sets were conducted under constant standardised laboratory climate conditions (recorded throughout the measurement) to ensure reproducible evaporation.
Resin molecular weight and wood porosity are important influencing factors for resin penetration (Cyr et al. 2006). In order to have a reproducible penetration caused by the porosity of the used HDF board, only HDF boards of selected surface roughness were used.
By changing little in this standard test arrangement, a vast number of influencing factors could be covered. The influence of different materials could be quantified with little effort by changing the wheel. For the wheel, different materials could be used, such as stainless steel or polypropylene. With the use of a climate control chamber, relative humidity could be accurately varied. Therefore, a case was built around the construction. Humid air was blown into the chamber. By using the case, relative humidities between 25 and 75 % could be adjusted with a variation of ±2 %. Also, the influence of surface roughness of both wood and foreign material, i.e. the material from which the wheel is made, could be measured. Therefore, rough or even HDF boards could be used and also the wheel surface can be roughened.
Results and discussion
The viscosity was measured prior to the sticking on the test days. To ensure equal quality, several resin batches were compared in the box plots shown in Fig. 3.

Viscosity of UF resin batches (N = 9), the whiskers mark the 5th and 95th percentiles, calculated with SigmaPlot version 11.0.0.75
The average UF resins viscosity was almost constant throughout the first 9 days. Furthermore, the median viscosity after 2, 6 and 9 days was constant at 0.505 Pa s. A slight increase could be measured after 14 days (median 0.531 Pa s) and 21 days (median 0.575 Pa s). The median viscosity over the whole testing period varied from 0.505 to 0.575 Pa s.
Gelation time and solid weight content were determined after 7 days in triplicate. The results show only minor deviations (see Table 1). The data elaborated are characteristic values for low-emission UF resins (Moser et al. 2008).
The general range of the surface roughness and the criteria for classifying average of HDF boards is shown in Table 2. The R a value showed minor variation (5 % standard deviation) for the general range, but R t showed a wide variation (15 %). The boards declared as average showed variations of 3 % (R a) and 5 % (R t), respectively. Since penetration behaviour is influenced by overall surface roughness and crack depth (Barbu et al. 2000), the subdivision of the boards is important to ensure an evenly distributed adhesive layer.
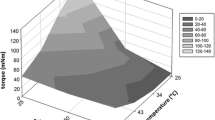
To evaluate the improved rheometer set-up, a temperature test set at a relative humidity of 50 % was performed. The temperature in this test set was varied from 25 to 52 °C. Dunky and Niemz (2002) proposed that, at constant air moisture, higher temperatures result in higher and more pronounced cold tack. Therefore, it was also assumed for the test series that higher temperatures result in higher peak values at an early stage of the rheometer curves. For a 7-day-old UF resin, the influence of temperature is illustrated in Fig. 4.

Sticking test results for a 7-day-old UF resin with varied temperature at 50 % relative humidity
The graph in Fig. 4 shows the resulting curves for the surface temperature of 25, 34, 43 and 52 °C and a constant relative humidity of 50 % in a torque versus time chart. Both dry-out and curing of the resin depend on temperature. This results in a significant temperature effect on the sticking behaviour of the UF resin. While at 25 °C, the maximum torque was reached after 55 min, and the increase in temperature resulted in an earlier maximum. At 34 °C, the time to reach the maximum torque was already halved. The maximum torque for 43 °C was achieved after 20 min, and at 52 °C, the maximum point was reached after 12.5 min. Furthermore, not only the point of time is influenced by temperature but also the characteristic and degree of the rheometer curves show a significant temperature effect.
After applying the resin on the HDF, three distinctive phases can be observed on the rheometer curves: (1) low torque at the beginning with fresh resin, the resin has a low viscosity at this point and is a “lubricant” between board and wheel, (2) steep increase in the torque up to a maximum value, caused by a combination of drying out, penetration and partial cure of the resin and (3) abrupt decrease in the torque after the peak value (Himsel et al. 2014). From this point on, the resin is no longer considered a liquid. Resin particles are solely bonded to either the board or the wheel—the resin is no longer able to generate a bonding force between the board and the rotating wheel.
During the first phase, the torque is almost independent of the temperature. Drying out and resin cure did not yet develop. Penetration is supposed to be temperature independent and to give a constant contribution in all cases as boards of equal roughness were used.
A peak value can also be observed at 25 °C; however, the rheometer curve shows significant differences in comparison with the curves at higher temperatures. It is assumed that due to ineffective drying out as well as ineffective curing of the resin, sticking effects led to low torque throughout the entire test time of 90 min. On the other hand, the peak value of the torque is half as pronounced as for the curves at higher temperatures. A higher temperature resulted in a steep decrease after reaching the maximum point as can be seen for curves at 34, 43 and 52 °C. Also, the maximum was higher with an increase in temperature. While 25 °C reached 33 mNm, the maximum at 34 °C was increased to 47 mNm. The maximum torque increased slower from 34 to 43 °C and 43 to 52 °C. The increase in the maximum was thereby not uniform, but rather asymptotic.
Besides the influence of temperature, the influence of resin age was also investigated. Therefore, UF resins of different age were measured at 50 % relative humidity and a temperature of 43 °C. Reactivity of UF resins depends on F/U molar ratio and polymerisation reactions (Dunky 2003; Kantner et al. 2009; Myers 1984). To fulfil CARB regulations, a lower F/U molar ratio is needed. There is a loss of free urea and an increase in reactive monomethylolated urea species over storage time for an UF (Ferra et al. 2010) and MUF resin (Moser et al. 2008) with a low molar ratio. It could be assumed that the aged UF resins had some free urea reacted upon the first week, leading to a higher reactivity. Besides this, it can be assumed that the maximum torque decreases with increased resin age due to a higher polymerisation of the resin. Additionally, the sensitivity of the sticking method was tested by using little time frames of one and two days (glue age 6–9 days), respectively. The sticking behaviour of UF as a function of resin ageing is shown in Fig. 5.

Sticking test for UF with different age at 50 % relative humidity
Within the first 6 days, the maximum torque was constant at 62 mNm, and there was, however, a shift in the reaction time. This may be caused by a sharp loss of free urea within the first 5 days (Moser et al. 2008). Between days 6 and 7, there was a decrease of 7 mNm for the maximum torque, whereas days 7 and 9 showed just a slight difference. In this time period, Moser et al. (2008) observed a slower decline in free urea. After 14 days, the maximum torque was 40 mNm, and after 21 days, the maximum was just 31 mNm. After 10–15 days, the maximum amount of highly reactive monomethylolurea is measured (Moser et al. 2008).
The tendency that the torque decreases with increased resin age can be observed throughout the test set.
This effect can be correlated with an increase in polymerisation and viscosity (Ferra et al. 2010). Throughout the first 9 days, the mean viscosity of the resin was almost unchanged. Until the age of 14 days, the mean viscosity increased by about 40 mPa s, whereas the maximum torque decreased by about 22 mNm. At the age of 21 days, the mean viscosity increased again by about 40 mPa s, and the maximum torque decreased again by about 9 mNm. The correlation between viscosity and maximum torque is shown in Fig. 6. The data points were fitted to a quadratic function proving a sound correlation (R 2 = 99.6 %). Whereas the average viscosity is equal between days 2 and 9, the maximum torque decreases slowly from 62 to 53 mNm. The increase in viscosity at day 14 and 21 led to a further decrease in the maximum torque.

Correlation between viscosity and maximum torque
Besides the change in the maximum torque, a speed up in reaction time can be observed. Whereas the maximum torque occurred after 22 min by using a 6-day-old resin, the maximum torque for a 21-day-old resin was measured after 14 min. The 7- and 9-day-old mixture showed the maximum torque after 20 min, and the 14-day-old resin showed a maximum after 18 min. While the maximum torque decreased, also the measured time to reach the maximum decreased. Changes in the sticking behaviour can be connected with polymerisation, loss of urea and increase in monomethylolurea (Ferra et al. 2010; Moser et al. 2008). Merely, the 2-day-old adhesive reacted differently. The maximum torque was already reached after 18 min. This might be due to a consumption of residual and very reactive free formaldehyde during the first 2 days.
Conclusion
The newly created method is a proper solution to explore the sticking of an aminoplastic resin. The usage of an equilibrated cantilever minimises noise signals and therefore allows a more accurate description of the adhesive strength between wooden surface and wheel material. With little variations in the test set-up, a versatile amount of information concerning the sticking effect can be gained. Influencing parameters such as temperature and resin age were investigated with reproducible results. It was shown that temperature significantly influences the sticking behaviour of the adhesive system. Besides, an influence of glue age could be depicted. It could be shown that even small changes of only 1 day in resin age influence the sticking effect. This demonstrates the high sensitivity of the method.
With this set-up, further influencing factors for sticking in the production of particle boards, such as humidity, material, and surface roughness, could be investigated.
In summary, this method is useful to describe various influencing factors relevant for the production process. The results gained can be used to assemble models for sticking factors for aminoplastic resins.
References
ASTM E1333 (2010) Standard test method for determining formaldehyde concentration in air and emission rates from wood products using a large chamber. Annual Book of ASTM Standards, vol 04.10
ASTM D3121 (1989) Standard test method for tack of pressure-sensitive adhesives by rolling ball. Annual Book of ASTM Standards, vol 15.06
ASTM D2979 (1988) Standard test method for pressure-sensitive tack of adhesives using an inverted probe machine. Annual Book of ASTM Standards, vol 15.06
Barbu MC, Resch H, Pruckner M (2000) Aspekte der Benetzbarkeit von MDF-Platten (on the wettability of medium density fiberboards). Holzforsch Holzverw 52:63–65
Berthold K (1989) Lexikon der Holztechnik (lexicon of wood technology). Fachbuchverlag, Leipzig
Breyer RA, Carey RH, Sun XS, Cheng E-ZM, Rivers JD (2006) Wood composites bonded with soy protein-modified urea-formaldehyde resin adhesive binder. USA Patent 20,060,234,077, 21.04.2005
Cyr P-L, Riedl B, Wang X-M, Shaler S (2006) Urea-melamine-formaldehyde (UMF) resin penetration in medium-density fiberboard (MDF) wood fibers. J Adhes Sci Technol 20:787–801
Dunky M (1998) Urea-formaldehyde (UF) adhesive resins for wood. Int J Adhes Adhes 18:95–107
Dunky M (2002) Formaldehyde Resins. In: Dunky M, Pizzi T, Leemput MV (eds) COST action E13: wood adhesives and glued products. Working group 1: wood adhesives. European Communities, Belgium, pp 3–15
Dunky M (2003) Adhesives in the wood industry. In: Pizzi AMKL (ed) Handbook of adhesive technology, 2nd edn. Marcel Dekker Inc., New York, pp 887–957
Dunky M, Niemz P (2002) Teil II Bindemittel und Verleimung (part II, adhesives and adhesive bonding). In: Dunky M (ed) Holzwerkstoffe und Leime - Technologie und Einflussfaktoren (wood composites and glues - technology and influencing facors). Springer, Berlin, pp 245–644
EN 923 (2005) Klebstoffe - Benennungen und Definitonen (adhesives - terms and definitions); German version
Ferra JM, Mendes AM, Costa MRN, Magalhaes FD, Carvalho LH (2010) Characterization of urea-formaldehyde resins by GPC/SEC and HPLC techniques: effect of ageing. J Adhes Sci Technol 24:1535–1551
Gierlińska I, Starzyńska K (1986) Untersuchung der Kaltklebrigkeit von Harnstoff-Formaldehyd-Harzen aus konzentriertem Formalin (investigation of cold tack of UF resins made from concentrated formalin). Holztechnologie 27:149–151
Hammond FH (1982) Tack. In: Satas D (ed) Handbook of pressure sensitive adhesive technology. R. van Nostrand, New York, pp 38–60
Himsel A, Müller U, Kantner W, Moser J, Mitter R, van Herwijnen HWG (2014) Novel analytical method to determine factors causing unwanted sticking of glued wood particles onto machinery parts. In: Proceedings of wood adhesives conference, Toronto, 9–11 October 2013
Kantner W, Moser J, Heinemann C, Stöckel F (2009) Novel analyses of low-emission UF and MUF resins. In: Wood Adhesives, Lake Tahoe. Session 5A - Analytical, pp 357–365
Leichti RJ, Hse CY, Tang RC (1988) Effect of synthesis variables on tack in urea-formaldehyde resin. J Adhesion 25:31–44
Moser J, Gann M, Kantner W (2008) Melamin-Harnstoff-Formaldehydharze als Bindemittel für Spanplatten mit niedriger Formaldehyd-Emission (MUF resins for particle board bonding with low formaldehyde emission). Holztechnologie 49(6):36–42
Myers G (1984) How mole ratio of UF resin affects formaldehyde emission and other properties: a literature critique. For Prod J 34:35–41
Phanopoulos C, Pans G (2008) Impact on isocyanate composition on the physical interaction with wood and how this reales to the thickness swell of derived composite wood panels. In: 6th European wood based panel symposium, Belgium, 2008
Roberts RA (1997) Review of methods for the measurement of tack. http://www.adhesivestoolkit.com/Docu-Data/NPLDocuments/P%20A%20J/PAJ%20Reports/PAJ1%20Reports/PAJ1%20Report%205.pdf. Accessed on 24 April 2014
Sahaf A, Englund K, Laborie MPG (2012) Tack and shear strength of hybrid adhesive systems made of phenol-formaldehyde, dextrin and fish glue, and acrylic pressure-sensitive adhesive. Holzforschung 66:73–78
Schmidt M, Knorz M, Wilmes B (2010) A novel method for monitoring real-time curing behaviour. Wood Sci Technol 44:407–420
Schneider F (2006) Verfahren und Vorrichtung zur Verhinderung von Verunreinigungen einer Transporteinrichtung aufgrund frischbeleimter Fasern (Method and device for prevention of contamination of a transport device by freshly-sized fibres). Patent Application WO 2,006,050,840, 18.05.2006
Witt M (2004) Novel plate rheometer configuration allows monitoring real-time wood adhesive curing behavior. J Adhes Sci Technol 18:893–904
Zosel A (1998) The effect of fibrilation on the tack of pressure sensitive adhesives. Int J Adhes Adhes 18:265–271
Acknowledgments
The authors wish to acknowledge financial support by EFRE (ERDF; European Regional Development Fund) and country Lower Austria (through project WST3-T-9/021-2012). Furthermore, thanks to Metadynea Austria GmbH and Fritz Egger GmbH & Co. KG for technical, financial and scientific support. Alexandra Himsel thanks Wood K plus for supporting my Ph.D. studies. The assistance of Thomas Krenke and Claudia Gusenbauer is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Himsel, A., Moser, J., Kantner, W. et al. Describing the sticking phenomenon of aminoplastic resins: introduction of a new test method. Wood Sci Technol 49, 681–694 (2015). https://doi.org/10.1007/s00226-015-0724-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-015-0724-x