
Abstract
A new method for monitoring real-time curing behaviour of adhesives by means of a rheometer is presented. This method was developed within a study to characterize the curing behaviour of MUF adhesives on beech and ash, both with and without coloured heartwood, as well as on Douglas fir and spruce. During closed assembly time, the decrease in a predefined adhesive layer, caused by the penetration of adhesive and solvents into the wood, can be monitored. Furthermore, the progress of curing can be determined and assessed after predefined closed assembly times. The maximum tensile force and the dissipated energy required for separating assembled adherends allow for characterizing hardening of adhesive systems. First results suggest that this is a promising method contributing to a better understanding of the curing process and how it is influenced by wood species.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Reliable and securely bonded joints are mandatory for load-bearing timber products. One of the most widely used adhesives for the production of glulam in Europe is melamine–urea–formaldehyde resin (MUF). The importance of MUF adhesives leads to a permanent improvement in the adhesive systems by the industry. One of the main goals is to accelerate curing in order to reduce production times. Therefore, bonding is becoming more sensitive to factors influencing the hardening process, e.g. assembly time, climate conditions in facilities and moisture content of wood. It is also known that wood species can influence the hardening process (Marra 1992). Since in Europe other species than spruce (Picea abies Karst.) are increasingly considered for the production of glued products such as e.g. glulam, this influence of species also has to be taken into account for reliable bonding (Aicher and Reinhardt 2007, Schmidt et al. 2010). In particular, hardwoods such as beech (Fagus sylratica L.) and ash (Fraxinus excelsior L.), having the potential to increase the load-bearing capacity, are becoming more and more relevant.
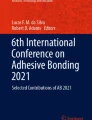
With faster curing adhesive systems, the risk of over-curing before pressure is applied increases. Certain methods for the determination of maximum open assembly times have already been developed to guarantee safely bonded joints. A simple but still established method to measure the maximum open assembly time by means of tack is to spread adhesive on a wooden surface, touch the adhesive after defined time intervals and assess the tack characteristics when removing the finger. It is obvious that this method is limited with regard to reproducibility and reliability. Furthermore, this method is only appropriate for defining open assembly times. Because curing behaviour between assembled lamellas is of major interest, other methods have been introduced. Assembly time, for example, is systematically varied in a wide range, and after pressing, a delamination test according to EN 302-2 (2002) is carried out. Of course, only limited conclusions can be drawn from those tests, since delamination tests are influenced by many factors, and causality is not always given. No method is available for monitoring real-time curing of adhesives between two assembled lamellas before pressure is applied. Well-established methods such as dynamic mechanical analysis (DMA) or automated bonding evaluation system (ABES) are not appropriate for this specific problem.
Therefore, it seems to be evident that a method needs to be developed, which allows for monitoring real-time curing of assembled adherends.
Objectives and design of experiment
This study is aimed at developing a new method allowing for monitoring of real-time curing of adhesives between assembled adherends without pressure applied. The method should provide objective, precise and reproducible information on the curing process. Furthermore, the method should be able to detect differences in hardening processes depending on wood species. The new method was tested for important European softwood species such as spruce and Douglas fir (Pseudotsuga menziesii Mirb.) as well as for the two hardwoods ash and European beech with and without coloured heartwood. The test method was assessed for two MUF adhesives and for varying closed assembly times using a hierarchical design of experiment. For each assembly time, several tests were carried out with different wood species.
Method
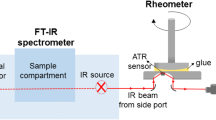
A standard rheometer (Physica MCR 301, Anton Paar) was modified for monitoring the curing process between assembled adherends. Figure 1 shows the test set-up. A planed wood specimen (ws_1) was fixed onto a special base plate (1). Another planed wood specimen (ws_2) was fixed to a probe (2) with a screw. The part of ws_2, which will be in contact with the adhesive, has a circular shape. A constant diameter of 25 mm was chosen. The dimensions of ws_2 are given in Fig. 2. During measurement, the entire test arrangement was covered with a cap (3) to secure a constant temperature of 20°C (± 1°C) and to minimize external influences like drying of the adhesive in contact with ambient air.

Set-up of the modified tack test

Design and dimensions of ws_2 in mm
By means of an electronically controlled motor, it was possible to define an exact gap between the two wooden surfaces. After the adhesive was applied onto the wood specimen fixed on the base plate, the distance between the two specimens was adjusted in order to obtain an adhesive layer of 0.2 mm in thickness. To ensure that the gap between ws_1 and ws_2 was completely filled with adhesive, it was required that adhesive was squeezed out. The excess adhesive was removed to avoid bonding on the edge of the cylindrical part of ws_2. Then, the cap was closed, and the closed assembly time was started.
Since the analysed adhesives or some dissociated solvents of the adhesives penetrate into the wood substrate, the thickness of the adhesive layer was continuously reduced, creating a normal force between the two wood specimens ws_1 and ws_2. By means of measuring the normal force, it was possible to control and readjust the position of the probe. By recording the position of ws_2 in intervals of 1.0 s, the development of the adhesive layer thickness could be documented. By the adjustment of the probe, intimate contact of adhesive and wood was ensured and an infiltration of air into the gap could be avoided. The adjustment control was sensitive enough to avoid the adhesive to be squeezed out of the gap. To determine whether besides penetration also flowing of adhesive contributes to the observed decrease in the adhesive layer thickness, additional tests were carried out. Therefore, ws_1 and ws_2 were replaced by aluminium plates, which did not allow penetration. In several tests and for varying assembly times, no decrease in the adhesive layer thickness was observed. Thus, it can be assumed that flow of adhesive out of the boundary area is not or not essentially contributing to the decrease in the adhesive layer. The decrease can primarily be ascribed to penetration.
After predefined closed assembly times, the two wood specimens were separated by driving the probe with ws_2 back into the upper direction. The velocity of the probe followed a logarithmical ramp starting at 0.02 mm/s and ending at 1.0 mm/s. The probe is connected to a force transducer, which measures the tensile forces as a function of time as well as the rate of separation. During separation, all data were recorded in periods of 0.02 s. The tensile forces always showed a pronounced maximum and then decreased to zero at the moment when complete separation was achieved. The maximum force F max allows for characterizing the development of curing. By the integration of the force over the separation period, the dissipated energy w was obtained according to Eq. 1. While F max only reveals the maximum tensile force, the dissipated energy w allows for evaluating the entire debonding process. For computing the dependent variables F max, w and decrease in the adhesive layer thickness, the software package RheoPlus was used.
w energy dissipated in the debonding process, F force required for separating ws_1 and ws_2, h separation distance, h1 starting point of separation and h2 end point of separation.
No pressure was applied in the described method. Therefore, the results are only valid for pressure-free assembly time, and no conclusions can be drawn for the performance of completely cured bondlines.
Material
Adhesives
Two commercially available MUF systems named MUF-1 and MUF-2 were used in this research. Both systems are two-component adhesives, which are used for the production of load-bearing constructions made of softwood for interior or exterior applications. The hardening process of both systems is initiated by an acidic hardener. For MUF-1, the mixing ratio of resin to hardener was 100:25, while for MUF-2, the mixing ratio was 100:30. The solid content of both adhesive mixtures was about 60%. The curing behaviour of the systems is different. Since MUF-1 shows faster hardening characteristics than MUF-2, different closed assembly times were chosen. The closed assembly times before debonding were 30, 60 and 80 min for MUF-1. For MUF-2, closed assembly times of 30, 60 and 90 min were examined.
Wood specimens
As shown in Fig. 3, up to ten specimens (ws_1 and ws_2) were cut from one board. The boards were flat sawn and freshly planed. Obtained adherends were free of knots and defects. The boards were about 500 mm long and 150 mm wide and had been stored in standard climate (20°C/65% relative humidity) for several weeks.

Outline of specimens obtained from one board
Additionally, for the determination of density and moisture content (MC), four specimens were cut from the board. Mean densities and mean MCs of all 21 boards used are given in Fig. 4. Since no significant variation in MC and density within a single board could be observed, mean values are displayed. The densities for the different wood species were within the normal range.

Mean densities (□) and mean MCs (+) of boards
In the further course of this paper, beech containing coloured heartwood is labelled beech (red), while beech without coloured heartwood is labelled beech (white). Similar labels are introduced for ash.
Results
Decrease in adhesive layer thickness
During closed assembly time, a continuous decrease in the initial adhesive layer thickness (gap) of 0.2 mm could be observed when the wood specimens were tested. Replacing ws_1 and ws_2 by aluminium plates induced a maximum reduction in the gap of only 2 μm. In Fig. 5, two curves of gap development are plotted versus time for Douglas fir, spruce and beech (white). The curves for each wood species represent two tests obtained for specimens cut from one board, bonded with MUF-1 and debonded after 30 and 60 min of assembly time. It is obvious that the decrease in adhesive layer thickness depends on the wood species. While for beech (white) and spruce, decrease started immediately after assembly, for Douglas fir, no significant reduction in the gap was observed during the first minutes. However, with a short delay, for all specimens a certain decrease was observed before debonding (absolute decrease). For beech (white) in Fig. 5, for example, an absolute decrease of about 43 μm was recorded after 60 min of assembly time. This decrease is equivalent to a penetration of about 20% of the initial adhesive volume filling the gap between the two assembled specimens.

Decrease in adhesive layer thickness (MUF-1) for beech (white), spruce and Douglas fir for 30 and 60 min of assembly time
In Table 1, the absolute decrease is given for all assembly times, wood species and for both adhesives. A slow decrease in adhesive layer thickness was recorded for Douglas fir. Also, a significant influence of coloured heartwood could be revealed for both adhesives. Both hardwoods showed a lower absolute decrease if containing coloured heartwood.
Despite those clearly stated patterns, decreases in adhesive layer thickness varied to a great extent. This was obvious when comparing results under a ceteris paribus assumption. For testing MUF-1 in combination with the same assembly times and the species spruce, Douglas fir and beech (white), specimens were cut from two or three boards. Table 2 shows the dependence between board and absolute decrease for varying assembly times. It is obvious that results are not influenced by density or MC. A more detailed analysis of the test specimens (ws_1 and ws_2) revealed that differences regarding the absolute decrease within one wood species can be ascribed to the board. The proportion of latewood on the surface of the test specimens obviously had an influence on the absolute decrease. Test specimens containing more latewood showed a reduced decrease in adhesive layer thickness. Since test specimens cut from the same board showed comparable surfaces, the results varied in a smaller range. The extent of these variations influencing F max and w will be discussed in the following chapters.
Maximum required tensile force for separation of adherends
Figure 6 shows four curves, which illustrate the development of the tensile forces required to separate the adherends. Each curve represents a debonding procedure for beech (white), spruce, Douglas fir and ash (white) after 60 min of assembly time in combination with MUF-1. While for debonding beech, a maximum tensile force (F max) of 33.6 N was recorded, spruce had a peak for F max of 25.9 N. For Douglas fir and ash (white), the required forces were on a lower level. Note that in Fig. 6, not the whole debonding process is illustrated. Separation of ws_1 and ws_2 was not completed until the last connection broke off, which took up to 40 s in total. Meanwhile, the required tensile forces continuously approached zero.

Curves of forces required for debonding of specimens made of beech (white), spruce, Douglas fir and ash (white) with MUF-1 after an assembly time of 60 min
In Table 3, values for F max are given for all parameter combinations. Data show clearly that F max increases with longer closed assembly times. Furthermore, values for MUF-1 were always higher than for MUF-2, when comparing equal assembly times. Therefore, the maximum tensile force required for separating adherends is suitable to distinguish between fast and slow hardening adhesive systems.
Because of the limited number of samples, results have only the character of preliminary investigations. However, F max seems to be affected by wood species. Results in Table 3 reveal that data obtained for spruce and beech are always characterized by high values. On the other hand, for ash and Douglas fir, required maximum tensile forces are considerably lower. These patterns occurred independently from the adhesive system. Furthermore, the new method seems to be suitable to detect intraspecific variations. For beech, an influence of coloured heartwood was observed. For all parameter combinations, F max for beech (red) was lower compared to beech (white). Reasons for these differences might be chemical and/or anatomic variations in the coloured wood affecting curing. However, such a clear pattern could not be observed for ash. While for MUF-1, the maximum tensile forces required for debonding ash (brown) were lower when compared to ash (white), the opposite tendency was observed for MUF-2. Regarding the limited number of samples, no general conclusions can be drawn from these results.
Dissipated energy for separation of adherends
In addition to the values for F max, Table 3 contains data for the dissipated energy w required for separating adherends. Disregarding the influence of wood species, a comparison of both adhesives reveals that MUF-1 is obviously the faster curing system. So, the dissipated energy for separating adherends is also suitable to distinguish between fast and slow hardening adhesive systems.
The energy required for separating adherends seems also to be suitable for quantifying the influence of wood species on curing. Though the number of specimens is limited, interesting patterns were found. The dissipated energy for separating Douglas fir, for example, was always lower compared to spruce and beech. Those results are corresponding to data obtained for F max. For the hardwoods, no consistent patterns were found. For beech, the required energy was high for nearly all parameter combinations. On the other hand, data obtained for ash show no clear patterns. While for short assembly times, a lower level was determined, for longer assembly times, more energy was dissipated during separation.
Furthermore, an influence of coloured heartwood was only found for MUF-1 in combination with ash. For beech, great differences were only found for an assembly time of 80 min.
Relations between maximum tensile force, dissipated energy and absolute decrease in adhesive layer
In Fig. 7, all data for w are plotted against F max for different assembly times. Figure 7 contains only data obtained for testing MUF-1 and disregarding influences of wood species. For an assembly time of 30 min, an increase in F max is obviously not associated with a corresponding increase in w. Though, for longer assembly times, a tighter correlation could be observed. For quantifying associations between w, F max and decrease in adhesive layer thickness, Spearman’s rank correlation coefficients were calculated. For MUF-1 and varying assembly times, the calculated coefficients are given in Table 4. At least for longer assembly times, coefficients reveal that there is a close correlation between F max and w, while for an assembly time of 30 min, correlation was small.

Fmax versus w in dependence of assembly time for MUF-1
Table 4 also contains coefficients for evaluating associations between the decrease in adhesive layer thickness and F max and w, respectively. Only poor correlations were found between absolute decrease in predefined adhesive layer and F max and w, respectively. Data given in Table 2 allow a more detailed analysis of the relationship between absolute decrease and F max and w. Varying absolute decreases in adhesive layer within one species do not lead to assumed responses of F max and w. It was assumed that a higher decrease in the adhesive layer is associated with penetration of solvents into wood and, therefore, the viscosity of adhesive increases. Mean values for beech (white) in Table 2 emphasize this assumption. However, analysis of recorded single data did not confirm this assumption. Also, results for Douglas fir as well as for spruce show that a higher decrease in adhesive layers did not or only marginal correspond to increased values for F max and w.
Conclusion
The goal of this study was to develop a new method that allows for monitoring real-time curing of adhesives between assembled adherends. The new method is effective to distinguish between fast and slow hardening adhesive systems. However, for the determination of maximum closed assembly times or in cases where risks of over-curing appear, no recommendation can be given so far. Therefore, further studies have to be carried out, and results have to be related to data obtained by an established test method such as prEN 302-5 (2007).
Promising results were obtained to assess the influences of wood species on curing. Because of the low number of specimens, the results are only indicative. However, differences were found between both softwoods included in this study. Compared to spruce, curing of both adhesives was slower in combination with Douglas fir. The new method also revealed differences between beech and ash. Compared to ash, nearly for all parameter combinations, curing of both adhesives was faster in combination with beech. However, no clear impact of coloured heartwood could be determined. While results for MUF-1 showed to some extent an influence of coloured heartwood, for MUF-2, no clear pattern was observed.
Regarding the decrease in adhesive layer thickness, the following conclusions can be drawn. First of all, reductions in adhesive layer thicknesses varied to a great extent. The amount of latewood on the surface of specimens obviously influences penetration. For MUF-1, these variations had only little or no influence on F max and w. It can be assumed that accelerated penetration of adhesive or high mobile solvents into wood substrate, like water, does not necessarily lead to faster curing.
References
Aicher A, Reinhardt HW (2007) Delaminierungseigenschaften und Scherfestigkeiten von verklebten rotkernigen Buchenholzlamellen. Holz Roh- Werkst 65:125–136
EN 302-2 (2002) Adhesives for Load-Bearing Timber Structures. Test Methods–Part 2: Determination of Resistance to Delamination
Frühwald A, Ressel JB, Bernasconi A, Becker P, Pitzner P, Wonnemann R, Mantau U et al (2003) Hochwertiges Brettschichtholz aus Buchenholz. Abschlussbericht, Hamburg
Marra AA (1992) Technology of wood bonding. Principles in practice. Van Nostrand Reinhold, New York
prEN 302-5 (2007) Adhesives for load-bearing timber structures - Test methods–Part 5: Determination of the conventional assembly time
Schmidt M, Glos P, Wegener G (2010) Gluing of European beech wood for load bearing timber structures (in German). Eur J Wood Prod 68:43–57
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is dedicated to Gerd Wegener on the occasion of his retirement as professor at the Technische Universität München.
Rights and permissions
About this article
Cite this article
Schmidt, M., Knorz, M. & Wilmes, B. A novel method for monitoring real-time curing behaviour. Wood Sci Technol 44, 407–420 (2010). https://doi.org/10.1007/s00226-010-0359-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-010-0359-x