
Abstract
A previously developed rheometer-based method to examine undesired cold tack (“sticking”) of aminoplastic resins to machinery parts was further modified to enable climate depending measurements. It could be shown that both relative humidity and temperature influence sticking, resulting in a variation in the extent of sticking as well as in the time window of occurrence. The laboratory method has been successfully applied to explain cases of sticking in a particleboard factory.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The pressure on the wood industry to reduce the formaldehyde emission from boards is steadily increasing because of the classification of formaldehyde as carcinogenic to humans (IARC 2006). Therefore, the reduction of formaldehyde is a big issue in the wood panel industry. Different restrictive regulations for formaldehyde emissions like Californian Air Resources Board (CARB) and F**** (classification according to Japanese Industrial Standard) exist. For the future, even stricter emission limits are expected. In January 2008, several big producers and industrial consumers of particleboards decided to halve the emission of formaldehyde from particleboards to 4 mg/100gdry (E1-level: no measurement exceeds 8 mg/100gdry; value determined according to EN 120). This reduction is technically feasible by using more expensive adhesives as well as by reducing the production speed. An effective way to reduce formaldehyde emissions is to lower the formaldehyde to urea molar ratio (Myers 1984). However, these formulations came along with new challenges for the industry as they alter condensation behaviour and gelation time (Dunky 2003; Kantner et al. 2009; Leichti et al. 1988), and result in decreased strength values and higher thickness swelling of the boards. Furthermore, a capacity loss of 10–20 % was observed in the production of boards that meet “half E1” requirements. Reason for this was, beside lower production speed, also reduced plant availability since the required binders showed stronger cold tack (“sticking”), which led to more contamination (Schlusen 2008). Nevertheless, about 90 % of all wood-based panel boards are still produced using aminoplastic resins. Thus, new resin formulations with proper tacking behaviour need to be developed.
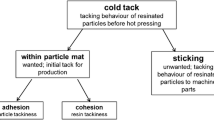
Cold tack is the ability to form a bond immediately after contact (Dunky 1998; EN 923 2005). Cold tack in particleboards can be differentiated into wanted (initial tack in the pre-compressed mat for stabilisation) and unwanted (sticking onto machinery parts) tacking forces (Berthold 1989; Dunky and Niemz 2002; Gierlińska and Starzyńska 1986; Hammond 1982; Kantner et al. 2009; Sahaf et al. 2012; Himsel et al. 2015a). The development of cold tack depends on the drying out behaviour of the resin, which is influenced by the resin formulation. This results in a time shift in the maximum effect of cold tack; it can be accompanied by either blow out at the in-feed of the hot press (development of cold tack too late) or agglomeration of glued particles to machinery parts, such as conveyor, forming belts or the pre-press (development of cold tack too early) (Berthold 1989; Schneider 2006). For proper production conditions, the drying out behaviour of resin formulations need to be adjusted.
Aminoplastic resins are condensation adhesives, and their drying out and curing behaviour very much depend on temperature. They continue with slow further condensation even after resin production, consuming part of the free urea and decreasing the proportion of methylol groups. The result is crosslinking, the formation of larger molecules, and a steady increase of the viscosity of the resin. This reaction depends on temperature: the higher the temperature, the faster the condensation (Dunky and Niemz 2002). Beside temperature, air humidity and moisture content of wood play an important role in resin behaviour, as these parameters influence drying-out speed and thus the residual water content in the resin. Kariz et al. (2013) found that melamine urea formaldehyde (MUF) resin cured faster in the case of wood with lower moisture content in a modified rheometer test using wooden discs as plate.
Since the development of cold tack of aminoplastic adhesives is linked to change in water content of the adhesive layer after application, temperature and relative humidity of the surrounding air will have a strong effect on cold tack. Though the influence of the climate conditions on the drying out behaviour of adhesive films and, hence, on the development of the cold tack are known from empirical standpoint, surprisingly no clear experimental results are available in literature concerning this time dependent behaviour of the cold tack. In order to better understand cold tack and its behaviour, hence, further research work was needed.
In order to evaluate the influence of climate parameters (i.e. temperature and humidity of the surrounding air) on the tacking behaviour of low-emission formaldehyde resin, the test method described by Himsel et al. (2015b) was further modified in order to measure cold tack at different climate conditions.
The influence of temperature and air humidity is versatile. Climate parameters influence the drying out speed of the resin applied directly. Additionally, climate parameters influence wood moisture, and therefore the penetration behaviour of water out of the resin into the wood; this, hence, affects the drying out speed. Moreover, condensation reactions depend on temperature and to some extent also on humidity.
2 Materials and methods
2.1 Materials
In accordance with Himsel et al. (2015b) the study was performed with a commercial melamine urea formaldehyde (MUF) resin from Metadynea Austria GmbH, Krems, Austria, capable of producing boards fulfilling CARB 2 criteria (0.09 ppm maximum formaldehyde concentration when measured according to ASTM E1333 2010). The resin was stored in closed bottles at 20 ± 2 °C. A constant storage temperature is important due to temperature-driven aging processes in the resin (Dunky and Niemz 2002). In order to eliminate any possible influence of the age of the resin when tested, only resins with an age of 7 days after production (four different batches) were used. Sticking tests were conducted immediately after adding 3 % (solid hardener on solid resin) of a 20 % aqueous ammonium nitrate solution as hardener to the resin.
High density fibre (HDF) boards with a density of 0.85 g/cm3 (Fritz Egger GmbH & Co. OG, Wismar, Germany) were sawn into 90 × 90 × 3.0 mm3 samples and sanded (grid 180). Prior to testing, the samples were stored under standardised climate conditions (20 ± 2 °C, relative humidity 65 % ± 4 %) resulting in an equilibrium moisture content of 8.7 %.
2.2 Methods
Before conducting the sticking test, characterisation of the adhesive (solid mass content, viscosity, and gelation time) was performed (Himsel et al. 2015a, b) to ensure equal quality of the batches used.
Effects of adhesive penetration on surface roughness and crack depth were observed by Barbu et al. (2000). In order to guarantee constant conditions in the sticking test, the surface roughness of the HDF used was examined. The arithmetical mean deviation of the roughness profile (Ra) and the maximum height difference in measurement (Rt) were recorded and classified according to Himsel et al. (2015b). In order to prevent the influence of unequal penetration of the adhesive into the HDF only boards with Ra ranging between 3.2 and 4.9 µm and Rt ranging between 42.3 and 74.1 µm, respectively, were used.
The sticking test was performed using a special installation on a Bohlin CVO rheometer. The basic construction is a wheel mounted on a double sided cantilever, which is circularly guided around a balance point. 0.2 ml of the resin-hardener mixture was applied onto the HDF board. The wheel spread the resin in a thin continuous circular layer, and throughout time sticking was recorded. To ensure reproducible conditions, the polypropylene wheel was adjusted to an equilibrium position (counter weight on the other side of the cantilever). Due to the roll resistance of the wheel, a torque was induced and measured by means of the rheometer. A detailed description of the method and test set-up, as well as the calculation of torque can be found elsewhere (Himsel et al. 2015a, b).
Sticking tests were carried out at different temperature and humidity conditions. For heat control of the HDF the electrically heated rheometer plate was covered with an aluminium disc with a thickness of 10 mm. High thermal capacity of the aluminium disc guaranteed a uniform surface temperature on the HDF boards. The rheometer coil and the aluminium disc were heated up to 25, 50, 60, and 70 °C for the various tests. This corresponds to a surface temperature of 25, 34, 43, and 52 °C at the upper side of the HDF boards. The HDF boards were heated up to the corresponding surface temperature in an oven for at least 48 h before tests were conducted. This procedure ensured a constant HDF surface temperature throughout the sticking test.
The relative humidity conditions were adjusted in a small chamber encasing the rheometer set-up. Dry compressed air was used to decrease the relative humidity. In order to increase the relative humidity, air was saturated with water vapour in a humidifier and buffered in a reservoir. Moist air from the reservoir was blown into the housing of the rheometer. Relative humidity in the housing was controlled by the rotation speed of an inlet and an outlet fan. To ensure a constant and uniform relative humidity in the housing, climate conditioning was started 1 h before testing. Already 10–20 min after starting the climate control, the relative humidity in the housing was stable. The relative humidity could be adjusted in the range from 25 to 75 % with a variation of ±2 %. Relative humidity was measured every 5 s directly above the wheel with a humidity sensor (Sensirion Evaluation Kit EK-H5, Switzerland) throughout the entire test.
The moisture content of the HDF changed continuously during the experiment due to water uptake from air and adhesive, but was not determined.
3 Results and discussion
Table 1 summarizes the characteristic data of the aminoplastic adhesives used showing only small variation. Therefore, it was assumed that all four 7-day old adhesive batches used were evenly aged and comparable.
Figure 1 shows the maximum torque plotted versus corresponding temperature and relative humidity.

Maximum torque as a function of temperature and relative humidity
The maximum torque varies in a wide range depending on temperature and relative humidity. For the conditions observed, the combination of low temperature and low relative humidity results in a high torque. The highest value (136 mNm) was found for 25 °C and 25 % relative humidity. High relative humidity of 75 % results in almost no sticking effect over the entire temperature range (min. value of 7 mNm at 25 °C and 75 % rel. humidity).
It is assumed that dry air conditions cause faster drying out of the adhesive film, which enhances the sticking effect. In Fig. 2, the torque is plotted over time for the different climate conditions. The curves clearly point out that there is a complex interaction between relative humidity and temperature. An increase in relative humidity leads to a lower maximum torque (“less sticking”). At 52 °C, however, this effect levels out and the maximum torque seems independent of the relative humidity. However, the time to reach this maximum torque shifts to longer times, indicating that the residual water content of the applied adhesive has an influence on the time needed to develop stickiness. Time shift while curing due to water loss of the resin has already been observed by Kariz et al. (2013). The effect of time shift in Fig. 2 can also be observed at 43 °C, and is negligibly small at 34 °C.

Comparison of torque at different temperatures of HDF (a 25, b 34, c 43, and d 52 °C) boards and relative humidities (25, 50, and 75 %)
An increased temperature leads in most cases to lower maximum torques. Here, first occurrence of curing or increased penetration into the wood might be responsible for a reduction of stickiness. When the resin is dry or cured, stickiness is low.
An interesting observation is that the temperature has only little influence on the time needed to reach the maximum. This influence can only be observed at higher humidities. The complex correlation of influence parameters can be illustrated by looking at the results at 50 % humidity. At the lowest temperature a maximum was not reached, as the applied film remained “wet”; at 34 °C stickiness developed rapidly, whereas at higher temperature stickiness was less pronounced. The results suggest that strongest stickiness occurs when the adhesive dries without curing.
For production conditions it is assumed that higher relative humidity is resulting in a delay of cold tack. The effect is even more pronounced the higher the temperature. Development of cold tack just after applying the resin on the wood particles will cause unwanted effects (sticking onto machine parts in the region of the conveyor). On the other hand cold tack is needed when the pre-compressed mat is entering the hot press. Proper development of cold tack as well as the right moment for reaching sufficient bonding of pre-compressed particles is the basis for undisturbed process conditions (Berthold 1989; Schneider 2006).
3.1 Monitoring of a sticking case in particleboard production
Besides scanning the adhesive behaviour at different temperatures and relative humidities in the laboratory, the climate conditions in a continuous particleboard plant were monitored with a Voltcraft DL-120TH (produced by Conrad Electronic, Hirschau, Germany). During these long term measurements, sticking cases with the investigated MUF occurred. Temperature and relative humidity profiles were analysed and average results from two cases from the year 2013 are shown in Table 2.
In the sticking case, temperature was on average slightly lower than in a non-sticking case. Looking at the standard deviation, however, this difference was not significant. As opposed to this, relative humidity changed significantly. Sticking cases occurred at a relative humidity around 50 %, whereas at a relative humidity of almost 60 % the plant operated without sticking problems. The sticking behaviour of the MUF resins changed significantly with the lower relative humidity. To investigate if this is due to a time shift and/or a shift in the maximum torque, supporting rheometer tests were conducted. To be close to the climate data from the production process, tests were conducted at 43 °C HDF surface temperature and 50 or 60 % relative humidity, respectively.
The original resin batches that were used in the sticking case and in the non-sticking case described above (called “MUF1” and “MUF2” in Table 3) were investigated in the laboratory 18 days after production. Both batches were measured in triplicate. The question arose if sticking had occurred because of resin quality or because of climate conditions. Sticking curves of both batches were so similar that the hypothesis that resin quality between MUF1 and MUF2 differed was rejected. The average sticking curves of both batches are shown in Fig. 3.

Torque for MUF at 43 °C HDF surface temperature influenced by different relative humidities of the surrounding air
The curves measured at 43 °C HDF surface temperature differ for the two relative humidities in maximum magnitude of torque and its chronological development. Whereas the maximum at 50 % relative humidity is reached after 5 ± 1 min, the increase in relative humidity up to 60 % shifted the maximum to 22 ± 3 min. Besides the time shift also the maximum value differs. A relative humidity of 50 % showed a maximum of 56 ± 8 mNm, whereas the relatively small increase of the relative humidity by 10 % nearly halved the maximum torque to 30 ± 7 mNm.
As shown in Table 3 only minor but no significant differences in the sticking behaviour between the two batches MUF1 and MUF2 could be observed at a certain climate condition. However, the difference between the two chosen relative humidities is significant for both maximum torque as well as the time shift and influence both resins in the same way. As shown in Table 3 and Fig. 3 it is mainly the influence of the relative humidity determining possible development of sticking.
4 Conclusion
The rheometer-based test method used for the work reported here enables the examination of the sticking behaviour of an aminoplastic resin. By introducing minor adaptations to the original set-up presented by Himsel et al. (2015b), information about the influence of temperature and relative humidity on the sticking effect was gained. The HDF surface temperature was varied with the rheometer heating coil; the relative humidity was managed by a climate control system. The variation of the climate in the conditioned chamber was measured with a temperature and relative humidity logger.
The results conducted in this study showed a strong influence of the climate conditions on the sticking behaviour, with change in the maximum torque as well as partly in the time dependence of sticking. The lower the relative humidity, the higher is the achieved maximum sticking effect, whereby this effect is stronger at low temperatures. The shortest time span to reach maximum torque was always achieved at the lowest relative humidity, independent of the temperature.
Moreover, the sticking behaviour differs partly with the applied temperature. The lower the temperature, the higher the maximum, which effect occurs mainly at the lower relative humidities. As long as a clear sticking peak occurred, temperature had no or only minor effect on the time span until the maximum was reached.
The time-shift can be essential for the occurrence of sticking during industrial board production. In the critical temperature range a slight change in the relative humidity is followed by a clear change in sticking behaviour. By comparing sticking and non-sticking cases in a particle board plant it could be observed that a relative humidity change of 10 % (abs.) already influences the sticking behaviour significantly.
The gained results can be used for deeper investigations into the influence of the chemistry of aminoplastic resins and their sticking behaviour.
References
ASTM E1333 (2010) Standard test method for determining formaldehyde concentration in air and emission rates from wood products using a large chamber. Annu Book ASTM Stand 04:10
Barbu MC, Resch H, Pruckner M (2000) Aspekte der Benetzbarkeit von MDF-Platten (on the wettability of medium density fiberboards). Holzforsch Holzverwert 52:63–65
Berthold K (1989) Lexikon der Holztechnik (Lexicon of wood technology). Fachbuchverlag, Leipzig
Dunky M (1998) Urea-formaldehyde (UF) adhesive resins for wood. Int J Adhes Adhes 18:95–107
Dunky M (2003) Adhesives in the Wood Industry. In: Pizzi A, Mittal KL (eds) Handbook of adhesive technology, 2nd edn. Marcel Dekker Inc., New York, pp 887–956
Dunky M, Niemz P (2002) Holzwerkstoffe und Leime—Technologie und Einflussfaktoren (wood composites and adhesives—Technology and influencing factors). Springer, Berlin, pp 245–644
EN 923 (2005) Adhesives—terms and definitions. European committee for standardization, Brussels
Gierlińska I, Starzyńska K (1986) Untersuchung der Kaltklebrigkeit von Harnstoff-Formaldehyd-Harzen aus konzentriertem Formalin (Investigation of cold tack of UF resins made from concentrated formalin). Holztechnologie 27:149–151
Hammond FH (1982) Tack. In: Satas D (ed) Handbook of pressure sensitive adhesive technology. R. van Nostrand, New York, pp 38–60
Himsel A, Müller U, Kantner W, Moser J, Mitter R, van Herwijnen HWG (2015a) Novel analytical method to determine factors causing unwanted sticking of glued wood particles onto machinery parts. For Prod J 65(1–2):54–59
Himsel A, Moser J, Kantner W, Mitter R, Gießwein J, van Herwijnen HWG, Müller U (2015b) Describing the sticking phenomenon of aminoplastic resins: introduction of a new test method. Wood Sci Technol 49:681–694
IARC (2006) IARC Monographs on the evaluation of carcinogenic risks to humans 88: 280
Kantner W, Moser J, Heinemann C, Stöckel F (2009) Novel analyses of low-emission UF and MUF resins. In: Frihart CR, Hunt CG, Moon RJ (eds) Wood adhesives 2009. Forest Products Society, Madison, pp 357–365
Kariz M, Kuzman MK, Sernek M (2013) The effect of heat treatment of spruce wood on the curing of melamine-urea-formaldehyde and polyurethane adhesives. J Adhes Sci Technol 27(17):1911–1920
Leichti RJ, Hse CY, Tang RC (1988) Effect of synthesis variables on tack in urea-formaldehyde resin. J Adhesion 25:31–44
Myers G (1984) How mole ration of UF resin affects formaldehyde emission and other properties—a literature critique. For Prod J 34:35–41
Sahaf A, Englund K, Laborie MPG (2012) Tack and shear strength of hybrid adhesive systems made of phenol-formaldehyde, dextrin and fish glue, and acrylic pressure-sensitive adhesive. Holzforschung 66:73–78
Schlusen K (2008) Low emission panels—experiences of a panel producer, Technical Formaldehyde Conference, 13–14 Mar 2008, WKI, Braunschweig, Germany. In: Steckel V (2008) Formaldehyd und seine Grenzwerte global betrachtet (Formaldehyde and its treshold limit values from a global perspective), Holz-Zentralblatt 15:410–411
Schneider F (2006) Verfahren und Vorrichtung zur Verhinderung von Verunreinigungen einer Transporteinrichtung aufgrund frischbeleimter Fasern (Method and device for prevention of contamination of a transport device by freshly sized fibres). World Patent Application WO 2006050840, 18.05.2006
Acknowledgments
The authors thank the European Union and the state of Lower Austria for financial support through EFRE (ERDF; European Regional Development Fund), project number WST3-T-9/021-2012).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Himsel, A., van Herwijnen, H.W.G., Moser, J. et al. Describing the sticking phenomenon of aminoplastic resins: dependency on temperature and relative humidity. Eur. J. Wood Prod. 74, 31–36 (2016). https://doi.org/10.1007/s00107-015-0990-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-015-0990-1