
Abstract
The methods of obtaining cellulose and cellulose sulfates from birch wood based on the use of one-step catalytic delignification of wood by hydrogen peroxide in acetic acid–water medium were studied. The conditions of birch wood oxidative delignification by acetic acid/hydrogen peroxide mixtures in the presence of sulfuric acid catalyst were optimized in order to obtain an acceptable yield of cellulose product with low content of residual lignin. Cellulose extracted from birch wood by green method was used for preparation of cellulose sulfates in dioxane solution. The homogeneous sulfation of obtained cellulose by chlorosulfonic acid in dioxane allows to reduce the fragmentation of polymer and to synthesize cellulose sulfates with a finer and more homogeneous structure as compared to cellulose sulfates prepared by heterogeneous sulfation in harmful pyridine. Obtained samples of cellulose and cellulose sulfates were characterized by XRD, SEM, AFM, NMR, FTIR, Raman, XPS and chemical methods.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood biomass is an important renewable feedstock for production of valuable chemicals and biofuels (Fengel and Wegener 1984; Clark and Deswarte 2008; Neson 2011). The most developed industrial technology of wood chemical processing is the production of cellulose for paper industry and of functional cellulose polymers. The conventional technologies of chemical processing of wood negatively influence the environment. The principles of green chemistry are used in advanced pulping processes (Cheng and Gross 2010). In particular, the application of catalysts and non-toxic reagents makes the biomass conversion methods environment friendlier (Centi and Santen 2007; Gallezot 2008; Chheda et al. 2007).
A variety of catalysts increasing the efficiency of wood delignification processes are known, but only a few of them have found industrial application (Mac Leod 1987; Vourinen 1993). The wide use of catalysts in pulping industry is restricted for different reasons: difficulties with catalyst regeneration, necessity to change the conventional cycle of pulping reagent regeneration, etc.
Organosolv delignification of wood (e.g., in acetic acid) is a promising green way of cellulose production (Pario et al. 1995). In comparison with traditional sulfate and sulfite pulping methods, the organosolv delignification of wood allows reducing the energy consumption of solvent regeneration, to move away from the use of dangerous delignification reagents and to convert the hemicelluloses and lignin into valuable chemicals. Advanced methods of oxidative catalytic delignification with green reagents (molecular oxygen, hydrogen peroxide, ozone) also make it possible to produce cellulose in an environmentally friendly way (Weinstock et al. 1997; Evtugin and Parcoal 1997; Lucas et al. 2012; Das et al. 2013).
The well-known Milox process utilizes acetic acid and formic acid in the presence of hydrogen peroxide in two- or three-stage operations (Popplius-Levlin et al. 1991; Sundquist 1996). The use of organic acid–water systems allows reducing the amount of organic acid in pulping liquor.
Previously, it has been shown that significant intensification of oxidative delignification of wood by hydrogen peroxide in acetic acid (25–30 %)—water medium at 120–130 °C takes place in the presence of catalysts (Kuznetsov et al. 2008, 2009). Along with the oxidative destruction of lignin and hemicelluloses, hydrolysis of amorphous part of cellulose was observed in the presence of sulfuric acid catalyst. Owing to that high-quality cellulose and microcrystalline cellulose (MCC) could be obtained from aspen wood by a one-step process (Kuznetsov et al. 2011a).
MCC is widely used as biologically active additive, filler and stabilizer of medicines, for the manufacture of health food and confectionery, water–latex emulsions and paints and for synthesis of different cellulose polymers (Ardizzone et al. 1999). Traditional technologies of MCC production from wood include steps of wood delignification, pulp bleaching and mild hydrolysis to remove easy-hydrolyzable polysaccharides (Vasiliu-Oprea and Nicoleanu 1993).
MCC can also be used for the preparation of chemically modified cellulose polymers, for example MCC sulfates.
Cellulose sulfates (CS) are used in different fields of industry, for example, as a base for perfumes and cosmetics thickeners, sorbents and biologically compatible materials (Yao 1998). They also have good prospects for use in medicine owing to their antimicrobial, antiviral and anticoagulant activities (Anderson et al. 2002; Simoes et al. 2002; Wang et al. 2007).
Cellulose sulfates are obtained by heterogeneous sulfation with different toxic reagents, in particular sulfuric acid, chlorosulfonic acid and in the presence of dangerous solvents: liquid sulfurous anhydride, dichloroethane, pyridine, etc. (Wang et al. 2007; Yao 2000).
Cellulose sulfate can be prepared homogeneously with SO3–pyridine complex in ionic liquids or quasi-homogeneously through acetosulfation, which means that suspension of cellulose turns into optically transparent solution during the reaction and the cellulose is dissolved in the reaction mixture (Wang et al. 2009; Zhang et al. 2011a; Peschel et al. 2010).
The use of ionic liquid for homogenous sulfation of cellulose was reported (Gericke et al. 2009). Sulfation of cellulose dissolved in the ionic liquids was studied using SO3/pyridine, SO3/N,N-dimethylformamide (DMF) and chlorosulfonic acid at 25 °C. Sulfation in ionic solutions of 1-butyl-3-methylimidazolium chloride (BMIMCl) and 1-allyl-3-methylimidazolium chloride (AMIMCl) resulted in products practically insoluble in water. The viscosity of the reaction solution was too high to ensure good miscibility and quick uniform distribution of a sulfating agent in the reaction mixture. To improve the miscibility of the viscous reaction mixture, it was diluted with dipolar aprotic solvent—DMF. The reaction products, which were obtained under various conditions in the presence of DMF, were readily soluble in water and characterized by predominant replacement in position C6. Values of degree of substitution (DS) were in the range of 0.14–1.46. The disadvantage of this method of obtaining CS was the quite long process (up to 24 h) of the cellulose dissolution in the ionic liquids at high temperature (80 °C).
In a report by Zhang et al. (2011b), acetosulfation of cellulose was carried out with a mixture of chlorosulfonic acid and acetic anhydride in anhydrous DMF at 40–70 °C. Subsequent deacetylation was performed using 1 M ethanolic solution of sodium hydroxide for at least 15 h. Obtained CS were soluble in water and had degrees of substitution in the range of 0.21–0.97. The degrees of polymerization (DP) of these CS were determined to be in the range of 107 and 232. Moreover, DP values decreased significantly with an increase in reaction temperature and concentration of sulfating agent. The major disadvantages of this method are the necessity of the two-stage process and requirement for chemicals with toxic nature (DMF and acetic anhydride). Also, the stage of deacetylation was quite long (15 h).
There are no data in the literature concerning the synthesis of CS directly from wood.
In the present paper, the methods of cellulose and CS preparation from birch wood are described including the catalytic delignification of wood by H2O2 in acetic acid–water medium and the homogeneous sulfation of obtained cellulose by chlorosulfonic acid in non-toxic dioxane solvent.
The goal of accomplished study was to optimize the methods of cellulose and CS obtaining from birch wood.
Materials and methods
Initial wood materials
Air-dry sawdust (fraction 2–5 mm) from birch wood (Betula pendula Roth.) harvested in the forest area near Krasnoyarsk city was used as initial raw material.
The chemical composition of birch wood (% mas. on abs. dry wood) is 41.3 cellulose, 19.9 lignin, 30.3 hemicelluloses, 0.45 mineral part.
Wood delignification
The delignification solution was composed of acetic acid of “chemically pure” grade (GOST 61-75), hydrogen peroxide of “medical grade” (GOST 177-88), sulfuric acid of “chemically pure” grade (GOST 4204-77) and distilled water (GOST 6709-72). All chemical reagents were purchased in CJSC “Khimreactivsnab” (Russia). Delignification of wood sawdust was carried out in a metal shaking reactor of 200 cm3 volume. Wood sawdust dried at 105 °C until constant weight was placed into the reactor. Then, a mixture containing 1.5–6.4 wt% of H2O2, 10–50 wt% of CH3COOH, 1–3.5 wt% H2SO4 and the rest of distilled water was added. The delignification temperature was varied from 120 to 140 °C, liquid/wood ratio—between 7.5 and 15, time—from 1 to 5 h. The reaction temperature was kept by thermostat “Termex” (Tomsk, Russia). When reaction was completed, the reaction mixture was cooled and solid product was separated under vacuum using Buchner funnel, following washing by distilled water and drying at 105 °C until constant weight.
The parameters indicating the residual lignin content in cellulose product and the soluble lignin concentration in reaction medium were used to evaluate the delignification activity of sulfuric acid catalyst. Cellulose product yield was estimated by weight method and calculated as follows: yield = (m/m o) × 100 %, where m—mass of abs. dry cellulose product (g), m o—mass of abs. dry wood (g).
Cellulose sulfates preparation
The method used for CS preparation from birch wood includes two steps: oxidative delignification of wood by hydrogen peroxide and sulfation of obtained cellulose product by chlorosulfonic acid in dioxane. The cellulose product was prepared by birch wood delignification at optimum conditions: at 120 °C in the medium H2O2 (6.4 wt%)—acetic acid (23.6 wt%)—H2SO4 (2 wt%)—water (the rest) according to the procedure described in Kuznetsov et al. (2011a). The degree of cellulose polymerization determined according to GOST 9105-74 (from viscosity of copper–ammonia dilute solutions) is 200–210. The content of residual lignin and hemicelluloses in obtained cellulose products is <1 wt%.
The sulfation of cellulose was carried out by its treatment with chlorosulfonic acid (five equivalents) in dioxane. Dried cellulose (1.0 g, 6.17 mmol) was suspended in anhydrous 1,4-dioxane (30 ml) and stirred for 1 h at room temperature for activation. Sulfation was carried out by the addition of chlorosulfonic acid (ClSO3H) to cellulose suspension with vigorous stirring at room temperature. After 3 h at 20–40 °C, the reaction was interrupted by pouring the reaction mixture into three volumes of a 50 % water–ethanol solution containing 3 % sodium hydroxide. The precipitate was filtered and washed with 96 % ethanol to obtain raw product. The raw product was then dissolved in distilled water, filtered to remove unreacted MCC and fully neutralized with 5 % sodium hydroxide, using phenolphthalein as indicator. The dissolved sodium salt of MCC sulfate was precipitated with ethanol, washed twice with 96 % ethanol (100 ml) and dried under vacuum.
Analytical methods
The cellulose content in solid products was defined by the Kurschner method (Browning 1967). The lignin content was determined by hydrolysis of the sample with 72 % mas. of sulfuric acid at 20 °C for 2.5 h, followed by dilution of a solution with water and boiling for 4 h (Browning 1967).
The hemicelluloses content was defined by McKein and Shoorly method using the hydrolysis with 2 % HCl at 100 °C for 3 h (Browning 1967).
The average degree of polymerization of cellulose (DP) was determined as in Hallac and Ragauskas (2011) by measuring the specific viscosity of cellulose solution in copper complex with ammonia using capillary viscosimeter (VPG-3).
The average molecular mass (M) of the sulfated cellulose was calculated according to the following Mark–Houwink–Sakurada equations (Kamide and Okajama 1981):
The intrinsic viscosity [η] of the CS was measured in a 1.5 % NaCl solution at 20 °C using capillary viscosimeter VPG-2.
Characterization
The sulfur content of the sulfated cellulose was determined by elemental Flash EATM 1112 analyzer (Thermo Quest, Italia).
X-ray diffraction analysis of cellulose products was carried out on PANalytical X’Pert Pro diffractometer using Cu-Ka source (A = 0.154 nm) in the 2Θ range 5°–70° and scanning step width of 0.01°/scan. The samples of cellulose were analyzed by powder method in cuvette with 2.5 cm diameter.
Crystallinity index (CI) was calculated from the ratio of the height between the intensity of the crystalline peak (I 002−I AM) and total intensity (I 002) after subtraction of the background signal (Park et al. 2010).
where I 002 is the height of the 002 peak (I 002) and I AM is the height of the minimum between the 002 and the 101 peaks.
Infrared spectroscopy analysis (FTIR) was carried out in transmission mode. Samples of cellulose (3 mg for each) were prepared in pellet with matrix KBr. The spectra were recorded with Vector-22 spectrometer in the range 400–4000 cm−1 wavelength. Spectral data were processed by program OPUS/YR (version 2.2).
FT Raman spectra of the samples were recorded with Bruker RFS 100/S spectrometer with a liquid-nitrogen-cooled Ge diode as detector over a range of 3500–100 cm−1. A cw Nd:YAG laser with an exciting line of 1064 nm was applied as light source for the excitation of Raman scattering. A laser power output of 100 mW was used. The integration of the peaks was carried out with the operating spectroscopy software OPUS version 6.0 (Bruker Optik GmbH, Ettlingen Germany). The analysis of the data was executed with OriginPro 7.0 (OriginLab Corporation, MA USA).
13C NMR spectra were recorded at a temperature of 25 °C with spectrometer Bruker Avance III 600 MHz. The samples were dissolved in D2O. TMS was used as internal standard.
The electron images were obtained with scanning electron microscope TM-1000 HITACHI (Japan) with accelerating potential 15 kV. Samples were coated on carbon support.
AFM images were obtained with scanning probing multimode microscope Solver P47 (NT-MDT, Moscow). Transparent films of samples were prepared by evaporation of their water solutions on flat support made from glass. The rate of scanning was 1–2 Hz and the number of points on scanning area 256 × 256 or 512 × 512.
Results and discussion
Catalytic delignification of wood by H2O2 in acetic acid—water—H2SO4 medium
Wood represents a mixture of natural polymers—cellulose, lignin and hemicelluloses—in the approximate ratio 50:25:25 (Fengel and Wegener 1984). Cellulose and hemicelluloses are polymers of carbohydrate nature built up from molecules of simple sugars, and lignin is a polymer consisting of phenylpropane units. The target transformations in cellulose production from wood are connected to depolymerization of lignin macromolecules with the formation of low molecular mass fragments. Lignin structure also varies between hardwoods (e.g., aspen and birch) and softwoods (e.g., abies and larch). The phenyl units in hardwood lignins are substituted by methoxyl groups to a greater extent than in softwood lignins. The consequence of this difference is that hardwood lignins are less cross-linked, and they can be more easily depolymerized by delignification agents.
The conditions of oxidative delignification of birch wood by acetic acid/hydrogen peroxide mixtures in the presence of sulfuric acid catalyst were optimized in order to obtain the acceptable yield of cellulose product with low content of residual lignin.
Previous studies indicated that the optimal concentration of sulfuric acid catalyst in the oxidative delignification of abies wood is approximately 2 wt% (Kuznetsova et al. 2003).
The lignin content in birch wood is lower as compared to abies wood. For this reason, delignification using different concentration of sulfuric acid was carried out (Table 1).
It was found that the concentration of the sulfuric acid in the reaction medium should be at least 2.0 % of the absolutely dry wood weight in order to obtain high-quality cellulose with a low residual lignin content (near 1 wt%). Cellulose product obtained at lower sulfuric acid catalyst concentration (1.0 %) contains higher amount of lignin. The increase in catalyst concentration up to 3.5 % significantly reduces the cellulose product yield as a result of cellulose degradation. As an optimum, oxidative delignification of birch wood in the presence of 2 wt% of sulfuric acid catalyst allows to obtain the cellulose products with a yield of 47–50 %. They contain <1 wt% of residual lignin.
The oxidative destruction of lignin, hemicelluloses and the amorphous part of cellulose in wood is accelerated when delignification temperature increased from 120 to 140 °C which resulted in the increase in cellulose content and reduction in residual lignin amount in the cellulose product obtained (Fig. 1). At the same time, the yield of the cellulose product is decreased.

Influence of birch wood delignification temperature on yield and composition of cellulose product. Delignification conditions: H2O2 4.2 %, CH3COOH 25.8 %, H2SO4 2 wt%, liquid/wood ratio 15, time 3 h. *On absolutely dry wood, **On absolutely dry product
Delignification of birch wood at 120 °C gives 52 wt% yield of cellulose product containing 73.8 % of cellulose and 1.5 % of lignin. When raising the temperature to 140 °C, yield of the solid product decreased to 47.8 % as a result of more intensive depolymerization of lignin, hemicelluloses and amorphous cellulose. The maximum content of cellulose in the solid product (88.2 %) was detected after 3-hour delignification of birch wood at 140 °C. Under such conditions, the residual lignin was actually absent in this sample and hemicelluloses amount was 7.8 %.
The influence of H2O2 concentration on cellulose product yield and composition was studied at 120° C (Fig. 2).

Influence of H2O2 concentration on the yield and composition of cellulose product obtained from birch wood. Delignification conditions: 120 °C, liquid/wood ratio 15, time 2 h, CH3COOH 25.8 %, H2SO4 2 wt%. *On absolutely dry wood, **On absolutely dry product
In the presence of 1.5 % wt of H2O2, nearly 80 % of the solid product was isolated, but it has a rather high content of residual lignin (14 %). As expected when the hydrogen peroxide content increased, the level of wood delignification also increased, but the yield of solid product was reduced simultaneously.
High H2O2 concentration promotes the formation of peracetic acid which is known to be a good delignification agent (Kang et al. 2004). Upon the high H2O2 concentration, the oxidation of wood carbohydrates occurs along with the oxidation of wood lignin. According to the data obtained, the optimum concentration of H2O2, corresponding to the high yield (near 50 wt% on a.d.w.) and cellulose purity in the solid product 73–78 wt% on a.d.p., is 4.2–6.4 wt% (Fig. 2).
The increase in acetic acid concentration in delignification mixture decreases the yield of cellulose product along with the reduction in residual lignin content (Fig. 3).

Influence of acetic acid concentration on the yield and composition of cellulose products obtained from birch wood. Delignification conditions: 120 °C, H2O2 6.4 wt%, H2SO4 2 wt%, time 3 h, liquid/wood ratio 10. *On absolutely dry wood, **On absolutely dry product
While acetic acid concentration was increased from 10 to 50 % wt, the amount of isolated cellulose product decreased from 71.4 up to 25.8 %. Simultaneously, the purity of cellulose was improved significantly (from 58.4 up to 83.1 %). The concentration of acetic acid has also a strong influence on the residual lignin content. That one reached 15.7 % in the presence of 10 % wt of acetic acid and was lowered to <1 % when 30 % wt acetic acid is used. Experimental data presented in Fig. 3 show that the optimum concentration of acetic acid is nearly 20 wt% This concentration allows to reach the rather high yield of solid (42.4 wt%) with high cellulose purity (81.7 %) and low content of residual lignin (0.4 wt%).
According to data obtained, the liquid/wood ratio (LWR) is an important parameter of the delignification process, which allows to control both the yield and purity of cellulose (Fig. 4). Cellulose products obtained by birch wood delignification at liquid/wood ratio of 10 and 15 have low content of residual lignin.

Influence of liquid/wood ratio on the yield and composition of cellulose product from birch wood. Delignification conditions: 120 °C, time 2 h, H2O2 4.2 wt%, CH3COOH 25.8 wt%, H2SO4 2 wt%: 1—product yield*, 2—cellulose content**, 3—lignin content**. *On absolutely dry wood, **On absolutely dry product
The reduction in LWR to 7.5 increases both the amount of isolated solid (62.7 %) and residual lignin concentration (2.7–5.7 %). A possible reason is a hindered diffusion of lignin oxidation products from wood to solution due to the deficiency of liquid phase. As a result, the small molecules produced by lignin oxidative fragmentation are re-condensed to insoluble substances, so-called pseudolignin (Hu et al. 2012). Additionally, lignin oxidation is slowed down by diffusion constraints of the oxidizing reagent transportation to the intercellular space of wood. Taking all these data into account, it was concluded that an optimal LWR value for studied delignification process is equal to 10.
The yield and composition of cellulose products are varied with the time of wood delignification process (Fig. 5). The increase in delignification time from 1 to 5 h reduces both the content of lignin in wood and the yield of cellulose product.

Influence of time on the yield and composition of cellulose product from birch wood. Delignification conditions 120 °C, LWR 15, H2O2 4.2 wt%, CH3COOH 25.8 wt%, H2SO4. 2 wt% *On absolutely dry wood, **On absolutely dry product
The results show that the yield of isolated solid and cellulose purity are affected by the different parameters of the delignification process of wood. As a general fact, the increase in cellulose purity is accompanied by the reduction in cellulose product yield. Under more severe conditions (higher temperature, H2SO4 concentration, hydrogen peroxide concentration, etc.), not only lignin and hemicelluloses but also a part of amorphous cellulose were converted into soluble species.
It is known (Brinchi et al. 2013) that natural cellulose consists of defective crystals linked by amorphous interlayers. The amorphous part of cellulose can be removed by hydrolysis, and the remaining crystalline part retained the high degree of crystallinity and narrow size distribution. The degree of crystallinity of cellulose resulting from hydrolysis is nearly 80 % for cotton MCC and 65–70 % for wood MCC (Ardizzone et al. 1999).
The manufacture of MCC from wood cellulose is a multistep process (Vasiliu-Oprea and Nicoleanu 1993). Furthermore, it is environmentally hazardous because dangerous chemicals are involved in the wood delignification, cellulose bleaching and acid treatment steps.
The catalytic delignification of aspen wood sawdust in an acetic acid–hydrogen peroxide medium makes it possible to produce MCC by one-step process (Kuznetsov et al. 2011a). According to XRD and FTIR data, the cellulose products obtained by catalytic oxidative delignification of birch wood have also a structure similar to industrial MCC.
The unit cell of the solid products obtained from birch wood sawdust is identical to the monoclinic unit cell of cellulose I (Nishiyama et al. 2002). The crystallinity indices derived from X-ray diffraction data for birch cellulose samples (0.65–0.74) are similar to the crystallinity index of samples of commercial MCC (0.64–0.80).
The polymerization degree of cellulose samples obtained by oxidative delignification of wood at different conditions is varied in the range of 128–216.
When discussing the possible routes of catalytic delignification of wood in the “acetic acid-hydrogen peroxide-water” medium, it is necessary to take into account that different homolytic and heterolytic reactions involved in the oxidative destruction of lignin can take place simultaneously (Chen et al. 2003).
In aqueous solutions of hydrogen peroxide with organic and mineral acids, an electrophilic oxidizer is formed, i.e., a peracid:
Hydrogen peroxide and peracid undergo degradation accompanied by the formation of hydroxyl and peroxy radicals. These radicals can accomplish the oxidative destruction of lignin. Note that the hydroxyl radical HO′ is much more active than the peroxy one in lignin fragmentation reactions.
Lignins obtained by oxidative delignification of birch wood were isolated by precipitating in the excess of water. They are amorphous fine powders with varying color from light brown to dark brown. Their composition and properties were studied in Kuznetsov et al. (2011a). Their melting point is 175–180 °C, and they have low solubility in water and organic solvents. Their yields from the initial wood material are nearly 9.0–9.5 wt%.
The high content of reactive functional groups in the lignins obtained allows their use as binder agents for manufacture of wood panel materials (Kuznetsov et al. (2011b). Application of these lignins as enterosorbents and in phenol formaldehyde resin production is also in prospect.
Sulfation of cellulose by chlorosulfonic acid in dioxane
Cellulose sample obtained from birch wood by oxidative catalytic delignification at optimum conditions (120 °C, H2O2 4.2 %, CH3COOH 20 %, H2SO4 2 %, L/W ratio 10, time 2 h) was used as precursor for the preparation of CS.
Sulfation of cellulose was carried out by chlorosulfonic acid in dioxane medium. Chlorosulfonic acid interacts with dioxane at 20 °C with the formation of complex SO3–dioxane (Gilbert 1965). Sulfated cellulose was obtained as sodium salt according to the scheme:

It is known that complex SO3–dioxane is unstable at temperatures higher than 40 °C (Yamomoto et al. 1991). Therefore, the sulfation reaction was carried out at a temperature range 20–40 °C (Table 2).
In contrast to pyridine solvent, the sulfation of cellulose by chlorosulfonic acid in dioxane is completed in the homogeneous phase. The average molecular mass of CS varied from 13,000 to 19,000 Da. The increase in sulfation temperature from 20 to 40 °C reduces the molecular mass of CS owing to the intensification of reactions of cellulose polymer destruction. The significant decrease in molecular mass of CS is observed at a sulfation temperature of 40 °C. The content of sulfur only slightly varies (between 8.0 and 8.7 wt%) with sulfation temperature (Table 2).
Sulfation of cellulose in pyridine at temperatures 70–90 °C is carried out in heterogeneous conditions (Wang et al. 2007; Yao 2000). The intensive destruction of cellulose takes place at these temperatures reducing the yield and average molecular mass of CS. The presence of high amounts of side products requires the complex and time-consuming purification of the CS obtained. The use of dioxane as a solvent at lower temperature (20 °C) reduces the cellulose polymer destruction and increases on 30–40 wt% the yield of sulfated polymers with rather high molecular mass (19,600–18,900 Da).
Samples of sulfated cellulose were characterized by different methods. The insertion of sulfate groups to cellulose is confirmed by FTIR and Raman spectroscopy.
Characteristic vibrations of SO and SO2 groups were observed in FTIR spectra at 800–802 and 1238–1242 cm−1, respectively (Fig. 6). The intensity of adsorption band in the region of 3400–3500 cm−1, corresponding to OH groups, decreases owing to their substitution with sulfate groups (Wang et al. 2007).

FTIR spectra of MCC from birch wood (1) and sodium salts of sulfated MCC (2 8.0 % mas. S, 3 8.3 % mas. S, 4 8.1 % mas. S, 5 8.3 % mas. S, 6 8.7 % mas. S)
The presence of sulfate groups in cellulose is also confirmed by the appearance in Raman spectra of new adsorption bands of CS at 417–420, 588–590, 840–845, 1073–1075, 1269–1279 cm−1 (Fig. 7). Adsorption band at 417–420 cm−1 corresponds to deformation vibrations SO3 groups δ(SO3), band at 588–590 cm−1 can be attributed to deformation vibrations δ (O=S=O), band at 840–845 cm−1 to C–O–S stretching vibrations γ(C–O–S), and bands at 1073–1075 and 1269–1279 cm−1 to symmetric stretching vibrations νs(O=S=O) and to asymmetric stretching vibration νas(O=S=O), respectively (Zhang et al. 2010).

Raman spectra of initial MCC from birch wood (1) and sodium salts of sulfated MCC (8.0 % mas. S) (2)
In principle, the sulfation of cellulose can proceed with the participation of all hydroxyl groups connected to carbon atoms C2, C3 and C6 of glucopyranose units of cellulose:

However, it was found (Wang et al. 2007) that the hydroxyl group at C6 primary carbon atom is predominantly sulfated. Hydrogen groups at C2 and C3 carbon atoms have lower reactivity in the reaction of cellulose sulfation by chlorosulfonic acid in pyridine at 80–100 °C (Yamomoto et al. 1991).
According to 13C NMR data (Wang et al. 2007), the chemical shifts corresponding to carbon atoms C1–C6 in glucopyranose units of cellulose are observed at 102, 74, 73, 79, 77 and 60 ppm, respectively. The insertion of sulfate groups to MCC affected the chemical shifts of carbon atoms to lower magnetic field (Wang et al. 2007).
In the present case, the 13C NMR spectrum of sulfated MCC shows that the chemical shift of C6 atom is moved to 66 ppm (Fig. 8). It means that major part of hydroxyl groups at carbon atoms C6 is substituted on sulfate groups. Hydroxyl groups connected with carbon atoms C2 and C3 are not sulfated under the conditions studied. The substitution of all OH groups at C6 atoms on sulfate groups should give the sulfur content in sulfated cellulose of approximately 12 wt%.

NMR 13C spectrum of sulfated MCC from birch wood (8.7 % mas. S)
As mentioned previously, samples of cellulose obtained by catalytic oxidative delignification of aspen wood have the ordered structure. Their diffraction pattern has maxima in the region 2Θ = 22, which are typical for MCC from wood and cotton (Ardizzone et al. 1999).
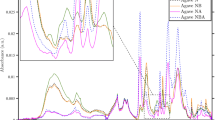
Comparison of XRD patterns of initial cellulose samples and samples sulfated by chlorosulfonic acid in dioxane testifies the disordering of the cellulose crystalline structure during sulfation process (Fig. 9).

XRD pattern of MCC from aspen wood (a) and sulfated cellulose (b)
The significant difference in the shape of cellulose particles before and after sulfation was also detected by SEM method. Initial cellulose consists of microfibrils with different lengths and with thickness of nearly 10–25 μm (Fig. 10a). Some microfibrils form aggregates with a length ranging from 75 to 500 μm and thickness between 30–150 μm. Shapes of the initial and sulfated cellulose particles differ completely. Particles of sulfated cellulose have a compact shape which is close to spherical, and the microfibrils are completely absent (Fig. 10b).

SEM image of MCC from birch wood (a) and of sodium salt of cellulose sulfate (b)
Atomic force microscopy gives information about the relief and phase contrast of cellulose sulfate films obtained by evaporation of water suspension of sodium salt (Fig. 11).

AFM images of sodium salts of cellulose sulfates obtained in pyridine (a relief, b phase contrast) and in dioxane (c relief, d phase contrast)
The surface of CS obtained in pyridine medium consists of crystallites with different sizes and shapes. Elongate (250 × 50 μm) and spherical (100 × 300 nm) particles are observed. It is noticeable that films of CS obtained in dioxane medium have a more homogeneous structure as compared to CS obtained in pyridine. They mainly consist of rather uniform particles of spherical shape with sizes from 100 to 150 mm. The formation of more fine particles of CS in dioxane as compared to pyridine solvent can be explained by the higher solubility of sulfation products in dioxane.
To summarize, the advantages of the developed method of CS synthesis in comparison with conventional methods are as follows: Wood is used as an initial raw material, and dioxane replaces the more toxic pyridine. The reduction in sulfation temperature in dioxane as compared to pyridine allows to increase the yield, average molecular mass and purity of CS and to obtain CS with finer and more homogeneous structure.
Conclusion
Optimal conditions of oxidative delignification of birch wood by H2O2 with sulfuric acid catalyst which ensure the high yield of cellulose with low content of residual lignin were selected. Cellulose products containing around 80 wt% of cellulose and <1 wt% of lignin were obtained with a yield of nearly 50 wt% at a temperature of 120–130 °C. They have higher quality as compared to products from conventional pulping methods based on sulfur and chlorine-containing delignification reagents dangerous for the environment. In contrast to sulfate and sulfite liquors, the soluble products of oxidative delignification of wood do not contain mineral components and sulfur compounds. This simplifies their processing to valuable chemicals along with the use as binding and sorption materials.
The developed method of CS preparation includes the steps of obtaining cellulose by catalytic delignification of birch wood with H2O2 and of cellulose sulfation by chlorosulfonic acid in non-toxic solvents—dioxane. According to 13C NMR data, the predominant substitution of hydroxyl groups at C6 positions of anhydroglucose units of cellulose takes place. The sulfation of cellulose in dioxane at 20 °C allows to reduce the fragmentation of polymer as compared to CS prepared in harmful pyridine at 70–90 °C. According to SEM and AFM data, the CS synthesized in dioxane consist of smaller particles and have a more homogeneous structure as compared to cellulose sulfate prepared in pyridine.
References
Anderson RA, Feathergill KA, Diao XH, Cooper MD (2002) Preclinical evaluation of sodium cellulose sulfate (Ushercell) as a contraceptive antimicrobial agent. J Androl 23:426–438
Ardizzone S, Dioguardil F, Mussini T, Mussini P, Rondinini S, Vercelli B, Vertova A (1999) Microcrystalline cellulose powders: structure, surface features and water sorption capability. Cellulose 6:57–69
Brinchi L, Cotana F, Fortunati E, Kenny JM (2013) Production of nanocrystalline cellulose from lignocellulosic biomass: technology and applications. Carbohydr Polym 94:154–169
Browning BL (1967) Methods of wood chemistry, vol. 1, 2. Interscience Publishers, New York
Centi G, van Santen RA (eds) (2007) Catalysis for renewables. Willey, Weinheim
Chen CL, Capanema EA, Gracz HS (2003) Reaction mechanisms in delignification of pine Kraft-AQ pulp with hydrogen peroxide using Mn(IV)-Me4DTNE as catalyst. J Agric Food Chem 51:1932–1941
Cheng HN, Gross RA (eds) (2010) Green polymer chemistry, biocatalysis and biomaterials. ACS Symposium Series, Washington, DC
Chheda JN, Huber GW, Dumesic JA (2007) Liquid-phase catalytic processing of biomass-derived oxygenated hydrocarbons to fuels and chemicals. Angew Chem Int Ed 46:7164–7183
Clark JH, Deswarte FEI (eds) (2008) Introduction to chemicals from biomass. Wiley, Chichester
Das S, Lachenal D, Marlin N (2013) Production of pure cellulose from Kraft pulp by a totally chlorine-free process using catalyzed hydrogen peroxide. Ind Crops Prod 49:844–850
Evtugin DV, Parcoal NC (1997) New polyoxometalate promoted method of oxygen delignification. Holzforschung 51:338–342
Fengel D, Wegener G (1984) Wood: chemistry, ultrastructure, reaction. Walter de Gruyter, Berlin
Gallezot P (2008) Catalytic conversion of biomass: challenges and issues. ChemSusChem 1:734–737
Gericke M, Liebert T, Heinze T (2009) Interaction of ionic liquids with polysaccharides, 8—synthesis of cellulose sulfates suitable for polyelectrolyte complex. Macromol Biosci 9:343–353
Gilbert EE (1965) Sulfonation and related reactions. Interscience Publishers, New York etc
Hallac BB, Ragauskas AJ (2011) Analyzing cellulose degree of polymerization and its relevancy to cellulose ethanol. Biofuels Bioprod Biorefining 5:215–225
Hu F, Jang S, Ragauskas A (2012) Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour Technol 117:7–12
Kamide K, Okajama K (1981) Determination of distribution of sodium sulfate group in glucopyranose units of sodium cellulose sulfate by 13C and 1H nuclear magnetic resonance analysis. Polym J 13:163–166
Kang GJ, Malekian A, Ni YH (2004) Formation of peracetic acid from hydrogen peroxide and pentaacetyl glucose to activate oxygen delignification, solutions. Tappi J 3:19–22
Kuznetsov BN, Kuznetsova SA, Danilov VG, Yatsenkova OV (2008) Catalytic properties of TiO2 in wood delignification by acetic acid—hydrogen peroxide mixture. React Kinet Catal Lett 94:311–317
Kuznetsov BN, Kuznetsova SA, Danilov VG, Yatsenkova OV (2009) Influence of UV pretreatment on the abies wood catalytic delignification in the medium acetic acid—hydrogen peroxide—TiO2. React Kinet Catal Lett 97:295–300
Kuznetsov BN, Kuznetsova SA, Danilov VG, Yatsenkova OV, Petrov AV (2011a) A green one-step process of obtaining microcrystalline cellulose by catalytic oxidation of wood. React Kinet Mech Catal 104:337–343
Kuznetsov BN, Sudakova IG, Celzard A, Garyntseva NV, Ivanchenko NM, Petrov AV (2011b) Binding properties of lignins obtained at oxidative catalytic delignification of wood and straw. J Sib Fed Univ Chem 4:3–10
Kuznetsova SA, Danilov VG, Kuznetsov BN, Yatsenkova OV, Alexandrova NB, Shambasov VK, Pavlenko NI (2003) Environmentally friendly catalytic production of cellulose by abies wood delignification in “acetic acid—hydrogen peroxide—water” media. Chem Sustain Dev 11:141–148
Lucas M, Hanson SK, Wagner GL, Kimball DB, Rector KD (2012) Evidence for room temperature delignification of wood using hydrogen peroxide and manganese acetate as a catalyst. Bioresour Technol 119:174–180
Mac Leod JM (1987) Alkaline sulphite-anthraquinone pulps from softwoods. J Pulp Pap Sci 13:44–49
Neson V (2011) Introduction to renewable energy. CRC Press, Boca Raton
Nishiyama Y, Langan P, Chanzy H (2002) Crystal structure and hydrogen-bonding system in cellulose Iβ from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 124:9074–9082
Pario JC, Alonso JV, Santos V (1995) Kinetics of catalyzed organosolv processing of pine wood. Ind Eng Chem Res 12:4333–4342
Park S, Baker JO, Himmel ME, Parilla PA, Jonson DK (2010) Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulose performance. Biotechnol Biofuels 3:10
Peschel D, Zhang K, Aggarwal N, Brendler E, Fischer S, Groth T (2010) Synthesis of novel celluloses derivatives and investigation of their mitogenic activity in the presence and absence of FGF2. Acta Biomater 6:2116–2125
Popplius-Levlin K, Mustonen R, Muovila T, Sundquist J (1991) Milox pulping with acetic acid-peroxyacetic acid. Paperi ja Puu 73:154–158
Simoes JA, Citron DM, Aroutcheva A, Anderson RA, Zaneveld LJD (2002) Two novel vaginal microbicides (polystyrene sulfonate and cellulose sulfate) inhibit Gardnerella vaginalis and anaerobes commonly associated with bacterial vaginosis. J Antimicrob Chemother 8:2692–2695
Sundquist J (1996) Chemical pulping based on formic acid: summary of milox research. Paperi ja Puu 78:92–95
Vasiliu-Oprea C, Nicoleanu J (1993) Micronized (and microcrystalline) celluloses. Obtainment and fields of application. Polym Plast Technol Eng 32:181–214
Vourinen T (1993) The role of carbohydrates in alkali anthraquinone pulping. J Wood Chem Technol 13:97–125
Wang ZM, Li L, Zheng BS, Normakhamatov N, Guo SY (2007) Preparation and anticoagulation activity of sodium cellulose sulfate. Int J Biol Macromol 41:376–382
Wang ZM, Li L, Xiao K-J, Wu J-Y (2009) Homogeneous sulfation of bagasse cellulose in an ionic liquid and anticoagulation activity. Bioresour Technol 100:1687–1690
Weinstock LA, Atalla RH, Reiner R, Moen MA, Hammel KE, Hutman CJ, Hill CL, Harrup MK (1997) A new environmentally benign technology for transforming wood pulp into paper. Engineering polyoxometalates as catalysts for multiple processes. J Mol Catal A 116:59–84
Yamomoto I, Takayama K, Honma K, Gonda T, Matsuzaki K, Uryu T, Yoshida O, Nakashima H, Yamamoto N, Kaneko Y, Mimura T (1991) Synthesis, structure and antiviral activity of sulfates of cellulose and its branched derivatives. Carbohydr Polym 14:53–63
Yao S (1998) Study on biocompatibility in a new biomicrocapsule system. J Chin Biotechnol 14:193–197
Yao S (2000) An improved process for the preparation of sodium cellulose sulphate. Chem Eng J 78:199–204
Zhang K, Brendler E, Fischer S (2010) FT Raman investigation of sodium cellulose sulfate. Cellulose 17:427–435
Zhang K, Brendler E, Geissler A, Fischer S (2011a) Synthesis and spectroscopic analysis of cellulose sulfates with regulable total degrees of substitution and sulfation patterns via 13C NMR and FT Raman spectroscopy. Polymer 52:26–32
Zhang K, Peschel D, Bäucker E, Groth T, Fischer S (2011b) Synthesis and characterisation of cellulose sulfates regarding the degrees of substitution, degrees of polymerisation and morphology. Carbohydr Polym 83:1659–1664
Acknowledgments
The reported study was partially supported by RFBR, research Project No 12-03-93117 and Ministry of Education and Science RF (Project RFMEFI607 14 X0031). This work is part of the GDRI “Catalytic biomass valorization” between France and Russia. The authors thank Dr. A.S. Romanenko, Dr. A.S. Krylov, I.V. Korolkova and V.F. Kargin for AFM, FT Raman, FT-IR, SEM analysis, respectively.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kuznetsov, B.N., Kuznetsova, S.A., Levdansky, V.A. et al. Optimized methods for obtaining cellulose and cellulose sulfates from birch wood. Wood Sci Technol 49, 825–843 (2015). https://doi.org/10.1007/s00226-015-0723-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-015-0723-y