
Abstract
Conventional metal (sand) casting requires solid patterns consisting of two halves (cope and drag) prepared to remove the pattern. The approach is simple but leads to numerous steps and mismatch errors. Also, sand, a porous material, is very sensitive to vibration and susceptible to cracks and breakage. This research presents a novel approach for investment metal casting, where a water-soluble material is used for pattern generation using material extrusion additive manufacturing (AM). As a proof of concept, a semi-complex non-prismatic geometry with various dimensional features is physically realized using this soluble pattern casting (SPC) technique. The pattern is designed and 3D printed out of a water-soluble acrylonitrile butadiene styrene (ABS) thermoplastic using an indigenously fabricated screw extrusion–based AM setup. A ceramic mould is created from plaster of Paris (PoP) around the soluble pattern, generating the mould cavity on further dissolution. A heated water bath with added turbulence via solid vibrations assisted the dissolution process. The final geometry is realized by firing the mould cavity followed by metal pouring. Various geometrical features and intricate details, such as layer lines, are satisfactorily replicated from the 3D-printed pattern to the final metal casting. The dimensional accuracy and surface finish are analysed along the process, starting from the printed pattern to the ceramic mould cavity and the final metal cast part. The presented method has applications in investment casting (IC) industries as it can help significantly reduce the lead time and provide excellent dimensional conformance and geometrical replication from the pattern to cast.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metal casting is a conventional manufacturing process where a metallic component is created by pouring liquid metal into a shaped cavity. Standard sand-based metal casting is the most commonly used casting route for fabricating semi-complex structures. Sand casting is a simple and cost-effective production method but is limited by low dimensional accuracy, poor surface finish, susceptibility to defects and post-processing. It also involves many processing steps comprising pattern fabrication, mould box (cope and drag) preparation, runner-riser design, metal pouring and finish post-processing, which lead to escalated time-to-market.
Rapid casting (RC) is a novel route to accomplish rapid manufacturing (RM) of casting components, which can be a potential revolution in the casting industry. RC refers to a specific casting technique that reduces the total production lead time by employing additive manufacturing (AM) techniques to fabricate complex shapes and features in record time [1]. Also referred to as rapid prototyping (RP), this technique involves sequential fabrication of the component in a layered fashion, thus reducing overall material usage, associated cost and fabrication time. AM techniques can help in reducing the time-to-market [2, 3].
Investment casting (IC) is another cost-effective method for mass-producing metal components with near-net-shape intricate geometries and acceptable tolerances. The pattern material (usually wax) is dipped in a ceramic slurry to form an ‘investment’ mould cavity. The cavity is then dewaxed, where the pattern material is instantly vapourized (‘lost’) after coming in contact with the pouring liquid metal [4]. AM can also be employed to rapidly fabricate the tooling (pattern) required for IC, where the overall technique is called rapid investment casting (RIC). The AM processes, such as vat photopolymerization (VPP), sheet lamination (SHL), material extrusion (MEX) and binder jetting (BJT), can be used to produce the consumable pattern for a lost material casting, i.e. RIC [5]. Wax is a widely used pattern material in conventional IC but has a few drawbacks, such as handling difficulty, brittleness and high sensitivity to temperature change, sometimes leading to even surface cracking [6]. Researchers came up with different pattern materials, such as expanded polystyrene (EPS) foam [7, 8], water/ice [9,10,11,12,13] and thermoplastics [14]. Few RC techniques have been developed to fabricate the sand mould cavity and cores directly from the pattern computer-aided design (CAD) geometry [15, 16].
In metal casting, a core is an integral component that is used to form internal cavities and intricate features within the casted part. They are typically made of sand, metal or ceramics and are placed within the mould before metal pouring. AM techniques like selective laser sintering (SLS) [17] and binder jetting [3] can be used to produce sand cores directly into the mould. Gong et al. [18] used MEX to fabricate water-soluble salt cores by mixing the solid powder (soluble salt(s)) with a liquid phase which is dried and sintered after the extrusion. Water-soluble salt cores can also be produced by casting molten salt into a core mould [19]. Special methods, such as aqueous gel casting, are used to fabricate water-soluble ceramic cores (calcia-based) using epoxy resin [20].
This research presents a novel RIC approach based on a water-soluble pattern material. A particular grade of acrylonitrile butadiene styrene (ABS), which is soluble in a water-based solution, is used for pattern fabrication via a screw extrusion–based AM (SEAM) setup. A non-prismatic semi-complex geometry with various dimensional features is realized using this soluble pattern casting (SPC) approach as a proof of concept (PoC), using plaster of Paris (PoP) as the (ceramic), infused with the colloidal silica (binder) as the mould material. The featured design is a solid geometry without internal cavities, which allows it to be realized without the need for cores. The mould cavity is realized by dissolving the soluble pattern in an alkaline water bath solution, which is then filled with a low melting point lead–tin alloy as the cast metal. Intricate geometric features of the RP pattern, such as the layer lines, are effectively replicated on the casted part. The finished cast is superficially analysed for surface defects and dimensional conformance. The SPC process can transform IC by providing high-volume, high-precision production of small to medium metal parts and components in record time with low production and labour costs, making it more versatile and successful.
2 Materials and methods
2.1 Pattern geometry and mould box
A CAD model of moderately intricate non-prismatic geometry, consisting of various dimensional features, is designed as the pattern geometry. The pattern geometry has an inside and outside fillet of 7.5 mm and 15 mm, respectively, along with a 45° chamfer feature, visible from the plan. A 90° V-notch is also given on the front face of the pattern, as shown in Fig. 1. This geometry provides various surfaces for linear, angular and surface measurements [13], which can be used to validate that the casted geometry can be validated by investigating its dimensional accuracy [21].

Pattern geometry and features
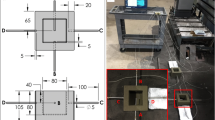
A pouring basin is also attached to the pattern in an inverse bottom-gating manner. This is to accommodate the concave notch in the pattern, which becomes a concave feature in the mould cavity. The pattern geometry, along with the pouring basin, is designed using SolidWorks 2021, as depicted in Fig. 2a. The casting features and their associated geometric parameters are described in Table 1.

a Casting design and features, b Pattern arrangement within mould box
A mould box is designed to capture the casting geometry along with the associated parts, as shown in Fig. 2b. An adequate wall thickness is given to the mould box to provide the necessary strength to retain its shape during metal pouring and under the hydrostatic pressure of the molten metal after pouring. A nominal wall thickness of 10 mm is given in all directions, w.r.t. the bounding box of the casting (shown as the dotted red box in Fig. 2b). The pattern and the pouring basin are kept at the same level, open to the atmospheric pressure, to aid in removing trapped air and preventing any blowhole formation.
2.2 Soluble pattern material
Many researchers have used dissolvable support structures to print intricate parts having complex features. Wang et al. [22] used fused deposition modelling (FDM) 3D printing to fabricate thermoplastic pattern materials using soluble supports for RIC applications [22]. Krey and Ratzmann [23] used fused filament fabrication (FFF) technique to 3D print intricate pattern geometries using water-soluble polyvinyl alcohol (PVA) supports to fabricate orthodontic implants via IC [23]. Pradhan et al. [24] used an ABS model material with soluble polycarbonate (PC) support structures to print dental crowns using the IC method. All these methods follow the standard (lost material) RIC routine where the pattern material, created using an RP process, is coated with a ceramic shell. The shell is then burned and fired to remove the pattern material (dewaxing) to get the mould cavity, which is then used for metal pouring and casting. The current research aims to use the soluble material to produce the pattern geometry, which can be easily dissolved from the ceramic shell, to obtain the mould cavity, thereby avoiding the need for any dewaxing step and reducing the overall process flow chain.
Support structures are sacrificial geometries added during the slicing process to ensure proper printability over the overhanging surfaces. Overhangs are regions where the surface projection exceeds the underlying horizontal support, resulting in material sagging. The supports are added as temporary scaffolds over these regions to ensure proper printing, dimensional stability and part balancing. Supports are printed in a rare manner, with high spacing and low infill, for easy removal. They also alter the localized properties, such as surface finish [25] and thermal dissipation [26]. Supports are added for printability but increase the overall material usage, print time [27] and associated cost.
Nowadays, soluble materials are used for supports because of their easy removal via direct dissolution, reducing manual labour and ensuring structural integrity. The use of a soluble material for casting pattern fabrication offers several advantages. As they are already integral to AM, utilizing them eliminates the need for separate pattern materials, thereby reducing material costs and production lead times. AM-assisted direct pattern fabrication enables the production of complex geometries that may be difficult or impossible to achieve with traditional techniques. By using soluble support material as patterns, complex geometries can be precisely replicated in the casting process, thus ensuring high fidelity between the intended design and the cast part.
The use of soluble support for pattern fabrication also presents some challenges. Support structures are typically designed for easy removal and may not have the same material properties and necessary surface finish required for casting patterns. They may leave behind residues or surface marks, requiring additional post-processing to achieve the desired finish. Support materials are usually thermoplastics, which are heavily prone to thermal environments. Shrinkage or distortion of the pattern during the process can affect the final dimensions of the cast part. The material used for support structures in AM may not always be compatible with casting. Differences in thermal expansion coefficients or chemical reactions between the two materials could lead to defects or inconsistencies in the cast part.
This study uses thermoplastic ABS P400SRTM soluble support from Stratasys® to fabricate the soluble pattern. This material is soluble in a water-based, mild NaOH solution, making it easier to remove from the model [28, 29]. The soluble ABS material is shiny black in appearance and brittle in nature. It is commercially available as a spool, as shown in Fig. 3a. This material is used as a support material in FDM-based AM processing, where it is placed for build plate adhesion (raft) and at the overhanging features. It also has more stringent requirements than the conventional ABS material. These model and support materials spools are barcoded and cannot be swapped. Hence, the original (Stratasys®) AM setups or any open-source FDM setups cannot produce direct pattern geometries using the soluble support material. A screw-based AM setup is used to 3D print the pattern geometries. Being a fused granular fabrication (FGF) system, the filament is chopped into pellets of uniform size (Fig. 3b) to be fed into the screw extruder setup. The screw-based AM setup is explained in the following section.

P400SRTM soluble ABS. a Spool. b Pellets
The mechanical properties of the soluble material are analysed using tensile test. ASTM D638 (type 1) [30] samples are printed using the AM setup (described later) and tested on an Instron 3345 UTM at a strain rate of 0.001/min, under room temperature conditions. The material showed a brittle failure, and the mechanical properties are mentioned in Table 2.
2.3 SEAM setup
The soluble pattern geometries are additively manufactured using an indigenously fabricated single-flight, constant-pitch, single-screw extruder setup. Injection moulding industries typically utilize extruder screws with three distinct zones with varying pitches and diameter sizes [31]. The characteristic shift in screw pitch and diameter aids in the creation of pressure but also places a burden on the drive motor. The screw extruder must also be periodically started and stopped for AM applications. The drive motor may experience significant stress as a result. Therefore, a novel screw design is adopted and explicitly created for material extrusion–based additive manufacturing applications. It should be considered that the primary function of the screw extruder, in this situation, is to feed the polymer pellets into the heating zone and extrude the polymer melt via the nozzle. With this method, both the required torque and the resultant stress are significantly decreased. Researchers have used similar constant-pitch screw designs for AM applications [32,33,34].
Figure 4a and b depicts the fabricated screw geometry profile. The housing barrel and the extruder screw are fabricated of EN41B alloy steel. The extrusion system is fed by a hopper with thermoplastic pellets of standard size (Fig. 3b). A resistance-based band heater positioned circumferentially around the barrel is used as the heating system and maintains a constant temperature. A PID-based feedback temperature control system is used with a separate contact-based temperature measurement via a J-type thermocouple. The whole assembly is displayed in Fig. 4c [35]. Using a 24 V DC power supply and a 5 Amp stepper motor driver, a high-torque NEMA 34 stepper motor with a torque capacity of 85 kg/cm is employed to drive the extruder screw. The Arduino Nano microcontroller controls the motor speed (RPM). Table 3 describes the various dimensions of the extruder screw setup.

Extruder screw setup. a Screw geometry profile. b Fabricated parts. c Final assembly
2.4 Additive manufacturing of soluble pattern
The part fabrication using the SEAM setup uses the standard settings of the open-source slicing software Cura [36]. The default print settings are mentioned in Table 4. The infill percentage, a measure of material content inside the bulk, is kept to a minimum for easy and rapid dissolution of the soluble material. Infill refers to the internal structure formed during material extrusion. The infill pattern and the infill density impact the part’s strength, weight and print time, balancing mechanical performance and material use [37]. Infill is controlled by the slicing software that sets the patterns and densities. These settings are converted into G-code, directing the AM machine to build the internal structure layer-by-layer. Figure 5 depicts the effect of infill density and pattern on the area-filling strategy of a given layer.

Effects of varying infill densities and patterns (layer height, 0.2 mm; layer number, 90)
Theoretically, it is possible to have zero infill percentage, but that would result in sagging overhangs, which may lead to surface imperfections and geometrical instabilities. Therefore, the infill percentage is set to just 10%. The extrusion temperature of the nozzle is set at 250 °C for printing the soluble ABS material. The final printed pattern geometry, along with the pouring basin, is shown in Fig. 6.

Printed pattern geometry with the attached pouring basin alongside its CAD
2.5 Ceramic slurry
The fabricated soluble pattern geometry is dipped in a ceramic slurry to create the mould. Large fractions of colloidal silica (10 g PoP:50 ml colloidal silica) result in excessive water retention in the mould, which can lead to volume contraction during drying. These combinations also require a higher time-to-dry and often result in low structural rigidity. The final ceramic slurry is prepared using 100 g of PoP as the ceramic powder with 50 ml colloidal silica (30% by weight of silica dissolved in water) as the binder material. This proportion is achieved after preliminary experimentation with varying concentrations, as shown in Fig. 7. The mould is set to settle and dry for a day.

Preliminary experimentation for ceramic slurry composition. Each box has a mixture of 10 g of PoP and 30% water-dissolved colloidal silica in varying volumes as mentioned
2.6 Pattern dissolution
The ceramic mould, containing the soluble pattern, is then kept in the water bath containing a mild NaOH solution to dissolve the soluble thermoplastic, as shown in Fig. 8a. The water bath has a heater (80 °C) and an ultrasonic vibrator to accelerate the dissolution. The temperature and the frequency are pre-set by the manufacturer [38]. The ceramic mould is kept inside the water bath only after it is completely cured and solidified. Therefore, it did not have any reaction with the water bath solution. Being a surface phenomenon, the dissolution started from the open surface, which provided a high interaction area with the solvent. The dissolution is slowed as it reaches the notch region because of the concavity of the ceramic mould. Thin sections, such as the pouring basin, dissolved first compared to the bulk, as the solvent had to penetrate deeper and encounter locally stagnant areas. Corners and edges dissolved faster due to a higher local surface area.

Ceramic mould cavity. a Before, b during and c after the dissolution of the soluble pattern material
A dissolution instant is shown in Fig. 8b, where the top few layers have been completely dissolved, and the inside bulk is visible. The mould-pattern setup is dissolved within 24 h, giving a dissolution rate of 2.34 g/min/m2 [20]. Soluble pattern offers several advantages over soluble cores, such as rapid and simpler processing with high flexibility, low tooling and the ability to create intricate and precise shapes (within the pattern). The mould, now cavitated, is removed from the water bath, dried, fired to remove any water content and used for metal pouring. Based on the geometry requirements, the mould can be finished further to achieve high precision, as shown in Fig. 8c. This limits the performance of this technique to non-complex shapes and broad cavities. Sufficient dissolution time should be given as ‘premature’ removal can lead to an un-dissolved pattern, as shown in Fig. 9.

PoP mould with regions of incomplete dissolution
2.7 Process flow
SPC begins by pelletizing the soluble ABS material from the filament spool. These pellets are fed into a SEAM setup to create the desired casting design. Depending upon the feasibility of the AM setup, the casting design can be printed as a single part or in multiple parts combined after the print. The latter is used in this research.
Next, the ceramic slurry is poured over the 3D-printed pattern material, creating a mould box. Once the ceramic slurry solidifies, the mould box is placed in a water bath containing a mild alkaline solution. The water bath is assisted with heating and ultrasonic stirring, which helps dissolve the soluble pattern material. As a result, a mould cavity is created, which is dried for 24 h at room temperature to remove any moisture. Then, it is fired in a furnace to remove any remaining moisture from the mould. It should be noted that no dewaxing step is required in SPC. The dissolution of the soluble pattern material replaces it. The firing step is required as a precautionary measure to remove moisture from the mould cavity. It is not performed to remove/burn off any remaining plastic pattern material.
The SPC method is demonstrated using an aluminium alloy because of its ease of melting and casting. The metal alloy is heated, poured into the mould cavity and then given time to solidify. The mould cavity is pre-heated at 200 °C for 1 h (Fig. 10a) prior to metal pouring to minimize thermal shock and reduce the risk of defects. The metal pouring is done at 745 °C. The cast component is removed by breaking open the mould [9]. The pouring basin is chopped off, and the final finishing is done.

Ceramic (PoP) moulds a during pre-heating and b before and c after metal pouring
The SPC method involves pelletization, additive manufacturing, ceramic slurry casting, dissolving the pattern material, drying the mould, metal pouring (Fig. 10b, c) and finishing. Figure 11 depicts the additively manufactured (soluble ABS) pattern, ceramic (PoP) slurry, as-casted metal and finished part. The process flow of the SPC method is depicted in Fig. 12.

Various stages of the geometry of interest in SPC

Process flow of the SPC process
3 Results and discussions
3.1 Observations
The metal casting process concludes with the careful removal of the pouring basin to obtain the final metal cast. Subsequently, the cast undergoes a manual finishing process to attain the desired geometric finish. Figure 13 shows the as-casted metal and the finished part. The dimensional accuracy of the geometry is analysed to validate the SPC process. Ten geometric features, comprising total length (A), total height (B), total width (C), valley width (E), valley depth (F), valley angle (θ), inner fillet (G), outer fillet (H), chamfer length (1.41 × I) and chamfer angle (J), are identified. These features are measured using Mitutoyo CRYSTA-Apex V7106 CNC CMM for each casting entity along the process, i.e. CAD model, ABS pattern, PoP mould, metal cast and final part (Fig. 14). This analysis not only shows the dimensional conformance of the geometric features in SPC but also depicts the variation in each of them along the process.

Metal Cast (a) & (b), and final part (c) & (d)

Measurement of various geometric features for dimensional accuracy of a ABS pattern, b PoP mould, c metal cast and d finished part
The average numerical values of various geometrical features mentioned before, along with their standard deviation, are shown in Fig. 15. Four samples (n = 4) are investigated at each step (pattern, mould, cast and part) for repetition.

Dimensional variations along the process. a Total length. b Total height. c Total width. d Valley width. e Valley depth. f Valley angle. g Inner fillet. h Outer fillet. i Chamfer length. j Chamfer angle
In order to compare the dimensional accuracy of various geometrical features at each casting step, the root mean square (RMS) error is calculated, using Eq. (1), and is given in Table 5. The RMS value is also calculated at each casting step (Table 6).
Based on the RMS values, it is observed that the total width has the least variation across the casting process, while the total height is the most varied feature. The variation in valley width is also considerably lower than the variation in valley depth. Therefore, the height/depth features should be carefully controlled across the casting process. Similar variation is observed in angular features. The chamfer angle is less varied than the valley angle, across the process. However, the inner fillet is more varied than the outer fillet, stating a higher variability of concave features across the casting process.
The ceramic mould proves to be a reliable medium, as it excellently replicates all the features of the AM pattern, resulting in the proper realization of the final metal casting with good precision. The surface profile of the ceramic mould under an optical microscope revealed proper replication of layer lines (Fig. 16a) and surface rasters (Fig. 16b) from the ABS pattern. This is also reflected in the dimensional variation, as the ceramic mould presents the lowest variation. The additively manufactured ABS pattern has a higher variability than the ceramic mould, which can be attributed to the layered nature of the AM process. The as-casted metal part has the highest variability (RMS), which can be due to the presence of defects such as blowholes (Fig. 16c). The finished metal part has a lower dimensional variation than the metal cast but more variability than the ABS pattern. This variation can be attributed to material loss during the grinding and finishing stages. To counteract this, strategic overdesigning or scaling of the model can serve as a compensatory measure. Hence, a finishing post-process is necessary to achieve the required dimensional tolerance. These insights offer useful information for improving the accuracy of the reproduced metal parts and streamlining the casting process.

Replication of geometric features onto the ceramic mould. a Surface rasters. b Layer lines. c Surface defects: blowholes
The surface roughness is also analysed along the SPC process. The average surface roughness (Ra) is measured on the front, top and side faces. The roughness is measured over a length of 2000 µm in two perpendicular directions (Fig. 17) for each process step: ABS patient, PoP mould, metal cast and final part. The measurements are done using Zeta 20 Optical Profilometer at × 5 magnification with 400 steps. The generated micrographs and the roughness values are shown in Figs. 18 and 19.

Surfaces of interest and assigned nomenclature for the surface roughness analysis




Surface micrographs at various process steps, for the x–y plane. a ABS pattern. b PoP mould. c Metal cast. d Final part

Surface roughness variation along multiple surfaces during the casting process
The ABS pattern presented a high surface roughness (average ~ 40.13 µm), which can be due to the layered nature of the (additive) manufacturing process. The average surface roughness decreases to 39.3 µm during the mould preparation. This can be attributed to the semi-solid nature of the ceramic (PoP) material which helps in improving the surface roughness by filling the gaps and voids. The metal cast presented the highest (average) surface roughness of 55.42 µm while the final (finished) part had an average surface finish of about 22.27 µm. This shows that the surface roughness should be meticulously controlled near the end of the process as the surface finish at the start (pattern) is not translated till the end of the process. The top face (x–y plane) generated a rougher surface because of the rastering during the deposition. Analysing the surface roughness with dimensional accuracy (RMS) shows that both follow a similar trend across the process, as shown in Fig. 20.

Variation of dimensional accuracy (RMS) and surface finish (Ra) across the process
3.2 Comparison with other casting methods
Wax casting is a traditional process that involves creating a wax pattern of the part to be cast. This wax pattern is then used to create a mould cavity, which is to be filled with molten metal. However, this process can be time-consuming, requiring multiple steps, such as creating the wax pattern, investment casting and casting itself. In contrast, SPC utilizes an AM process to fabricate the pattern geometry. AM technology allows the pattern geometry to be rapidly prototyped with high precision, resulting in improved dimensional accuracy compared to conventional sand casting [22].
Additionally, SPC uses a SEAM setup to create the soluble pattern directly from the CAD data, eliminating the need for investment casting. Overall, SPC can offer significant time savings and improved accuracy compared to traditional casting techniques. By utilizing AM technology, the process can create high-quality metal parts in a fraction of the time it takes to create a wax pattern and produce a cast using traditional methods.
The technique of rapid ice investment casting (RIIC), which uses the sub-zero additive manufacturing (SAM) method to produce the pattern geometry out of ice, provides easy removal of pattern material, achieved by simply melting ice. However, the overall setup requires a cryogenic environment, contrasting the high-temperature casting setup. It also suffers from the associated material handling issues, as the ice loses its dimensional stability above 0 °C [10,11,12].
Lost foam casting (LFC) is another innovative approach that utilizes a consumable pattern material, i.e. EPS foam. The EPS foam pattern material is meticulously realized using automation and RP techniques. The pattern is then slurry coated, with multiple dips, to have the required strength and air-flow permeability. The molten metal is then directly poured inside the shell, causing instant evaporation of the EPS foam pattern. The casting is realized by knocking off the mould [39]. LFC can be realized with fewer steps than SPC, but the overall time duration exceeds that of the SPC. Also, special installations must be made for the RP machines operating on EPS foam and the slurry coating setup.
The technique of LPC is also very similar to LFC, as only the pattern material is changed from EPS foam to a thermoplastic polymer, polylactic acid (PLA). This technique also resembled SPC, as the starting thermoplastic pattern material is fabricated via a material extrusion–based AM technique. The polymer pattern can then be coated with ceramic slurry (like LFC) or placed inside a sand mould (like conventional sand casting). The cast metal formation and pattern removal happen instantaneously and simultaneously when the molten metal is poured over the PLA part, which is lost into evaporation [40]. The use of a slurry dipping technique brings the associated limitations and handling issues.
The RSC technique directly fabricates the sand mould using a laser-powder bed fusion (LPBF)-based sand 3D printer. The mould size is limited by the bed size and is often restricted for small-size castings. A multi-part mould has to be made for more extensive castings, which are further assembled to form a single part. The final 3D-printed sand mould is still green and has to be coated with slurry for the required strength. The final casting is realized by pouring the molten metal, allowing it to solidify, and knocking off the sand mould [41]. The associated cost and time of the additively manufactured sand mould do not compensate for the reduction in the total number of steps by directly fabricating the mould.
The SPC method described in this study mainly comprises soluble pattern-making, slurry pouring and mould creation, and pattern dissolution followed by casting and finishing. An indirect comparison of SPC with other casting methods such as conventional sand casting, wax casting, RIIC, LFC, lost PLA casting (LPC), and rapid sand casting (RSC) is given in Fig. 21. A compatibility comparison between SPC and other lost-pattern castings (wax casting, LFC, RIIC, LPC) and SPC is given in Table 7.

Comparison of SPC with other casting processes
3.3 Future scope
The current study has contributed to the field of investment (metal) casting by presenting a novel method that utilizes soluble pattern materials, making its removal fast and easy compared to the other (conventional) casting approaches. The lead time from CAD to cast can be significantly reduced while keeping the total manufacturing cost nominal. The vibrational-assisted thermal dissolution of the soluble pattern material replaced the need for a time-consuming dewaxing procedure, making the overall process time-efficient. The proposed method can be used to create complex castings with multiple interior channels, such as metal foams [20, 47]. The authors have explored various processing conditions and presented a typical set of values. Still, there are tremendous opportunities for applications and innovations in SPC. Below are a few highlighted domains (Fig. 22) to explore the current study.
-
Based on the observations, special consideration should be given to the pattern design. The 3D-printed pattern material should be post-processed for surface finish improvement. Methods like superficial wax coating on the pattern material can be explored to improve the surface finish of the pattern [24]. Emphasis can also be given to optimizing the AM process parameters (feed, speed, layer height) to improve the part’s surface finish.
-
Further investigations can be done on the optimal slurry composition of the ceramic powder-to-binder ratio, specifically for the soluble casting method described in this study. The properties and microstructures of the ceramic moulds can also be investigated [20].
-
The soluble ABS in this study is conventionally used for AM purposes only, typically for support generation and easy removal via dissolution. Future studies can be done on developing novel materials exhibiting extrusion characteristics for AM, easy dissolution in water-based solutions and required ceramic-material interface interactions.
-
The dissolution process is the bottleneck step in SPC. It can be optimized to minimize the time required for the complete dissolution of soluble ABS parts. Forced dissolution using elevated temperatures and vibration assistance can be further explored regarding heating rate, vibrational frequency and total dissolution time.

Various sub-domains of the SPC method
Overall, while using support structures from AM as pattern material offers advantages such as cost-efficiency, design flexibility and reduced lead times, it also presents challenges related to material properties, dimensional accuracy and post-processing. Successful implementation requires careful consideration of these factors and may necessitate modifications or additional processing steps to ensure quality and compatibility with the casting process.
4 Conclusions
Soluble pattern casting (SPC) is a new approach to rapid investment casting (RIC) that uses a water-soluble ABS pattern created through material extrusion–based additive manufacturing (AM). This method simplifies traditional casting by eliminating the need for multiple moulds, offering greater flexibility for complex designs. The following conclusions are made:
-
1.
Pattern creation and dissolution: The soluble ABS pattern is coated with ceramic slurry (10 g PoP for 5 ml colloidal silica) and then dissolved in a mildly alkaline bath at elevated temperatures with vibration, forming the casting mould rapidly.
-
2.
Proof of concept: A semi-complex part was successfully cast using SPC, with accurate replication of intricate features from the pattern to the final cast. The design features should be accordingly adjusted for dimensional changes during the finishing process.
-
3.
Dimensional accuracy: Vertical features (heights, angles) showed more variability than horizontal ones (lengths, widths), except for chamfer lengths.
-
4.
Process impact: Each step affects the dimensional conformance, but it is not translated throughout the process. A similar trend for surface roughness as well.
-
5.
Efficiency: SPC reduces production time compared to traditional casting methods by avoiding the de-waxing step and replacing it with a simpler pattern dissolution process.
This new method reduces steps and potential errors found in conventional metal casting by using a water-soluble material for patterns, demonstrating the potential for faster and more accurate production in the investment casting industry. Further research can focus on optimizing materials and process parameters.
References
Hilton P (2000) Technologies and industrial applications. CRC Press, New York
Rosochowski A, Matuszak A (2000) Rapid tooling: the state of the art. J Mater Process Technol 106:191–198. https://doi.org/10.1016/S0924-0136(00)00613-0
Hawaldar N, Zhang J (2018) A comparative study of fabrication of sand casting mold using additive manufacturing and conventional process. Int J Adv Manuf Technol 97:1037–1045. https://doi.org/10.1007/s00170-018-2020-z
Pattnaik S, Karunakar DB, Jha PK (2012) Developments in investment casting process - a review. J Mater Process Technol 212:2332–2348. https://doi.org/10.1016/j.jmatprotec.2012.06.003
Cheah CM, Chua CK, Lee CW, Feng C, Totong K (2005) Rapid prototyping and tooling techniques: a review of applications for rapid investment casting. Int J Adv Manuf Technol 25:308–320. https://doi.org/10.1007/s00170-003-1840-6
Zhao H, Nam PKS, Richards VL, Lekakh SN (2019) Thermal decomposition studies of EPS foam, polyurethane foam, and epoxy resin (SLA) as patterns for investment casting; analysis of hydrogen cyanide (HCN) from thermal degradation of polyurethane foam. Int J Metalcast 13:18–25. https://doi.org/10.1007/s40962-018-0240-5
Karunakaran KP, Agrawal S, Vengurlekar PS, Sahasrabudhe OS, Pushpa V, Ely RH (2005) Segmented object manufacturing IEE Trans 37:291–302. https://doi.org/10.1080/07408170590516999
Fan S, Wu HB, Fang JX (2021) Microstructure and mechanical properties of AZ91D magnesium alloy by expendable pattern shell casting with different mechanical vibration amplitudes and pouring temperatures. China Foundry 18:1–8. https://doi.org/10.1007/s41230-021-0113-z
Hodgir R, Mittal YG, Kamble P, Gote G, Patil Y, Patel AK, Bernard A, Karunakaran KP (2022) Mathematical modelling of pattern sublimation in rapid ice investment casting. Int J Metalcast 16:1002–1009. https://doi.org/10.1007/s40962-021-00665-w
Kamble PP, Chavan S, Hodgir R, Gote G, Karunakaran KP (2022) Multi-jet ice 3D printing. Rapid Prototyp J 28:989–1004. https://doi.org/10.1108/RPJ-03-2021-0065
Kamble P, Hodgir R, Gote G, Mittal Y, Karunakaran KP (2022) Sub-zero additive manufacturing: a review of peculiarities and applications of additive manufacturing at temperatures below 0° C. Prog Addit Manuf 7:993–1008. https://doi.org/10.1007/s40964-022-00273-y
Kamble P, Mittal Y, Gote G, Patil M, Karunakaran KP (2024) A mathematical surface roughness model for objects made by material jetting. Prog Addit Manuf. https://doi.org/10.1007/s40964-024-00573-5
Hodgir R, Mittal YG, Kamble P, Gote G, Patil Y, Patel AK, Karunakaran KP (2023) Comparative study of rapid ice investment casting vs rapid casting processes of aluminium alloy. Int J Precis Eng Manuf 24:853–866. https://doi.org/10.1007/s12541-023-00788-6
Carneiro VH, Rawson SD, Puga H, Meireles J, Withers PJ (2020) Additive manufacturing assisted investment casting: a low-cost method to fabricate periodic metallic cellular lattices. Addit Manuf 33:101085. https://doi.org/10.1016/j.addma.2020.101085
Chhabra M, Singh R (2011) Rapid casting solutions: a review. Rapid Prototyp J 17:328–350. https://doi.org/10.1108/13552541111156469
Sachs E, Cima M, Cornie J (1990) Three-dimensional printing: rapid tooling and prototypes directly from a CAD model. CIRP Ann 39:201–204. https://doi.org/10.1016/S0007-8506(07)61035-X
Shi YS, Zhang JL, Wen SF, Song B, Yan CZ, Wei QS, Wu JM, Yin YJ, Zhou JX, Chen R, Zhou W (2021) Additive manufacturing and foundry innovation. China Foundry 18:286–295. https://doi.org/10.1007/s41230-021-1008-8
Gong X, Liu X, Chen Z, Yang Z, Jiang W, Fan Z (2022) 3D printing of high-strength water-soluble salt cores via material extrusion. Int J Adv Manuf Technol 1:1–1. https://doi.org/10.1007/s00170-021-08131-x
Cantas C, Baksan B (2021) Effects of composition on the physical properties of water-soluble salt cores. Int J Metalcast 15(3):839–851. https://doi.org/10.1007/s40962-020-00511-5
Liu F, Fan Z, Liu X, He J, Li F (2016) Aqueous gel casting of water-soluble calcia-based ceramic core for investment casting using epoxy resin as a binder. Int J Adv Manuf Technol 86:1235–1242. https://doi.org/10.1007/s00170-015-8227-3
Singh R, Singh J, Singh S (2016) Investigation for dimensional accuracy of AMC prepared by FDM assisted investment casting using nylon-6 waste based reinforced filament. Meas 78:253–259. https://doi.org/10.1016/j.measurement.2015.10.016
Wang S, Miranda AG, Shih C (2010) A study of investment casting with plastic patterns. Mater Manuf Process 25:1482–1488. https://doi.org/10.1080/10426914.2010.529585
Karl-Friedrich Krey MME, Ratzmann A (2021) Investment casting with FFF (fused filament fabrication)–printed appliances: the intermediate step. Quintessence Int 52(7):618. https://doi.org/10.3290/j.qi.b1098311
Pradhan SR, Singh R, Banwait SS, Puhal MS, Singh S, Anand A (2021) A comparative study on investment casting of dental crowns for veterinary dentistry by using ABS patterns with and without wax coating. E3S Web Conf 309:1020. https://doi.org/10.1051/e3sconf/202130901020
Fedorov K, Fayazbakhsh K, Ravindran C (2022) Surface roughness and dimensional tolerances in A319 alloy samples produced by rapid investment casting process based on fused filament fabrication. Int J Adv Manuf Technol 119:4423–4437. https://doi.org/10.1007/s00170-021-08644-5
Jiang W, Fan Z (2018) Novel technologies for the lost foam casting process. Front Mech Eng 13:37–47. https://doi.org/10.1007/s11465-018-0473-2
Strano G, Hao L, Everson RM, Evans KE (2013) A new approach to the design and optimisation of support structures in additive manufacturing. Int J Adv Manuf Technol 66:1247–1254. https://doi.org/10.1007/s00170-012-4403-x
Gibson I, Rosen DW, Stucker B, Khorasani M (2021) Extrusion-based systems. Additive manufacturing technologies, 17th edn. Springer, Cham, pp 147–173. https://doi.org/10.1007/978-3-030-56127-7
Stratasys Support Center (2024) ABS-P400 production - grade thermoplastic for dimension 3D printers. https://support.stratasys.com/download/FF43771D-D373-4728-BFD1-4D630B15BC86. Accessed 23 May 2024
ASTM D638–14 (2022) Standard test method for tensile properties of plastics. https://www.astm.org/d0638-14.html. Accessed 8 Jun 2024
Alfaro JA, Grünschloß E, Epple S, Bonten C (2015) Analysis of a single screw extruder with a grooved plasticating barrel – part I: the melting model. Int Polym Process 30:284–296. https://doi.org/10.3139/217.3021
Whyman S, Arif KM, Potgieter J (2018) Design and development of an extrusion system for 3D printing biopolymer pellets. Int J Adv Manuf Technol 96:3417–3428. https://doi.org/10.1007/s00170-018-1843-y
Zhou Z, Salaoru I, Morris P, Gibbons GJ (2018) Additive manufacturing of heat-sensitive polymer melt using a pellet-fed material extrusion. Addit Manuf 24:552–559. https://doi.org/10.1016/j.addma.2018.10.040
Billah KMM, Heineman J, Mhatre P, Roschli A, Post B, Kumar V, Kim S, Haye G, Jackson J, Skelton Z, Kunc V, Hassen AA (2021) Large-scale additive manufacturing of self-heating molds. Addit Manuf 47:102–282. https://doi.org/10.1016/j.addma.2021.102282
Mittal YG, Kamble P, Gote G, Patil Y, Mehta AK, Karunakaran KP (2023) A novel analytical model for screw extrusion of thermoplastic ABS with emphasis on additive manufacturing. Manuf Lett 35:652–657. https://doi.org/10.1016/j.mfglet.2023.08.054
UltiMaker (2023) UltiMaker Cura. https://ultimaker.com/software/ultimaker-cura. Accessed 13 Jan 2023
Kiswanto G, Kholil A, Istiyanto J (2023) Effect of infill pattern on impact toughness, microstructure, and surface roughness of Inconel 625 built via filament-based material extrusion additive manufacturing. J Manuf Mater 7(3):114. https://doi.org/10.3390/jmmp7030114
Supersonics. Agitation Tank (product). https://supersonics.co.in/product/agitationtank. Accessed 5 Jul 2024
Shroyer HF (1983) Process for preparation of support tooling for extrusion dies. US Patent 4,39,7080. https://image-ppubs.uspto.gov/dirsearch-public/print/downloadPdf/4397080
Costanza G, Tata ME, Trillicoso G (2021) Al foams manufactured by PLA replication and sacrifice. Int J Lightweight Mater Manuf 4:62–66. https://doi.org/10.1016/j.ijlmm.2020.07.001
Upadhyay M, Sivarupan T, El MM (2017) 3D printing for rapid sand casting-a review. J Manuf Process 29:211–220. https://doi.org/10.1016/j.jmapro.2017.07.017
Imporo Precision (2022) Investment casting surface finish. Impro Precision Industries Limited. https://www.improprecision.com/investment-casting-surface-finish. Accessed 3 Jul 2024
Karimian M, Ourdjini A, Idris MH, Jafari H (2015) Effects of casting parameters on shape replication and surface roughness of LM6 aluminium alloy cast using lost foam process. Trans Indian Inst Met 68:211–217. https://doi.org/10.1007/s12666-014-0446-z
Liu Q, Leu MC, Richards VL (2004Oct) Schmitt SM (2004) Dimensional accuracy and surface roughness of rapid freeze prototyping ice patterns and investment casting metal parts. The International Journal of Advanced Manufacturing Technology 24:485–495. https://doi.org/10.1007/s00170-003-1635-9
Kumar P, Ahuja IS, Singh R (2016) Effect of process parameters on surface roughness of hybrid investment casting. Prog Addit Manuf 1:45–53. https://doi.org/10.1007/s40964-016-0004-9
Nguyen TT, Tran VT, Pham THN, Nguyen V-T, Thanh NC, Thi HMN, Duy NVA, Thanh DN, Nguyen VTT (2023) Influences of material selection, infill ratio, and layer height in the 3D printing cavity process on the surface roughness of printed patterns and casted products in investment casting. Micromachines 14(2):395. https://doi.org/10.3390/mi14020395
Anglani A, Pacella M (2018) Logistic regression and response surface design for statistical modeling of investment casting process in metal foam production. Procedia CIRP 67:504–509. https://doi.org/10.1016/j.procir.2017.12.252
Acknowledgements
The authors would like to thank Dixita A. Yadav and Shaun Pinto of Don Bosco Institute of Technology (DBIT), Kurla, Mumbai; Paras Mandal of Pillai College of Engineering, Navi Mumbai, Mumbai; and Shreyash Solapure of the Rapid Manufacturing (RM) Lab, IIT Bombay, for their contributions towards this research. The authors would also like to thank Mr. Arun Nair, Mr. Shashank Shukla and Mr. Anurag of the Machine Tools Lab (MTL), IIT Bombay, for their help and guidance for the surface roughness and CMM measurements.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
Yash Gopal Mittal: conceptualization, investigation, writing and original draft preparation. Yogesh Patil: investigation and validation. Pushkar Kamble: methodology and experimentation. Gopal Gote: visualization and figures. Avinash Kumar Mehta: project administration and testing. Karuppasamy Poolan Karunakaran: supervision and review.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mittal, Y.G., Patil, Y., Kamble, P. et al. Metal casting using soluble pattern produced via additive manufacturing. Int J Adv Manuf Technol 134, 3905–3923 (2024). https://doi.org/10.1007/s00170-024-14339-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14339-4