
Abstract
This paper summarises the recent progress of nanofluids and hybrid nanofluids in various machining processes including milling, turning, grinding and drilling. Thermophysical properties of nanofluid and hybrid nanofluid, such as viscosity, thermal conductivity, stability and wettability, are also discussed. Results showed that thermal conductivity and viscosity of nanofluid are strongly affected by temperature, mass volume fraction, types of nanoparticles and nanoparticle size. Thermophysical properties of hybrid nanofluids are greater than those of nanofluids and base fluids. Scientific findings also indicated that nanofluids and hybrid nanofluids outperform other cooling-lubrication techniques. The application of nanofluids and hybrid nanofluids enhances the surface finish and reduces the cutting temperature, cutting force and tool wear during machining. However, more research work is still needed to determine their applicability in practical industries, especially in the usage of hybrid nanofluid in milling and drilling processes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
A contact of the workpiece and cutting tool will generate heat at the contact zone during machining [1]. The rising temperature at the contact zone will exert a negative effect on the machining performance such as high tool wear, high cutting force, and result in poor finishing quality. Therefore, cooling and lubrication are extremely important in this area. Cutting fluid, which is normally used as a coolant or lubricant, is essential in machining processes [2]. According to Samanta et al. [3], cutting fluid (water-based fluid) is used to cool the cutting area during machining and eliminate the unwanted effect of heat on both the workpiece and tools. In addition, cutting fluid (oil-based fluid) also works as a lubricant by penetrating in the chip–tool interface to reduce friction and prevent build-up edge formation. The cutting fluid also helps in the chip removal from the cutting zone and protects the machine tool against corrosion to improve the accuracy and ease of use during machining.
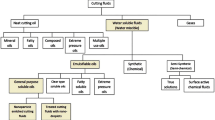
Figure 1 shows the various types of cooling–lubrication techniques, such as dry machining, wet machining, minimum quantity lubricant (MQL), cryogenic cooling, nanofluid and hybrid nanofluid. According to Goindi and Sarkar [4], dry machining is conducted without the assistance of any cutting fluids. Tool wear is high in this technique because of the effects of several wear mechanisms, such as abrasion, adhesion and diffusion, which reduce the tool life [5]. Furthermore, without the use of cutting fluid, chips formed during machining processes that cannot be washed away result in flaws on the machined surface [2].

Cooling–lubrication techniques in machining
Wet machining/flood cooling is another type of cooling–lubrication technique that involves supplying a constant stream of fluid to the tool work or chip–tool interface during the machining operation [6].Wet machining requires more coolant fluid than MQL or any other cooling system. Gueli et al. [7] investigated the machining performance of slot milling of Inconel 718 under dry and flood cooling conditions by varying the depth of cut and feed rate. The results indicated that the average surface roughness of machined slots is slightly lower for flood coolant machining compared with that of dry machining at a lower depth of cut and feed rate settings. However, Razak et al. [8] analysed wet machining and revealed that nonuniform surface roughness is formed and the final surface presents an alternate shiny and dull area. Meanwhile, Najiha and Rahman [9] discovered that the cutting edge is completely damaged due to attrition and adhesion when wet machining is used with flooded conditions.
MQL is a lubricant sprayed in a fine mist over the workpiece surface and the cutting tool after being mixed with compressed air [10]. Jagatheesan et al. [11] investigated the impact of MQL in the turning process with AISI 4320 alloy steel and showed that MQL provides excellent tool and workpiece interplay, low temperature and minimal cutting force. These results are consistent with recent study of Sun et al. [12], whereby milling force and cutting temperature by using MQL decrease by 12.8% and 9.2%, respectively, compared to that of dry milling.
Cryogenic machining is an environmentally friendly cooling method that typically employs liquid nitrogen as the cooling medium [13]. An external spray cooling cryogenic machining setup was created to spray the cryogenic coolant at the machining zone [14]. Pusavec et al. [15] revealed that cryogenic machining produces lower surface roughness compared with other machining methods. Danish et al. [16] also showed that the cryogenic–LN2 system can significantly reduce the cutting force by 32.1%, tool flank wear by 33.3%, and total energy consumption by 18% compared with dry machining conditions. Table 1 shows some of the previous research that conducted by using different cooling–lubrication techniques.
Nanofluids have shown higher efficiency at heat transfer than conventional fluids in recent studies. Nanofluid is a dispersion of nanometre-sized solid particles in base fluids, such as water and oils [17]. In 2019, Sirin and Kivak [18] reported that better surface roughness values, lower cutting force and better tool wear are observed when hBN nanofluid is used during cutting instead of MoS2 and graphite nanofluids. Chakma et al. [19] discovered that machining aluminium metal matrix nanocomposite with carbon nanotube nanofluid significantly enhances surface quality compared with that in dry environment. Danish et al. [20] concluded that the interlayer slip behaviour of graphene in sunflower oil reduces the contact surface between the tool and workpiece and results in improved surface morphology and machining efficiency.
Hybrid nanofluid, another type of cutting fluid, is a combination of two or more nanoparticles mixed in a medium of base fluid. In 2016, Sidik et al. [21] reported that hybrid nanofluids present higher heat transfer performance and thermophysical properties compared to nanofluids with a single type of nanoparticle. Similarly, Sarkar et al. [22] demonstrated that hybrid nanofluids present higher thermal conductivity than individual nanofluids because of the synergistic effect. The hybrid nanofluid can be produced by suspending (i) various types of nanoparticles (two or more) and (ii) composite nanoparticles in the base fluid.
By using different cooling–lubrication techniques in machining, the machining performance has been extensively investigated with various optimisation methods. For example, Aslantas et al. [23] explored the multi-objective optimisation of micro-turning process parameters, such as cutting speed, feed rate and depth of cut, using response surface method (RSM). The researchers revealed that optimised values for surface roughness of Sa and Sz are 0.50 and 4.16 µm, respectively, and the material removal rate is 239.03 mm3/min. Jamil et al. [24] also used the RSM to design experiments for bone drilling with micro cooling spray technique. The researchers reported that parameters of cutting speed and feed rate highly influence temperature and thrust force, respectively. Danish et al. [25] utilised the RSM to develop an arithmetic model for predicting the maximum temperature of the surface during cryogenic and dry machining of AZ31 magnesium alloy. The investigation revealed that the cutting speed, feed rate and depth of cut present a significant impact on the maximum temperature. Sada and Ikpeseni [26] applied artificial neural network (ANN) and adaptive neuro-fuzzy inference system (ANFIS) models to predict the metal removal rate and tool wear in the turning process of AISI 1050 steel. The researchers indicated that ANN outperforms ANFIS techniques in terms of the accuracy of results. Apart from these methods, genetic algorithm (GA) technique has also been widely used in optimisation studies. Kabil and Kaynak [27] reported that optimisation via GA can effectively increase the machining performance (material removal rate, tool wear and power consumption) of Titanium Ti-5553 alloy.
In the literatures, although many experimental and modelling studies have been conducted on machining performance using various cooling–lubrication techniques, a comprehensive review on the use of nanofluid and hybrid nanofluid in the machining area is still scarce. Therefore, this paper aims to provide a critical and comprehensive review of the current advancements in the application of nanofluids and hybrid nanofluids in machining, particularly in turning, grinding, milling and drilling processes. The multi-response optimisation studies and the mechanism of nanofluid and hybrid nanofluid techniques for improving the machining performance also have been explained. This paper also discusses the thermophysical properties of nanofluids and hybrid nanofluids, such as viscosity, thermal conductivity, stability and wettability.
2 Nanofluid and hybrid nanofluid
The term nanofluid was first coined by Choi and Eastman [17] at Agronne National Laboratory in the USA. Raja et al. [59] stated that nanofluid is created from the dispersion of nanomaterials in base fluids, such as oil and water. This new type of heat transfer fluids has attracted considerable research attention in the last few decades. Nanofluid is more efficient at heat transfer than conventional cutting fluids. As for nanoparticles, the size is 1–100 nm and the widely used nanoparticles are metal and metal oxide nanoparticles.
Yu and Xie [60] demonstrated that nanofluid can be prepared using a one- or two-step method. Base fluids are very important in the stage of nanofluid preparation because of special requirements of nanofluids, such as stable and even suspension, low particle agglomeration, adequate durability, absence of chemical change of particles or fluid, good fluidity, low viscosity and high thermal conductivity [60, 61]. According to Heris et al. [62], base fluids, such as ethylene glycol, oil and water, show poor heat transfer. Therefore, properties should be enhanced to improve their suitability for cutting fluids in practical metal cutting operations. Nanofluids have been widely used in many industry sectors as coolant, lubricant and heat transfer agent due to their advantages of high safety margin, reduced cost, reduced size of the system and improved efficiency of heat conversion [63].
Hybrid nanofluids are considered an extension of nanofluids and formed by suspending two or more different nanoparticles in a base fluid in either composite or mixture form [22]. The benefit of hybrid nanofluid in heat transfer enhancement is due to its synergistic effect. Hybrid nanofluids may present better thermal properties compared with base fluids and nanofluids containing a single nanoparticle [64].
Figure 2 depicts the lubrication mechanism and tribochemical reaction effect of the base fluid with nanoparticles. There are few mechanisms have been observed, such as rolling, interlayer sliding, polishing, mending and protective film. The rolling mechanism refers to nanoparticles that roll like bearings between friction surfaces. If the shear force applied to nanoparticles is sufficiently large to overcome van der Waals force, then sliding between nanoparticles layers will occur and result in an interlayer sliding effect. In terms of the polishing mechanism, nanoparticles will grind the peaks under high pressure and speed to smoothen the surface, reduce friction and improve surface quality. As for mending mechanism, the occurrence of fine nanoparticles subsides and they become adsorbed in the furrows whilst lowering the surface roughness. In addition, nanoparticles also adhere to the contact surface and form a physical tribo-film, which reduces friction and wear [65].

Nanofluid mechanisms formed in the cutting zone. Reprinted from [66] with permission from Elsevier
3 Thermophysical properties of nanofluid and hybrid nanofluid
3.1 Viscosity
Investigation of the viscosity rate is important to reveal the fluidic behaviour of the liquid [67]. According to the previous studies, temperature significantly affects the viscosity of nanofluid and hybrid nanofluid. Dardan et al. [68] revealed that with the increment of temperature at a range of 25–30 °C, the viscosity reduces due to the enhancement of nanofluid movement. However, when the temperature further increases, the movement of nanotube becomes perpendicular to the flow direction, thereby increasing the viscosity. Esfe et al. [69] investigated the viscosity of ZnO–MWCNT/10w40 hybrid nanofluid at a temperature from 5 to 55 °C with a solid volume fraction of 0.05–1% and showed that the viscosity decreases as the temperature increases.
Other than temperature, mass volume fraction is another factor that influences the nanofluid and hybrid nanofluid viscosity. Figure 3 illustrates the variations of dynamic viscosity with nanoparticles volume fraction at different temperatures [70]. The viscosity clearly increases with the increase of the nanoparticle volume fraction. This result is consistent with the findings of Ghasemi and Karimipour [71], wherein the viscosity of CuO–paraffin nanofluid significantly changes when the particle mass fraction is higher than 1.5 wt%. According to Hemmat et al. [72], collisions between nanoparticles and the base fluid caused by van der Waals forces will increase and result in the increase of viscosity when the amount of nanoparticles in a constant volume of a liquid increases.

Variation of dynamic viscosity to solid volume fraction at different temperature. Reprinted from [70] with permission from Elsevier
Notably, the effect of particle size on the viscosity of nanofluids achieves contradictory results. According to Hu et al. [73], the relative viscosity of the nanofluid increases with the increase of the particle size, particularly at a high volume fraction. However, Nithiyanantham et al. [74] indicated that the nanofluid with smaller particles (SiO2: 27 nm) present higher viscosity than those with larger particles (SiO2: 450 and 800 nm) due to the availability of larger surface area. Hu et al. [73] concluded that interparticle spacing and extent of particle aggregation, which are highly influenced by nanoparticle size, are extremely important factors in determining the viscosity of nanofluids.
The viscosity of different types of nanofluids has been extensively investigated. For example, Kazemi et al. [75] investigated the effect of adding silica (SiO2) and graphene (G) nanoparticles as well as their hybrid (G [30%] + SiO2 [70%]) on the viscosity of water. The researchers discovered that the SiO2/water mono-nanofluid indicates the least rise in viscosity amongst the three types of nanofluids at high concentrations. Furthermore, Shahsavar et al. [76] demonstrated that the viscosity of CNT–Fe3O4 hybrid nanofluid is nearly 28.60% higher than that of Fe3O4 nanofluid. The presence of CNT significantly affects the increase of viscosity value on hybrid nanofluids. Ahammed et al. [77] revealed that the viscosity of graphene–alumina hybrid nanofluid is greater than that of the alumina nanofluid but lower than that of the graphene nanofluid. However, Yang et al. [78] indicated that describing the effect of particle type on viscosity is impossible because viscosity values for different nanofluids vary substantially and appear erratic.
3.2 Thermal conductivity
Thermal conductivity refers to the fluid’s ability to absorb and disperse heat to its surrounding. Temperature significantly affects the thermal conductivity of nanofluid and hybrid nanofluid. According to Baby and Sundara [79] and Madhesh et al. [80], the nanofluid’s thermal conductivity increases as the temperature increases. Besides that, many studies have explored the influence of nanoparticle concentration on thermal conductivity. For example, Thakur et al. [81] discovered that the thermal conductivity of SiC nanofluids improves when the nanoparticle concentration increases, as shown in Fig. 4. Hamid et al. [82] also showed that the thermal conductivity of TiO2–SiO2 hybrid nanofluids is higher than that of the base fluid at all concentrations and the maximum thermal conductivity occurs at a concentration of 3.0%. This finding is consistent with data obtained by Sajid and Ali [83], whereby the concentration of nanoparticles is directly proportional to thermal conductivity due to the high thermal conductivity of nanoparticles. However, other reports also claimed that there is no improvement of thermal conductivity, especially at high concentrations [84, 85]. Nfawa et al. [85] reported that the decline of thermal conductivity above a volume concentration of 1% is attributed to the decrease of the specific area-to-volume ratio of nanomaterials and the formation of nanoparticle clusters.

Variation of thermal conductivity with concentration of SiC. Reprinted from [81], Copyright 2020, with permission from Springer
Particle size is another crucial factor that influences the thermal conductivity of nanofluid and hybrid nanofluid. For example, Nithiyanantham et al. [74] compared the effect of SiO2 nanoparticle size (27, 450 and 800 nm) on the thermal conductivity of nanofluid and revealed that larger spherical-shaped SiO2 nanoparticles have lower thermal conductivity than smaller nanoparticles. This observation is consistent with the findings of Loong et al. [86]. Yang et al. [78] stated that the increase of thermal conductivity with small particles is due to enhanced Brownian velocity and surface effect that small particles can achieve.
Apart from the aforementioned factors, particle type also affects the thermal conductivity of nanofluids and hybrid nanofluid. According to Yang et al. [78], carbon nanomaterials (CNTs and graphene), metals (Au, Ag, Cu and Fe) and metal oxides (CuO, Al2O3, TiO2, ZnO, SiC and SiO2) are commonly used nanomaterials. High thermal conductivity in nanoparticles can remarkably enhance the thermal conductivity of nanofluids in general. For example, Loong et al. [86] investigated various types of metal oxide (Al2O3, CuO, MgO, TiO2, SiO, ZnO and ZrO2) water-based nanofluids and discovered that the MgO nanofluid presents the best heat transfer performance amongst these metal oxides due to its high thermal conductivity. In addition, CNTs and graphene nanomaterials are also widely known for their capability to enhance the thermal conductivity of nanofluids due to their exceptional thermal conductivity [64]. Nasiri et al. [87] found that single-walled CNT nanofluid demonstrated the maximum improvement in thermal conductivity over the base fluid. Furthermore, Das et al. [88] showed that 0.1 wt% of graphene nanoparticles can enhance the thermal conductivity of graphene nanofluid by 29% compared with that of deionised water.
3.3 Stability
Nanofluid stability can be affected by many factors, such as dielectric constant of base fluid, pH value, particle size, shape and concentration of nanofluid. Zhu et al. [89] and Kim et al. [90] used zeta potential to examine the stability of copper and Au–water nanofluids, respectively. According to Hwang et al. [91], suspended nanoparticle characteristics (particle morphology and chemical structure) and the base fluid significantly impacted the nanofluid stability. Similarly, Suresh et al. [92] showed that the nanofluid stability reduces with the increase of volume concentration. The stability of the nanofluid seriously influences the machining performance. This view is also supported by Kim et al. [93], who found that the stability of the water-based bohemite alumina nanofluid significantly depends on the particle shape. The researchers concluded that the sedimentation of blade-shaped particles is faster than that of platelet- and brick-shaped particles. Poor stability was also observed with the increase of particle concentration because the van der Waals attractive potential dominated over the electrostatic repulsive potential and caused the agglomeration of nanoparticles that led to sedimentation [94]. According to Sharmin et al. [95], 0.3 vol% of carbon nanotube nanofluid can be used as an efficient coolant to improve the surface roughness, cutting force and tool wear because of its high stability.
3.4 Wettability
Contact angle values in the surface wettability test represent the ability of lubricants to wet metal surfaces, and a low contact angle value (high wettability) increases the chances of tribo-film formation [96]. Kumar et al. [97] revealed that the alumina–MoS2 hybrid nanofluid recorded the smallest contact angle compared with the alumina nanofluid and base fluid. This result is consistent with those of Xie et al. [96]. The lower contact angle of SiO2:graphene combination nanofluids than that of pure water and graphene nanofluids indicated that the workpiece surface is more wettable with SiO2:graphene combination nanofluids than that with pure water and graphene nanofluids.
According to Kumar et al. [98], physical and morphological features of nanoparticles significantly affect wettability characteristics. Figure 5 shows that the contact angle of hard nanoparticles, such as B4C, ZnO and Al2O3, remarkably decreases compared with that of soft nanoparticles (WS2, MoS2 and h-BN) when added to the base fluid (DI water).

a 3D profile of refined silicon nitride surface and b–k contact angle between the surface and various nanofluids. Reprinted from [98] with permission from Elsevier
4 Nanofluid and hybrid nanofluid in the machining process
4.1 Turning
Turning or lathe is a type of machining operation that removes unwanted materials from the workpiece using a single-point cutting tool to obtain the final product. A preshaped material was attached to the fixture on the turning machine and then rotated at a high-speed motion during the lathe operation [99]. Due to the regular contact of workpiece and cutting tool, the cutting zone generated a considerable amount of heat and deteriorated the surface finish of the product. Lubricants and coolants are normally supplied to the workpiece–tool intersection to solve this issue. Various types of nanofluids have been applied to the turning operation due to their great advantages. For example, Amrita et al. [100] revealed that the addition of nanographite increases the heat carrying capacity of soluble oil, thereby improving tool wear, surface roughness and cutting force compared with dry and wet conditions. Saravanakumar et al. [101] investigated the turning process with and without silver nanoparticles under different machining conditions. The researchers claimed that tool tip temperature can reduce with the inclusion of 0.5 vol% of silver nanoparticles, mainly due to the increase of thermal conductivity of the silver nanofluid caused by the interfacial layer between nanoparticles and the liquid interface as well as the Brownian motion of nanoparticles.
Su et al. [102] turned the AISI 1045 using vegetable-based oil mixed with graphite nanoparticles through the MQL method. The results indicated that the temperature and cutting force remarkably reduce when the nanofluid MQL is used. Li et al. [103] revealed that the efficiency of cooling and lubrication enhances as the frictional force and cutting temperature significantly reduces with the addition of graphene oxide nanosheets into the coolant. As illustrated in Fig. 6, under nanofluid minimum quantity lubrication (NMQL), tool wear evidently decreased by 18.17% and 4.54% and surface quality improved by 55.58% and 5.48% compared with those under dry and flood machining, respectively [104].

Tool wear and surface roughness under dry, wet and NMQL. Reprinted from [104], Copyright 2018, with permission from Springer
Duc et al. [105] compared the turning performance of MoS2 and Al2O3 nanofluids on 90CrSi steel and demonstrated that the Al2O3 nanofluid achieves better surface finish compared with the MoS2 nanofluid. Khan et al. [106] compared the machining performance of Ag and Cu nanofluids and showed that Cu-based nanolubricant produces a lower coefficient of friction, cutting force and cutting temperature than Ag-based nanolubricants. Yi et al. [107] indicated that the respective tool flank wear reduces by about 44.1%, 53.9% and 71.3% when 0.1, 0.3 and 0.5 wt% of graphene oxide (GO) nanofluids are used instead of conventional coolants (Fig. 7). MQL turning of SiC–based nanofluids exhibited better performance than MQL turning in terms of temperature, cutting force and surface roughness height [81]. Other important studies that utilise nanofluids in the turning process are summarised in Table 2.

SEM image of tool flank wear using various types of coolant: a conventional coolant b 0.1 wt.% GO coolant c 0.3 wt.% GO coolant d 0.5 wt.% GO coolant. Reprinted from [107] with permission from Elsevier
Hybrid nanofluids have been widely used as coolant in the machining process in recent years. For example, Kumar et al. [97] demonstrated that the Al–MoS2 hybrid nanofluid shows a significant reduction of 7.35% in cutting force (Fz), 18.08% in feed force (Fx), 5.73% in thrust force (Fy) and 2.38% in surface roughness compared with the Al2O3 mixed nanofluid. The results showed that the reduction in cutting force and surface roughness can be attributed to the entrapment of nanoparticles in porous abrasives and tribo-film layers consisting of the Mo–S–P (molybdenum, sulphur and phosphorus) chemical complex at the machining zone that generates lubrication due to the continuous shearing and alignment. Gugulothu and Pasam [108] also presented that minimum surface roughness can be obtained using the CNT/MoS2 hybrid nanofluid compared with that of dry machining and conventional cutting fluids. Jamil et al. [109] reported that Al2O3–MWCNT hybrid nanofluid can reduce 8.72% of surface roughness and 11.8% of cutting force whilst increasing the tool life by 23% compared with cryogenic cooling. Kumar and Krishna [110] examined the efficiency of CuO and Al2O3 hybrid nanofluids at various weight percentages during the turning process of AISI 1018 steel. The findings indicated that the combination of CuO and Al2O3 (50:50) can reduce the surface roughness value to a maximum of 13.72%. Moreover, the combination of CuO and ZnO with coconut oil can lead to a better surface finish than other syntheses [111]. Khan et al. [112] compared the turning performance of AISI52100 steel using base fluid, Al2O3 nanofluid and Al–GnP hybrid nanofluid. The results revealed that the hybrid nanofluid MQL achieves the best surface quality, cutting power, MRR and tool life compared with other cutting fluids.
4.2 Drilling
Drilling is a simple machining process that uses a spiral fluted tool to remove the material in a circular motion to create a hole [123]. High temperature at the cutting zone will affect the surface quality during machining because the tip of the drill bit begins to burn and wear [124].
Nanofluids have recently been utilised to improve the drilling performance. For example, Chatha et al. [125] revealed that the use of nanofluids with MQL enhances the number of drilled holes whilst decreasing thrust forces and drilling torques compared with the use of pure MQL, wet and dry drilling conditions. These findings are consistent with those of Huang et al. [126]. The researchers stated that the use of 2 wt% of nanodiamond in micro drilling with MQL can reduce the force, torque and burr formation around the holes and thus increase the cutting tool life with the reduction of force. Liew et al. [127] performed the drilling process on titanium alloy using carbon nanofibre nanofluid. When compared the results with those utilising pure deionised water, the carbon nanofibre nanofluid produces better surface finish and lower cutting temperature. Compared with the coconut oil–based fluid, Muthuvel et al. [128] stated that copper nanofluid can reduce the surface roughness and flank wear by 71% and 53%, respectively, with the optimum setting predicted via ASN-RSM.
Babu and Muthukrishnan [129] investigated the effect of copper nanofluid under MQL condition in the drilling of AA 5052 alloy. The results indicated that the use of copper nanofluid significantly decreases the cutting temperature, tool wear and surface roughness compared with the application of oil lubrication and dry machining. Moreover, nanofluids under MQL generated a thin protective cover on the machined zone and thus lowered the machining temperature and friction at the tool–workpiece interface whilst reducing the adhesion wear and chipping on the inserts. This view is further supported by Khanafer et al. [130]. When using MQL nanofluid, the tribo-film that formed between the cutting tool and the inner drilled hole (Fig. 8) can reduce the rubbing action caused by the rolling effect, thus reducing the cutting heat and burrs cut around the circumference of the drilled hole (Fig. 9). Other important studies that use nanofluids in the drilling process are listed in Table 3.

Schematic of nanofluid mist mechanisms in the drilling zone. Reprinted from [130], Copyright 2020, with permission from Springer

SEM of burr formation using a flood b pure MQL c MQL-nanofluid. Reprinted from [130], Copyright 2020, with permission from Springer
4.3 Grinding
Grinding is an abrasive machining process that is commonly used in the finishing process for component that requires accurate dimensional tolerances and smooth surface textures [123]. Surface texture and precision obtained through grinding are 10 times greater than those via turning or milling. Abrasive grains come into controlled contact with the rotating wheel in a binder during the grinding process. According to Sanchez et al. [138], the heat generated during the grinding operation may negatively affect the surface integrity in the form of metallurgical transformations and oxidation. Coolants and lubricants were used to reduce the resistance within the wheel and workpiece to protect them from unfavourable conditions, such as heat distortion, burning, undesirable waste, tensile stress and phase transformation. Moreover, coolants and lubricants can also wash out chips, free the wheel surface from contaminations and thus reduce heat generation and grinding force [139]. Tu et al. [140] concluded that the use of cutting fluid in the grinding process is an important factor to ensure that the fluid can penetrate the contact zone and maintain its lubricating effectiveness.
Wang et al. [141] explored the temperature distribution of 45 steel during the grinding process under four cooling and lubrication conditions, namely, dry, MQL, nanofluid and flood conditions. The researchers discovered that the grinding zone temperature is significantly reduced because of the excellent heat transfer property of nanofluids. Setti et al. [142] demonstrated that the tangential force and grinding zone temperature decrease when nanofluids are utilised. In 2017, Li et al. [143] carried out the grinding process on Ni-based alloy using nanofluid MQL with six different types of nanoparticles. The CNT nanofluid presented the lowest grinding temperature amongst the investigated nanofluids due to its highest heat transfer coefficient. Dambatta et al. [144] showed that forces and surface roughness decrease significantly when SiO2 nanofluid is used. According to Wang et al. [145], nanoparticles can easily penetrate into the sliding contact, form a protective film and convert sliding friction into sliding–rolling composite friction between grains and the workpiece (Fig. 10a). Furthermore, nanoparticles can fill cavities and incomplete spaces on the workpiece surface, repair dents on the friction surface and result in mending effect (Fig. 10b) that can improve workpiece surface quality. Previous studies that utilise nanofluids in the grinding process are listed in Table 4.
Similar to nanofluids, hybrid nanofluids have also been used in the grinding process. Zhang et al. [146] presented that MoS2/CNT hybrid nanoparticles can significantly improve surface quality compared with the pure nanofluid with a single nanoparticle (Fig. 11). These findings are consistent with those of Zhang et al. [147]. The study noted that hybrid nanofluid MQL grinding is superior over pure nanofluid MQL grinding due to the ‘physical synergistic effect’. Hamid et al. [82] exhibited that MoS2–WS2 hybrid nanofluid reduces the specific grinding energy and grinding force by 39% and 27%, respectively, when compared with deionised water; meanwhile, the hybrid nanofluid also reduces chipping layer depth and surface roughness by 86% and 41%, respectively, compared with flood grinding.

a Protective films and b mending effect of nanoparticles in grinding. Reprinted from [145] with permission from Elsevier

SEM image of workpiece using different machining conditions. Reprinted from [146] with permission from Elsevier
4.4 Milling
The milling process is operated by removing the chip with rotational and multi-teeth tool on a fixed workpiece [123]. Many studies on the use of nanofluids in the milling process have demonstrated significant improvement in machining performance. For example, Kim et al. [168] indicated that the hBN nanofluid MQL with chilly CO2 gas can produce better surface finish and reduce the coefficient of friction and tool wear. Their findings are supported by Kim et al. [169], and the results showed that chilly CO2 gas with only 0.1 wt% of nanodiamond nanofluid in MQL can reduce milling forces and coefficient of friction. According to Sirin and Kivak [18], hBN nanofluid can obtain better surface roughness, lower cutting force and improved tool wear compared with the MoS2 and graphite nanofluid. The machined surface with graphene nanofluid MQL can also produce a smoother surface without adhesion and large furrows compared with machining under dry and gas conditions [170]. The summary of previous studies that utilise nanofluids in the milling process is presented in Table 5.
Researchers have also attempted to examine the milling machining performance using hybrid nanofluids. Sahid et al. [171] revealed that the combination of cutting parameters and MQL-hybrid nanocoolant is critical in attaining enhanced surface roughness, satisfactory material removal rate and reduced tool wear. Jamil et al. [172] reported that due to the tribo-film formation of Al2O3-MWCNT hybrid nanofluid, variable-sized nanoparticles function as spacers to reduce the severity of tool rubbing on the workpiece surface, fill microvoids on the workpiece surface and function as ball bearing in the rolling action. As a result, tool life and surface finish can be improved.
5 Optimisation of machining performances under nanofluid and hybrid nanofluid
Many research papers have been published demonstrating the effectiveness of optimisation techniques for machining process under nanofluid and hybrid nanofluid. For example, Chakma et al. [19] utilised the Taguchi orthogonal array design to optimise the turning parameters of an aluminium metal matrix nanocomposite. The researchers discovered that high cutting speeds and low feed rates can significantly improve the surface quality when carbon nanotube nanofluid is used. Liew et al. [186] carried out multi-response optimisation in turning D2 steel using the Taguchi-RSM integration method. The experimental results revealed that a cutting speed of 144.58 m/min, feed rate of 0.14 mm/rev and usage of carbon nanofiber nanofluid as coolant produce the optimal tool wear and surface finish.
Besides that, in the milling of Inconel 718, Barewar et al. [187] incorporated the Taguchi grey relational analysis (TGRA) to investigate the effect of cutting speed, feed rate and machining environment (Ag/ZnO hybrid nanofluid-MQL, dry and MQL) on the surface roughness and cutting temperature. They concluded that at the cutting speed of 30 mm/min, feed rate of 0.036 mm/tooth and Ag/ZnO hybrid nanofluid-MQL cutting environment, multi-response–optimised machining performance can be achieved. Jamil et al. [172] also reported that by using Taguchi method, the desirability function attempts to obtain a balanced operating level to achieve minimal energy consumption, enhanced surface quality and high material removal rate in the milling of Ti–6Al–4 V alloy when hybrid nanofluids Al2O3-MWCNTs is added.
Furthermore, Junankar et al. [188] used multi criteria decision-making hybrid approach to optimise the turning parameters under CuO and ZnO nanofluid-MQL. They found that CuO nanofluid showed better enhancement by reducing the surface roughness and machining temperature as compared to ZnO nanofluid. Huang and Chen [189] used ANN and TGRA to develop a highly accurate micro drilling predictive model and reported that the parameter combination for predicting the optimal micro drilling force and torque deviated from the experiment results by just 0.44% and 1.24%, respectively. Garg et al. [132] revealed that genetic programming (GP) has performed better than the ANFIS model on the thrust force and material removal rate in micro drilling process.
6 Challenges and future works
On the basis of previous studies, maintaining the stability of nanofluids and hybrid nanofluids remain challenging in actual application despite their ability to improve the machining performance compared with conventional fluids. The stability of nanofluid was mainly affected by the agglomeration and the formation of large clusters of suspended particles [94]. The nanoparticle agglomeration causes not only the settlement and clogging of micro channels but also a reduction in the thermal conductivity of nanofluids [60]. Therefore, surfactants have been used to enhance the stability of nanofluid [60]. Although the addition of surfactant can effectively enhance nanoparticle dispersibility, surfactants may cause some problems. For example, the addition of surfactants may contaminate heat transfer media; produce foam during the heating process [190] and likely degrade the viscosity, thermal conductivity and chemical stability of nanofluids when an excessive amount of surfactant is added [191]. Therefore, the stability of nanofluid and hybrid nanofluid requires further investigation. The machinist should use a stirrer or ultrasonic vibration in the coolant tank to assist the machining process and ensure excellent output when nanofluids or hybrid nanofluids are used as coolant in machining. The stirrer or ultrasonic vibration of nanofluids may help disperse nanoparticles in the suspension and avoid sedimentation during the machining process.
In addition to the stability issue of nanofluids, high production cost is another major factor that may hinder the practical industrial application of nanofluids and hybrid nanofluids. The entire procedure adds to the overall cost because it requires the appropriate selection of nanoparticles, natural extracts, equipment and hardware [192]. Hence, the researcher or machinist may consider using a green nanofluid that contains eco-friendly nanoparticles to reduce the cost. The use of green nanofluids as coolant in machining combined with optimum machining parameters that affect the process should be investigated further.
7 Conclusion
An overview of various cooling–lubrication techniques as well as the use of nanofluids and hybrid nanofluids in turning, milling, grinding and drilling processes is presented in this study. Thermal conductivity and viscosity of nanofluids and hybrid nanofluids are strongly affected by the temperature, mass volume fraction, nanoparticle size and type. The majority of experimental studies revealed that nanofluids and hybrid nanofluids can achieve better machining performance than other cooling–lubrication techniques due to their heat transfer and lubrication capabilities. The formation of a tribo-film, the sliding–rolling action and the mending effect of nanoparticles are the main mechanisms that contribute to the improvement of surface finish and reduction of cutting temperature, tool wear and cutting force during machining with nanofluids and hybrid nanofluids. Multi-response optimisation using various optimisation techniques such as Taguchi, RSM and ANN is useful to predict the optimum parameters for enhancing the machining efficiency under nanofluid and hybrid nanofluid cutting environment.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Ogedengbe TS, Okediji AP, Yussouf AA, Aderoba OA, Abiola OA, Alabi IO, Alonge O (2019) The effects of heat generation on cutting tool and machined workpiece. J Phys Conf Ser 1378:10. https://doi.org/10.1088/1742-6596/1378/2/022012
Esfe MH, Bahiraei M, Mir A (2020) Application of conventional and hybrid nanofluids in different machining processes: a critical review. Adv Colloid Interface Sci 282:102199. https://doi.org/10.1016/j.cis.2020.102199
Samanta S, Kumar S, Guha S (2018) Process parameters optimization of CNC turning on Al-6061 using multiple cutting fluids. Int Res J Eng Technol 5:1751–1757
Goindi GS, Sarkar P (2017) Dry machining: a step towards sustainable machining – Challenges and future directions. J Clean Prod 165:1557–1571. https://doi.org/10.1016/j.jclepro.2017.07.235
Jianxin D, Jiantou Z, Hui Z, Pei Y (2011) Wear mechanisms of cemented carbide tools in dry cutting of precipitation hardening semi-austenitic stainless steels. Wear 270:520–527. https://doi.org/10.1016/j.wear.2011.01.006
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47. https://doi.org/10.1016/j.jclepro.2014.07.071
Gueli M, Ma J, Cococcetta N, Pearl D, Jahan MP (2021) Experimental investigation into tool wear, cutting forces, and resulting surface finish during dry and flood coolant slot milling of Inconel 718. Procedia Manuf 53:236–245. https://doi.org/10.1016/j.promfg.2021.06.026
Razak NH, Rahman MM, Kadirgama K (2017) Cutting force and chip formation in end milling operation when machining nickelbased superalloy, Hastelloy C-2000. J Mech Eng Sci 14:2539–2551. https://doi.org/10.15282/jmes.11.1.2017.12.0233
Najiha MS, Rahman MM (2016) Experimental investigation of flank wear in end milling of aluminum alloy with water-based TiO2 nanofluid lubricant in minimum quantity lubrication technique. Int J Adv Manuf Technol 86:2527–2537. https://doi.org/10.1007/s00170-015-8256-y
Singh RK, Dixit AR, Mandal A, Sharma AK (2017) Emerging application of nanoparticle-enriched cutting fluid in metal removal processes: a review. J Brazilian Soc Mech Sci Eng 39:4677–4717. https://doi.org/10.1007/s40430-017-0839-0
Jagatheesan K, Babu K, Madhesh D (2021) Experimental investigation of machining parameter in MQL turning operation using AISI 4320 alloy steel. Mater Today Proc 46:4331–4335. https://doi.org/10.1016/j.matpr.2021.03.289
Sun H, Zou B, Chen P, Huang C, Guo G, Liu J, Li L, Shi Z (2022) Effect of MQL condition on cutting performance of high-speed machining of GH4099 with ceramic end mills. Tribol Int 167:107401. https://doi.org/10.1016/j.triboint.2021.107401
Lu T, Kudaravalli R, Georgiou G (2018) Cryogenic machining through the spindle and tool for improved machining process performance and sustainability: pt. II, sustainability performance study. Procedia Manuf 21:273–280. https://doi.org/10.1016/j.promfg.2018.02.121
Sivaiah P, Chakradhar D (2018) Effect of cryogenic coolant on turning performance characteristics during machining of 17–4 PH stainless steel: a comparison with MQL, wet, dry machining. CIRP J Manuf Sci Technol 21:86–96. https://doi.org/10.1016/j.cirpj.2018.02.004
Pusavec F, Hamdi H, Kopac J, Jawahir IS (2011) Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J Mater Process Technol 211:773–783. https://doi.org/10.1016/j.jmatprotec.2010.12.013
Danish M, Gupta MK, Rubaiee S, Ahmed A, Sarıkaya M, Krolczyk GM (2022) Environmental, technological and economical aspects of cryogenic assisted hard machining operation of inconel 718: a step towards green manufacturing. J Clean Prod 337:130483. https://doi.org/10.1016/j.jclepro.2022.130483
Choi SUS, Eastman JA (1995) Enhancing thermal conductivity of fluids with nanoparticles. In: 1995 International Mechanical Engineering Congress and Exhibition, November, San Francisco, CA, p 196525. https://www.osti.gov/servlets/purl/196525. Accessed 10 Apr 2022
Şirin Ş, Kıvak T (2019) Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribol Int 137:180–192. https://doi.org/10.1016/j.triboint.2019.04.042
Chakma P, Bhadra D, Dhar NR (2022) Modeling and optimization of the control parameters in machining of aluminum metal matrix nanocomposite under CNT induced nanofluid. Mater Today Proc 54:866–872. https://doi.org/10.1016/j.matpr.2021.11.192
Danish M, Gupta MK, Rubaiee S, Ahmed A, Sarikaya M (2021) Influence of graphene reinforced sunflower oil on thermo-physical, tribological and machining characteristics of inconel 718. J Mater Res Technol 15:135–150. https://doi.org/10.1016/j.jmrt.2021.07.161
Sidik NAC, Adamu IM, Jamil MM, Kefayati GHR, Mamat R, Najafi G (2016) Recent progress on hybrid nanofluids in heat transfer applications: a comprehensive review. Int Commun Heat Mass Transf 78:68–79. https://doi.org/10.1016/j.icheatmasstransfer.2016.08.019
Sarkar J, Ghosh P, Adil A (2015) A review on hybrid nanofluids: recent research, development and applications. Renew Sustain Energy Rev 43:164–177. https://doi.org/10.1016/j.rser.2014.11.023
Aslantas K, Danish M, Hasçelik A, Mia M, Gupta M, Ginta T, Ijaz H (2020) Investigations on surface roughness and tool wear characteristics in micro-turning of Ti-6Al-4V alloy. Materials (Basel) 13:2998. https://doi.org/10.3390/ma13132998
Jamil M, Khan AM, Hegab H, Mia M, Gupta MK (2020) Modeling, multi-objective optimization and cost estimation of bone drilling under micro-cooling spray technique: an integrated analysis. Int J Interact Des Manuf 14:435–450. https://doi.org/10.1007/s12008-019-00635-x
Danish M, Ginta TL, Habib K, Carou D, Rani AMA, Saha BB (2017) Thermal analysis during turning of AZ31 magnesium alloy under dry and cryogenic conditions. Int J Adv Manuf Technol 91:2855–2868. https://doi.org/10.1007/s00170-016-9893-5
Sada SO, Ikpeseni SC (2021) Evaluation of ANN and ANFIS modeling ability in the prediction of AISI 1050 steel machining performance. Heliyon 7:e06136. https://doi.org/10.1016/j.heliyon.2021.e06136
Kabil AO, Kaynak Y (2020) Optimization of cutting parameters for sustainable machining of titanium Ti-5553 alloy using genetic algorithm. Acad Platf J Eng Sci 8–2:310–315. https://doi.org/10.21541/apjes.629374
Nouari M, Makich H (2014) On the physics of machining titanium alloys: interactions between cutting parameters, microstructure and tool wear. Metals (Basel) 4:335–358. https://doi.org/10.3390/met4030335
Devillez A, Le Coz G, Dominiak S, Dudzinski D (2011) Dry machining of Inconel 718, workpiece surface integrity. J Mater Process Technol 211:1590–1598. https://doi.org/10.1016/j.jmatprotec.2011.04.011
Joshi S, Pawar P, Tewari A, Joshi SS (2014) Tool wear mechanisms in machining of three titanium alloys with increasing β -phase fraction. Proc Inst Mech Eng Part B J Eng Manuf 228:1090–1103. https://doi.org/10.1177/0954405414522796
Bayraktar Ş, Afyon F (2020) Machinability properties of Al–7Si, Al–7Si–4Zn and Al–7Si–4Zn–3Cu alloys. J Brazilian Soc Mech Sci Eng 42:1–12. https://doi.org/10.1007/s40430-020-02281-x
Dhanalakshmi S, Rameshbabu T (2020) Comparative study of parametric influence on wet and dry machining of LM 25 aluminium alloy. Mater Today Proc 39:48–53. https://doi.org/10.1016/j.matpr.2020.06.101
Uddin GM, Joyia FM, Ghufran M, Khan SA, Raza MA, Faisal M, Arafat SM, Zubair SWH, Jawad M, Zafar MQ, Irfan M, Waseem B, Chaudhry IA, Zeid I (2021) Comparative performance analysis of cemented carbide, TiN, TiAlN, and PCD coated inserts in dry machining of Al 2024 alloy. Int J Adv Manuf Technol 112:1461–1481. https://doi.org/10.1007/s00170-020-06315-5
Ji M, Xu J, Chen M, Mansori M (2020) Effects of different cooling methods on the specific energy consumption when drilling CFRP/Ti6Al4V stacks. Procedia Manuf 43:95–102. https://doi.org/10.1016/j.promfg.2020.02.118
Khadtare AN, Pawade RS, Joshi S (2020) Surface integrity studies for straight and inclined hole in micro-drilling of thermal barrier coated Inconel 718: a turbine blade application. Precis Eng 66:166–179. https://doi.org/10.1016/j.precisioneng.2020.07.010
Sandeep reddy AV, Ajay kumar S, Jagadesh T (2020) The influence of graphite, MoS2 and blasocut lubricant on hole and chip geometry during peck drilling of aerospace alloy. Mater Today Proc 24:690–697. https://doi.org/10.1016/j.matpr.2020.04.323
Bayraktar Ş, Demir O (2020) Processing of T6 heat-treated Al-12Si-0.6Mg alloy. Mater Manuf Process 35:354–362. https://doi.org/10.1080/10426914.2020.1732412
Shukla A, Kotwani A, Unune DR (2020) Performance comparison of dry, flood and vegetable oil based minimum quantity lubrication environments during CNC milling of aluminium 6061. Mater Today Proc 21:1483–1488. https://doi.org/10.1016/j.matpr.2019.11.060
Yin Z, Hao X, Peng H, Yuan J (2022) A new β-SiAlON ceramic tool prepared by microwave sintering and its cutting performance in high-speed dry machining Inconel718. Int J Adv Manuf Technol 118:3105–3117. https://doi.org/10.1007/s00170-021-08170-4
Leksycki K, Feldshtein E, Lisowicz J, Chudy R, Mrugalski R (2020) Cutting forces and chip shaping when finish turning of 17–4 ph stainless steel under dry, wet, and mql machining conditions. Metals (Basel) 10:1–15. https://doi.org/10.3390/met10091187
Rahman MZ, Das AK, Chattopadhyaya S, Reyaz M, Raza MT, Farzeen S (2020) Regression modeling and comparative analysis on CNC wet-turning of AISI-1055 & AISI-4340 steels. Mater Today Proc 24:841–850. https://doi.org/10.1016/j.matpr.2020.04.393
Dheeraj N, Sanjay S, Kiran Bhargav K, Jagadesh T (2019) Investigations into solid lubricant filled textured tools on hole geometry and surface integrity during drilling of aluminium alloy. Mater Today Proc 26:991–997. https://doi.org/10.1016/j.matpr.2020.01.163
Kaynak Y, Robertson SW, Karaca HE, Jawahir IS (2015) Progressive tool-wear in machining of room-temperature austenitic NiTi alloys: the influence of cooling/lubricating, melting, and heat treatment conditions. J Mater Process Technol 215:95–104. https://doi.org/10.1016/j.jmatprotec.2014.07.015
Yıldırım ÇV (2020) Investigation of hard turning performance of eco-friendly cooling strategies: cryogenic cooling and nanofluid based MQL. Tribol Int 144:106127. https://doi.org/10.1016/j.triboint.2019.106127
Pereira O, Celaya A, Urbikaín G, Rodríguez A, Fernández-Valdivielso A, de Lacalle LN (2020) CO2 cryogenic milling of Inconel 718: cutting forces and tool wear. J Mater Res Technol 9:8459–8468. https://doi.org/10.1016/j.jmrt.2020.05.118
Khanna N, Pusavec F, Agrawal C, Krolczyk GM (2020) Measurement and evaluation of hole attributes for drilling CFRP composites using an indigenously developed cryogenic machining facility. Meas J Int Meas Confed 154:107504. https://doi.org/10.1016/j.measurement.2020.107504
Khanna N, Agrawal C, Gupta MK, Song Q (2020) Tool wear and hole quality evaluation in cryogenic drilling of Inconel 718 superalloy. Tribol Int 143:106084. https://doi.org/10.1016/j.triboint.2019.106084
Koklu U, Coban H (2020) Effect of dipped cryogenic approach on thrust force, temperature, tool wear and chip formation in drilling of AZ31 magnesium alloy. J Mater Res Technol 9:2870–2880. https://doi.org/10.1016/j.jmrt.2020.01.038
Gong L, Bertolini R, Ghiotti A, He N, Bruschi S (2020) Sustainable turning of Inconel 718 nickel alloy using MQL strategy based on graphene nanofluids. Int J Adv Manuf Technol 108:3159–3174. https://doi.org/10.1007/s00170-020-05626-x
Abas M, Sayd L, Akhtar R, Khalid QS, Khan AM, Pruncu CI (2020) Optimization of machining parameters of aluminum alloy 6026–T9 under MQL-assisted turning process. J Mater Res Technol 9:10916–10940. https://doi.org/10.1016/j.jmrt.2020.07.071
Sarikaya M, Güllü A (2015) Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J Clean Prod 91:347–357. https://doi.org/10.1016/j.jclepro.2014.12.020
Kulkarni HB, Nadakatti MM, Kulkarni SC, Kulkarni RM (2019) Investigations on effect of nanofluid based minimum quantity lubrication technique for surface milling of Al7075-T6 aerospace alloy. Mater Today Proc 27:251–256. https://doi.org/10.1016/j.matpr.2019.10.127
Lv D, Xu J, Ding W, Fu Y, Yang C, Su H (2016) Tool wear in milling Ti40 burn-resistant titanium alloy using pneumatic mist jet impinging cooling. J Mater Process Technol 229:641–650. https://doi.org/10.1016/j.jmatprotec.2015.10.020
Garcia U, Ribeiro MV (2016) Ti6Al4V titanium alloy end milling with minimum quantity of fluid technique use. Mater Manuf Process 31:905–918. https://doi.org/10.1080/10426914.2015.1048367
Xu J, Ji M, Paulo Davim J, Chen M, El Mansori M, Krishnaraj V (2020) Comparative study of minimum quantity lubrication and dry drilling of CFRP/titanium stacks using TiAlN and diamond coated drills. Compos Struct 234:111727. https://doi.org/10.1016/j.compstruct.2019.111727
Zhu Z, He B, Chen J (2020) Evaluation of tool temperature distribution in MQL drilling of aluminum 2024–T351. J Manuf Process 56:757–765. https://doi.org/10.1016/j.jmapro.2020.05.029
Awale AS, Vashista M, Khan Yusufzai MZ (2020) Multi-objective optimization of MQL mist parameters for eco-friendly grinding. J Manuf Process 56:75–86. https://doi.org/10.1016/j.jmapro.2020.04.069
Virdi RL, Chatha SS, Singh H (2020) Performance evaluation of inconel 718 under vegetable oils based nanofluids using minimum quantity lubrication grinding. Mater Today Proc 33:1538–1545. https://doi.org/10.1016/j.matpr.2020.03.802
Raja M, Vijayan R, Dineshkumar P, Venkatesan M (2016) Review on nanofluids characterization, heat transfer characteristics and applications. Renew Sustain Energy Rev 64:163–173. https://doi.org/10.1016/j.rser.2016.05.079
Yu W, Xie H (2012) A review on nanofluids: preparation, stability mechanisms, and applications. J Nanomater 2012:1–17. https://doi.org/10.1155/2012/435873
Jama M, Singh T, Gamaleldin SM, Koc M, Samara A, Isaifan RJ, Atieh MA (2016) Critical review on nanofluids: preparation, characterization, and applications. J Nanomater 2016:1–22. https://doi.org/10.1155/2016/6717624
Heris SZ, Shokrgozar M, Poorpharhang S, Shanbedi M, Noie SH (2014) Experimental study of heat transfer of a car radiator with CuO/ethylene glycol-water as a coolant. J Dispers Sci Technol 35:677–684. https://doi.org/10.1080/01932691.2013.805301
Behi M, Mirmohammadi SA (2012) Investigation on thermal conductivity, viscosity and stability of nanofluids. Master of Science Thesis EGI-2012, Royal Institute of Technology (KTH), School of Industrial Engineering and Management, Department of Energy Technology, Division of Applied Thermodynamics and Refrigeration, Stockholm, Sweden.
Sidik NA, Jamil MM, Japar WM, Adamu IM (2017) A review on preparation methods, stability and applications of hybrid nanofluids. Renew Sustain Energy Rev 80:1112–1122. https://doi.org/10.1016/j.rser.2017.05.221
He J, Sun J, Meng Y, Yan X (2019) Preliminary investigations on the tribological performance of hexagonal boron nitride nanofluids as lubricant for steel/steel friction pairs. Surf Topogr Metrol Prop 7:015022. https://doi.org/10.1088/2051-672X/ab0afb
Şirin Ş, Kıvak T (2021) Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. J Manuf Process 70:163–176. https://doi.org/10.1016/j.jmapro.2021.08.038
Babar H, Sajid M, Ali H (2019) Viscosity of hybrid nanofluids: a critical review. Therm Sci 23:1713–1754. https://doi.org/10.2298/tsci181128015b
Dardan E, Afrand M, Isfahani AHM (2016) Effect of suspending hybrid nano-additives on rheological behavior of engine oil and pumping power. Appl Therm Eng 109:524–534. https://doi.org/10.1016/j.applthermaleng.2016.08.103
Esfe MH, Rostamian H, Sarlak MR (2018) A novel study on rheological behavior of ZnO-MWCNT/10w40 nanofluid for automotive engines. J Mol Liq 254:406–413. https://doi.org/10.1016/j.molliq.2017.11.135
Soltani O, Akbari M (2016) Effects of temperature and particles concentration on the dynamic viscosity of MgO-MWCNT/ethylene glycol hybrid nanofluid: experimental study. Phys E Low-Dimensional Syst Nanostructures 84:564–570. https://doi.org/10.1016/j.physe.2016.06.015
Ghasemi S, Karimipour A (2018) Experimental investigation of the effects of temperature and mass fraction on the dynamic viscosity of CuO-paraffin nanofluid. Appl Therm Eng 128:189–197. https://doi.org/10.1016/j.applthermaleng.2017.09.021
Esfe MH, Afrand M, Rostamian SH, Toghraie D (2017) Examination of rheological behavior of MWCNTs/ZnO-SAE40 hybrid nano-lubricants under various temperatures and solid volume fractions. Exp Therm Fluid Sci 80:384–390. https://doi.org/10.1016/j.expthermflusci.2016.07.011
Hu X, Yin D, Chen X, Xiang G (2020) Experimental investigation and mechanism analysis: effect of nanoparticle size on viscosity of nanofluids. J Mol Liq 314:113604. https://doi.org/10.1016/j.molliq.2020.113604
Nithiyanantham U, Zaki A, Grosu Y, González-Fernández L, Anagnostopoulos A, Navarro ME, Ding Y, Igartua JM, Faik A (2022) Effect of silica nanoparticle size on the stability and thermophysical properties of molten salts based nanofluids for thermal energy storage applications at concentrated solar power plants. J Energy Storage 51:104276. https://doi.org/10.1016/j.est.2022.104276
Kazemi I, Sefid M, Afrand M (2020) A novel comparative experimental study on rheological behavior of mono & hybrid nanofluids concerned graphene and silica nano-powders: characterization, stability and viscosity measurements. Powder Technol 366:216–229. https://doi.org/10.1016/j.powtec.2020.02.010
Shahsavar A, Saghafian M, Salimpour MR, Shafii MB (2016) Effect of temperature and concentration on thermal conductivity and viscosity of ferrofluid loaded with carbon nanotubes. Heat Mass Transf 52:2293–2301. https://doi.org/10.1007/s00231-015-1743-8
Ahammed N, Asirvatham LG, Wongwises S (2016) Entropy generation analysis of graphene–alumina hybrid nanofluid in multiport minichannel heat exchanger coupled with thermoelectric cooler. Int J Heat Mass Transf 103:1084–1097. https://doi.org/10.1016/j.ijheatmasstransfer.2016.07.070
Yang L, Xu J, Du K, Zhang X (2017) Recent developments on viscosity and thermal conductivity of nanofluids. Powder Technol 317:348–369. https://doi.org/10.1016/j.powtec.2017.04.061
Baby TT, Sundara R (2011) Synthesis and transport properties of metal oxide decorated graphene dispersed nanofluids. J Phys Chem C 115:8527–8533. https://doi.org/10.1021/jp200273g
Madhesh D, Parameshwaran R, Kalaiselvam S (2014) Experimental investigation on convective heat transfer and rheological characteristics of Cu-TiO2 hybrid nanofluids. Exp Therm Fluid Sci 52:104–115. https://doi.org/10.1016/j.expthermflusci.2013.08.026
Thakur A, Manna A, Samir S (2020) Multi-response optimization of turning parameters during machining of EN-24 steel with SiC nanofluids based minimum quantity lubrication. SILICON 12:71–85. https://doi.org/10.1007/s12633-019-00102-y
Hamid KA, Azmi WH, Nabil MF, Mamat R (2017) Improved thermal conductivity of TiO2 –SiO2 hybrid nanofluid in ethylene glycol and water mixture. IOP Conf Ser Mater Sci Eng 257:012067. https://doi.org/10.1088/1757-899X/257/1/012067
Sajid MU, Ali HM (2018) Thermal conductivity of hybrid nanofluids: a critical review. Int J Heat Mass Transf 126:211–234. https://doi.org/10.1016/j.ijheatmasstransfer.2018.05.021
Chereches M, Vardaru A, Huminic G, Chereches EI, Minea AA, Huminic A (2022) Thermal conductivity of stabilized PEG 400 based nanofluids: an experimental approach. Int Commun Heat Mass Transf 130:105798. https://doi.org/10.1016/j.icheatmasstransfer.2021.105798
Nfawa SR, Abu Talib AR, Basri AA, Masuri SU (2021) Novel use of MgO nanoparticle additive for enhancing the thermal conductivity of CuO/water nanofluid. Case Stud Therm Eng 27:101279. https://doi.org/10.1016/j.csite.2021.101279
Loong TT, Salleh H, Khalid A, Koten H (2021) Thermal performance evaluation for different type of metal oxide water based nanofluids. Case Stud Therm Eng 27:101288. https://doi.org/10.1016/j.csite.2021.101288
Nasiri A, Shariaty-Niasar M, Rashidi AM, Khodafarin R (2012) Effect of CNT structures on thermal conductivity and stability of nanofluid. Int J Heat Mass Transf 55:1529–1535. https://doi.org/10.1016/j.ijheatmasstransfer.2011.11.004
Das S, Giri A, Samanta S, Kanagaraj S (2019) Role of graphene nanofluids on heat transfer enhancement in thermosyphon. J Sci Adv Mater Devices 4:163–169. https://doi.org/10.1016/j.jsamd.2019.01.005
Zhu HT, Lin YS, Yin YS (2004) A novel one-step chemical method for preparation of copper nanofluids. J Colloid Interface Sci 277:100–103. https://doi.org/10.1016/j.jcis.2004.04.026
Kim HJ, Bang IC, Onoe J (2009) Characteristic stability of bare Au-water nanofluids fabricated by pulsed laser ablation in liquids. Opt Lasers Eng 47:532–538. https://doi.org/10.1016/j.optlaseng.2008.10.011
Hwang Y, Lee JK, Lee CH, Jung YM, Cheong SI, Lee CG, Ku BC, Jang SP (2007) Stability and thermal conductivity characteristics of nanofluids. Thermochim Acta 455:70–74. https://doi.org/10.1016/j.tca.2006.11.036
Suresh S, Venkitaraj KP, Selvakumar P (2011) Synthesis, characterisation of Al2O3-Cu nano composite powder and water based nanofluids. Adv Mater Res 328–330:1560–1567. https://doi.org/10.4028/www.scientific.net/AMR.328-330.1560
Kim HJ, Lee SH, Lee JH, Jang SP (2015) Effect of particle shape on suspension stability and thermal conductivities of water-based bohemite alumina nanofluids. Energy 90:1290–1297. https://doi.org/10.1016/j.energy.2015.06.084
Chakraborty S, Panigrahi PK (2020) Stability of nanofluid: a review. Appl Therm Eng 174:115259. https://doi.org/10.1016/j.applthermaleng.2020.115259
Sharmin I, Gafur MA, Dhar NR (2020) Preparation and evaluation of a stable CNT-water based nano cutting fluid for machining hard-to-cut material. SN Appl Sci 2(4):1–18. https://doi.org/10.1007/s42452-020-2416-x
Xie H, Dang S, Jiang B, Xiang L, Zhou S, Sheng H, Yang T, Pan F (2019) Tribological performances of SiO2/graphene combinations as water-based lubricant additives for magnesium alloy rolling. Appl Surf Sci 475:847–856. https://doi.org/10.1016/j.apsusc.2019.01.062
Kumar A, Kumar R, Rai A, Kumar A (2017) Novel uses of alumina-MoS2 hybrid nanoparticle enriched cutting fluid in hard turning of AISI 304 steel. J Manuf Process 30:467–482. https://doi.org/10.1016/j.jmapro.2017.10.016
Kumar A, Ghosh S, Aravindan S (2019) Experimental investigations on surface grinding of silicon nitride subjected to mono and hybrid nanofluids. Ceram Int 45:17447–17466. https://doi.org/10.1016/j.ceramint.2019.05.307
Rifat M, Rahman MH, Das D (2017) A review on application of nanofluid MQL in machining. In: AIP Conference Proceedings 1919 (1): 020015. AIP Publishing LLC. https://doi.org/10.1063/1.5018533
Amrita M, Srikant R, Sitaramaraju A, Prasad M, Krishna PV (2013) Experimental investigations on influence of mist cooling using nanofluids on machining parameters in turning AISI 1040 steel. Proc Inst Mech Eng Part J J Eng Tribol 227:1334–1346. https://doi.org/10.1177/1350650113491934
Saravanakumar N, Prabu L, Karthik M, Rajamanickam A (2014) Experimental analysis on cutting fluid dispersed with silver nano particles. J Mech Sci Technol 28:645–651. https://doi.org/10.1007/s12206-013-1192-6
Su Y, Gong L, Li B, Liu Z, Chen D (2016) Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int J Adv Manuf Technol 83:2083–2089. https://doi.org/10.1007/s00170-015-7730-x
Li G, Yi S, Li N, Pan W, Wen C, Ding S (2019) Quantitative analysis of cooling and lubricating effects of graphene oxide nanofluids in machining titanium alloy Ti6Al4V. J Mater Process Technol 271:584–598. https://doi.org/10.1016/j.jmatprotec.2019.04.035
Singh T, Dureja JS, Dogra M, Bhatti MS (2018) Environment friendly machining of inconel 625 under nano-fluid minimum quantity lubrication (NMQL). Int J Precis Eng Manuf 19:1689–1697. https://doi.org/10.1007/s12541-018-0196-7
Duc TM, Long TT, Chien TQ (2019) Performance evaluation of MQL parameters using Al2O3 and MoS2 nanofluids in hard turning 90CrSi steel. Lubricants 7:40. https://doi.org/10.3390/lubricants7050040
Khan MS, Sisodia MS, Gupta S, Feroskhan M, Kannan S, Krishnasamy K (2019) Measurement of tribological properties of Cu and Ag blended coconut oil nanofluids for metal cutting. Eng Sci Technol an Int J 22:1187–1192. https://doi.org/10.1016/j.jestch.2019.04.005
Yi S, Li J, Zhu J, Wang X, Mo J, Ding S (2020) Investigation of machining Ti-6Al-4V with graphene oxide nanofluids: tool wear, cutting forces and cutting vibration. J Manuf Process 49:35–49. https://doi.org/10.1016/j.jmapro.2019.09.038
Gugulothu S, Pasam VK (2019) Performance evaluation of CNT/MoS2 hybrid nanofluid in machining for surface roughness. Int J Automot Mech Eng 16:7413–7429. https://doi.org/10.15282/ijame.16.4.2019.15.0549
Jamil M, Khan AM, Hegab H, Gong L, Mia M, Gupta MK, He N (2019) Effects of hybrid Al2O3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4V. Int J Adv Manuf Technol 102:3895–3909. https://doi.org/10.1007/s00170-019-03485-9
Kumar MS, Krishna VM (2020) An investigation on turning AISI 1018 steel with hybrid biodegradeable nanofluid/MQL incorporated with combinations of CuO-Al2O3 nanoparticles. Mater Today Proc 24:1577–1584. https://doi.org/10.1016/j.matpr.2020.04.478
Kumar MS, Krishna VM, Varun A (2020) Investigation on influence of hybrid biodegradable nanofluids (CuO-ZnO) on surface roughness in turning AISI 1018 steel. Mater Today Proc 24:1570–1576. https://doi.org/10.1016/j.matpr.2020.04.477
Khan AM, Gupta MK, Hegab H, Jamil M, Mia M, He N, Song Q, Liu Z, Pruncu C (2020) Energy-based cost integrated modelling and sustainability assessment of Al-GnP hybrid nanofluid assisted turning of AISI52100 steel. J Clean Prod 257:120502. https://doi.org/10.1016/j.jclepro.2020.120502
Amrita M, Srikant RR, Sitaramaraju AV (2014) Performance evaluation of nanographite-based cutting fluid in machining process. Mater Manuf Process 29:600–605. https://doi.org/10.1080/10426914.2014.893060
Amrita M, Shariq SA, Manoj GC (2014) Experimental investigation on application of emulsifier oil based nano cutting fluids in metal cutting process. Procedia Eng 97:115–124. https://doi.org/10.1016/j.proeng.2014.12.231
Sayuti M, Sarhan AAD, Salem F (2014) Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J Clean Prod 67:265–276. https://doi.org/10.1016/j.jclepro.2013.12.052
Gupta MK, Sood PK, Sharma VS (2016) Optimization of machining parameters and cutting fluids during nano-fluid based minimum quantity lubrication turning of titanium alloy by using evolutionary techniques. J Clean Prod 135:1276–1288. https://doi.org/10.1016/j.jclepro.2016.06.184
Raju RA, Andhare A, Sahu NK (2017) Performance of multi-walled carbon nanotube-based nanofluid in turning operation. Mater Manuf Process 32:1490–1496. https://doi.org/10.1080/10426914.2017.1279291
Behera BC, Chetan SD, Ghosh S, Rao PV (2017) Spreadability studies of metal working fluids on tool surface and its impact on minimum amount cooling and lubrication turning. J Mater Process Technol 244:1–16. https://doi.org/10.1016/j.jmatprotec.2017.01.016
Mahboob Ali MA, Azmi AI, Mohd Khalil AN, Leong KW (2017) Experimental study on minimal nanolubrication with surfactant in the turning of titanium alloys. Int J Adv Manuf Technol 92:117–127. https://doi.org/10.1007/s00170-017-0133-4
Anamalai K, Samylingam KAL, Samykano KKM, Ramasamy GND (2019) Multi-objective optimization on the machining parameters for bio-inspired nanocoolant. J Therm Anal Calorim 135(2):1533–1544. https://doi.org/10.1007/s10973-018-7693-x
Shuang Y, John M, Songlin D (2019) Experimental investigation on the performance and mechanism of graphene oxide nanofluids in turning Ti-6Al-4V. J Manuf Process 43:164–174. https://doi.org/10.1016/j.jmapro.2019.05.005
Yi S, Li N, Solanki S, Mo J, Ding S (2019) Effects of graphene oxide nanofluids on cutting temperature and force in machining Ti-6Al-4V. Int J Adv Manuf Technol 103:1481–1495. https://doi.org/10.1007/s00170-019-03625-1
Shokoohi Y, Shekarian E (2016) Application of nanofluids in machining processes - a review. J Nanosci Technol 2:59–63. https://www.jacsdirectory.com/journal-of-nanoscience-and-technology/articleview.php?id=15. Accessed 10 Apr 2022
Shokrani A, Dhokia V, Muñoz-Escalona P, Newman ST (2013) State-of-the-art cryogenic machining and processing. Int J Comput Integr Manuf 26:616–648. https://doi.org/10.1080/0951192X.2012.749531
Chatha SS, Pal A, Singh T (2016) Performance evaluation of aluminium 6063 drilling under the influence of nanofluid minimum quantity lubrication. J Clean Prod 137:537–545. https://doi.org/10.1016/j.jclepro.2016.07.139
Huang WT, Wu DH, Chen JT (2016) Robust design of using nanofluid/MQL in micro-drilling. Int J Adv Manuf Technol 85:2155–2161. https://doi.org/10.1007/s00170-015-7382-x
Liew PJ, Yahaya MR, Salleh MS, Izamshah R, Wang J (2018) Experimental investigation of drilling process using nanofluid as coolant. J Adv Manuf Technol 12:11–22
Muthuvel S, Naresh Babu M, Muthukrishnan N (2018) Copper nanofluids under minimum quantity lubrication during drilling of AISI 4140 steel. Aust J Mech Eng 00:1–14. https://doi.org/10.1080/14484846.2018.1486694
Babu MN, Muthukrishnan N (2020) Experimental analysis in drilling of AA 5052 using copper nanofluids under minimum quantity lubrication. Aust J Mech Eng 18:S15–S24. https://doi.org/10.1080/14484846.2018.1455267
Khanafer K, Eltaggaz A, Deiab I, Agarwal H, Abdul-latif A (2020) Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int J Adv Manuf Technol 107:3459–3469. https://doi.org/10.1007/s00170-020-05112-4
Nam JS, Kim DH, Chung H, Lee SW (2015) Optimization of environmentally benign micro-drilling process with nanofluid minimum quantity lubrication using response surface methodology and genetic algorithm. J Clean Prod 102:428–436. https://doi.org/10.1016/j.jclepro.2015.04.057
Garg A, Sarma S, Panda BN, Zhang J, Gao L (2016) Study of effect of nanofluid concentration on response characteristics of machining process for cleaner production. J Clean Prod 135:476–489. https://doi.org/10.1016/j.jclepro.2016.06.122
Mosleh M, Ghaderi M, Shirvani KA, Belk J, Grzina DJ (2017) Performance of cutting nanofluids in tribological testing and conventional drilling. J Manuf Process 25:70–76. https://doi.org/10.1016/j.jmapro.2016.11.001
Salimi-Yasar H, Heris SZ, Shanbedi M, Amiri A, Kameli A (2017) Experimental investigation of thermal properties of cutting fluid using soluble oil-based TiO2 nanofluid. Powder Technol 310:213–220. https://doi.org/10.1016/j.powtec.2016.12.078
Mosleh M, Shirvani K, Smith S, Belk J, Lipczynski G (2019) A study of minimum quantity lubrication (MQL) by nanofluids in orbital drilling and tribological testing. J Manuf Mater Process 3:5. https://doi.org/10.3390/jmmp3010005
Pal A, Chatha SS, Sidhu HS (2020) Experimental investigation on the performance of MQL drilling of AISI 321 stainless steel using nano-graphene enhanced vegetable-oil-based cutting fluid. Tribol Int 151:106508. https://doi.org/10.1016/j.triboint.2020.106508
Şirin E, Kıvak T, Yıldırım ÇV (2021) Effects of mono/hybrid nanofluid strategies and surfactants on machining performance in the drilling of Hastelloy X. Tribol Int 157:106894. https://doi.org/10.1016/j.triboint.2021.106894
Sanchez JA, Pombo I, Alberdi R, Izquierdo B, Ortega N, Plaza S, Martinez-Toledano J (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. J Clean Prod 18:1840–1849. https://doi.org/10.1016/j.jclepro.2010.07.002
Emami M, Sadeghi M, Sarhan A (2013) Minimum quantity lubrication in grinding process of zirconia (ZrO2) engineering ceramic. Int J Mining Metall Mech Eng 1:1–4. http://www.isaet.org/images/extraimages/P513561.pdf. Accessed 10 Apr 2022
Tu HX, Jun G, Hien BT, Hung LX, Tung LA, Pi VN (2018) Determining optimum parameters of cutting fluid in external grinding of 9CrSi steel using Taguchi technique. Int J Mech Eng 5:1–5. https://doi.org/10.14445/23488360/IJME-V5I6P101
Wang S, Li C, Zhang D, Jia D, Zhang Y (2014) Modeling the operation of a common grinding wheel with nanoparticle jet flow minimal quantity lubrication. Int J Adv Manuf Technol 74:835–850. https://doi.org/10.1007/s00170-014-6032-z
Setti D, Sinha MK, Ghosh S, Rao PV (2015) Performance evaluation of Ti-6Al-4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int J Mach Tools Manuf 88:237–248. https://doi.org/10.1016/j.ijmachtools.2014.10.005
Li B, Li C, Zhang Y, Wang Y, Jia D, Yang M, Zhang N, Wu Q, Han Z, Sun K (2017) Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. J Clean Prod 154:1–11. https://doi.org/10.1016/j.jclepro.2017.03.213
Dambatta YS, Sayuti M, Sarhan AAD, Ab Shukor H, Derahman NA, Manladan SM (2019) Prediction of specific grinding forces and surface roughness in machining of AL6061-T6 alloy using ANFIS technique. Ind Lubr Tribol 71:309–317. https://doi.org/10.1108/ILT-03-2018-0098
Wang Y, Li C, Zhang Y, Yang M, Zhang X, Zhang N, Dai J (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. J Clean Prod 142:3571–3583. https://doi.org/10.1016/j.jclepro.2016.10.110
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int J Mach Tools Manuf 99:19–33. https://doi.org/10.1016/j.ijmachtools.2015.09.003
Zhang X, Li C, Zhang Y, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Performances of Al2O3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. Int J Adv Manuf Technol 86:3427–3441. https://doi.org/10.1007/s00170-016-8453-3
De Oliveira D, Da Silva RB, Gelamo RV (2019) Influence of multilayer graphene platelet concentration dispersed in semi-synthetic oil on the grinding performance of Inconel 718 alloy under various machining conditions. Wear 426–427:1371–1383. https://doi.org/10.1016/j.wear.2019.01.114
de Paiva RL, de Souza RR, de Oliveira LR, Bandarra Filho EP, Gonçalves Neto LM, Gelamo RV, da Silva RB (2020) Experimental study of the influence of graphene platelets on the performance of grinding of SAE 52100 steel. Int J Adv Manuf Technol 110:1–12. https://doi.org/10.1007/s00170-020-05866-x
de Souza RR, de Paiva RL, Gelamo RV, Machado AR, da Silva RB (2021) Study on grinding of inconel 625 and 718 alloys with cutting fluid enriched with multilayer graphene platelets. Wear 476:203697. https://doi.org/10.1016/j.wear.2021.203697
Prabhu S, Vinayagam BK (2013) Analysis of surface characteristics by electrolytic in-process dressing (ELID) technique for grinding process using single wall carbon nano Ttube-based nanofluids. Arab J Sci Eng 38:1169–1178. https://doi.org/10.1007/s13369-012-0355-6
Mao C, Zhang J, Huang Y, Zou H, Huang X, Zhou Z (2013) Investigation on the effect of nanofluid parameters on MQL grinding. Mater Manuf Process 28:436–442. https://doi.org/10.1080/10426914.2013.763970
Jia D, Li C, Zhang D, Zhang Y, Zhang X (2014) Experimental verification of nanoparticle jet minimum quantity lubrication effectiveness in grinding. J Nanoparticle Res 16:1–15. https://doi.org/10.1007/s11051-014-2758-7
Mao C, Huang Y, Zhou X, Gan H, Zhang J, Zhou Z (2014) The tribological properties of nanofluid used in minimum quantity lubrication grinding. Int J Adv Manuf Technol 71:1221–1228. https://doi.org/10.1007/s00170-013-5576-7
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940. https://doi.org/10.1016/j.jclepro.2014.10.027
ManojKumar K, Ghosh A (2015) Synthesis of MWCNT nanofluid and evaluation of its potential besides soluble oil as micro cooling-lubrication medium in SQL grinding. Int J Adv Manuf Technol 77:1955–1964. https://doi.org/10.1007/s00170-014-6587-8
Zhang D, Li C, Zhang Y, Jia D, Zhang X (2015) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78:1275–1288. https://doi.org/10.1007/s00170-014-6722-6
Zhang D, Li C, Jia D, Zhang Y, Zhang X (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chinese J Aeronaut 28:570–581. https://doi.org/10.1016/j.cja.2014.12.035
Prabhu S, Uma M, Vinayagam BK (2015) Surface roughness prediction using Taguchi-fuzzy logic-neural network analysis for CNT nanofluids based grinding process. Neural Comput Appl 26:41–55. https://doi.org/10.1007/s00521-014-1696-8
Zhang Y, Li C, Jia D, Li B, Wang Y, Yang M, Hou Y, Zhang X (2016) Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J Mater Process Technol 232:100–115. https://doi.org/10.1016/j.jmatprotec.2016.01.031
Li B, Li C, Zhang Y, Wang Y, Yang M, Jia D, Zhang N, Wu Q (2017) Effect of the physical properties of different vegetable oil-based nanofluids on MQLC grinding temperature of Ni-based alloy. Int J Adv Manuf Technol 89:3459–3474. https://doi.org/10.1007/s00170-016-9324-7
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G, Zhai M (2017) Comparative evaluation of the lubricating properties of vegetable-oil-based nanofluids between frictional test and grinding experiment. J Manuf Process 26:94–104. https://doi.org/10.1016/j.jmapro.2017.02.001
Sinha MK, Madarkar R, Ghosh S, Rao PV (2017) Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J Clean Prod 141:1359–1375. https://doi.org/10.1016/j.jclepro.2016.09.212
Singh H, Sharma VS, Singh S, Dogra M (2019) Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. J Manuf Process 39:241–249. https://doi.org/10.1016/j.jmapro.2019.02.004
Gao T, Li C, Jia D, Zhang Y, Yang M, Wang X, Cao H, Li R, Ali HM, Xu X (2020) Surface morphology assessment of CFRP transverse grinding using CNT nanofluid minimum quantity lubrication. J Clean Prod 277:123328. https://doi.org/10.1016/j.jclepro.2020.123328
Qu S, Gong Y, Yang Y, Wang W, Liang C, Han B (2020) An investigation of carbon nanofluid minimum quantity lubrication for grinding unidirectional carbon fibre-reinforced ceramic matrix composites. J Clean Prod 249:119353. https://doi.org/10.1016/j.jclepro.2019.119353
Peng R, He X, Tong J, Tang X, Wu Y (2021) Application of a tailored eco-friendly nanofluid in pressurized internal-cooling grinding of Inconel 718. J Clean Prod 278:123498. https://doi.org/10.1016/j.jclepro.2020.123498
Kim JS, Kim JW, Kim YC, Lee SW (2016) Experimental study on environmentally-friendly micro end-milling process of Ti-6Al-4V using nanofluid minimum quantity lubrication with chilly gas. In: International Manufacturing Science and Engineering Conference 49903: V002T05A006. American Society of Mechanical Engineers. https://doi.org/10.1115/MSEC2016-8748
Kim JS, Kim JW, Lee SW (2017) Experimental characterization on micro-end milling of titanium alloy using nanofluid minimum quantity lubrication with chilly gas. Int J Adv Manuf Technol 91:2741–2749. https://doi.org/10.1007/s00170-016-9965-6
Li M, Yu T, Li H, Yang L, Shi J, Wang W (2019) Research on surface integrity in graphene nanofluid MQL milling of TC21 alloy. Int J Abras Technol 9:49–59. https://doi.org/10.1504/IJAT.2019.097973
Sahid NSM, Rahman MM, Kadirgama K, Ramasamy D, Maleque MA, Noor MM (2017) Experimental investigation on the performance of the TiO2 and ZnO hybrid nanocoolant in ethylene glycol mixture towards AA6061-T6 machining. Int J Automot Mech Eng 14:3913–3926. https://doi.org/10.15282/ijame.14.1.2017.8.0318
Jamil M, Khan AM, Hegab H, Gupta MK, Mia M, He N, Zhao G, Song Q, Liu Z (2020) Milling of Ti–6Al–4V under hybrid Al2O3-MWCNT nanofluids considering energy consumption, surface quality, and tool wear: a sustainable machining. Int J Adv Manuf Technol 107:4141–4157. https://doi.org/10.1007/s00170-020-05296-9
Yuan S, Hou X, Wang L, Chen B (2018) Experimental investigation on the compatibility of nanoparticles with vegetable oils for nanofluid minimum quantity lubrication machining. Tribol Lett 66:1–10. https://doi.org/10.1007/s11249-018-1059-1
Sayuti M, Ming O, Sarhan AAD, Hamdi M (2014) Investigation on the morphology of the machined surface in end milling of aerospace AL6061-T6 for novel uses of SiO2 nanolubrication system. J Clean Prod 66:655–663. https://doi.org/10.1016/j.jclepro.2013.11.058
Sayuti M, Sarhan AAD, Tanaka T, Hamdi M, Saito Y (2013) Cutting force reduction and surface quality improvement in machining of aerospace duralumin AL-2017-T4 using carbon onion nanolubrication system. Int J Adv Manuf Technol 65:1493–1500. https://doi.org/10.1007/s00170-012-4273-2
Rahmati B, Sarhan AAD, Sayuti M (2014) Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide (MoS2) nanolubrication in end milling machining. J Clean Prod 66:685–691. https://doi.org/10.1016/j.jclepro.2013.10.048
Sayuti M, Sarhan AAD, Hamdi M (2013) An investigation of optimum SiO2 nanolubrication parameters in end milling of aerospace Al6061-T6 alloy. Int J Adv Manuf Technol 67:833–849. https://doi.org/10.1007/s00170-012-4527-z
Rahmati B, Sarhan AAD, Sayuti M (2014) Investigating the optimum molybdenum disulfide (MoS2) nanolubrication parameters in CNC milling of AL6061-T6 alloy. Int J Adv Manuf Technol 70:1143–1155. https://doi.org/10.1007/s00170-013-5334-x
Songmei Y, Xuebo H, Guangyuan Z, Amin M (2017) A novel approach of applying copper nanoparticles in minimum quantity lubrication for milling of Ti-6Al-4V. Adv Prod Eng Manag 12:139–150. https://doi.org/10.14743/apem2017.2.246
Minh DT, The LT, Bao NT (2017) Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv Mech Eng 9:1687814017710618. https://doi.org/10.1177/1687814017710618
Zhou C, Guo X, Zhang K, Cheng L, Wu Y (2019) The coupling effect of micro-groove textures and nanofluids on cutting performance of uncoated cemented carbide tools in milling Ti-6Al-4V. J Mater Process Technol 271:36–45. https://doi.org/10.1016/j.jmatprotec.2019.03.021
Liew PJ, Maisarah KO, Juoi JM, Wang J (2019) Milling of titanium alloy using hexagonal boron nitride (hBN) nanofluid as a coolant. J Adv Manuf Technol 13:61–71
Dong PQ, Duc TM, Tuan NM, Long TT, Van Thanh D, Van Truong N (2020) Improvement in the hard milling of AISI D2 steel under the MQCL condition using emulsion-dispersed MoS2 nanosheets. Lubricants 8:1–16. https://doi.org/10.3390/LUBRICANTS8060062
Duan Z, Li C, Zhang Y, Dong L, Bai X, Yang M, Jia D, Li R, Cao H, Xuefeng X (2021) Milling surface roughness for 7050 aluminum alloy cavity influenced by nozzle position of nanofluid minimum quantity lubrication. Chinese J Aeronaut 34:33–53. https://doi.org/10.1016/j.cja.2020.04.029
Sen B, Mia M, Mandal UK, Mondal SP (2020) Synergistic effect of silica and pure palm oil on the machining performances of Inconel 690: a study for promoting minimum quantity nano doped-green lubricants. J Clean Prod 258:120755. https://doi.org/10.1016/j.jclepro.2020.120755
Liew PJ, Shaaroni A, Abd Razak J, Kasim MS, Sulaiman MA (2017) Optimization of cutting condition in the turning of AISI D2 steel by using carbon nanofiber nanofluid. Int J Appl Eng Res 12:2243–2252. https://www.ripublication.com/ijaer17/ijaerv12n10_17.pdf. Accessed 10 Apr 2022
Barewar SD, Kotwani A, Chougule SS, Unune DR (2021) Investigating a novel Ag/ZnO based hybrid nanofluid for sustainable machining of inconel 718 under nanofluid based minimum quantity lubrication. J Manuf Process 66:313–324. https://doi.org/10.1016/j.jmapro.2021.04.017
Junankar AA, Parate SR, Dethe PK, Dhote NR, Gadkar DG, Gadkar DD, Gajbhiye SA (2021) Optimization of bearing steel turning parameters under CuO and ZnO nanofluid-MQL using MCDM hybrid approach. Mater Today Proc 47:4292–4297. https://doi.org/10.1016/j.matpr.2021.04.589
Huang WT, Chen JT (2020) Application of intelligent modeling methods to enhance the effectiveness of nanofluid / micro lubrication in microdeep drilling holes machining. J Adv Mech Des Syst Manuf 14: JAMDSM0099. https://doi.org/10.1299/jamdsm.2020jamdsm0099
Chen L, Xie H, Li Y, Yu W (2008) Nanofluids containing carbon nanotubes treated by mechanochemical reaction. Thermochim Acta 477:21–24. https://doi.org/10.1016/j.tca.2008.08.001
Choi C, Yoo HS, Oh JM (2008) Preparation and heat transfer properties of nanoparticle-in-transformer oil dispersions as advanced energy-efficient coolants. Curr Appl Phys 8:710–712. https://doi.org/10.1016/j.cap.2007.04.060
Kumar LH, Kazi SN, Masjuki HH, Zubir MNM (2022) A review of recent advances in green nanofluids and their application in thermal systems. Chem Eng J 429:132321. https://doi.org/10.1016/j.cej.2021.132321
Acknowledgements
The authors greatly acknowledged the financial and equipment support from Universiti Teknikal Malaysia Melaka (UTeM) through the FRGS grant, FRGS/2018/FKP-AMC/F00376.
Funding
This research was supported by the Ministry of Higher Education (MOHE) through the FRGS grant, FRGS/2018/FKP-AMC/F00376.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kursus, M., Liew, P., Che Sidik, N. et al. Recent progress on the application of nanofluids and hybrid nanofluids in machining: a comprehensive review. Int J Adv Manuf Technol 121, 1455–1481 (2022). https://doi.org/10.1007/s00170-022-09409-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09409-4