
Abstract
This paper presents an overview of the recent advances in optimization of die design through finite element analysis for aluminum alloys of 6xxx series. The die design and optimization play a crucial role in the production of 6xxx series alloys, in order to attain high quality’s final products. Before the use of finite element analysis (FEA) in aluminum extrusion industry, many experiments and modifications are needed until an acceptable product becomes available. The use of finite element analysis acquires a key role in the direction of eliminating trials and defective extrudates and use is gaining more and more ground through most of the manufacturers. This review will show how various studies try to enhance the performance of the extrusion dies through simulations and how the majority of the most common defects could be prevented if the use of the suitable software and techniques are implemented. The main covered areas from the current review are material flow optimization, flow balance in extrusion of complex aluminum profiles, spread extrusion die design, optimization of porthole extrusion dies, front end and back end defects, die bearing geometry and surface defects, automatic die design optimization and liquid nitrogen die cooling.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Many studies on the optimization of die performance with the use of FEA have been carried out since software solutions appeared. Problems such as surface defects (e.g., streaking and spangling), transverse welds, welding surface formation, extrusion exit speed heterogeneity, extrudates’ geometry problems can be easily prevented on the use of special extrusion simulation software. In addition, material flow optimization investigation through innovative die design concepts and use of technologies specialized in increasing the productivity rates of extrusion lines (e.g., liquid nitrogen) can be studied with FEA. Two are the most common formulations approaches that are used in order to simulate the filling process during the extrusion. These are the Arbitrary Lagrangian Eulerian and the Eulerian (Steady State). The Arbitrary Lagrangian Eulerian one can simulate the filling process of the die by using a self-developed pressure and temperature-dependent friction model. Figure 1 depicts the simulated model of a porthole extrusion die, in which the Arbitrary Lagrangian Eulerian approach has been used. The Eulerian (Steady State) formulation uses a fixed mesh so it cannot simulate the filling process of the die but offers possibilities such as decreased computation times [1]. However, there is also the updated Lagrangian extrusion analysis that simulates material flow in an intuitive way as commonly observed on an extrusion press. The extrusion process is divided in many time steps which are solved in a sequence [2]. Concerning the updated Lagrangian analysis, the velocity v at each node in the model is calculated at every step, and these nodal velocities are then used to update the nodal coordinates x. The effective strain \(\overline{\varepsilon }\) and other state variables are updated as the following equations indicate.
where n + 1 and n are the current and previous steps, respectively. The main disadvantage of this method is the requirement for repeated remeshing due to large deformation at the entry to the bearing channel.

Demonstration of HyperXtrude software (ALE approach) showing the porthole, the welding chamber, the bearing and the extrudate
During a Eulerian-type analysis, the velocity field is calculated in a similar way to the Lagrangian method. This velocity field is then used to update the nodal coordinates of the initially straight extrudate so that the nodes satisfy the following equation.
where vt is the nodal tangential velocity and n is the outward normal from the extrudate surface. The effective strain is based on the following equation.
where vc is the cross-sectional velocity at a certain point.
The Arbitrary Lagrangian Eulerian (ALE) formulation is an attempt to combine the advantages of both the Eulerian and Updated Lagrangian methods. The ALE method uses two mesh systems: the computational reference mesh system (CRS), on which the finite element calculations are performed, and the material reference mesh system (MRS), which follows the material as it deforms. Due to the difference in CRS and MRS systems, variables such as effective strain (\(\overline{\varepsilon }\)) are given by the following equation.
where VMRS is the velocity for the Material Reference Mesh system and VCRS is the velocity for the Computational Reference Mesh System.
Hora et al. [3] introduced a specialized ALE-FE code that allowed the combined simulation of the filling process of the extrusion die and the subsequent profile extrusion in one single simulation. The method, that used a pre-meshed filled extrusion die, is implemented to the finite element code press form and avoided any re-meshing operations inside the extrusion tools.
Donati et al. [5,6,7] investigated the advantages and limitations of finite element analysis to predict material flow and optimize the die design. Two software solutions that use the previously mentioned formulation approaches have been selected and the results showed that they successfully predicted material flow and simplified the tool design process by reducing manufacturing time and costs [4]. Many studies have proved that finite element analysis methodology has become the most important tool for extrusion process optimization to attain a high-quality product. As a result, the simulation of the extrusion process by means of FEA has been used in many studies [5–7].
The effect of die-bearing geometry on surface recrystallization during extrusion of an Al–Mg-Si-Mn alloy has been studied in another research and it has been found to have a strong impact on the thermomechanical history of the material close to the surface of the extruded section and therefore on the resulting surface microstructure. It was also shown that a layer of large surface grains (peripheral coarse grain, PCG) was produced using a zero-bearing die, whereas the choke die prevented PCG layer formation [8]. Bearing design holds a vital role in attaining high-quality extruded products. Adjustment of the bearing length in order to eliminate profile distortion is a common practice in industrial environments, but high costs are commonly present with these techniques. A new algorithm for the optimization of bearing lengths based on the core mechanics of extrusion process has been presented by Mayavaram et al. [9]. The results presented clearly showed that the process was reliable. In their specific algorithm, bearing correction was accomplished by the solver, using a standard set of extrusion flow rules based on material flow imbalance, friction, local die opening thickness and ratio of perimeter to cross-sectional area. When the desired uniformity in exit speed was reached, the optimization iterations finished. Analysis was controlled by identifying the maximum number of optimization iterations and the allowed variation in the exit speed. In the selected profiles, deviation in the exit speed decreased from 25 to 4% during six iterations.
In another work [10], a multitooth aluminum alloy radiator was designed, however numerical simulations and experiments showed that the extruded section could not be able to meet the quality standards due to material inhomogeneity. Four different die modifications were proposed to enhance the solution. The implemented changes to die were resizing the porthole design, redesigning the bearings, adding baffle plates and chamfering the support of the mandrel. Through a series of FEA simulations, the velocity deviation in the cross section of the radiator was decreased from 34.9 mm/s to 8.3 mm/s. The standard deviation of the velocity field in the cross section reduced from 10.7 to 3.3 mm/s, and the velocity uniformity was improved significantly.
As die and tooling defects are one of the major sources of extruded product defects and the corrective or maintenance operations of extrusion dies are carried out regularly, Qamar et al. [11] presented a study that defined all major die defects and presented their causes, the possible preventive measures, and the die correction operations (where required). The data were gathered from a regional aluminum extrusion factory, representing a typical medium-to-large size plant. The presented information was based on the number of dies sent for correction over a period of three years. All the dies were constructed from H13 tool steel, and the extruded aluminum alloy was either 6061 or 6063. A frequency-based statistical study of correctable die defects was also given, with the idea of identifying the most frequent problems. That work could serve as a detailed single-source reference for repairable die defects and the subsequent corrective operations. However, it is easily noticed that the available time for so many trials and modifications are not available to most of the extruders. So, the use of FEA can play a vital role to minimize the time needed for large-scale projects or die corrections.
The presented paper is organized in eight sectors. These sectors have been decided after taking into account at around 500 published scientific papers concerning aluminum extrusion die design optimization with finite element analysis techniques. Taking all the above research into account the following subjects have been selected as most important and a critical review on them has been made. These subjects are: Material Flow Optimization, Flow Balance in Extrusion of Complex Aluminum Profiles, Spread Extrusion Die Design, Optimization of Porthole Extrusion Dies, Front End and Back End Defects, Die Bearing geometry and surface defects, Automatic Die Design Optimization and Liquid Nitrogen Die Cooling. Concerning the last are of interest, there are not many research, but it is a field that some important and innovative researches, that combine metal 3d printing and liquid nitrogen cooling, have been published, so it has been considered useful to add them to this review.
2 Material flow and optimization
Knowledge about material flow during the extrusion of aluminum alloys plays an important role to recognize and ameliorate quality problems during the manufacturing process. The use of finite element analysis software has added a very strong tool during these efforts, as many costs that have been connected with production trials have been diminished. In addition, very useful information about the stresses, the friction, the weld strength and the temperatures of the extrudates can be exported from these analyses and the procedure of process optimization can be accelerated importantly.
Several techniques can be used to simulate the stresses in the extrusion dies. One option is to design the extrusion process using rigid dies that do not deform, but this option may cause severe inaccuracies during the simulation process. However, there is a second technique called coupled die stress analysis, where dies are designed to elastically deform during the extrusion process. This coupled die analysis has been used in order to investigate why a die holder is cracking. A study has shown [12] that a high tensile stress was observed in the holder at the location of the cracks. The proposed solution was to transfer the bridges in the holder to the cartridge, in order to get rid of the previously observed bending stress. Finally, the material flow for the two die designs was analyzed and it was identified that the weld seam locations were different due to the geometry of the ports in the die.
Concerning the friction during extrusion, the evaluation of tribological behavior of the Torsion-Tribo-test and the possibility of those data can be transferred to different new friction models has been studied by Hora et. al. [13]. Extrusion process is highly sensitive to frictional effects. The frictional stress (τ) will be frequently specified as a function of the yield stress kf based on temperature T and strain rate έ as well as of the pressure p and relative velocity vrel, as Eq. (6) shows below:
However, due to the contamination of extruded material to the die surface, the contact conditions are time dependent. Due to this phenomenon, the frictional behavior becomes dependent to the length of the extruded profile (Lextrudated), as the following equation explains.
In the framework of another study [13], three friction models have been studied. The first one was based on a Bingham/Coulomb approach taking temperature into account. Despite its simpleness, it had some disadvantages concerning its behavior for high pressures, because shear stresses will exceed the maximum shear strength given by kf (έ,T) / \(\sqrt{3}\). The next model used the shear friction approach to find the friction factor m(p,v) as a function of pressure and velocity. The influence of temperature changes on friction has been neglected during experimental studies (T = 400 °C), because temperature is introduced to the shear stress calculation by the yield stress kf (έ,T). Model 3 is based on Model 2 but takes temperature directly into account. Using that method, it has been shown that the friction factor had its physical range from 0 to 1 and the predicted frictional stresses directly influenced by the yield stress based on the simulation.
Apart from the above studies, viscoplastic analyses of the material flow inside a porthole die was presented by Kloppenborg et al. [14]. A particular modular tool design was developed to prepare and simulate the material flow inside the process. The results of the experimental analysis during the production process were used for the validation of numerical results which were simulated with the special software Deform3D and HyperXtrude. HyperXtrude uses the Euler formulation, wherein a room fixed mesh is used. Consequently, the overall material flow in the process has to be modeled. On the other hand, in Deform3D, the Lagrange formulation has been chosen. There, the finite element mesh is linked to the material flow and remeshing is required during the simulation process to maintain a good mesh quality. For Langrange formulation, all of the components were discretized with linear tetrahedral elements. The results from the FEA simulations show that the material adheres on to the die walls. During the validation of the numerical results, material flow can be predicted accurately from both codes.
In another work [15], a two-step friction test was performed. In the initial step, an aluminum cylindrical specimen is placed in a ring-shaped steel die between two punches and compressed to a standard stress state chosen according to different extrusion conditions. In the second step, the force of one punch is kept constant while the other punch is moved by controlled displacement to shift the specimen. With increasing temperature from 400 °C to 500 °C, the friction stress τ decreases from 26 to 15 MPa. A very thin aluminum layer with a thickness of about 30 μm has been noticed on the inner surfaces of the die after the friction test, that was a strong evidence an adhesion of an aluminum layer on the steel die cannot be avoided. Finite element simulations were finally performed to analyze the loading situations. A theoretical model with slight modifications was applied to describe the influence of normal stress and sliding velocity on friction stress. The following equation was used to fit the experimental process data.
where σ0 symbolizes flow stress, Vrel the sliding velocity, τ0 the shear flow stress and V0 a reference sliding velocity. Τhe parameters of the friction model (a,b,c and d) were determined by fitting the results of the friction tests. Particularly, a = 0.1, b = c = 1 and d = 0.7.
During another study [16] a multi-objective virtual optimization of industrial porthole dies for the optimization of profile quality (seam welds strength), of the production rate (material flow uniformity and ram speed), and of die strength, have been tested. Two profiles were chosen, a thick round tube and a more complex hollow rectangular profile. The geometric input variables most affecting the extruded section together with the ram speed were selected as variables. A multi-objective optimization was implemented by means of multidisciplinary design optimization (MDO) platform mode FRONTIER using meta-models generated over a selected set of experimental and numerical training designs. A meta-model is a model of the model, which means it is a mathematical algorithm or correlation, representing input–output relationships defined according to the given database of training designs. Concerning the same study, experimental and numerical research have been combined in order to create an initial set of training designs delivered in the variable space. This set allowed the authors to generate the most proper predictive meta-models. For the round profile, the starting point was an experimentally tested design (V1), already optimized without any automated approach with respect to the initial design (V0). Starting from V1, the average pressure in the welding chamber was increased by 2.6% and the quality index by 13.8%, in comparison with V1. The peak principal stress, as well as the peak mandrel displacement were no changed, while the relative exit speed difference at the bearing exit was improved by 1.5%, in relationship with V1. Talking about the second industrial case, its complexity was the reason of that choice even though no experimental evidence was available. Researchers achieved an increase of 4,4% to the average welding chamber pressure, and 48,9% to the quality index. Finally, the peak stress in the die was significantly reduced from 678 to 493 MPa (27.3%).
Material flow and thermal behavior during extrusion process were investigated numerically and experimentally in another work. It was found that the shape of the profile during the exit from the die by simulation showed excellent agreement with the production results. The average exit temperature of the extruded profile (measured with a non-contact infrared thermometer located 2 m after the die exit) was about 513 °C by simulation and experimental methods. In addition, the maximum extrusion load during the production was 39MN, while it was found 36MN with simulation. Therefore, the numerical model used in that research was capable enough to provide guidance in determining process parameters and designing extrusion dies [17].
Special design of pocket dies was the main core of another study from Fang et al. [18]. Three two-hole pocket dies with different steps were designed and used to manufacture two aluminum profiles with unequal thicknesses simultaneously in another publication. It was confirmed that the pocket steps can be efficiently used to adjust the metal flow for multi-hole dies without other negative effects. The most important conclusions obtained are as follows. The larger number of steps in the die pocket increased the pocket angle and made the metal flow easier. Uniformity of the material flow was significantly decreased as well. In addition, synchronization of the profiles through the die exit was easily controlled with bigger number of steps in pocket dies. Higher extrusion speeds were also achieved through multi-steps pocket die, as the profiles have lower exit temperatures. Finally, the maximum extrusion pressure decreases with the number of pocket steps.
Large extrudates were always a great challenge concerning their design optimization. Zhao et al. [19] proposed different die design methods for large wallboard profiles in another research. With the aid of numerical simulations concluded that the use of double-step welding chamber and the introduction of baffle plate in the lower die can adjust material flow balance, acquiring a smoother velocity distribution in the extruded section. However, the accurate information (shape and dimension) of the baffle plate and the double step welding chamber should be calculated considering the distance from the extrusion center, geometric characteristics of the extrudate and experimental observation.
Except for high-quality surface finish of the extrudates, there is also an important demand to reduce variations in dimensions and mechanical properties of extruded aluminum profiles. Material flow and temperature progress during the extrusion process are some of the main causes of such variations. Bastani et al. [20] used axi-symmetric finite element simulations for a case that contained two exits: the first near the center and the other closer to the container. One of the important conclusions of the above work was the strong correlation between the variation in the radial distribution of the exit temperatures and the exit speeds during an extrusion cycle. Another significant observation was the fact that increasing the ram speed, the taper tends to increase the effects of the variation. Furthermore, container cooling seemed to influence the average exit temperature at only low ram speeds.
Material flow is also strongly correlated with bearings’ design. Ammu et al. [21] presented a simplified approach based on simulation technique for generating bearing curve of an unsymmetrical profile. To describe the deformation of aluminum alloys in hot working temperature range, Sellars and Tegart proposed a mathematical equation and most commonly used to determine steady-state flow stress [22] and expressed as:
where Z is the Zener–Hollomon parameter and is determined from Z = \(\overline{\dot{\epsilon } }\) exp(ΔH/GT), \(\overline{\dot{\epsilon } }\) is the equivalent strain rate, α is reciprocal flow stress, ΔH is the activation energy, A is the reciprocal strain factor, G is the universal gas constant and T is the absolute temperature. A constant bearing length was used throughout the profile and it was found that the velocity varied from 144 to 36 mm/s, with an average velocity calculated at about 103 mm/s. After many iterations, bearing lengths were varied using systematic iterative method to achieve uniform temperature distributions and velocities of the profile at die exit. The described process was used for generating bearing curve of the unsymmetrical profile, and it was found to be efficient. In order to confirm the above die design proposal, a die was fabricated based on the generated bearing curve data and subsequently a press trial was conducted on an extrusion press of 450ton capacity using AA6063 alloy. The outcomes from simulations (extrusion load and temperature) were in good correlation with the experimental findings, confirming the validity of the proposed method.
The ALE finite element simulation methodology has been conducted by Park et al. [23] to analyze the deformation behavior and the mechanical response of 6063 aluminum alloy during the extrusion. From the comparison between the experiment and the simulation result, it was found that the FE analysis can predict the potential failure location where not only the strain is mainly concentrated but also the temperature rapidly increases. That information could accordingly provide reasonable information to find the way of problem-solving based on substantial research of physical mechanisms of the material deformation numerically.
In another research [24], an innovative design methodology for improving die life in hot extrusion processes has been investigated. An effective approach for optimum design of the die curve has been proposed. An algorithm based on a gradient method and a rigid viscoplastic finite element analysis were used for process optimizations. Die profile was expressed by a cubic–spline curve. An updated sequential quadratic programming (SQP) method was applied as an optimization technique. Under the same extrusion conditions, the comparison of stress and force along the tool–workpiece interface between the optimal and initial die profiles, which was calculated with the aid of FEA, illustrated clearly that the stress and force that have been developed at the tool–workpiece interface of the optimal die profile are lower than those of the initial one. The resulting forming-load has been decreased and resulted in a more even die wear. As a result, the die life of the optimal die profile is expected to be longer than that of the initial.
A correlation between the extrusion parameters, deformation conditions and the grain structure was obtained by combining numerical simulations and experimental results after direct extrusion of aluminum alloy 6060 with a four-hole die with chocked angle channels in another study from Mueller and Sanabria [25]. It was found that dissimilar material flow and measured temperature inside parallel and choked channels generated different grain structures. Furthermore, it seemed that the most influential parameters to define the product microstructure were the speed and the temperature inside the bearing channels (high deformation zone). Specifically, the strain rate inside the bearing channel should be taken as reference. Finally, researchers concluded that three zones with dissimilar grain size were clearly identified inside the bearing channels as well as in the extrudates. Finer grains were observed at the extrudate surface due to the higher strain rate near to the sticking friction zone.
The relative balance between the metal flow in two portholes in extrusion has been investigated by experiments and FE-analysis by Valberg et al. [26]. The critical point in that research was the fact that the billet was extruded through a die with portholes of unequal size experimentally. The metal flow has been designed by an experimental grid pattern technique. On the other hand, a finite element model of the experiment has been built and the experimental metal flow was found to be imitated accurately by that model. The change in the flow balance between the portholes causes the weld line to be transferred toward the center of extrusion.
Another study [27] was focused on analysis of the interaction between the material flow, deformation and temperature of the tooling set. A new coupled thermo-mechanical model has been built based on QForm-Extrusion program. Industrial studies have proved good agreement of simulation results with practical observations. Finally, the above research proved that bearing area displacement and inclination have a great influence on the material flow in case of complicated hollow dies.
Aiming to deeply understand of material flow during extrusion process, the grid pattern methodology has been successfully utilized by Khan and Valberg [28] for a porthole die with different sizes of porthole. The simple way of representing the metal flow by radial and longitudinal pins gave important details about deformation characteristics around die bridge and in the welding chamber. During the first stages of extrusion, the remains of contrast material from previous billet passes into the extruded section. In addition, it was found that a wavy appearance along the length of the extrudate could be found due to the extrusion weld line that may occur during the extrusion through different porthole size and for hollow profiles with different size.
Finally, the research from Solomon and Solomon [29] has shown the influence of a flat die on the material flow during direct extrusion process and consequently on extrudate’s mechanical properties and microstructure. The data collected by numerical simulation with FORGE2 software confirmed the theoretical and experimental outcomes. The following conclusions have been made from the above research. Enhancement of the particle distribution has been found with the increase of the hydrostatic pressure inside the deformation zone in parallel with a radial flow and a uniform material flow velocity. In addition, uniform grain size and mechanical properties within the cross section of the extrudate have been resulted as well with the above modifications and the minimization of the nonuniformity into the extrudate’s structure could be achieved by careful design of the extrusion die as well. The quality of the extruded product can also be improved with the use of a fillet radius in bearing surface, in order to control the homogeneity and mechanical properties in cross section of it. Finally, the strain inhomogeneity decreased with increased die fillet radius, as experimental and theoretical results proved.
3 Flow balance in extrusion of complex aluminum profiles
During the extrusion of aluminum alloys, proper die design plays a vital role to produce high-quality products combining high performance in mechanical properties and surface finish. Talking about large complex aluminum profiles, this combination has many difficulties to be achieved, as many of these extrudates are being used in automotive industry, where poor performance in mechanical properties may be very harmful.
Zhang et al. [30] investigated numerically and experimentally the extrusion process of a complex cross section and thin-walled aluminum profile used for high-speed trains. By adjusting the layout, shape and height of baffle plates, a dimensionally acceptable extruded section has been obtained. After many numerical simulations and experimental validations, it was found that baffle plates play a very vital role in balancing material distribution and metal flow. Greater than the second-step welding chamber and especially for complex profiles. The Velocity Relative Difference (VRD) is found to be 6.3% with the optimum die design concept, being decreased by 84.5% in comparison with the initial one. In addition, metal flow behavior, die stress and deflection for the optimum die design have been investigated numerically. Simulation results showed that the maximum stress and deflection of the extrusion die were both within the permitted ranges. Finally, an extrusion die was manufactured to validate the die modification process and an extruded section was produced on an 80 MN extrusion machine. Difference between experimental and desired thicknesses of the ribs is 0.12 mm. Finally, no heat defects were observed in the extruded profiles, after careful observation of them.
Numerical simulations of the extrusion process to produce large, complex hollow profiles in the non-steady state and in the steady state were performed by Xiang et al. [31] as well. The metal flow concerning two porthole dies was investigated. The formation of weld seams was explicitly revealed. Furthermore, non-uniform velocities at the die exit, causing extrudate distortions, were also predicted. Finally, distortion problem seemed to be resolved with the optimized design, following finite element analysis.
The effect of profile complexity on extrusion pressure, metal flow and product defects has been investigated by Qamar et al. [32]. Finite element analysis methodology has been used for the aims of that research and the commercial finite element package DEFORM-3D has been used. Researchers concluded that more complex shapes can cause higher extrusion pressures and more inhomogeneous material flow. In addition to shape complexity, other important factors are the extrusion ratio and symmetry of the extruded sections. These two factors were also found to increase the size of the dead metal zone (DMZ). Larger DMZ seemed to result in higher flow resistance and higher pressures may be caused as a result. It should be also emphasized that higher pressures may provoke quality defects.
To solve the defects of bottom concave appearing in the extruded sections of a complex hollow aluminum profile, a finite element analysis with the aid of HyperXtrude software has been selected [33]. Severe material flow velocity and pressure differences have been identified in the center part and the surrounding area of the extruded section. The choice of adding baffle plates in the lower has been made. As a result, the extrusion velocity in the center part of the extruded section has been increased, while reduction of the velocity has been noticed in the external part. Consequently, the maximum displacement in Y direction at the base of the profile has been reduced from 1.1 to 0.15 mm, and concave defect was remarkably enhanced.
The influence of the pocket on the material flow in multi-hole extrusion was studied by three-dimensional FEM in another research by Peng and Sheppard [34]. The temperature difference, the exit velocity of the extrudate, the deformation history of the material across the die orifice were mainly investigated, and validation with experimental data was successful. It was shown that if the correct pocket die design is applied, the material flow will be more uniform. Finally, results showed that even a small offset of the pocket can cause an important change of the material flow during extrusion. Specifically, inappropriate design of the pocket die resulted in a deterioration of temperature, velocity and hence structural uniformity around the surface. In another research, Fang et al. [35] proposed single-bearing dies with pockets of different sizes, shapes and volumes, in order to investigate the effects of the pocket geometry parameters on the metal flow by finite element analysis in combination with experimental results.
Truong et al. [36] designed a die for extrusion of a complex heatsink aluminum profile with large variable wall thickness in another study. The die design was accomplished by matching experimental design techniques and steady-state extrusion simulation with the ALE algorithm. Some of the most important outcomes of the above research are presented below. The modifications that have been made to obtain high-quality extruded section from a porthole extrusion die were the resizing of the porthole and pocket structures, the changing of the port bridge design and the adjustment of the bearing lengths. The results from the finite element analysis strongly suggested that after using the ameliorated die design the flow balance of material flow in the die was improved noticeably. Furthermore, comparing to the initial die, the velocity distribution measurements of the suggested solution such as ∆V and velocity relative difference (VRD) are reduced from 4.72 mm/s and 4.1% to 0.86 mm/s and 0.82%, respectively. In addition, the residual stresses and required extrusion force in the extrudate were also reduced from 16.19 MPa and 479.55 tons to 12.83 MPa and 477.88 tons, respectively. Finally, the peak of exit temperature of the extrudate increased slightly as compared to the initial die. ∆V and velocity relative difference (VRD) are given below.
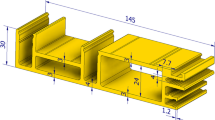
where vi is the extrusion velocity for node i on the extruded section, va is the average velocity calculated from the total number of nodes of the extrudate and n is the number of nodes considered in a cross section of the extruded section. Concerning the die parameters that seemed to influence the metal flow velocity due to the braking effect of the dead metal zone (DMZ), formed under the port bridge of the die, the width of the port bridge (W), the welding chamber height (H) and the rear tip width of the port bridge (Wt) found to be the most important (Fig. 2). However, the effect of these parameters to the velocity distribution of the extrudate may deviate. Particularly, by increasing Wt from 2 to 10 mm, the velocity distribution became more homogenous, but the maximum temperature in the exit profile rises slightly (Fig. 3). In contrast to Wt, unequal velocity distribution in the extruded sections have been arised by increasing W from 18 to 20 mm (Fig. 4). Finally, the negative effect on the balance of material flow for extremely high (above 17 mm) or very low (below 9 mm) values of welding chamber height H has been depicted in Fig. 5. In the same figure, the decrease of the maximum exit temperature of the profile with increasing H has been also presented. Some of the main findings of that research was that the main concern in designing this die type was to determine the position and structure of the port bridge, to balance the material flow on the extruded sections, especially for high thickness walls. Finally, even though the proposed die is highly suitable for metal flow balance, longitudinal weld seams can be also found in the extrudates.

The modified geometric parameters. The port bridge width (W), the rear tip width (Wt) and the welding chamber height (H) [36]

The effects of Wt on ∆V and the maximum exit profile temperature [36]

Influence of W on ∆V for die with chamfered bridges [36]

The effect of H on the extrusion process parameters of ∆V and the maximum exit temperature of the extrudate [36]
In another research from Sun et al. [37], the use of second-step chamber of the extrusion dies has been investigated in order to meet the extrudate quality and die strength requirement for a condenser tube aluminum alloy profile. Results proved that an ideal and uniform velocity distribution on the cross section of the extruded section obtained. It seemed that the adoption of a second-step chamber for complex multicavity dies could give important assets for the manufacturers. Specifically, the standard deviation of the velocity field (SDV) has been decreased from 4.37 mm/s for the initial die design, to 0.29 mm/s of the optimal die design (93,36% reduction). The SDV is used and defined as follows:
where vi is the extrudate velocity of node, i in the cross section to be researched, \(\overline{v }\) is the average axial velocity for the selected nodes and n is the number the nodes totally. Finally, the strength of the optimal designed dies has been also checked and the die maximum stress calculated at 430 Mpa, much less from the yield stress of H13 steel (1180 Mpa).
Another research from Truong et al. [38] investigated three different die design types that have been studied in order to extrude large-scale and complex solid profiles. Steady-state and transient simulations were conducted using HyperXtrude 2017 software based on the ALE algorithm. More uniform temperature fluctuation in the extruded product found during the use of the traditional flat die, compared to other solid dies. The extrusion force for that die was decreased for about 5% compared to the pocket die as well. However, longer bearing length was required (compared to the other solid die designs), which is not preferred in extrusion practice. In addition, the deformation of the flat die was the greatest and the maximum die deflection for ram speed of 1 mm/s has been calculated to 0.17 mm. In addition, it was found that the use of the pocket extrusion die has many advantages compared to the other types of solid dies. After the simulations, it has been found that the deformation was decreased, the transverse welding length decreased to half compared to the spread die and the velocity was more uniform. Furthermore, once the ram speed increased, the value of VRD stayed the same more or less, the die deformation had no change and the welding line length has not been increased significantly (rising for 221 mm when changing the ram speed from 1 to 9 mm/s). Another useful remark was that decreased extrusion force by 40% has been noticed while using the spread die extrusion force required for pocket extruders with the same product profile). Consequently, the use of spread dies may be extremely effective when the aim is to reduce a large amount of extrusion force or extrude products on small machines with larger extruded section size, compared to the billet diameter. Finally, the spread extrusion die caused the formation of doubled transverse horizontal welding length compared to the pocket die, and the charge weld length has been increased rapidly with increasing ram speed (rising for 3243 mm when increasing the ram speed from 1 to 9 mm/s).
A simulation-based optimization technique was proposed in a research from Kloppenborg et al. [39]. That technique proved to create a more uniform material flow in multi-hole extrusion processes. Results showed that the increase of the bearing lengths caused a reduction of the material flow and the possibility of an enhanced material flow may occur because of this. The presented technique was tested on an extrusion die with three holes. It has been proven that the method worked perfectly and that a more balanced exit speed was achieved in the finite element analysis. Another outcome from that research was that for constant bearing lengths, the size of the length had non important impact on the exit velocity distribution. Finally, validation between the numerical and experimental results has been performed.
4 Spread extrusion die design
The entrance shape of spread die plays a vital role in the production of high quality and acceptable large-scale aluminum extruded products. Before the use of finite element analysis, the design of a spread die was generally based on the experience and expertize of the die designers. Moreover, many costly plant trials were also necessary to attain a qualitative product. Consequently, it was extremely difficult to ensure the material flow through subsequent feeder die with the acceptable velocity uniformity and ensure the die strength as well. Liu et al. [40] investigated with the aid of finite element analysis three spread dies with different entrance shapes. HyperXtrude software based on ALE algorithm has been used for their analysis. The entrance shapes of 2 spread dies are shown in Fig. 6.

Entrance shape and dimensions of two spread dies a Die 1. b Die 2
In another study [41], the use of finite element analysis has been made to investigate the behavior of a spread die for a large-size, flat-wide, and multi-ribs aluminum profile. Standard deviation of velocity (SDV) has been chosen as a tool, to investigate the material flow uniformity of the extrudate. After that, the material flow optimization for the spreading die has been implemented with three step modifications. Finally, validation of the finite element analysis model for the spreading extrusion of large-size and flat-wide solid profiles came through high geometrical accuracy and relatively consistent mechanical properties of the extruded parts. Concerning the obtained conclusions from that research, the calculated SDV for the first die design was up to 64.3 mm/s, which was in unacceptable limits. There was large flow velocity at the part with multi-ribs, while the profile velocity at the left end of profile was extremely low. The reason of that phenomenon was a combination of many factors such as the dead metal zones, the positions of die orifices and the differences of wall thicknesses of the extrudate. SDV of 0.92 mm/s was achieved after three modifications of the spreading pocket die. Moreover, lower residual stresses in the extruded section, more uniform temperature distribution during the exit of the die and lower required extrusion force were shown. Some of the key design solutions in order to achieve the above results included more pocket steps, recalculating dimensions and the shape of multistep pockets and optimizing the die bearings.
Wang et al. [42] proved the high impact of the spread die design as well for a large-size, hollow, and flat-wide aluminum alloy profile used in the high-speed train. With the aid of finite element analysis and experimental verification, the maximum velocity difference in the cross section of the extrudate reduced from 8.63 to 3.07 mm/s, and the corresponding SDV decreased from 1.56 to 0.69 mm/s. The influence of spread die design on the metal flow behavior during extrusion has been studied experimentally from Imamura et al. [43]. The results revealed that the extrusion load was decreased by about 30% in comparison with a normal die design. However, the high friction generated at the interface of the spread ring and billet during the filling process worsened the material flow balance in spread extrusion die. In addition, it was assumed that when the extrudate was wide or when spread ring height was small, the plastic deformation zone’s shape on the die face altered from an ellipse into a shape similar to number eight at the wide place at both ends of the die opening. Consequently, the material flow balance severely got worse, due to a rise in the size of the plastic deformation zone.
5 Optimization of porthole extrusion dies
Porthole dies are mainly used in order to extrude large cross section, multi cavity and thin wall profiles. The demand of that type of profiles has been increased significantly and the extrusion technology offers a key solution due to its high productivity. The extrusion process by porthole die is complicated and die design is vital for the quality of the extruded section. The design of the porthole die should give optimum material flow and uniform temperature distribution to attain the desired profile geometry and eliminating die scrap. Ayer et al. [44] investigated the extrusion simulation of a porthole die for standard aluminum profile with the use of HyperXtrude Inspire Extrude Metal 2019 software. Specifically, the pressure distribution was evaluated for the extrusion process and they concluded that the pressure distribution of the pocket section and on the profile was uniform and stable for the entire process. In addition, the maximum temperature was calculated at 582 °C. The temperature range reached in the welding chamber was between 517–541 °C. It is known that the main welding mechanism between stream welds is solid-state bonding, so it can be concluded that the temperature values that revealed after the simulations were suitable for a desired welding conditions during the extrusion process.
In another study [45], a porthole die was designed and optimized through finite element analysis. The defects existing in the original die design was found through the simulation, and their derivation was investigated. Validation of the simulation results was followed. To solve the existed problems, modifications of the mandrel and the die bearings length were proposed. For the initial die design, the extrudate had a heterogeneous velocity distribution in its cross section and bended outward when exiting the die. The maximum exit velocity difference was 12.7 mm/s. In addition, severe stress concentration was present near the junctions between the adjacent mandrel teeth, and the stress near the entrance to the central guiding gutter was 911,3 MPa. All the above advocated for an impending die failure. Furthermore, by implementing smoothed transitions at the entrance to the guiding gutters and a linear variation in the bearing length, an optimized die structure was ready. With the optimized die design, the maximum exit velocity difference in the cross section of the extrudate was decreased to 4.6 mm/s, and the bending of the tube was completely avoided. Finally, simulation showed a reduction of 18, 6% in the maximum die stress (742,1 MPa) and experimental results showed that the extruded tube defects such as the bending deformation and geometry unaccordance were eliminated, resulting in good surface quality. In addition, the microstructure of the tube exhibited a remarkable grain refinement with an average grain size of 34,2 μm observed on the cross section of the extrudate and welding lines were not present observed and a burst pressure of the tube at around 19.5 MPa, proved that the tube had a superior welding quality.
In another study [46], an experimental process was designed to investigate the role of the process parameters affecting the process load and welding quality for a porthole die. After that, a finite element analysis with the aid of DEFORM 3D was performed to research the capability of predicting the joint quality using a welding criterion. In order to describe the load related phenomena and the high significance of the interaction between the bridge shape with both the bridge width and the bearing length, an ANOVA analysis that used a quadratic model was selected. Validation of the FEA model came through after comparing the numerical and experimental results both quantitatively and qualitatively. Specifically, concerning the bridge shape, the small increase along its vertical walls results in the punch load diminution. That was more evident increasing bridge width. Finally, the influence of the bearing length on the punch load is clearer passing from the rectangle to the rhombus shape of the bridge.
Zhang et al. [47] developed an optimization system to enhance the porthole structure of extrusion dies. Depended on non-orthogonal-structured Euler grids, an automatic optimization software for porthole structure was built based on finite volume method. Specifically, considering that aluminum alloy at high temperature can be characterized as non-Newtonian fluid, some researchers introduced the finite volume method (FVM) into the numerical simulation of aluminum extrusion process. Some of them were Xianghong et al. [48] and Gonçalves et al. [49] All of them developed numerical algorithms of extrusion process based on FVM, which could handle with unstructured meshes, and were used to study extrusion dies for complex extruded sections. Gagliardi et al. [46] chose to investigate a multi-hole tube extrusion die. The resulting optimization software was used to estimate the geometry of portholes to design a new design concept. Compared to the initial porthole die, velocity distribution in the cross section of the extrudate was more homogenous and deformation at four corners was ameliorated in the optimal die design. After numerical analysis, the velocity difference and standard deviation of the velocity (SDV) in the cross section of the extruded section with the enhanced die concept, decreased by 55% and 69%, respectively. During the next stage of their research, a comparison among the numerical results obtained by the commercial software HyperXtrude and the developed software by Zhang et al. Results came to prove that the velocity distribution trend and its values in the cross section of the extrudate by those two methods were too close. Therefore, the developed optimization software of that work was well verified.
The aim of another study [50] was to design a three-hole porthole die for extruding an aluminum tube and to optimize the location of die orifices based on computer-aided design and engineering. Initially, three-hole extrusion dies with different locations of die orifices were designed. After that, finite element analysis for different multi-hole porthole dies were built with the aid of HyperXtrude software. After careful consideration, the following conclusions for multi-hole porthole die design have been made. With the increase of eccentricity ratio (distance between die orifice and extrusion center), the nonuniformity of material flow increased. As a result, unbalanced extrudate may occur. On the other hand, features such as the welding pressure increased and welding quality on the extruded section was ameliorated with the increase of eccentricity ratio. Finite element analysis has been also made in order to investigate the effect of an increased number of holes in a port-hole die. Results from the simulations, proved that an increase in the number of holes from 1 to 3, caused a decrease of 18.5% in the extrusion force. Finally, maximum stress in upper die increased with the increase of eccentricity ratio, while lower die faced less stress, compared to the upper die.
Xue et al. [51] investigated the reasons of the undesirable deformations and the uneven material flow, the mandrel deflection and the non-uniform relative exit speed of hollow extruded sections. The use of finite element analysis for the case of a typical industrial extruded aluminum alloy thin-walled extrudate with a snap-fit channel, produced by the proposed multi-output porthole extrusion process, was chosen (Fig. 7). It was concluded that some vital novel features such as a circular pattern of the portholes with a dart-shape inlet bridge, a two-step welding chamber, an uneven bearing length distribution and a buckle angle in the inlet side of the upper die were chosen to get a balanced material flow and reduce the extrusion load. In addition, the optimal bearing length and the mandrel deflection compensation were proposed in order to attain an enhanced material flow and thin-walled extrudate. Finally, Figs. 8 and 9 illustrate that the predicted results at the location A are a little greater compared to the experimental ones. The maximum error occurred at the point 7 is about 0.012 mm. This may be due to the point 7 is the most far area to the center of the extrusion dies and has the largest moment of deformations. The other relative high errors occur at the point 8 for both of the location A and B, which are the area of middle wall or cantilever. This might be the serious contraction at the middle cantilever after the cooling of the extrusion process. This phenomenon has not been predicted by the adopted numerical model. Finally, the force difference between the results predicted from the FEA model and the experimental one was about 6.93%. As a result, very high precision between the simulation results and the reality occurred.

The design of the multi-output porthole die [51]

Comparison of wall thickness deviation between experimental and simulation results for location A [51]

Comparison of wall thickness deviation between experimental and simulation results for location B [51]
In another study from Xianghong et al. [52] the extrusion process for a porthole extrusion die was simulated using the finite volume method based on the numerical analysis software Msc/SuperForge. The simulation results proved a uniformity in the material flow velocities during the exit of the extrudate from the die. A uniform material exit velocity achieved through modifying the material flow from the portholes to the bearing entrance, in order to ensure the same resistance at both sides of the path. Therefore, the path shape from the portholes to the bearings’ initial part is a vital parameter die design of porthole profiles. The stress distribution uniformity has been also ameliorated due to the more uniform flow velocity in the cross section of the bearings’ exit. Die load has been also decrease and the die life increased as a result.
6 Front end and back end defects
The reduction of scraps related to front-end defects (charge welds) and back-end defects (billet skin contamination) is gaining nowadays an increasing industrial interest in order to obtain higher quality products and attain greater process efficiency. Charge welding occurs during the beginning of each extrusion cycle because of the existence of impurities as dust and lubricants in the welding area between the billets. Figure 10 presents charge weld formation and the transverse weld extension [53]. The dark surface represents the new billet. Due to the presence of the two billets in the same cross section, an important loss of the mechanical properties may occur. Figure 11 depicts a case of charge weld formation and the transverse weld is also indicating in an extrusion of 6082 aluminum alloy. Apart from the charge weld formation, billet skin contamination is an important problem that has its origins from the outer surface of the billets. Due to the DC-casting process, the outer surface of the billets has different microstructure from the inner billet material [54]. During the extrusion process, the billet skin is possible to flow inside the die and reaches the extrudate. As a result, surface problems generation and lower mechanical properties can be observed. The negative effects of skin contamination can be minored by careful choice of the butt end. However, high accuracy of the butt end is vital in order to eliminate the skin contamination effect and the material that discarded as scrap.

Charge weld formation for a round solid bar

Charge weld formation and transverse weld extension during the extrusion of 6082 aluminum alloy
Concerning the theory of charge welds extent estimation, two theoretical estimations have been proposed [55, 56] and are given below:
where the charge weld extent (d) has been connected to the volume of material in the die ports (V1), to the volume of material in the welding chambers (V2), to the exit profile section area (Ae) and to the number of the profile holes in the die (n). The corrective factor 1.5 has been used to better approach experimental results, as reported by Jowett et al. [56].
They proposed an equation for skin contamination as well.
where Vbutt and Vb are the butt end and billet volume, respectively, and the other terms follow the definitions used in previous equations.
Concerning the research from Kim and Ikeda [54] experimental and numerical investigation was carried out for evaluating the accuracy of Altair HyperXtrude software and other proposed methodologies in the prediction of charge welds and skin contamination evolution. The main results of that work can be summarized in the following step. Initially, two profiles have been chosen in order to investigate the extent and percentage on charge welds prediction. The validation process showed high correlation between experimental and numerical data. An error of 16% has been found, concerning the skin contamination existence. Experimental results found it 3750 mm from the stop mark numerical ones showed the beginning at 4538 mm from the stop mark. Consequently, empirical and theoretical methodologies deeply underestimate the evolution of both front and back-end defects (-42% and -60% respectively). In general, from an industrial point of view, it has been emphasized that the overestimation of percentage of skin contamination is not a concern since the profile has to be rejected anyway, but the overestimation of the onset point of the contamination is very vital from a production point of view. To sum up, despite the inaccuracy, the FEA could give a good estimation of the billet skin evolution for a selected die design.
In another research, Hatzenbichler and Buchmayr [57] used finite element analysis in order to quantify the main causes of the transverse weld formation and the back-end defect. Deform software has been used for the simulations’ stage. The simulations showed that the most significant influence on internal defect length was the friction between dummy block and billet. Furthermore, the prechamber geometry played a vital role on defect length. To sum up, the results of that study proved that extrusion scrap due to internal defects can be prevented by paying attention to the lubrication and coating of the dummy block and to the prechamber geometry. In addition to the previous study, the influence of the bridge shape on the pressure inside the welding chamber during the porthole die extrusion has been investigated by Gagliardi et al. [58] and proved that the bridge designs causing a sound material flow in the welding chamber could improve the pressure level and the welding condition.
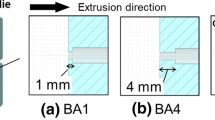
Mahmoodkhani et al. [59] investigated the effect of feeder geometry (the regular round pocket vs tapered one) on the transverse weld formation. Finite Element Analysis with Deform™ software, being validated with experimental data have been used during that research. Results showed that a large impact of it on the size of dead metal zone and thickness and length of the transverse weld in the extruded section. The tapered feeder geometry made easier the depletion of the previous billet material from the feeder. Consequently, the size of dead zones and the transverse weld formation significantly reduced in comparison to the regular round pocket feeder. Furthermore, the predicted extrusion load and the exit temperature during extrusion seemed not to be affected seriously from the tapered feeder geometry. In another research from Li et al. [60], extrusion experiments and numerical simulations were performed with the aid of a flat die without feeder, one with symmetry and one with asymmetry feeder. The results showed that the use of feeder chamber caused an increase to the overall strain and a minor decrease to the strain rate. Moreover, it was found that the extrudates consisted of elongated coarse grains and a small number of fine grains, which proved the occurrence of dynamic recovery and partial dynamic recrystallization. The dynamic recovery degree was higher in the extrudate with asymmetry feeder, while the dynamic recrystallization degree was higher in the extrudate without feeder. Figures 12 and 13 represent the two feeder geometries with try-square tools in real dies and schematic presentations of the same cases as well.

Regular feeder geometry

Tapered feeder geometry
Finally, simulation results proposed that the extrusion ratio can significantly affect the transverse weld length. Specifically, as the extrusion ratio increased the length of the transverse weld increased as well. Zhang et al. [61] reached the same conclusions after numerical and experimental results. One other important conclusion from their study was the fact that the transverse weld length decreased with the increase of ram speed, as smaller ram speed caused lower extrusion force and a decreased extrusion force could not be able to deplete the old billet from the die cavity out of die orifice.
In another research from Donati and Tomesani [62], the extrusion of special H-shapes has been modeled with FEM in different extrusion conditions and for different die designs, in order to study the resulting welding quality for 6082 aluminum alloy. Many parameters for evaluating welding quality were studied, by considering the distribution of velocity, pressure and flow stress in the welding surface. Two of the most important criteria were:
-
Maximum Pressure Criterion: It was suggested by Akeret [63], as a vital parameter in order to characterize the welding quality of the extrudate. As soon as the elements i of the welding chamber are known, then that criterion is described from the equation Pm = max(pi). If that value exceeds a certain limit, that depends on the material properties, the welding can be characterized as qualitatively acceptable.
-
Pressure–time–flow criterion: The speed was introduced as a correction factor, meaning that the flow of material through a certain point should also be taken into account. That new parameter was expressed as the next equation describes:
$${\mathrm K}_{\mathrm{ad}}=\frac1m{\textstyle\sum_{i=1}^l}{\textstyle\sum_{j=1}^m}\frac{pij}{\sigma ij}$$(15)
where σ is the actual effective stress. l, m elements define the welding surface.
A careful sorting of criteria, able to predict the correct variation of welding quality, was performed subsequently, by analyzing the behavior of each parameter with different leg shapes and extrusion speeds. The Pm criterion showed good agreement, until certain limits, with the experimental results, while the Kad parameter was in total accordance with them. Finally, it was emphasized that the welding criterion Kad is composed of two different parts: the welding chamber length and the pressure on effective stress ratio. Consequently, high values of Kad can be achieved with decreased pressures and chamber with increased lengths or with decreased chambers if increased pressures are given [63].
Reggiani et al. [64] tried to bridge the existent gap in the forecasting of the position of the charge weld and the inaccuracy during the rejection of extruded parts. During that research, investigation of the evolution of the charge welds inside a multi-holes profile and determination of their exact extension and position by experimental microstructural analyses combined with finite element simulations performed with the Arbitrary Lagrangian–Eulerian methodology and the HyperXtrude software. Skin and other defects were also experimentally studied and a numerical sensitivity research on the impact of the friction model selection was made. Comparison between experimental and numerical results presented a good agreement concerning the forecasting of the formation and position of the charge welds. The results proved that the FE code was a reliable tool in the die design stages, not only for process optimization but also for the scrap length determination. Furthermore, a process efficiency index was defined and it was found that the accuracy of the optimization process for charge weld formation increased from 82.6%, as resulting from the existent industrial methodology, to 88.3% with the combination of experimental and numerical practices.
Reggiani and Donati [65] in another research tried to compare the experimental and numerical (finite element analysis) studies performed over years and concerning the prediction of the charge weld formation. The main findings or the presented research were that empirical rule that based on the extrusion ratio was frequently used in the industrial environments to estimate the charge weld length, but a minimum error of 42.9% for the four investigated case studies has been found. Consequently, its use was not recommended by the authors. For the selected case studies, an average error of 4% was determined for the experimental-analytical predictions by using the corrected formula, against 31.6% for the uncorrected one (Eq. (13), (14) present the theoretical estimations for charge welds extent estimation). The average numerical-analytical percentage errors were 59.4% and 39.1% for the uncorrected and corrected formulas, respectively. Comparison between the analytical formula (corrected with a 1.5 factor) and numerical predictions concluded to an average lower percentage error (4%) but a higher standard deviation (16.8%) for the analytical model. Apart from the above remarks, simulations proved an important tool to predict details concerning the charge welds formations, by means of transient simulations. However, the computational time was depending on the die and profile complexity. For the four investigated cases of that research, the computational time varied from 10.1 h to 132 h. Finally, researchers proposed that innovative analytical formulations should be built, including more die design factors and extrusion parameters in order to attain a more accurate prediction of the charge weld length.
In an experimental study [66], the influence of some extrusion parameters on the flow behavior of the billet surface layer in porthole die was investigated. To detect the flow pattern of the surface layer, two types of billets were used. The flow of the surface layer could be split into a forward flow along the boundary of the dead metal zone and an inward flow along the back place of the billet. It was proved that the extrusion temperature had a little effect on the flow pattern, while the friction in the container strongly influenced it. In addition, the material flow of the billet surface layer inserted in the welding chamber through the porthole was shown clearly. Specifically, once the surface layer flowed into the porthole, it appeared on the outer face of the extrudate or just below it. Bakker et al. [67] studied the quality of the weld seam according to different geometries of the welding chamber. It was concluded that a very shallow welding chamber could cause the creation of macro-hole defects on the cross section of the extrudate.
Finally, another experimental research [68] has measured the effect of the existence of a charge weld transition zone on the failure chance and local effective mechanical properties of the extrudate. During this study, a special designed die in terms of flow pattern was selected in order to make possible the isolation the effect of charge weld. The influence of the charge weld zone on the failure and damage evolution during tensile testing has been estimated. It was found that the mechanical performance was severely affected by the density of the oxide particle distribution at the charge weld boundary. Crack initiation was influenced mainly by the central weld seam interface place, containing some fractured layer of oxides. The main conclusion of the presented study was that the flow pattern in the die affected the shape and length of the charge weld interface, as well as the reduction in mechanical behavior due to breaking of the oxide layer.
7 Die bearing geometry and surface defects
In order to reach high productivity rates with acceptable quality, many extrusion parameters should be taken into consideration in order to obtain advanced material properties and extrudates whose geometry will be within the tolerances. Particularly, the extruded section should have uniform exit speed during the process to prevent deflection of the final product. Therefore, bearing lengths should be carefully chosen during the die design process, in order to maintain uniform velocity of the extrudate. Consequently, many experimental and numerical studies have been made for the enhancement of die design techniques concerning material flow on bearings. Akeret and Strehmel [69] investigated the effect of bearing geometry with extrusion trials and Miles et al. [70, 71] studied the influence of bearing length using the medial axis transform method.
Mahmoodkhani et al. [72] studied the effect of bearing die geometry on the microstructure development at the surface of an Al–Mg-Si-Mn extrusion alloy for two limiting die exit geometries (choke and zero bearing). It was proved that the die bearing geometry had a strong influence on the resulting surface microstructure of the material close to the surface of the extruded section due to the thermomechanical history of the alloy there. It was shown that a layer of large surface grains/peripheral coarse grains (PCG) were formed with the zero-bearing die. On the other hand, the choke die prevented PCG layer appearance. To sum up, that research showed that changes in the design of the die bearing or in the extrusion velocity may affect large surface grains formation. A combination of finite element analysis and an estimation of the local stored energy can be very helpful in order to predict the formation of the PCG layer.
Parson and Jowett [73] investigated the influence of die bearing geometry on surface recrystallization of 6xxx extrusions experimentally. Alloy Chemical composition and ingot microstructure are known to have an influence on the formation of a surface recrystallization area. Extrusion parameters can also affect its existence. The use of conic dies has been previously shown to have a positive effect on this problem. Using data generated on the Rio Tinto Alcan extrusion press, the presented study described how modifications in die bearing geometry and angle of choke on normal die bearings could enhance the appearance of grain structure. Some of the most important outcomes highlighted that by increasing simultaneously choke angle and bearing length, the extrusion pressure increased as well. The exit temperature (and die bearing temperature) was similarly increased as well. In addition, the length and choke angle of the bearing significantly affected the thickness of the peripheral coarse grain (PCG) layer in the as-quenched profiles. In particular, with the 3 mm thick flat strip and with long choked bearings, several times higher speeds could be achieved. Furthermore, a careful selection of choke angle and bearing length seemed to cause reduced thickness of the PCG layer. However, it was found that temperature alone does not control speed cracking, but the compression or tension at the extrudate’s surface would be a contributory factor. Particularly, the maximum speed without speed cracking was significantly increased by increasing the length of the bearing and chocking them as well.
Lee and Im [74] investigated bearing lengths for the control of material flow in the flat die hot extrusion. Bearing lengths for U-shape die geometries were designed by using the exit velocity distribution, resulted from Finite element simulation results in accordance to the thickness and distance from the die center of the extrudate. The designed bearing lengths resulted in enhancement of the uniformity of exit velocity distributions. Furthermore, it was found that the proposed design equation had the same good results for a L-section die exit geometry.
8 Automatic die design optimization
Apart from the experimental and practical methods of optimization the die design that are basically dependent on the experience of the die correctors, many other numerical based methodologies are presented in the current review paper. Even though FEA has played a vital role during the numerically die design optimization, many researchers have proposed some methods that are based on design of experiments (DOE) method to enhance some key geometric variables of extrusion dies. The DOE requires implementing several trials which involve at least two levels of each parameter (the high and the low) when linearity of the dependent variables could be presumed with little risk. This is generally appropriate to a narrow range within the working scope of any process parameter [75]. Concerning the extrusion process, sample points should be initially obtained with DOE, and the relationship function between response and the design variables will be then constructed. Furthermore, the optimization algorithm is usually used to solve the function and optimum design parameters will be then found within the scope of sample points [76]. Considering the exit temperature and the extrusion load as optimization objectives, Zhou et al. [77] used an artificial neural net- work to optimize the extrusion velocity, shape complexity, stroke of the extrusion stem and extrusion ratio during an aluminum magnesium alloy extrusion. Li and Bridgwater [78] investigated the possibility to forecast the extrusion load with the use of ANN as well. Combining the response surface method and the center-utilized design approach, Gagliardi et al. [79] achieved the minimum extrusion force and very good welding quality by optimizing the geometry (shape and width) of porthole bridges and the bearings’ lengths. The use of an artificial neural network methodology has been also proposed to study the effect of extrusion speed, extrusion ratio, billet temperature, number of die holes and profile thickness on the extrusion force by Jawwad and Barghash [80]. Finally, the effect of temperature on extrusion of an aluminum magnesium alloy has been investigated by Hsiang et al. [81] with the aid of an ANN and it was found that the ANN can calculate with extreme accuracy the tensile strength distribution for rectangular profile geometries under different extrusion parameters.
Zhang et al. [76] used the response surface method (RSM) and mesh deformation technique (MDT) to automatically optimize the feeder chamber of an extrusion die. After the optimization process, the velocity distribution in the extruded section seemed to be enhanced and the standard deviation of the exit velocity decreased from 7.83 mm/s to 2.47 mm/s (-68,45%). In another research by Zhang at et al. [82], Taguchi’s design of experiments has been used and 32 combinations of extrusion parameters have been selected to simulate the whole process for a hollow aluminum profile with HyperXtrude. Signal-to-noise ratio (S/N) analysis and ANOVA were used to study the effect of extrusion parameters (ram speed, billet diameter, die temperature, billet preheated temperature, and container temperature) on velocity relative difference (VRD) and extrusion force. The following assumptions were made. Based on ANOVA, the influence of extrusion parameters on VRD has been found and the results of the research proved that billet diameter (or extrusion ratio) had the greatest impact, followed by die temperature, ram speed. Container temperature and billet preheated temperature had a minor effect. By means of S/N analysis, the optimum combination of extrusion parameters for minimum VRD was reached and the values were the following: billet diameter of 170 mm, die temperature of 465 °C, billet preheated temperature of 480 °C, ram speed of 2.2 mm/s and container temperature of 425 °C. VRD was decreased by 50% after the optimization process. The extent of the impact of process parameters on extrusion force has been studied as well. The minimum required extrusion force was obtained with billet diameter of 165 mm, die temperature of 475 °C, ram speed of 0.4 mm/s, container temperature of 445 °C and billet preheated temperature of 495 °C. The extrusion force was decreased by 24.7% after the optimization process.
A new ANN-based partial modeling technique has been developed by Jawwad and Barghash [83] in another research, during their try to predict maximum extrusion pressure in terms of process parameters. The proposed methodology applied to the case of industrial extrusion of aluminum alloys. Combination of statistical analysis of variance into ANN has been selected in order to complete that study. Very close agreement between predicted and real behavior has been found for the present ANN model with a prediction error value of 2.5%. According to the presented model, initial billet temperature and its relationship with other extrusion parameters such as ram speed, has been found to affect maximum extrusion pressure. Better prediction capabilities, in terms of both response to the different extrusion parameters and determination of highly important parameters and interaction influence, have been proved for the new ANN-base model, comparing to normal linear regression model.
In another study [84], the extrusion process for a AZ31B magnesium alloy was simulated using DEFORM-3D software to create data in order to provide input for artificial neural networks (ANN). The ANN model was trained by taking ram speed, shape complexity, extrusion ratio and ram displacement as the input variables and the profile exit temperature and extrusion load as the output values. The ANN predicted results were found to be in agreement with the numerical results and experimental measured ones.
Bingöl et al. [85] investigated the nonlinear effect of different die parameters on extrusion load, with the aid of an integrated ANN and FEA methodology along with experimental validation. Gear-like extrudates have been produced and simulated successfully using the DEFORM-3D software. A database has been created in order to provide the data for an ANN. Extrusion ratio, gear tooth number, ram displacement and die land length were taken as the input variables for the ANN, while the extrusion load was selected as the output data. Comparisons showed that a very good connection between the FEA and the predicted extrusion loads from the chosen ANN model has been attained. In the statistical model, R2 value between the FEA results and ANN was found to be 0.9981, which is considered significant to predict the extrusion load for different die parameters for gear-like profiles. It was also concluded that extrusion ratio (ER) affects the extrusion load in a greater grade comparing to the teeth number and die land length.
Mayavaram et al. [86] presented a numerical algorithm to optimize the bearing lengths that produce uniform velocity at the die exit during their research. That was built on a finite element model to solve material flow during extrusion process. The proposed solution included iteratively computing strain fields, velocity and temperature during extrusion and recalculating the bearing lengths until uniform material flow has been attained. In another research from Lucignano et al. [87] two neural networks were used to optimize the aluminum extrusion process, by predicting the temperature profile of an 6060 aluminum alloy at the exit of induction heater (ANN1) and at the exit of the die (ANN2). Experimental data from the real extrusion process has been used to train the three-layer neural networks with Levemberg Marquardt algorithm. The exit temperatures from the extrudates, that predicted by the neural network, seemed to exactly agree with experimental values.
Butdee [88] investigated the redesign process using an adaptive methodology. In that case, Case-Based Reasoning (CBR) and ANN methods were combined. However, the CBR methodology has an excellent prediction ability only at an exact or similar extrudate design. On the presented paper, The CBR has been chosen for die feature adaptation and the ANN utilized for prediction and parameter adaptation for a new extrudate and die design. The actual production yield was given and the ANN calculated the best billet size in order to achieve the maximum yield.
9 Liquid nitrogen die cooling
The temperature monitoring during extrusion of aluminum alloys is a vital factor in order to increase the die life, to avoid quality defects and to enhance the productivity of the process. There are many ways to control the extrusion temperature and one of them that has been used in many cases during the last decade is the die cooling through liquid nitrogen. Among the methods that can be adopted to control the exit temperature of the extrudates, many manufacturers act by making use of tapered billets or by decreasing the billet pre-heating temperature. However, the above methodologies offer a minor advantage in terms of productivity enhancement against increased risks of die failure [89, 90]. One other possible choice is the isothermal extrusion in which the extrudate’s exit temperature is kept at a standard value by a closed-loop control of the ram speed [91]. In the last few years, as the quantity demands for aluminum extruded products has been increased and the high quality’s requirements in parallel with antagonistic prices have been appeared more and more often, the use of nitrogen cooling systems, especially with the use of liquid nitrogen was raised as a promising solution [92,93,94]. However, apart from the advantages that the liquid nitrogen system may offer in removing heat from the extrusion die, it is very crucial to pay huge attention on parameters such as die design and optimization, especially for the shape and the depth of the liquid nitrogen channels and the exact number and positions of the inputs and outputs of liquid nitrogen. Figure 14 illustrates a picture that represents the liquid nitrogen channels that have been designed during the die design study of a certain aluminum extrusion die for the liquid nitrogen system that is installed in the factory and a CAD caption of another die, where the liquid nitrogen channels are clearly shown. Furthermore, Fig. 15 shows the progress of the ram speed and the exit temperature of the extrudates for the initial and optimized die design. Hyperxtrude software form Alumat SRL has been used during the die design process. The extrusion process has been mad at Alumil SA in a 3750t extrusion press. The billet at which the use of liquid nitrogen has been selected, is indicated with the red number. Finally, the important increase of the ram speed, seemed that it does not affect the exit temperature of the extrudates, due to the use of liquid nitrogen as cooling agent.

Nitrogen channels

Progress of the ram speed and the exit temperature of the extrudates for the initial and optimized die design with and without the use of liquid nitrogen as cooling agent
The finite element analysis methodology can also play a vital role in order to accurately predict the main output parameters such as die and extrudate’s exit temperatures, extrusion load data history, charge welds and seam welds formation [63, 95,96,97]. Taking the above into consideration, numerical approach can now be utilized for more advanced applications. For instance, the FE methodology of cooling channels has been reported in literature, however mainly for die casting applications and plastic injection molding [98, 99].
In order to provide extruders and die manufacturers with a numerical tool specialized on die thermal field, a finite element model of the extrusion process with the use of liquid nitrogen cooling system has been developed by Reggiani and Donati [100]. A simplified 1D modeling of the cooling channels was used and validated experimentally with a process trial previously specifically carried out to test the cooling efficiency in a multi-hollow extrusion die. COMSOL Multiphysics software has been used. The main outcomes of the above research were that a reduction of more than 100 °C of die temperatures was measured near the cooling channels in the multi-hollow profile, with a maximum extrudate temperature decrease up to 20 °C. However, no important effect has been measured in the mandrel, due to its distance from the liquid nitrogen channels. Concerning die design parameters, the position of the inlet had a great effect on the temperature distribution and the total temperature reduction. A peak error of 7.7% in the temperature prediction for the maximum liquid nitrogen flow rate has been achieved. As a result, the presented numerical predictions of cooling channel in COMSOL Multiphysics showed an important agreement with experimental results.
In another study [101], a multi-die design has been designed and it was consisted of a SLM printed insert with a conformal cooling channel and a conventionally machined external steel housing. The insert has been experimentally tested in a laboratory for the extrusion of both ZM21 magnesium alloys and AA6063 aluminum. Numerical simulations with COMSOL Multiphysics software have been followed for cooled and uncooled conditions. It was concluded that the press load did not increase excessively in cooled condition, during the experimental process, as a maximum of 20% has been found for ZM21 alloy. An increase of more than 50% in the ram speed has been achieved for 6063 aluminum alloy with the use of liquid nitrogen, as a reduction of more than 90 °C from the uncooled condition has been measured. In addition, 3d printed insert seemed to work perfectly during the whole extrusion process, as no defects raised. Finally, the finite element analysis results validated through the experimental process both in cooled and uncooled stages, with maximum deviation of 14% and 7.5% in terms of load and temperature, respectively.
In an experimental study from Donati et al. [102] the effect of liquid nitrogen cooling on extrusion conditions has been investigated through the monitoring of the process parameters of a die. It was concluded that, without the use of liquid nitrogen, steady state condition was generally reached after only 4 billets. Once the use of liquid nitrogen was started, a big reduction of die temperature in the regions near the die channels was measured. Particularly, a decrease of profile temperature up to 20 °C was achieved in the selected profile location, while the die’s temperature was decreased in a certain place up to 60 °C. Furthermore, the following parameters seemed to play a vital role during the use of liquid nitrogen system. First of all, the position and shape of the channel. Specifically, the distance from bearings to cooling channel, the channel’s geometry related to the extrudate’s shape, the dimension of the insert holes and channel, as well as their exact place, found that strongly affected the cooling effect on the extrudate’s surface and consequently the total process efficiency. Concerning the positioning on inlet, in most circumstances a single inlet may be used for cooling with liquid nitrogen. However, this choice has been caused non-uniform cooling rates among the channels, as it was possible for the liquid nitrogen to change its phase during the path and a different cooling effect could be resulted at locations far from inlet. Finally, the liquid nitrogen flow rate found to be a high importance’s factor during the use of this technology. By changing the flow rates, the die cooling effect has been strongly affected and consequently very different extrudate’s temperature measured.
10 Summary
The current review paper presents some of the most important studies that have been made during the last years and concern the use of finite element analysis in the manufacturing process of aluminum extrusion dies. More than 500 published studies have been studied and the 20% of them have been presented in the current research. The main covered areas from the current review were: Material Flow Optimization, Flow Balance in Extrusion of Complex Aluminum Profiles, Spread Extrusion Die Design, Optimization of Porthole Extrusion Dies, Front End and Back End Defects, Die Bearing geometry and surface defects, Automatic Die Design Optimization and Liquid Nitrogen Die Cooling. Taking all the above into consideration, it is very important for die suppliers and extruders to find ways to drop manufacturing and process costs. It has been proven that the use of finite element analysis could be a strong asset, in case that it can be used in the right way.
Furthermore, the use of artificial neural networks (ANN), combined with FEA software can make the whole process, even more efficient as many manual iterations could be avoided. Some of the most common problems, seemed to be very easily predicted and the use or development of special finite element analysis methodologies should be a standard not only for die manufacturers, but for extruders as well. The proper use of FEA tools can increasingly drop trial costs and die modifications for the final users. The last developments in the field of Artificial Intelligence may open new challenges in the die design optimization processes with the use of ANN, so further studies and investigations should be performed concerning this sector.
Apart from the ANN, the 3d printing technology combined with the use of liquid nitrogen seemed to have great potential, so much more research should be made on this field. There are not many studies concerning the use of 3d printing technology for aluminum extrusion dies that can be cooled with liquid nitrogen technology, so there is a gap that should be covered with future work.
To sum up, it seems that the use of FEA has taken an important role in the die design optimization process during the last decade and some of the latest technologies such Artificial Intelligence and 3d printing, proved to open new horizons for the future researchers.
References
HyperXtrude (Version 14.0) (2016) Simulation software for extrusion analysis. Altair engineering inc. USA
Walters J, Foster M, Bandar A (2012) The ‘State of the Art’ in aluminum extrusion simulation using the finite element method. Extrusion Technology
Hora P, Becker C, Tong L (2016) A Special-purpose FE simulation method for virtual modeling of complex hollow profile extrusion processes. Extrusion Technology
Engelhardta M, Kurmajev S, Maier J, Becker C, Hora P (2019) The application of FEA for optimization of die design. Materials Today: Proceedings 10:226–233
Donati L, Tomesani L, Schikorra M, Khalifa NB, Tekkaya AE (2010) Friction model selection in FEM simulations of aluminum extrusion. Int J Surf Sci Eng 4(1):27–41
Khalifa NB, Tekkaya AE (2011) Newest developments in the manufacture of helical profiles by hot extrusion. ASME Conf Proc 459
Reggiani B, Segatori A, Donati L, Tomesani L (2012) Finite element modeling of the charge weld evolution in a porthole die. Key Eng Mater 491:19–26
Mahmoodkhani Y, Chen J, Wells MA, Poole WJ, Parson NC (2019) The effect of die bearing geometry on surface recrystallization during extrusion of an Al-Mg-Si-Mn alloy. Metallurgical and Materials Transactions A 50
Mayavaram R, Sajja U, Secli C, Niranjan S (2013) Optimization of bearing lengths in aluminum extrusion dies. Procedia CIRP 12:276–281
Dong Y, Zhang C, Luo W, Yang S, Zhao G (2016) Material flow analysis and extrusion die modifications for an irregular and multitooth aluminum alloy radiator. Int J Adv Manuf Technol 85:1927–1935
Qamar SZ, Pervez T, Chekotu JC (2018) Die defects and die corrections in metal extrusion. Metals 8:380
Foster M, Joseph D (2016) Using FEM to model and troubleshoot extrusion die failures. Extrusion Technology
Hora P, Becker C, Tong L, Maier J, Müller S (2013) Advanced frictional models for extrusion application. Key Eng Mater
Kloppenborg T, Schwane M, Ben Khalifa N, Tekkaya AE, Brosius A (2012) Experimental and numerical analysis of material flow in porthole die extrusion. Key Eng Mater 491:97–104
Sun D, Kailer A, Andrieux F, Ockewitz A (2012) Determination of friction behavior in extrusion processes with a new experimental method. Extrusion Technology
Reggiani B, Donati L, Tomesani L (2017) Multi-Goal Virtual Optimization of Industrial Extrusion Dies. Int J Adv Manuf Technol 88:3281–3293
Zhang C, Yang S, Zhao G, Gao A, Wang L (2016) Investigation of material flow and thermal behavior during the transient stage of extrusion. Extrusion Technology
Fang G, Zhou J, Duszczyk J (2009) FEM simulation of aluminium extrusion through two-hole multi-step pocket dies. J Mater Process Technol 209:1891–1900
Zhao G, Chen H, Zhang C, Guan Y, Anjiang G, Peng L (2014) Die optimization design and experimental study of a large wallboard aluminum alloy profile used for high-speed train. Int J Adv Manuf Technol
Bastani FA, Aukrust T, Brandal S (2012) Study of effects of variations in process parameters on the extrusion process by use of finite element simulations. Extrusion Technology
Ammu V, Mahendiran P, Agnihotri A, Ambade S, Dungore PR (2018) A simplified approach for generation of bearing curve by velocity distribution and press validation for aluminum extruded profile. The International Journal of Advanced Manufacturing Technology 98:1733–1744
Sheppard T (1999) Extrusion of aluminium alloys. Kluwer Academic Publishers, Dordrecht
Park N, Song Y, Bae G, Jung S, Song J, Lee J, Choi S, Lee H, Sung H (2020) Evaluation of the effect of ram speed for extrusion of Al6063 based on ALE-based finite element analysis of L-shaped sample. Procedia Manufacturing 50:673–676
Lin Z, Juchen X, Xinyun W, Guoan H (2003) Optimization of die profile for improving die life in the hot extrusion process. J Mater Process Technol 142:659–664
Mueller S, Sanabria V (2018) Influence of choked angle of bearing channel on profile grain structure during multi-hole extrusion of aluminum alloy. Procedia Manufacturing 15:201–208
Valberg H, Nolte D, Khan YA (2014) On The Balance of The Metal Flow In Porthole Dies With Differently Sized Porthole Channels. Key Eng Mater 585:77–84
Biba N, Stebunov S, Lishny A (2014) Simulation of material flow coupled with die analysis in complex shape extrusion. Key Eng Mater 585:85–92
Khan YA, Valberg HS (2011) Studies of porthole extrusion through die with different sizes of portholes. AIP Conference Proceedings
Solomon N, Solomon I (2010) Effect of die shape on the metal flow pattern during direct extrusion process. Rev Metal 46:396–404
Zhang C, Zhao G, Guan Y, Gao A, Wang L, Li P (2015) Virtual tryout and optimization of the extrusion die for an aluminum profile with complex cross-sections. Int J Adv Manuf Technol 78:927–937
Xiang S, Zhou C, Cai Y (2012) Application of numerical simulation technology to optimize die designs for the production of complex aluminum profiles. Extrusion Technology
Qamar SZ, Chekotu JC, Qamar SB (2019) Effect of shape complexity on ram pressure and metal flow in aluminum extrusion. JOM 71(12)
Jie YI, Wang ZH, Liu ZW, Zhang JM, Xin HE (2018) analysis of extrusion defect and optimization of metal flow in porthole die for complex hollow aluminum profile. Trans Nonferrous Met Soc China 28:2094−2101
Peng Z, Sheppard T (2005) Effect of die pockets on multi-hole die extrusion. Mater Sci Eng A 407:89–97
Fang G, Zhou J, Duszczyk J (2008) Effect of pocket design on metal flow through single-bearing extrusion dies to produce a thin-walled aluminium profile 199:91–101
Truong T, Hsu Q, Tong V, Sheu J (2020) A design approach of porthole die for flow balance in extrusion of complex solid aluminum heatsink profile with large variable wall thickness. Metals 10:553
Sun X, Zhao G, Zhang C, Guan Y, Gao A (2013) Optimal design of second-step welding chamber for a condenser tube extrusion die based on the response surface method and the genetic algorithm. Mater Manuf Processes 28:823–834
Truong T, Hsu Q, Tong V (2020) Effects of Solid Die Types in Complex and Large-Scale Aluminum Profile Extrusion. Appl Sci 10:263
Kloppenborg T, Brosius A, Erman Tekkaya A (2010) Numerical Material Flow Optimization of a Multi-Hole Extrusion Process. Adv Mater Res 83–86:826–833
Liu Z, Li L, Yi J, Wang G (2019) Entrance shape design of spread extrusion die for large-scale aluminum panel. Int J Adv Manuf Technol 101:1725–1740
Liu Z, Li L, Wang G, Yi J (2020) Analysis and improvement of material flow during extrusion process using spreading pocket die for large-size, flat-wide, and multi-ribs profile. Int J Adv Manuf Technol 107:1115–1129
Wang D, Zhang C, Wang C, Zhao G, Chen L, Sun W (2018) Application and analysis of spread die and flat container in the extrusion of a large-size, hollow, and flat-wide aluminum alloy profile. Int J Adv Manuf Technol 94:4247–4263
Imamura Y, Takatsuji N, Matsuki K, Tokizawa M, Murotani K, Maruyama H (1999) Metal flow behaviour of wide flat bar in the spreading extrusion process. Mater Sci Technol 15
Ayer Ö, Bingö S, Karakaya İ (2019) An extrusion simulation of an aluminum profile by porthole die. Vibroengineering procedia 27
Fang W, Tang D, Wang H, Li D, Peng Y (2020) Optimization of die design for thin-walled flat multi-port tube with the aid of finite element simulation. J Mater Process Technol 277
Gagliardi F, Ambrogio G, Filice L (2012) On the die design in AA6082 porthole extrusion. CIRP Ann Manuf Technol 61:231–234
Zhang C, Chen H, Zhao G, Zhang L, Lou S (2016) Optimization of porthole extrusion dies with the developed algorithm based on finite volume method. Int J Adv Manuf Technol 85:1901–1913
Xianghong W, Zhao G, Yiguo L, Xinwu M (2006) Numerical simulation and die structure optimization of an aluminum rectangular hollow pipe extrusion process. Mater Sci Eng A 435–436:266–274
Gonçalves ND, Carneiro OS, Nóbrega JM (2013) Design of com- plex profile extrusion dies through numerical modeling. J Nonnewton Fluid Mech 200:103–110
Zhang C, Zhao G, Chen H, Guan Y, Cai H, Gao B (2013) Investigation on effects of die orifice layout on three-hole porthole extrusion of aluminum alloy 6063 tubes. JMEPEG 22:1223–1232
Xue X, Vincze G, Pereira AB, Pan J, Liao J (2018) Assessment of metal flow balance in multi-output porthole hot extrusion of AA6060 thin-walled profile. Metals 8:462
Xianghong W, Guoqun Z, Yiguo L, Xinwu M (2006) Numerical simulation and die structure optimization of an aluminum rectangular hollow pipe extrusion process. Mater Sci Eng, A 435–436:266–274
Negozio M, Pelaccia R, Donati L, Reggiani B, Tomesani L, Pinter T (2020) FEM validation of front end and back end defects evolution in AA6063 and AA6082 aluminum alloys profiles. Procedia Manufacturing 47:202–208
Kim YT, Ikeda K (2000) Flow behavior of billet surface layer in porthole die extrusion of aluminum. Metall Mater Trans A 31(6):1635–1643
Saha P (2008) Quality issues of hollow extrusions for aerospace applications. Proc. of the 9th Extrusion Technology Seminar Florida, US
Jowett C, Adams J, Daughetee C, Lea G, Huff OA, Fossl N (2008) Scrap allocation. In the Proc. of the 9th Extrusion Technology Seminar Florida, USA
Hatzenbichler T, Buchmayr B (2010) Finite element method simulation of internal defects in billet-to-billet extrusion. Proc IMechE 224 Part B
Gagliardi F, Schwane M, Citrea T, Haase M, Khalifa NB, Tekkaya AE (2014) Bridge design influences on the pressure conditions in the welding chamber for porthole die extrusion. Key Eng Mater 622–623:87–94
Mahmoodkhani Y, Wells MA, Parson N, Poole WJ (2014) Numerical modelling of the material flow during extrusion of aluminum alloys and transverse weld formation. J Mater Process Technol 688– 700
Li Y, Chen L, Tang J, Zhao G, Zhang C (2018) Effects of asymmetric feeder on microstructure and mechanical properties of high strength Al-Zn-Mg alloy by hot extrusion. J Alloys Compd 749:293–304
Zhang C, Dong Y, Zhao Gu, Chen L (2017) Experimental and numerical investigations on transverse weld of hollow aluminum profile during porthole extrusion process. Procedia Engineering 1653–1658
Donati L, Tomesani L (2004) The prediction of seam welds quality in aluminum extrusion. J Mater Process Technol 153–154:366–373
Akeret R (1992) Extrusion welds—quality aspects are now center stage. Proc ET I:319–336
Reggiani B, Segatori A, Donati L (2013) Prediction of charge welds in hollow profiles extrusion by FEM simulations and experimental validation. Int J Adv Manuf Technol 69:1855–1872
Reggiani B, Donati L (2018) Experimental, numerical and analytical investigations on the charge weld evolution in extruded profiles. Int J Adv Manuf Technol 99:1379–1387
Kim Y, Ikeda K (2000) Flow behavior of the billet surface layer in porthole die extrusion of aluminum. Metallurgical and Materials Transactions A 31A
Bakker AJD, Werkhoven RJ, Sillekens WH, Katgerman L (2014) The origin of weld seam defects related to metal flow in the hot extrusion of aluminium alloys EN AW-6060 and EN AW-6082. J Mater Process Technol 214:2349–2358
Den Bakker AJ, Katgerman L, Van der Zwaag S (2016) Analysis of the structure and resulting mechanical properties of aluminium extrusions containing a charge weld interface. J Mater Process Technol 9–21
Akeret R, Strehmel W (1988) Control of metal flow in extrusion. Proceedings of the Fourth International Aluminium Extrusion Technology Seminar 2:357–67
Miles N, Evans G, Middleditch A (1996) Automatic bearing length assignment using the medial axis transform. Proceedings of the Sixth International Aluminium Extrusion Technology Seminar 2:161–167
Miles N, Evans G, Middleditch A (1997) Bearing length for extrusion dies: rational, current practice and requirements for automation. J Mater Process Technol 72:162–176
Mahmoodkhani Y, Chen J, Wells MA, Poole WJ, Parson NC (2019) The effect of die bearing geometry on surface recrystallization during extrusion of an Al-Mg-Si-Mn Alloy. Metall Mater Trans A 50A
Parson N, Jowett C (2012) The influence of die bearing geometry on surface recrystallisation of 6xxx Extrusions. Extrusion Technology
Lee GA, Im YT (2002) Analysis and die design of flat die hot extrusion process 2. Numerical design of bearing lengths. Int J Mech Sci 44:935–946
Jawwad AKA, Bashir A (2011) A comprehensive model for predicting profile exit temperature of industrially extruded 6063 aluminum alloy. Mater Manuf Processes 26:193–201
Zhang C, Yang S, Zhang Q, Zhao G, Lu P, Sun W (2017) Automatic optimization design of a feeder extrusion die with response surface methodology and mesh deformation technique. Int J Adv Manuf Technol 91:3181–3193
Zhou J, Li L, Mo J, Zhou J, Duszczyk J (2009) Prediction of the extrusion load and exit temperature using artificial neural networks based on FEM simulation [J]. Key Eng Mater 424:241–248
Li YY, Bridgwater J (2000) Prediction of extrusion pressure using an artificial neural network. Powder Technol 108:65–73
Gagliardi F, Ambrogio G, Filice L (2012) On the die design in AA6082 porthole extrusion [J]. CIRP Annals-Manufacturing Technology 231–234
Jawwad AKA, Barghash MA (2013) Evaluating the effects of process parameters on maximum extrusion pressure using a new arti-ficial neural network (ANN-based) partial-modeling technique [J]. Int J Adv Manuf Technol 2547–2564
Hsiang SH, Kuo JL, Yang FY (2006) Using artificial neural networks to investigate the influence of temperature on hot extrusion ofAZ61 magnesium alloy. J Intell Manuf 17:191–201
Zhang C, Zhao G, Chen H, Guan Y, Li H (2012) Optimization of an aluminum profile extrusion process based on Taguchi’s method with S/N analysis. Int J Adv Manuf Technol 60:589–599
Jawwad AK, Barghash M (2013) Evaluating the effects of process parameters on maximum extrusion pressure using a new artificial neural network-based (ANN-based) partial-modeling technique. Int J Adv Manuf Technol 68:2547–2564
Zhou J, Li L, Mo J, Zhou J, Duszczyk J (2010) Prediction of the extrusion load and exit temperature using artificial neural networks based on FEM simulation. Key Eng Mater 424:241–248
Bingöl S, Ayer Ö, Altinbalik T (2015) Extrusion load prediction of gear-like profile for different die geometries using ANN and FEM with experimental verification. Int J Adv Manuf Technol 76:983–992
Mayavarama R, Sajja U, Secli C, Niranjan S (2013) Optimization of bearing lengths in aluminum extrusion dies. 8th CIRP Conference on Intelligent Computention in Manuf Eng 276–281
Lucignano C, Montanari R, Tagliaferri V, Ucciardello N (2010) Artificial neural networks to optimize the extrusion of an aluminium alloy. J Intell Manuf 21:569–574
Butdee S (2012) Adaptive Aluminum Extrusion Die Design Using Case-Based Reasoning and Artificial Neural Networks. Adv Mat Res 383–390:6747–6754
Saha PK (2000) Aluminum extrusion technology. OH: ASM Int Materials Par
Zasadziński J, Libura W, Richert J (2004) Fundamentals of advanced aluminum extrusion processes. Proceedings of the 8th International Extrusion Technology Seminar 2:391–7
Klaus A (2016) How to benefit from isothermal extrusion. Proceedings of the 11th International Extrusion Technology Seminar 2:215–20
Stratton P (2008) Raising productivity of aluminum extrusion with nitrogen. International Heat Treatment and Surface Engineering 2(3–4):105–108
Ward TJ, Kelly RM, Jones GA, Heffron JF (1984) Effects of nitrogen - liquid and gaseous - on aluminum extrusion. J Miner Met Mater Soc (JOM) 36(12):29–33
Ruppin D, Mueller K (1982) Influence of mandrel cooling in the direct extrusion of aluminum tubing using stationary or moving mandrels. Aluminum Dusseldorf 58(7):402–406
He Z, Wang H, Wang M, Li G (2012) Simulation of extrusion process of complicated aluminum profile and die trial. Transactions of Nonferrous Metals Society of China 22(7):1732–1737
Zhang C, Zhao G, Chen Z, Chen H, Kou F (2012) Effect of extrusion stem speed on extrusion process for a hollow aluminum profile. Mater Sci Eng B 177(19):1691–1697
Liu G, Zhou J, Duszczyk J (2008) FE analysis of metal flow and weld seam formation in a porthole die during the extrusion of a magnesium alloy into a square tube and the effect of ram speed on weld strength. J Mater Process Technol 185–98
Mazur M, Brincat P, Leary M, Brandt M (2017) Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int J Adv Manuf Technol 93(1–4):881–900
Armillotta A, Baraggi R, Fasoli S (2014) SLM tooling for die casting with conformal cooling channels. Int J Adv Manuf Technol 71:573–583
Reggiani B, Donati L (2019) Prediction of liquid nitrogen die cooling effect on the extrusion process parameters by means of FE simulations and experimental validation. J Manuf Process 41:231–241
Pelaccia R, Negozio M, Donati L, Reggiani B, Tomesani L (2020) Efficiency of Conformal Cooling Channels Inserts for Extrusion Dies Riccardo. Procedia Manufacturing 47:209–216
Donati L, Segatori A, Reggiani B, Tomesani L, Fazzini PAB (2012) Effect of liquid nitrogen die cooling on extrusion process conditions. Key Eng Mater 491:215–222
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Consent.
Consent for publication
Consent.
Conflicts of interest/Competing interests
The author declares no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Giarmas, E., Tzetzis, D. Optimization of die design for extrusion of 6xxx series aluminum alloys through finite element analysis: a critical review. Int J Adv Manuf Technol 119, 5529–5551 (2022). https://doi.org/10.1007/s00170-022-08694-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08694-3