
Abstract
In the state of machining service, to evaluate the machining accuracy reliability of multi-axis CNC machine tools, analyze the accuracy failure mode and the reliability sensitivity under the failure mode, this paper proposes a research method by the cross-correlation studies of geometric error parameters to improve and promote the accuracy reliability of CNC machine tools. Firstly, by multi-body system theory, the homogeneous coordinate transformation matrix between each body of the machine tool is established, and the spatial machining accuracy model is constructed. At the same time, considering the time series problem in the measurement process of geometric error parameters, this paper studies the correlation between the error parameters for reliability analysis and proposes a novel reliability analysis index for each measurement point in the machine tool workspace. To validation of the method, the analysis results of this paper are compared with those by Monte Carlo simulation. In addition, the accuracy failure conditions of the machine tool are studied, the failure state function of machine tool accuracy is established, and the accuracy failure modes that may occur are analyzed from this, to carry out the accuracy failure sensitivity analysis under the failure mode, and to identify key geometric errors which have a great impact on the machining accuracy reliability of machine tool in the failure mode. Finally, taking a 3-axis machine tool as an example, according to the analysis results, this paper puts forward measures to improve the accuracy reliability and verifies the feasibility of the proposed method.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As a typical highly nonlinear mechatronics equipment, multi-axis CNC machine tools are often used to process parts with complex surfaces [1, 2], so they are necessary to maintain high machining accuracy. With the extension of working time and the uncertainty of the working environment, machine tool components will be worn and performance will decline. The total errors caused by the manufacturing and assembly of components, the temperature change during processing, and the different chip parameters during processing will always affect the machining accuracy [3, 4]. In the main error sources of machine tools, geometric and thermal error accounts for about 50–70%, especially the former accounts for about 40% [5, 6]. In this paper, the geometric error parameters in the machining cycle of MAMT are measured and statistically analyzed. Based on the digital characteristics of the error parameters, the machining accuracy reliability is evaluated, and the AFS analysis of the machine tool is studied.
Generally speaking, the reliability of MAMT is mostly from the perspective of mechanics (such as stress and strength, etc.), or the machine tool is divided into multiple subsystems (such as tool axis system, workpiece box system, coolant system), and the reliability of machine tool is studied through fault tree, Bayesian estimation, and other analysis methods [7,8,9]. The machining accuracy reliability defined in this paper is the ability of MAMT to maintain a specific machining accuracy after a certain period of cutting under specific working conditions. Up to now, more and more researchers have begun to pay attention to the damage to the accuracy reliability of MAMT due to the change of geometric error parameters, and have done more research [10, 11]. Based on the measured geometric error parameters, combined with the response surface method, Wu et al. analyzed the machining accuracy reliability of machine tools, but the reliability analysis results were not verified [12]. When evaluating the reliability of the press, Xiao et al. established a reliability model of its motion accuracy, and by the Monte Carlo simulation, simulated its bottom dead center position, and proposed a novel method to study the accuracy for the press [13]. After defining the failure mode of linear guide positioning accuracy, Wang et al. proposed a method to evaluate the dynamic reliability of linear guide positioning accuracy and carried out reliability sensitivity analysis [14]. Most of the above analysis uses Monte Carlo simulation, but this method in reliability analysis is limited in actual engineering applications because it needs more sample data and a large amount of calculation.
The establishment of spatial machining accuracy model is the basis of all analysis work, and a large number of researchers have proposed many modeling methods [15]. Among them, the modeling method based on MBS theory has been widely used [16, 17, 31]. Under the assumption that each body of the machine tool is regarded as a rigid body, Zhu et al. established the accuracy model of the five-axis machining center by MBS, completed the modeling of geometric errors, and then launched the research on the identification and compensation of machine tool errors [18]. Fan et al. established the functional relationship between the tolerance and the volume error of a five-axis machine tool by MBS theory and tolerance model [19]. In this paper, based on the theory of MBS with high application maturity, the spatial machining accuracy model of the selected MAMT is established, to obtain the accuracy values in three spatial directions.
The measurement process of geometric error parameters has randomness [20], and its uncertainty and complex correlation exist objectively [21, 22]. A large number of works of literature show that geometric error parameters are multi-dimensional random variables that approximately obey normal distribution [23, 24]. In reliability analysis, it is necessary to analyze the correlation between multi-dimensional random variables [25, 26]. Chen et al. introduced the Spearman rank correlation method to describe the relationship between a single error parameter and the tool attitude error in the whole sampling space. [27]. Cai et al. optimized the accuracy of machine tools based on geometric error correlation analysis [28]. Zhang et al. proposed a pipeline reliability calculation method based on the correlation analysis of random variables and researched the correlation of variables and pipeline corrosion failure [29]. In this paper, from the randomness and uncertainty in the process of geometric error measurement, considering the time series of error data, the cross-correlation analysis method is used to analyze the correlation between error parameters for reliability analysis. Cross-correlation analysis has been maturely applied in signal processing [25], vibration signal power spectrum analysis [30], and other fields.
In the research on the sensitivity of machine tool geometric errors, researchers have proposed many analysis methods. Aiming at the influence of geometric error for a five-axis machine tool on the accuracy, Guo et al. introduced the global quantitative sensitivity method to analyze and performed error compensation on the analysis results [31]. Fu et al. analyzed the structure of the three measurement modes of TFFIA, and researched the identification of the rotation axis error that affects the accuracy of the sensitive direction in each mode [32]. Xia et al. analyzed the relationship between the installation position of the club and the direction of sensitivity and carried out a sensitivity analysis to reduce the influence of the installation error of the ball club [33]. This paper starts from each measurement point in the working space of the machine tool, analyzes the accuracy failure modes in three directions of the machine tool, and proposes a method for analysis of the machining accuracy reliability and accuracy failure sensitivity considering the cross-correlation of random errors. To find some accuracy failure machining points and the most critical geometric error of the MAMT.
The structure of the rest of this paper is as follows: In the second section, based on the multi-body system kinematics theory, the spatial machining accuracy model of machine tool is established. In the third section, the analysis method of machining accuracy reliability and accuracy failure sensitivity proposed in this paper is mainly elaborated. In the fourth section, a high-precision 3-axis machine tool is taken as an example to verify the effectiveness of the proposed method. Section 5 is to reveal the conclusion of this paper.
2 Constructing the CNC machine tool spatial machining accuracy model
Multi-body system refers to a complex mechanical system formed by connecting multiple rigid or flexible bodies in some form. MBS is currently an optimal model for analyzing and studying complex mechanical systems. For a general CNC machine tool, it is a typical multi-body system, which is composed of bed, column, workbench, motion axis, spindle, cutter, and other parts.
2.1 The main structural parameters of the machine tool
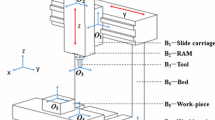
The structure of the high-precision 3-axis machine tool studied in this paper is shown in Figure 1. According to the MBS theory, the moving bodies of the machine tool are numbered. The dimensions of each part of the machine tool are listed in Table 1. According to the design requirements of the machine tool, the maximum accuracy index of the machining error in the X, Y, and Z directions is shown in Table 2. The machine tool error can be divided into static error independent of motion and motion error related to the amount of motion. Each axis has 6 basic errors, respectively, so the machine tool has 18 position-related system geometric errors. Among them, the motion parameter of the rotary unit is angle rather than length. In addition, the machine tool also contains three system geometric errors independent of position. Table 3 shows the symbols of all errors and their physical meanings.

The main structure of the machine tool
2.2 Establish the motion characteristic matrix of machine tool
Each part of the machine tool can be simplified into several arbitrary classic bodies. The machine tool can be described as a double-chain topology structure, one is the Bed-Slide Carriage-Headstock-Tool, and the other is the bed-workbench-workpiece. This article can clearly describe the motion transfer relationship between the bodies by establishing the low-order volume array of the machine tool, as shown in Table 4. At the same time, analyze the degrees of freedom between each body, as shown in Table 5, where “0” means no degree of freedom and “1” means a single degree of freedom (that is, translation in a certain direction).
Based on MBS theory and the set generalized coordinate system, the motion between bodies can be simplified as the motion of the rigid body in space, and the motion of the rigid body is composed of rotation and translation. To represent rotation and translation with the same matrix, it is necessary to introduce a 4 × 4 homogeneous coordinate transformation matrix. Therefore, the characteristic matrices describing the motion between adjacent bodies of high-precision vertical CNC machine tools are as follows, in which the superscript p is static, s is motion, and I4 × 4 means that when the error is relatively small, it can be ignored as the identity matrix.
Ideal stationary and moving homogeneous transformation matrix between adjacent bodies 0–1 are as follows:
Homogeneous transformation matrix of static and motion errors between 0 and 1 bodies are as follows:
Similarly, the motion characteristic matrices of other bodies can be obtained, as shown in the following Eqs. 3–8.
2.3 Establishment of the spatial machining accuracy model
By analyzing the double-chain topology of the machine tool, combined with the established homogeneous motion transformation characteristic matrices among the various moving bodies, the spatial machining accuracy model can be constructed.
Suppose the coordinates of the tool processing point and the workpiece forming point in their respective coordinate systems are Pt and Pw,
When the machine tool works in the ideal state without error, the ideal coordinates of the workpiece forming point in the tool coordinate system are as follows:
In the actual situation (i.e., machining under the influence of geometric error), the actual coordinates of the forming point of the workpiece in the tool coordinate system are
Among them:
The total error matrix of machine tool can be represented by the symbol E(G) as:
The machining process of this paper is to analyze the accuracy of the machine tool when simulating the machining of a certain size workpiece under the fixed workpiece and fixed tool installation position. Therefore, Pw and x, y, and z in the above matrix are predetermined values.Ex(G), Ey(G), Ez(G), respectively, represent the machining accuracy functions with geometric error as variables in three directions. G = [g1, g2, g3, g4, g5, g6, g7, g8, g9, g10, g11, g12, g13, g14, g15, g16, g17, g18, g19, g20, g21] represents a vector composed of 21 errors. δxx, δyx, δzx, εαx, εβx, εγx, δxy, δyy, δzy, εαy, εβy, εγy, δxz, δyz, δzz, εαz, εβz, εγz, εγxy, εβxz, εαyz = g1, g2, g3, g4, g5, g6, g7, g8, g9, g10, g11, g12, g13, g14, g15, g16, g17, g18, g19, g20, g21.
3 Analysis of machining accuracy reliability and failure sensitivity for machine tool
3.1 Establishment of accuracy failure state function and failure mode analysis
According to the accuracy design requirements in Table 2, the maximum allowable error of the machine tool in three directions of the processing space can be expressed by the matrix emax as follows.
The reliability of machining accuracy proposed in this paper emphasizes that after a period of service, the machining errors in X, Y, and Z directions of the machine tool are greater than the machining accuracy requirements in their respective directions, and the machining accuracy of the machine tool is considered to be invalid. Therefore, the accuracy failure state function of machine tool is as follows.
In formula 15, the values of the symbols AX(G), AY(G), AZ(G) have two cases of >0 and <0, respectively. When the accuracy in a certain direction exceeds the maximum accuracy allowed by the machine design, it means that the accuracy in a certain direction is in a state of failure. In this paper, permutation and combination of all possible situations of the machine tool can get all its accuracy failure modes, as shown in the following formula. Figure 2 is the VN diagram that visually shows all accuracy failure modes.

VN diagram of machining accuracy failure mode for the machine tool
3.2 Cross-correlation analysis of geometric errors
The original definition of correlation is as follows: if there are two-time functions recording x1(t) and x2(t), then the correlation value between them is
In the formula, A represents the average value of the product of x1(t) and x2(t). According to this definition, if X1 (T) and X2 (T) are similar or equal, their correlation will be the largest. For two dissimilar records, the product must be positive in part and negative in part, and the average value must be smaller because of the positive and negative offset, so the correlation will also decrease. Cross-correlation analysis belongs to the concept of signal analysis, which represents the correlation degree between the values of two-time series; that is, the cross-correlation function describes the correlation degree between the values of random signal x(t), y(t) at any two different times t1, t2. The cross-correlation function of x(t) and y(t) is
The maximum point of the function is τ0, and the maximum value is R(τ0).
For most random processes, we can still expect that when the time interval T is very large, there is no correlation between x(t) and y(t). In this paper, we measure the error parameters at a single measurement point in a short period. A total of 10 repeated measurements can get 10 groups of different 18 geometric error values, so there must be relevant information between each group of data.
3.3 Machining accuracy reliability and failure sensitivity analysis of machine tool
Response surface method is widely used in engineering reliability analysis, such as dam system reliability analysis [34, 35] and bridge structure reliability analysis [36, 37]. However, most of the variables in these studies are based on independent assumptions, and the reliability index β is calculated iteratively. In this paper, based on the objective correlation of geometric errors, an improved response surface reliability index is proposed to analyze the machining accuracy reliability of the high-precision vertical machine tool, as shown in the following formula. The symbol βmachine tool represents the reliability index of machining accuracy; The symbol preliabilityrepresents that the reliability of machine tool measure points can be obtained by integrating the reliability index.
In this paper, cross-correlation analysis is used to measure the correlation between the selected error data groups in the reliability index. The data group \( \left({\mu}_{x_1},{\mu}_{x_2},\cdots, {\mu}_{x_i}\right) \) is the mean value of 10 groups of measurement data, and the data group (x1, x2, ⋯, xi) is the mean value of the middle two groups of data. In theory, the time interval between the two groups of data is very small. Therefore, with the help of MATLAB tools, this paper selects and calculates the maximum value of the function as the correlation coefficient between xi and \( {\mu}_{x_i} \), and uses the symbol \( {R}_{x_i-\mu {x}_i} \) to express it.
To identify the geometric errors which have a major impact on the accuracy failure modes that occur, the accuracy failure sensitivity analysis of the multi-axis machine tool is carried out based on the geometric error parameters. Based on fully considering the objectively existing correlation of the error parameter sources, this paper uses the state function when the accuracy failure occurs to calculate the partial derivative of the error parameter mean value and multiply it with the error cross-correlation coefficient to establish the global sensitivity analysis model of machine tool geometric error, as shown in formula 21. The symbol w indicates the number of accuracy failure directions.
According to formula 21, when two or more machining directions fail, the paper first uses the accuracy failure function to calculate the partial derivative of the geometric error and then obtains the sensitivity coefficient of the geometric error in this failure mode by the weighted average method. Finally, considering the geometric error terms of all accuracy failure modes, several items with a larger sensitivity coefficient are selected as the key geometric errors of the multi-axis machine tool.
4 Case study
The Monte Carlo simulation method is limited in the actual engineering application due to its disadvantages in the analysis of engineering problems such as a large amount of sample data and a large amount of calculation, and it is often used to verify whether the calculation results of other methods are accurate and reliable. In order to verify the effectiveness of the proposed method, this paper selects a high-precision 3-axis vertical CNC machine tool to carry out the machining accuracy reliability analysis and failure sensitivity and compares the reliability analysis results at each measuring point of the machine tool with the results of Monte Carlo simulation. At the same time, according to the accuracy failure mode and the X-, Y-, and Z-axis of the machine tool, the accuracy reliability of the three axes is calculated by using the weighted average method. To identify the key geometric errors which have a great influence on the accuracy of machine tools under various failure modes, the global sensitivity analysis is carried out. According to the analysis results, combined with the mapping relationship between geometric errors and component parameters, the improvement measures of accuracy reliability for machine tools are proposed.
4.1 Geometric error parameters measurement
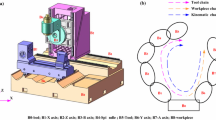
Laser interferometer is widely used in the geometric error detection of CNC machine tools because of its advantages of comprehensive detection items, automatic data acquisition, and diversified influence elimination. The XD laser interferometer used in this paper can achieve the measurement resolution of nanometer level. It takes the wavelength of laser in a vacuum as the length reference, and its installation method is simple. Six basic geometric errors of machine tool moving parts in six degrees of freedom can be measured at one time. To comprehensively analyze the geometric errors of machine tool, the workspace is abstracted as a cuboid region composed of X, Y, and Z machining directions. To make the selected test points representative, this paper selects several measurement points evenly along the four body diagonals of the machine tool workspace, as shown in Figure 3. Taking (0, 400, 500) as an example, the measured data at this point are listed in Tables 6–8. The orientation errors of the machine tool are listed in Table 9.

Geometric error measurement in the whole working space of machine tool
4.2 Accuracy reliability and AFS analysis of machine tool
According to formula 19–21, the geometric error parameters at each measuring point are brought in. The machining accuracy reliability analysis results and the analysis results based on Monte Carlo simulation are listed in Table 10, where “0” means that the failure mode does not occur, and “1” means that the failure mode occurs. The correlation coefficients between reliability analysis data groups at each point are also shown in Table 10. Fig. 4 shows the distribution of measurement points where accuracy failure occurs in the machine tool workspace. Figures 5–7 shows the cross-correlation function relationship between the geometric error parameter (x1, x2, ⋯, xi) and the data group \( \left({\mu}_{x_1},{\mu}_{x_2},\cdots, {\mu}_{x_i}\right) \) at some measurement points.

Measuring points of accuracy failure in machine tool workspace

Cross-correlation function of errors at measurement points (0, 0, 100)

Cross-correlation function of errors at measurement points (0, 400, 500)

Cross-correlation function of errors at measurement points (−200, 0, 300)
Through analysis and calculation, in the seven failure modes, there are only five kinds of accuracy failure at each measuring point, among which the point (200, −400, 500) in three machining directions is greater than the maximum error allowed by the machine tool, and the accuracy reliability at this point is the lowest. Through comparative analysis, the analysis results and Monte Carlo simulation are very close, which verifies the accurateness and effectiveness of the proposed method. In addition, considering the relationship between accuracy failure mode and machine tool motion axis, the reliability of the three motion axes is calculated, and the results are listed in Table 11.
According to formula 21, the accuracy failure sensitivity analysis of machine tool in service state is carried out, in which orientation errors have nothing to do with machine tool motion, so only 18 geometric errors related to motion are considered. The analysis results are shown in Table 12. When a failure mode occurs repeatedly, the weighted average method is used to obtain the global sensitivity coefficient of the error term in this mode. To display the results visually, make a histogram as shown in Figure 8.

Sensitivity coefficient of geometric errors under five failure modes
4.3 Improvement and promotion strategy
According to Sect. 4.2, under the accuracy failure mode Q2, the geometric error terms that have a great influence on the machining accuracy reliability of the machine tool areεαx, εαy. Under the failure mode Q3, the geometric error terms εαy, εαz, εαx have a great influence on the machining accuracy reliability. In the accuracy failure mode Q5, the geometric error terms which have a great influence on the machining accuracy reliability areεαx, εαy, εαz,. In the accuracy failure mode Q6, the geometric error terms εαy, εγy, εβy, εβx have a great influence on the machining accuracy reliability. In the accuracy failure mode Q7, the geometric error terms εαy, εαx, εγy have a great influence on the machining accuracy reliability. Comprehensively considering the analysis results of five failure modes, the key geometric errors that affect the accuracy reliability for the multi-axis CNC machine tool in the whole workspace are identified as εαx, εαy, εγy, εαz.
According to the mapping relationship between geometric error parameters and accuracy parameters of machine tool components [38], and combined with the analysis results of this method, the following strategies are proposed to improve the accuracy reliability: (1) improve the parallelism of the machine tool guide rails and (2) correct the straightness of the vertical plane and horizontal plane of guide rail. For the improved vertical machine tool, the geometric error parameters are repeatedly measured at the lowest reliability measuring point (200, −400, 500), and are brought into formulas 13 and 20 to compare the machining accuracy and reliability values before and after the improvement, as shown in Table 13. It can be seen from the table that the accuracy of Y and Z directions of the machine tool is greatly improved after the improvement, and the accuracy reliability is significantly enhanced, which further verifies the effectiveness of the proposed method.
5 Conclusion
By the MBS theory and geometric error parameters, this paper establishes the accuracy failure state function of the machine tool and analyzes seven possible failure modes. Based on the cross-correlation analysis and the digital characteristics of error parameters, a new machining accuracy reliability analysis method for machine tools is proposed. The analysis results are very close to those of Monte Carlo simulation. The analysis shows that the reliability of the X- and Y-axes of the machine tool is similar, and the Z-axis has the highest reliability. The types of geometric errors that cause various accuracy failures are similar, and the identification of key errors is high. At the same time, to guide the staff to carry out targeted repair and maintenance of the machine tool, the AFS analysis model of the machine tool is established, and the key geometric errors affecting the accuracy reliability are identified, to fundamentally ensure the accuracy requirements of the machine tool processing.
Data availability
Not applicable.
References
Yu J (2012) Machine tool condition monitoring based on an adaptive Gaussian mixture model. Journal of Manufacturing Science and Engineering-Transactions of the Asme 134:3
Vogl GW, Jameson NJ, Archenti A, Szipka K et al (2019) Root-cause analysis of wear-induced error motion changes of machine tool linear axes. Int J Mach Tools Manuf 143:38–48
Zhang Z, Cheng Q, Qi B, Tao Z (2021) A general approach for the machining quality evaluation of S-shaped specimen based on POS-SQP algorithm and Monte Carlo method. J Manuf Syst 60:553–568. https://doi.org/10.1016/j.jmsy.2021.07.020
Cheng Q, Qi B, Liu Z, Zhang C, Xue D (2019) An accuracy degradation analysis of ball screw mechanism considering time-varying motion and loading working conditions. Mech Mach Theory 134:1–23
Li ZH, Feng WL, Yang JG, Huang YQ (2018) An investigation on modeling and compensation of synthetic geometric errors on large machine tools based on moving least squares method. Proc Inst Mech Eng Part B-J Eng Manuf 232(3):412–427
Wang J, Guo J (2013) Algorithm for detecting volumetric geometric accuracy of NC machine tool by laser tracker. Chinese Journal of Mechanical Engineering 26(1):166–175
Kan YN, Yang ZJ, Li GF, He JL, Wang YK, Li HZ (2016) Bayesian zero-failure reliability modeling and assessment method for multiple numerical control (NC) machine tools. J Cent South Univ 23(11):2858–2866
Wang ZM (2011). Application of least square-support vector machines in reliability analysis of NC machine tools. Advanced Materials Science and Technology, Pts 1-2. Advanced Materials Research. 181-182. Durnten-Zurich: Trans Tech Publications Ltd; p. 166-71
Li SZ, Yang ZJ, Tian HL, Chen CH, Zhu YF, Deng FQ et al (2021) Failure analysis for hydraulic system of heavy-duty machine tool with incomplete failure data. Appl Sci-Basel 11(3):18
Wu HR, Zheng HL, Li XX, Wang WK, Xiang XP, Meng XP (2020) A geometric accuracy analysis and tolerance robust design approach for a vertical machining center based on the reliability theory. Measurement 161:14
Zhang ZL, Cai LG, Cheng Q, Liu ZF, Gu PH (2019) A geometric error budget method to improve machining accuracy reliability of multi-axis machine tools. J Intell Manuf 30(2):495–519
Wu HR, Zheng HL, Li XX, Rong ML, Fan J, Meng XP (2020) Robust design method for optimizing the static accuracy of a vertical machining center. Int J Adv Manuf Technol 109(7-8):2009–2022
Xiao MH, Geng GS, Li GH, Li H, Ma RN (2017) Analysis on dynamic precision reliability of high-speed precision press based on Monte Carlo method. Nonlinear Dyn 90(4):2979–2988
Wang W, Zhang YM, Li CY (2017) Dynamic reliability analysis of linear guides in positioning precision. Mech Mach Theory 116:451–464
Chen GD, Liang YC, Sun YZ, Chen WQ, Wang B (2013) Volumetric error modeling and sensitivity analysis for designing a five-axis ultra-precision machine tool. Int J Adv Manuf Technol 68(9-12):2525–2534
Niu P, Cheng Q, Liu ZF, Chu HY (2021) A machining accuracy improvement approach for a horizontal machining center based on analysis of geometric error characteristics. Int J Adv Manuf Technol 112(9-10):2873–2887
Wang W, Wu H. Sensitivity analysis of geometric errors for five-axis CNC machine tool based on multi-body system theory. In: Sung WP, Chen R, editors. Frontiers of manufacturing and design science Iii, Pts 1 and 2. Applied Mechanics and Materials. 271-2722013. p. 493-+
Zhu SW, Ding GF, Qin SF, Lei J, Zhuang L, Yan KY (2012) Integrated geometric error modeling, identification and compensation of CNC machine tools. Int J Mach Tools Manuf 52(1):24–29
Fan JW, Tao HH, Pan R, Chen DJ (2020) Optimal tolerance allocation for five-axis machine tools in consideration of deformation caused by gravity. Int J Adv Manuf Technol 111(1-2):13–24
Cheng Q, Feng Q, Liu Z, Gu P, Cai L (2015) Fluctuation prediction of machining accuracy for multi-axis machine tool based on stochastic process theory. Proceedings of the Institution of Mechanical Engineers Part C-Journal of Mechanical Engineering Science 229(14):2534–2550
Guo SJ, Tang SF, Zhang DS (2019) A recognition methodology for the key geometric errors of a multi-axis machine tool based on accuracy retentivity analysis. Complexity 2019:21
Guo S, Mei X, Jiang G, Zhang D, Hui Y (2016) Correlation analysis of geometric error for CNC machine tool. Nongye Jixie Xuebao/Transactions of the Chinese Society for Agricultural Machinery 47(10):383–389
Kim K, Kim MK (1991) Volumetric accuracy analysis based on generalized geometric error model in multi-axis machine tools. Mech Mach Theory 26(2):207–219
Dorndorf U, Kiridena VSB, Ferreira PM (1994) (1994). OPTIMAL BUDGETING OF QUASI-STATIC MACHINE-TOOL ERRORS. J Eng Ind Trans ASME 116(1):42–53
Jiang C, Zhang W, Han X, Ni BY, Song LJ (2015) A vine-copula-based reliability analysis method for structures with multidimensional correlation. J Mech Des 137(6):13
Cheng Q, Dong L, Liu Z, Li J, Gu P (2018) A new geometric error budget method of multi-axis machine tool based on improved value analysis. Proceedings of the Institution of Mechanical Engineers Part C-Journal of Mechanical Engineering Science 232(22):4064–4083
Chen J-X, Lin S-W, Zhou X-L (2016) A comprehensive error analysis method for the geometric error of multi-axis machine tool. Int J Mach Tools Manuf 106:56–66
Cai L, Li J, Cheng Q, Sun B, Wang Y (2016). A method to optimize geometric errors of machine tool based on SNR quality loss function and correlation analysis. In: Yuan HL, Agarwal RK, Tandon P, Wang EX, editors. 2016 the 3rd International Conference on Mechatronics and Mechanical Engineering. MATEC Web of Conferences. 952017
Zhang P, Su LB, Qin GJ, Kong XH, Peng Y (2019) Failure probability of corroded pipeline considering the correlation of random variables. Eng Fail Anal 99:34–45
Narazaki Y, Hoskere V, Spencer BF (2018) Free vibration-based system identification using temporal cross-correlations. Struct Control Health Monit 25(8):18
Guo SJ, Jiang GD, Mei XS (2017) Investigation of sensitivity analysis and compensation parameter optimization of geometric error for five-axis machine tool. Int J Adv Manuf Technol 93(9-12):3229–3243
Fu GQ, Fu JZ, Shen HY, Yao XH (2016) The tool following function-based identification approach for all geometric errors of rotary axes using ballbar. Proceedings of the Institution of Mechanical Engineers Part C-Journal of Mechanical Engineering Science 230(19):3509–3527
Xia HJ, Peng WC, Ouyang XB, Chen XD, Wang SJ, Chen X (2017) Identification of geometric errors of rotary axis on multi-axis machine tool based on kinematic analysis method using double ball bar. Int J Mach Tools Manuf 122:161–175
Su H, Li J, Guo Z, Wen Z (2018) Nonprobabilistic reliability evaluation for in-service gravity dam undergoing structural reinforcement. IEEE Trans Reliab 67(3):970–986
Wang C, Zhang S-R, Sun B, Wang G-H (2014) Methodology for estimating probability of dynamical system's failure for concrete gravity dam. J Cent South Univ 21(2):775–789
Chen X, Chen Q, Bian X, Fan J (2017) Reliability evaluation of bridges based on nonprobabilistic response surface limit method. Math Probl Eng 2017:10
Ghosh S, Ghosh S, Chakraborty S (2018) Seismic reliability analysis of reinforced concrete bridge pier using efficient response surface method-based simulation. Adv Struct Eng 21(15):2326–2339
Bohez ELJ, Ariyajunya B, Sinlapeecheewa C, Shein TMM, Lap DT, Belforte G (2007) Systematic geometric rigid body error identification of 5-axis milling machines. Comput Aided Des 39(4):229–244
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (51975012) and Opening Project of the Key Laboratory of CNC Equipment Reliability, Ministry of Education, Jilin University.
Author information
Authors and Affiliations
Contributions
Qiang Cheng and Niu Peng is responsible for providing overall research ideas; Zhang Caixia, Hao Xiaolong, and Chuanhai Chen are responsible for the measurement of machine tool error data; Niu Peng and Congbin Yang are responsible for experimental data analysis.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflicts of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Niu, P., Cheng, Q., Zhang, C. et al. A novel method for machining accuracy reliability and failure sensitivity analysis for multi-axis machine tool. Int J Adv Manuf Technol 124, 3823–3836 (2023). https://doi.org/10.1007/s00170-021-08003-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08003-4