
Abstract
Electrical discharge machining (EDM) is a non-conventional machining process that removes material by consecutive electrical sparks. Fast EDM drilling is one of such processes, which employs rotary tubular electrodes and inner flushing to enhance the machining efficiency and stability. It is widely used to produce small holes on various kinds of products. The breakout event occurs when the electrode just penetrates the workpiece during the drilling process, which marks the start of the breakout stage of the process. At this moment, the outlet of the hole is smaller than the desired due to severe radial tool wear, and the hole is not completed. As a result, further feeding is needed before the electrode fully penetrates the workpiece. To avoid back-strikes, the hole completion detection is crucial. However, the uncertainty of longitudinal and radial tool wear makes it difficult. This paper proposes a novel method to detect the hole completion by analyzing the discharge signals in the breakout stage. Besides, for the machining efficiency to become much lower in the breakout stage, the control strategy is also proposed to improve it by adjusting the reference voltage and gain factor of the servo controller. The optimal parameters were found by a full-factorial experiment. Experiments were conducted to validate the proposed methods by drilling holes at various inclinations. The results show that the proposed hole completion detection method could successfully sense the hole completion without misjudgments. And the electrode was fed at most 1.81 mm out of the hole outlet when the detection was made. Besides, the proposed control strategy improved the machining efficiency by up to 56.2% in the breakout stage in the experiments.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Electrical discharge machining (EDM) is a non-conventional processing technology that removes material by consecutive electrical sparks between electrodes. And it is capable of machining hard-to-cut materials, such as titanium alloy[1], nickel-based alloy [2], and silicon carbide[3]. Fast EDM drilling is one of the various EDM processes. It is widely used to produce small holes on molds/dies, filters, nozzles, and automobile parts as well as aerospace components. Fast EDM drilling employs rotary tubular tool electrode and high-pressure inner flushing to attain effective debris evacuation. Thus, much higher machining efficiency can be achieved compared with die-sinking EDM. The working fluid of fast EDM drilling is usually deionized water or other water-based fluid, while oil-based working fluid is also reported[4].
The drilling process can be illustrated by Fig. 1. During a typical drilling process of a through hole, the breakout occurs when the electrode has just penetrated the workpiece, which marks the beginning of the breakout stage. At this moment, the through hole is not yet completed and can only be called partially accomplished, as shown in Fig 1b. Due to the severe radial tool wear of the electrode at the tip, the outlet of the hole is smaller than desired. Therefore, the electrode should be further fed until the outlet of the hole becomes large enough so that the electrode can go through it without hindrance. Then, the hole is fully penetrated through and is said to be completed, and the drilling process should be terminated, as shown in Fig. 1c. In most cases, the operators set a large target amount of feed, which is a little larger than the hole depth plus the length of axial tool electrode wear. This operation can ensure the outlet has a desired size and thus the full completion of the hole. When drilling workpieces with inner channels or cavities, however, a large target amount of feed may lead to back-strikes. The hole completion should be sensed by a proper hole completion detection method, which is crucial for back-strike prevention. If the hole completion cannot be detected timely, back-strike may occur, and the workpiece might be damaged, as illustrated in Fig. 1d. And a large target amount of feed also means lower efficiency, since the extra feeding is unnecessary when the hole is already completed. However, since the electrode is severely worn during the process and the amount of wear is uncertain, hole completion cannot be detected by the amount of feed.

Fast EDM drilling of a through hole. a The beginning of the hole drilling process. b the hole partially accomplished process. c the hole fully penetrated process. d a large amount of feedpossibly leading to back-strike
Some methods of completion detection were proposed, mostly from the industry. B. Sciaroni [5] mounted a metal stop plate under the workpiece, which can generate contact signals when the electrode has drilled through the workpiece and reached the plate. Obviously, this method does not apply to workpiece with inner channels. And the debris-contaminated working fluid may be conductive and generate false signals. K.B. Haefner et al. [6] suggested that the drilling should be stopped immediately when the electrical discharge frequency suddenly increases, which indicates the electrode has already reached the other side of the channel. This method does not prevent back-strikes but only reduce the damage. S. Yamada et al. [7] designed a logical circuit to process signals, such as current machining depth, gap voltage, electrode moving direction, and working fluid flow rate and pressure, to generate signals indicating whether the electrode has drilled through the workpiece or not. The logical circuit could only do simple binary operations. It is thus inaccurate to detect the hole completion. P. Koshy et al. [8] recommended that the hole completion can be sensed if the average feed rate of the electrode equals that when the electrode approaches the workpiece at the beginning of the process. This method is probably impractical since the electrode is frequently retracted in the breakout stage, especially when drilling inclined holes. They also gave a breakout detection method by monitoring the back pressure of the working fluid. M. Bellotti et al.[4] suggested that monitoring of the average frequency of normal discharges is a reliable approach for determining the hole completion. However, they did not give further discussions or experimental results. Breakout detection methods were also studied in [4, 8]. J.K. Lin and Y.F. Nien [9] detected the breakout by analyzing the spectrum of discharge voltage signal and the feedrate of the electrode. Our previous studies [10, 11] were focused on breakout detection as well. However, the breakout only indicates the beginning of the breakout stage and does not provide sufficient information for hole completion detection. An effective and practical method of hole completion detection is still needed.
The inefficiency in the breakout stage is another concern. Since the working fluid directly flows out of the hole outlet in the breakout stage, the evacuation of debris becomes much more difficult, and debris accumulates in the side gap. As a result, short circuits frequently occur, and the machining efficiency reduces to a rather low level soon after the breakout. Thus, to improve the machining efficiency in the breakout stage is another objective in this study.
Efficiency improvement of various EDM processes has been extensively studied, and there are multiple methods available. W. Zhao and T. Masuzawa [12] designed a self-tuning regulator to control the jump motion in EDM. J. Wang et al. [13] adopted an adaptive strategy to adjust electrode jump height and discharging time for EDM. Y.C. Lin and H.S. Lee [14] used gray relational analysis to optimize machining parameters of EDM. L. Zhang et al. [15] built a hybrid model to reduce machining time and tool wear in micro-EDM. P. Fonda et al. [16] acquired the optimal machining parameters to maximize the productivity for wire-EDM of poly-crystalline diamond by design of experiments (DOE). Nevertheless, most of the reports are not focused on fast EDM drilling, and the drilling process in the breakout stage has its different characteristics. M. Bellotti et al. [4] are reported to achieve higher efficiency in the breakout stage of fast EDM drilling by adjusting the gain factor of the servo controller. However, the reference voltage of the controller may also have an impact on the efficiency but was not considered in their study. Therefore, further investigations are still needed.
In this paper, a new detection method is proposed to sense the hole completion of fast EDM drilling of through holes by analyzing discharge signals. A control strategy is also presented to improve the efficiency in the breakout stage by adjusting reference voltage and the gain factor of the controller. Experimental results have proved the effectiveness of the hole completion detection method as well as the new control strategy for the breakout stage.
This paper is arranged as follows. Section 2 describes the experimental setup and the processing of discharge signals. Section 3 discusses the proposed hole completion detection method. The efficiency-improving control strategy is covered in Section 4. Conclusions are given in Section 5.
2 Experimental setup and discharge signal processing
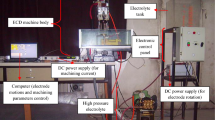
The experiments in this study were conducted on a Baoma BMD703-500 fast EDM drilling machine tool, as shown in Fig. 2. The control system of the machine tool consists of the computer numerical control (CNC) system software, a motion control board, and a signal processing board consisting of a field-programmable gate array (FPGA) circuit and an analog to digital converter (ADC), as shown in Fig. 3.

The fast EDM drilling machine tool used in the experiments

a The motion control board. b The signal processing board of the control system
Brass tubular electrodes with outer diameter of 0.4 mm, inner diameter of 0.18 mm, and length of 400 mm were used. Deionized water was used as the working fluid. Holes were drilled on a Cr12 tool steel block in the experiments. The experimental conditions are listed in Table 1.
During the fast EDM drilling process, the discharge voltage and discharge current signals were collected and analyzed online. Both signals were acquired by the signal processing board at a sampling rate of 50MHz. Each sampled discharge pulse was classified into three states, i.e., normal discharge, short circuit, and open circuit. Arc pulses are ignored since they are seldom observed in the experiments. The classification is done by comparing sampled current and voltage values with carefully selected thresholds, as shown in Fig. 4, where U and I are sampled voltage and current, and vopen, vshort, and i1 are thresholds. If the voltage is above the open circuit voltage threshold vopen, the current discharge state is open circuit. If it is between vopen and the short circuit voltage threshold vshort, the current discharge state is normal discharge. Otherwise, if the voltage is not larger than the short circuit voltage threshold vshort, the absence of discharge current indicates pulse interval, and the presence of current indicates short circuit.

Online classification of gap discharge state
There are usually multiple discharge states in one pulse duration. For example, a typical normal discharge pulse starts with open circuit state and then change into normal discharge state. The pulses are distinguished from each other by the pulse interval. Then, pulses that consist of open circuit state and normal discharge state are normal discharge pulses. Those that consist of open circuit state are open circuit pulses. And short circuit pulses mainly consist of short circuit state.
The normal discharge ratio (NDR), short circuit ratio (SCR), and open circuit ratio (OCR) are selected as the signals of interest that represent the machining status. The NDR is defined as the ratio of the number of normal discharge pulses nndp to the total number of pulses Np in a certain time period. The SCR and OCR are defined in the same way, as expressed by Eq. 1, where nscp and nocp stand for the number of short-circuit pulses and the number of open-circuit pulses in a period, respectively.
In the experiments, the NDR, SCR, and OCR signals were acquired at 100 Hz by the signal processing board and analyzed by the CNC system at the same rate. The servo control system does not use these signals to control the feeding of electrode. Thus, the sampling frequency is irrelevant to the control period of the control system.
3 Hole completion detection method
3.1 Analysis and method
To find an effective hole completion detection method, the discharge signals are analyzed. The NDR, SCR, and OCR signals are investigated before and after the hole is completed.
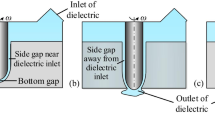
In the breakout stage, the working fluid no longer evacuates the debris effectively. Plenty of debris would accumulate in the side gap, where the flushing is absent. The accumulated debris would cause secondary discharges and short circuits in the side gap and produce even more debris in the side gap. Before the hole is completed, discharges and short circuits can occur both in the side gap and the bottom gap if the electrode is not retracted, i.e., the electrode tip is at the bottom of the hole; however, if the electrode is retracted due to short circuits and the electrode tip is not at the bottom of the hole, those pulses can only occur in the side gap. After the hole is completed, however, those pulses can only occur in the side gap regardless of the location of the electrode. Figure 5 gives illustrations of different cases in the breakout stage.

Discharge locations in the breakout stage. a Electrode is retracted before the hole is completed. b Electrode is not retracted before the hole is completed. c After the hole is completed
In other words, the signals are investigated only if the electrode is not retracted. On this premise, normal discharges and short circuits may occur both in the bottom gap and the side gap before the hole is completed, while those pulses can only occur in the side gap when the hole is completed. Although the pulses in the side gap and in the bottom gap can hardly be distinguished, the NDR, SCR, and OCR signals are expected to change before and after the hole is completed. Due to discharges and short circuits no longer generating in the bottom gap, the NDR and SCR signals are expected to decrease and the OCR signal to increase. For convenience, the NDR, SCR, and OCR signals investigated when the electrode is not retracted are defined as the conditional signals hereinafter.
Discharge signals were collected in experiments to validate the above analysis. Four groups of experiments were conducted. In each group of experiments, 5 holes were drilled, and the workpiece was tilted to 0 degree, 30 degrees, 45 degrees, and 60 degrees, respectively. The signals before and after the hole completion are plotted in Fig. 6. It should be noted that the signal data were only recorded when the electrode was not retracted. Once the electrode was retracted due to short circuits, the recording stopped until the electrode moved down to reach the maximum amount of feed again. Therefore, the horizontal axis does not represent the actual machining time but successive samples. A tolerance of the amount of feed Δd was introduced in the experiments to avoid the impacts of fluctuation of feeding in a small range. Thus, the signals were collected when the current amount of feed was in the range of [dmax, dmax−Δd], where dmax is the maximum amount of feed so far. The tolerance Δd was chosen as 5 μm in the experiments.

Variation of conditional signals when drilling a normal hole
It can be noted in Fig. 6 that common tendencies of variation of these signals exist in all cases. In the breakout stage (i.e., after the breakout), before the hole is completed, the conditional NDR is low and the conditional OCR fluctuates between 0 and 0.9; while the conditional SCRs are generally high and fluctuating. And after the hole is completed, the conditional NDR is even lower, and the conditional SCR is mostly low but still fluctuating; while the conditional OCR increases to a rather high level above 0.95. Even though the conditional OCR may fluctuate, it stays above 0.95 most of the time if the hole is completed. These phenomena are in good agreement with the previous analysis and are of great use for hole completion detection.
Then, the hole completion detection method can be expressed as follows. Based on the above idea and considering both effectiveness and simplicity, the hole completion can be detected by comparing the conditional OCR with a threshold (0.95 in our case, for example). If the conditional OCR stays above the threshold for a certain number of samples in the breakout stage, then the hole completion is detected.
3.2 Experimental verification
Experimental verification was conducted to test the proposed detection method. In the experiments, the threshold for the conditional OCR was set to 0.95, and the tolerance of amount of feed Δd was set to 5 μm. If the conditional OCR is above the threshold for 20 samples, the hole completion is detected.
The tests were also divided into four groups, and 5 holes were drilled in each group. In group 1, normal holes were drilled. And in the other three groups, inclined holes at 30 degrees, 45 degrees, and 60 degrees were drilled, respectively. Once the detection was made, the servo controller stopped feeding immediately.
There are two concerns when inspecting the results. The first is whether the detection is correct or not. If the hole outlet is big enough to let the electrode pass through it without hindrance, i.e., the hole is really completed, then the detection is correct; otherwise, it is not. And the second concern is the timeliness of the detection. Since the most important purpose of the hole completion detection is to avoid back-strikes, it is necessary to know whether the detection is timely. And for back-strike prevention, the timeliness is judged more from a spatial point of view than a temporal one. The timeliness of detection can be indicated by the length of electrode that has gone out of the hole outlet. The length out of the outlet is referred to as the protrusion length hereinafter.
Pictures were first taken of the electrode and workpiece in each experiment after the detection was made and the machining stopped. The pictures were used to examine the relative positions of electrode and the protrusion length. Figure 7 gives the pictures for each group of experiments. The protrusion length was measured from the bottom of the hole outlet for inclined holes. Then, the inlets and outlets of drilled holes were photographed by a microscope (model: Keyence VHX-6000) for comparison of their size. The magnification was ×100 for normal holes and inclined holes at 30/45 degrees and ×60 for inclined holes at 60 degrees. Some of the microphotos are shown in Fig. 8. The size of inlets and outlets was measured by the microscope, and the results are given by the labels in the figure. The corresponding tool electrode after drilling process is shown in the Fig. 9. It can be found that the tool electrode wear is very serious in the front end.

Positions of electrode relative to the workpiece when the hole completion is detected

Microphotos of inlets and outlets of holes drilled for verification

Microphotos of tool electrode after drilling holes
The experimental results are given in Table 2. The diameters of hole outlets are all greater than the electrode outer diameter (400 μm). A manual test was also conducted in which an electrode was made to pass through these holes. The electrode could pass through every hole without hindrance in the test. Therefore, the correctness of the detection can be confirmed in each experiment. Besides, the average protrusion length was less than 1 mm, and the maximum value was 1.81 mm, which demonstrated the good timeliness of the detection.
4 Efficiency improvement in the breakout stage
4.1 Control strategy discussion
The breakout stage begins with the breakout event and ends when the drilling process finishes. In this stage, the machining efficiency is greatly reduced since the evacuation of debris becomes difficult, and thus, the debris accumulates at the bottom and in the side gap, which leads to instable machining. If the hole completion detection is absent, the operators normally set a large target amount of feed to ensure the completion of the hole, or the machining continues until the electrode reaches a stop plate [5]. In this case, the controller has to feed the electrode for an extra amount of feed after the hole is already completed. The extra feeding lowers the overall efficiency of the production flow, especially considering that the feeding is slow due to frequent short circuits and corresponding retraction of the electrode. Now that the hole completion can be detected effectively by the proposed control strategy, the unnecessary extra feeding can be avoided, and the overall efficiency is improved. However, Measures can still be taken to reduce the machining time in the breakout stage to make the electrode quickly finish this dangerous machining process.
The drilling process in the breakout stage has strong time-varying and stochastic characteristics, even stronger than that before breakout. For this type of processes, adaptive control, such as self-tuning regulator, is often adopted. A self-tuning regulator can estimate the parameters of the process model and adjust the input of the controlled plant according to the historical data of input(s) and output(s) [17]. The estimation is usually done recursively using algorithms such as the recursive least squares (RLS) method. However, two factors hinder a self-tuning regulator to be applied in the breakout stage. First, the process has poor controllability in the complex situation of this stage on a timescale ranging from milliseconds to seconds. On this timescale, the randomness of generation and movement of debris has a greater influence on the gap status in the next control period than the adjustment of inputs of the controlled plant. Second, the breakout stage only lasts for tens of seconds. It hardly lasts for more than 20 s in experiments in this study and in M. Bellotti’s work [4]. The two factors make the self-tuning regulator very unlikely to converge when estimating the model parameters. Without convergence, the regulator would not function properly.
Among other control strategies as previously mentioned in Sect. 1, optimization of machining parameters would be a feasible approach. Parameter optimization of EDM has been extensively reported in the literature [14, 16, 18,19,20]. And many of the researchers designed Taguchi or factorial experiments and found the optimal parameters by analysis of the results through methods like grey relational analysis or analysis of variance.
As for improving the machining efficiency of the breakout stage, the discharge phenomena can be analyzed before designing the experiments. Prior to the breakout, normal discharges mostly occur at the bottom of the hole and drill the hole deeper. Then, the controller feeds the electrode at a certain feedrate depending on the average gap voltage. In the breakout stage, however, normal discharges frequently occur in the side gap due to the accumulated debris therein. These discharges do not contribute to the material removal at the bottom. But the servo controller cannot distinguish discharges at different locations. Then, it still feeds the electrode at the feedrate as it does before the breakout. The feeding would eventually result in overfeeding and cause short circuits at the bottom. Then, the controller retracts the electrode, which wastes more machining time. Therefore, the controller should lower the feedrate to reduce short circuits at the bottom caused by overfeeding.
The feedrate can be lowered by properly adjusting the parameters of the controller. The servo controller of the fast EDM drilling machine tool used in this study has two adjustable parameters for the feedrate control, namely, the servo reference voltage vref and the gain factor g. Both parameters have impacts on the actual feedrate of the electrode during the drilling process. The feedrate would decrease as the vref increases. And the g is a positive real number, which functions as a coefficient of the feedrate. A higher g generates higher feedrate of the electrode. The relations between the two parameters can be roughly expressed in Eq. 2, where vgap is the average gap voltage, and f is a certain monotone increasing function:
Then, the experiments were designed and run with the two factors. The results were analyzed to find the optimal control parameters.
4.2 Experimental results and analysis
A 2-factor 3-level full-factorial experiment was designed to find the optimal values of vref and g. The response is the average time duration of the breakout stage (from the breakout till the hole completion detected by the proposed method in Sect. 3). Inclined holes at 45 degrees were drilled. The experimental conditions are listed in Table 3. Because of the characteristics of the controller, the vref should not be too high; otherwise, the controller would consider the process to be abnormal, and the feeding would become slower than acceptable. It was found that if the vref is higher than 22 V, the machining process became too slow. Thus, the highest level of vref was 22 V. In all tests, vref was set to 18 V (level 1), and g was set to 2.0 (level 3) before the breakout. Namely, test no. 3 was the base case. And the two parameters were adjusted according to Table 4 after the breakout. The experiments were conducted in a random order other than the order listed in Table 3 to minimize the impact of run order on results. And 3 holes were drilled in each test.
The experimental results, i.e., the responses, are also given in Table 3. It shows that the condition in test no. 8 produced the best result, which reduced the machining time by 56.2% compared with the base case. As expected, higher reference voltage would reduce the machining time. But for the gain factor, level 2 (1.5) gave a better result instead of level 1 (1.0). It is also observed in the experiments that the sudden adjustment of parameters did not cause more instability besides the inherent instability in the breakout stage.
Analysis of the experimental data was conducted, including the main effects and interaction of factors. The significance level of the two factors was also investigated by analysis of variance (ANOVA). The analyses were conducted by using the data analysis software Minitab®.
The main effect indicates the significance level of the influence of a factor on the response. The main effects plot for response is shown in Fig. 10a. The slope of the polyline indicates the significance of effects of the factors. The higher the absolute value of slope, the greater the significance. It can be noticed that the main effects are significant when vref varies from level 1 (18 V) to level 2 (20 V) and when g changes from level 2 (1.5) to level 3 (2.0). The main effects are insignificant when vref changes from level 2 (20 V) to level 3 (22 V) and when g changes from level 1 (1.0) to level 2 (1.5). Therefore, both factors affect the response. By comparison of slopes, the change of vref has a more significant impact on response. And since lower response (machining time) is desired, vref at level 2 (20 V) and level 3 (22 V) and g at level 1 (1.0) and level 2 (1.5) yield better results.

a The main effects plot. b The interaction plot for response
The interaction plot for response is shown in Fig. 10b. The parallelism of polylines indicates that the interaction between these two factors is insignificant. It can be seen in the figure that the polylines are unlikely to cross each other when vref is at level 1 (18 V) and level 2 (20 V). It manifests that the interaction is insignificant when vref changes from level 1 (18 V) to level 2 (20 V), while in other cases, the two factors have interaction between them.
The ANOVA was performed to find which factor has a more significant influence on the response. The results are listed in Table 4. If the P value is less than 0.05, the corresponding factor has significant impact on the response. And the influence of the factor with a greater F value has a higher significance level.
It can be seen from the results of ANOVA that both factors have their P values less than 0.05 (0.001 for vref and 0.032 for g). And the vref has a higher F value (8.84) than g does (3.94). The P value of the interaction of vref and g (V*G) is greater than 0.05, which means it has insignificant effect on the response. Therefore, the results show that (1) both factors have significant effects on the response, and (2) the significance level of the influence of vref is higher than that of g. Thus, both factors should be considered and adjusted when improving the machining efficiency.
Then, the verification tests were conducted. Although the optimal parameters were found when drilling inclined holes at 45 degrees, they were assumed to be applicable to cases where holes at different inclinations were drilled. Then, the parameters in test no. 8, i.e., vref =22 V, g =1.5, were used for verification tests, where holes at 0/30/60 degrees were drilled. The parameters used in the base case were those in test no. 3 in Table 3. The experimental results are listed in Table 5. It can be seen that the adjustment of control parameters successfully improved the machining efficiency in the breakout stage. And the machining time was reduced by 38.5~56.2% in different cases.
5 Conclusion
This paper presents a novel method of hole completion detection for fast EDM drilling. And a control strategy was also proposed to improve the machining efficiency in the breakout stage of the drilling. The following conclusions can be drawn:
-
1.
The signals of interest, i.e., the NDR, SCR, and OCR, were investigated before and after the hole is completed. Special attention was paid to the signal values when the electrode was not retracted. Analysis and observation of the signals in experiments showed that when the hole is completed, the NDR and SCR signals would be low and the OCR signal would be high under the condition that the electrode is not retracted.
-
2.
A novel hole completion detection method was proposed according to conclusion 1. The hole is detected to be completed if the conditional OCR signal stays high for a certain number of samples. In the experimental verifications, hole completions were detected with no misjudgments, and the electrode was fed at most 1.81 mm out of the hole outlet when the completion is detected in different cases.
-
3.
The hole completion detection can avoid unnecessary feeding after the hole is completed to improve the overall working efficiency.
-
4.
The control parameters, i.e., the servo reference voltage and the gain factor, were optimized to improve the machining efficiency in the breakout stage. A full-factorial experiment was conducted to find the optimal parameters, and the results were analyzed. Analyses show that both parameters have significant effects on the machining time, and the influence of servo reference voltage has a higher significance.
-
5.
Verification tests were performed with the optimal parameters. And the machining time of the breakout stage was reduced by 38.5~56.2% when drilling normal and inclined holes at different angles.
Availability of data and materials
Not applicable.
References
Wang X, Liu Z, Xue R, Tian Z, Huang Y (2014) Research on the influence of dielectric characteristics on the EDM of titanium alloy. Int J Adv Manuf Technol 72:979–987. https://doi.org/10.1007/s00170-014-5716-8
Aggarwal V, Khangura SS, Garg RK Parametric modeling and optimization for wire electrical discharge machining of Inconel 718 using response surface methodology. Int J Adv Manuf Technol 79:31–47. https://doi.org/10.1007/s00170-015-6797-8
Ji R, Liu Y, Zhang Y, Cai B, Ma J, Li X (2012) Influence of dielectric and machining parameters on the process performance for electric discharge milling of SiC ceramic. Int J Adv Manuf Technol 59:127–136. https://doi.org/10.1007/s00170-011-3493-1
Bellotti M, Qian J, Reynaerts D (2019) Breakthrough phenomena in drilling micro holes by EDM. Int J Mach Tools Manuf 146:103436. https://doi.org/10.1016/j.ijmachtools.2019.103436
Sciaroni B (1988) Process and apparatus for determining the electroerosive completion of a starting hole. US Patent 4:767,903
Haefner KB, Bischoff JR, Ehresman MD, Comeau SF (1994) Controlled apparatus for electrical discharge machining. US Patent 5:360,957
Yamada S, Takawashi T & Sakakibara T (1984) Breakthrough detection means for electric discharge machining apparatus. U.S. Patent 4,484,051.
Koshy P, Boroumand M, Ziada Y (2010) Breakout detection in fast hole electrical discharge machining. Int J Mach Tools Manuf 50:922–925. https://doi.org/10.1016/j.ijmachtools.2010.05.006
Lin J-K, Nien Y-F (2004) Automatic breakthrough detection device. US Patent 6:723,942
Xia W, Li Z, Zhang Y, Zhao W (2019) Breakout detection for fast EDM drilling by classification of machining state graphs. Int J Adv Manuf Technol 106:1645–1656. https://doi.org/10.1007/s00170-019-04530-3
Xia W, Wang J, Zhao W (2018) Break-out detection for high-speed small hole drilling EDM based on machine learning. Procedia CIRP 68:569–574. https://doi.org/10.1016/j.procir.2017.12.115
Zhao W, Masuzawa T (1990) Adaptive control of EDM-jump with self-tuning approach. J Jap Soc Elect Mac Eng 24:23–31. https://doi.org/10.2526/jseme.24.23
Wang J, Han F, Zhao F (2012) Improvement of EDM efficiency with a new adaptive control strategy. Int J Adv Manuf Technol 62:1025–1040. https://doi.org/10.1007/s00170-011-3856-7
Lin YC, Lee H-S (2009) Optimization of machining parameters using magnetic-force-assisted EDM based on gray relational analysis. Int J Adv Manuf Technol 42:1052–1064. https://doi.org/10.1007/s00170-008-1662-7
Zhang L, Jia Z, Wang F, Liu W (2010) A hybrid model using supporting vector machine and multi-objective genetic algorithm for processing parameters optimization in micro-EDM. Int J Adv Manuf Technol 51:575–586. https://doi.org/10.1007/s00170-010-2623-5
Fonda P, Katahira K, Kobayashi Y, Yamazaki K (2012) WEDM condition parameter optimization for PCD microtool geometry fabrication process and quality improvement. Int J Adv Manuf Technol 63:1011–1019. https://doi.org/10.1007/s00170-012-3977-7
Landau ID & Zito G (2007) Digital control systems: design, identification and implementation, Springer Science & Business Media. ISBN: 1846280567
Ramakrishnan R, Karunamoorthy L (2006) Multi response optimization of wire EDM operations using robust design of experiments. Int J Adv Manuf Technol 29:105–112. https://doi.org/10.1007/s00170-004-2496-6
Kao J, Tsao C, Wang S, Hsu C (2010) Optimization of the EDM parameters on machining Ti–6Al–4V with multiple quality characteristics. Int J Adv Manuf Technol 47:395–402. https://doi.org/10.1007/s00170-009-2208-3
Singh PN, Raghukandan K, Pai B (2004) Optimization by Grey relational analysis of EDM parameters on machining Al–10% SiCP composites. J Mater Process Technol 155:1658–1661. https://doi.org/10.1016/j.jmatprotec.2004.04.322
Acknowledgements
The authors gratefully acknowledge the Suzhou Mecontronics Corporation for their kind assistance in this project.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No. 51775341) and National Science and Technology Major Project of China (Grant No. 2018ZX04005001).
Author information
Authors and Affiliations
Contributions
Conceptualization, Yaou Zhang and Weiwen Xia. Methodology, Wansheng Zhao. Formal analysis, Yaou Zhang; Investigation, Weiwen Xia and Zilun Li. Writing–original draft preparation, Yaou Zhang and Weiwen Xia. Writing–review and editing, Zilun Li. Supervision, Wansheng Zhao.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
We confirm that the manuscript has been read and approved by all the named authors.
Consent for publication
The authors agree to publication in The International Journal of Advanced Manufacturing Technology.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, Y., Xia, W., Li, Z. et al. Completion detection and efficiency improvement for breakout stage of fast EDM drilling. Int J Adv Manuf Technol 114, 1565–1574 (2021). https://doi.org/10.1007/s00170-021-06936-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06936-4