
Abstract
Drilling is a kind of processing technology with a large proportion in mechanical processing, especially the drilling of deep hole, which is facing great challenges due to the high-strength properties of materials and debris-removal challenges. Because there is no obvious cutting force in the machining process and all conductive materials can be machined, microelectrical discharge machining (EDM) is playing an important role in deep hole drilling. In this study, micro-EDM technology was used for deep hole drilling on flexible bellows. Key technologies were discussed including workpiece positioning device, process control methods and drilling parameters selection. A special clamp was designed to solve the deformation problem of bellows positioning. In order to improve the consistency of the inlet and outlet of the deep hole, a double-sided guiding device was designed to reduce the radial deflection of tool electrode caused by the high spindle speed and long suspended stretch. The tool electrode compensation method was studied to improve the precision and aspect ratio of the deep hole. In addition, the influence of parameters such as spindle speed and oil flushing pressure on the drilling process was also analyzed. The study results show that the designed devices and process can meet the drilling requirements of the deep hole on bellows; the aspect ratio of the deep hole reaches 44:1.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As a sensitive element, damping element, compensation element, sealing element, valve element, and pipeline connection part, metal bellows is widely used in automatic control and measuring instrument, vacuum technology, mechanical industry, electric power industry, transportation, and atomic energy industry due to its good elastic stability, corrosion resistance and welding performance [1]. However, due to its flexibility and deformability, axial hole drilling has been a serious problem restricting the application of bellows. Traditional drilling is limited by the hardness of bellows material and the aspect ratio of the drill tool, it is difficult to realize the precision machining of deep holes with high aspect ratio [2]. Because the machinability only depends on the conductivity and thermal properties, and has nothing to do with the mechanical properties of the material, micro-EDM is suitable for machining any conductive materials which are difficult to be machined by traditional machining methods. [3,4,5]. At present, micro-EDM has become one of the most commonly used methods for deep-hole drilling of conductive materials with high aspect ratio [6, 7].
Up to now, many scholars have been engaged in the research of micro-EDM technology for deep-hole drilling with high aspect ratio. Liu et al. [8] introduced ultrasonic vibration into deep-hole EDM processing with high aspect ratio. Influence by the cavitation and pumping effect of ultrasonic vibration, the electroerosion debris removal rate between the discharge gap was improved, which ensured the stability of the machining process, so the machining efficiency was improved. Tanjilul et al. [9] developed a new system for removing electroerosion debris by combining working fluid flushing with a vacuum-assisted system, which can improve the efficiency of electroerosion debris removal. Ferraris et al. [10] reported a new method of drilling microholes with high aspect ratio by coating insulation layer on the side wall of the electrode. The use of insulated electrodes reduced the occurrence of secondary discharge on the hole wall and improved the stability of deep-hole drilling. Afzaal et al. [11] proposed a compound machining technology combining EDM and electrochemical machining (ECM). The double hole tube electrode was used to improve the material removal rate of microhole drilling. Although many scholars have carried out a lot of research on the EDM for deep hole with high aspect ratio, it is still difficult to drill hole with an aspect ratio of more than 20:1.
In this study, the mechanism design and process control of micro-EDM for drilling deep hole of bellows were carried out, including the design of flexible bellows positioning device, guiding and compensation method of tool electrode. In addition, the influence of parameters on the drilling process was also investigated.
2 Experiment
Due to the fact that flexible bellows is easy to deform under microforce, the positioning and guiding device are designed. The hole morphology is analyzed by three-dimensional optical microscope (Zeiss-Smart zoom 5, Germany) and scanning electron microscope (SEM, Zeiss-EVO MA25, Germany). The drilling parameters are optimized to make the accuracy and consistency of the deep hole meet the technical requirements. The process route chart of micro-EDM for deep hole of bellows with high aspect ratio is shown in Fig. 1.

Process route chart of micro-EDM for deep hole of bellows with high aspect ratio
2.1 Experimental device
In this study, the Swiss Sarix sx-100 ultra-precision micro-EDM machine tool is used to carry out the experiment. The electrode is clamped by a chuck installed on the rotating spindle whose speed can be adjusted between 0 and 1000 r/min. The micro-EDM machine tool is equipped with a 70bar cooling oil high-pressure pump to improve electroerosion debris removal efficiency by providing high-pressure oil flushing. The travel distance of the X/Y axis of the machine tool is 250 × 150 mm, the positioning accuracy is ± 2 μm, and the resolution is 0.1 μm. The working fluid is composed of mineral oil and synthetic oil (the main component is hydrocarbon), which is used for flushing the electroerosion debris out of the discharge gap and deionization to prepare for the next discharge.
The schematic diagram of experimental device is shown in Fig. 2. The bellows is fixed by the positioning device installed on XY stage, which can realize two-dimensional plane motion. The tool electrode is fixed on the rotating spindle, which can carry out the feed movement in Z direction and the rotation movement around the Z axis. The guiding device is fixed on the machine tool to guide the tool electrode through the upper and lower guiding nozzles. The bellows and the tool electrode are respectively connected with the positive and negative electrodes of the pulse power supply. The multiaxis moving controller is used to control the movement of each axis.

Schematic diagram of experimental device, including positioning device, XY stage, rotating spindle, guiding device, pulse power supply, and multiaxis moving controller
2.2 Positioning device design
Due to the large flexibility of bellows and easy deformation of clamping, a positioning device is designed as shown in Fig. 3a, including a special clamp and the 3R system (repetition accuracy of 0.002 mm).

Positioning device. a Physical picture of the positioning device. b Outline drawing and sectional view of the bellows. c Diagrammatic sketch of the special clamp. d Sectional view of bellows fixed to the special clamp
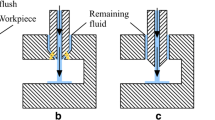
During the drilling process, because the degree of freedom rotating around the Z axis is difficult to limit and the outer surface is unprotected, the bellows is easy to deform under the high-pressure oil flushing, thus reducing the drilling accuracy (Fig. 3b). Therefore, the special hollow clamp is designed on the basis of the overall dimension of bellows; the diagrammatic sketch is shown in Fig. 3c. The bellows is embedded in the inner cavity of the special clamp, the upper and lower jackscrews are used to fix the bellows body, so as to prevent the axial movement and rotation. In order to ensure that the outer surface of the bellows is in full contact with the oil, the lateral surface of the clamp and the mating surface between the clamp and bellows are punched with oil inlets. The oil can fully enter the discharge area and take away the electroerosion debris from the discharge gap in time, reducing the influence of secondary discharge on drilling accuracy. The positioning device is connected with axes A and B of the experimental device through the 3R system to realize the rotation around axes X and Y. The sectional view of bellows embedded in the special clamp is shown in Fig. 3d.
2.3 Guiding device design
The difficulty of deep hole with high aspect ratio by EDM is the removal of electroerosion debris. If the electroerosion debris accumulated at the bottom of the hole cannot be removed in time, it will lead to abnormal discharge phenomena such as secondary discharge and short circuit, which will influence the drilling efficiency and accuracy. Therefore, the method of electrode rotation is introduced in deep-hole drilling to fully disturb the working fluid between the electrodes. The disturbed working fluid will promote the replacement of the working fluid in discharge area and takes the electroerosion debris away from the discharge gap timely. However, the problem of deflection will be caused by the rotating electrode. Because the end position does not coincide with the rotating center, the electrode with long suspended stretch will cause deflection under high-speed rotation due to centrifugal force. As shown in Fig. 4a, with the increase of electrode suspended stretch and rotating speed, the degree of deflection increases continuously. The accuracy and morphology of the deep hole will be seriously influenced by the deflected electrode, resulting in a larger diameter, lower consistency, and even short circuit of discharge.

Guiding device. a Diagrammatic sketch of variation trend of electrode deflection degree with suspended stretch and rotating speed. b Design drawing of double-sided guiding device. c Physical picture of double-sided guiding device
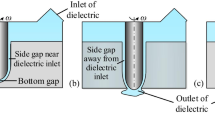
At present, a double-sided guiding device is designed to reduce the radial deflection of tool electrode, as shown in the Fig.4b. The aluminum alloy material is used for the whole frame of the guiding device to meet the rigidity and reduce the weight as much as possible, so as to avoid the influence of deformation caused by the self-weight on the concentricity of the rotating spindle. The upper guiding arm is located above the deep-hole inlet, and the guiding nozzle is made of insulating ceramic material to avoid discharge between the tool electrode and the guiding arm. The lower guiding arm is located under the deep-hole outlet, and the guiding nozzle is designed as a "bowl" structure to ensure that the tool electrode from the deep-hole outlet can enter the guiding nozzle smoothly. The experimental results show that the double-sided guiding device can effectively reduce the deflection of tool electrode. The beneficial effect is to decrease the short circuit phenomenon in the reaming process and improve the consistency of each layer hole diameter of bellows. The physical picture of the guiding device is shown in Fig. 4c.
2.4 Experimental process
According to the technical requirements of the deep-hole drilling of bellows (Fig. 5), the drilling technology of first piercing and then reaming is adopted in this study. Firstly, a tool electrode with the diameter smaller than the deep hole is used to drill the reserved hole, and then another new tool electrode with the same diameter is used to ream the hole using shaking machining method.

Technical requirements of the deep hole of bellows. a and b Diagrammatic sketch of overall dimensions and technical requirements. c Physical picture of bellows. d Section view of technical requirements of the deep hole
2.4.1 Piercing process
The tool electrode with diameter of 0.21 mm is selected and equipped with standard chuck. Due to the inevitable wear in the process of drilling, the electrode becomes thinner with the increase of drilling depth, resulting in the rigidity decreases. In addition, the reaction force produced by the discharge will cause the electrode microdeflection. Therefore, the process of the step-by-step piercing process is applied. Firstly, the hole depth in the NC program is set to be half of the total depth to drill the reserved hole. Then the bottom of the drilled hole is taken as the zero point to drill the remaining materials using a new electrode. The problem of electrode microdeflection is overcome by adopting the step-by-step piercing process. The improvement of the perpendicularity of the reserved hole is ready for the reaming procedure. The diagrammatic sketch of the piercing process is shown in Fig. 6a.

Diagrammatic sketch of the piercing and reaming processes. a Diagrammatic sketch of the piercing process. b Diagrammatic sketch of the reaming process. c Diagrammatic sketch of relative motion track of electrode during the reaming process
2.4.2 Reaming process
In order to achieve the final dimension and accuracy of the deep hole, it is necessary to carry out the reaming procedure. The diagrammatic sketches of the reaming process and relative motion track of electrode are shown in Fig. 6b and c. Using the G61 R-S-I- command of the experimental device, as shown in Fig. 7, after the piercing program is executed, the formed hole is shown as the purple dotted line (reserved hole). Then the reaming program is executed, and the electrode motion tracks are the red and green solid lines in Fig. 7. In R and S, the “radius” is relative to the center of the hole after piercing, so R is 0 when the initial position of electrode is in the center of the hole after piercing. And I is the number of spiral.

The relative motion track of electrode and significance of each parameter during the reaming process
The actual value of S is determined by the final diameter of the deep hole D, the diameter of the electrode d and the discharge gap δ, namely:
The value of δ is mainly effected by the type of working fluid, discharge parameters and nondischarge parameters, and the discharge parameters play a decisive role in the size of the discharge gap. In this study, the discharge gap is controlled by changing the discharge parameters on the premise that other conditions remain unchanged through the preexperiments. The experimental results show that the average side discharge gap is about 10 μm using the discharge parameters in Table 1 (Section 3.2). So the set value of S is 0.102 mm according to formula 1. The procedure of reaming is as follows:
G80 M1 X0 Y0 (short circuit fallback mode of absolute coordinate)
G81 M3 Z1 (short circuit fallback mode of vector direction)
G61 Z-0.1 R0 S0.102 I7 (rough machining)
G61 Z-0.2 R0.102 I3 (first finishing)
G61 Z-0.3 R0.102 I3 (second finishing)
Firstly, the electrode feeds down 0.1mm and expands outward in spiral form at the same time, then returns to the initial position (rough machining); after that, the electrode feeds down 0.1mm again and moves outward in spiral form to the set position for the first finishing, and returns to the initial position; finally, the electrode feeds down 0.1mm again and moves outward in spiral form to the set position for the second finishing, then returns to the initial position.
In the reaming process, when the relative motion tracks of tool electrode are executed in XY plane, the tool electrode move along Z-direction at the same time. The downward movement of the electrode is the compensation strategy. (see Section 2.4.3 for details)
2.4.3 Electrode compensation strategy
In the process of deep-hole reaming, electrode compensation strategy is the key technology to ensure the accuracy, roundness, and consistency. According to a large number of experiments and considering the electrode rigidity during drilling, the electrode with a length of 0.37mm in the bellows gap is fed down three times for compensation, the compensation value is 0.1mm each time, and the remaining electrode with a length of 0.07mm is not involved in the drilling. That is, when Z-0.1, electrode feeds down 0.1mm and expands outward in spiral form at the same time, then returns to the initial position; when Z-0.2, electrode feeds down 0.1mm again and moves outward in spiral form to the set position for the first finishing, then returns to the initial position; when Z-0.3, electrode feeds down 0.1mm again and moves outward in spiral form to the set position for the second finishing, then returns to the initial position. Due to the electrode wear in the compensation procedure, the final shape of the electrode is similar to "sugar gourd" (a kind of Chinese food). The sectional compensation model of electrode is shown in Fig. 8.

The sectional compensation model of electrode. The electrode with a length of 0.37 mm in the bellows gap is divided into four sections including green (0.1 mm), pink (0.1 mm), blue (0.1 mm), and gray (0.07 mm). The compensation value is 0.1 mm each time, and the length of 0.07 mm is not involved in the drilling
3 Results and discussion
3.1 The effect of oil flushing pressure on reaming time
It is found that the oil flushing pressure has a certain influence on the efficiency of reaming during the experiment. Therefore, single factor experiment is carried out to study the influence of different oil flushing pressure on the reaming time. The experimental results are shown in the Fig. 9.

The effect of oil flushing pressure on reaming time
It can be seen from Fig. 9 that in the range of 10 bar to 20 bar, with the increase of flushing pressure, the reaming time is gradually reduced. When the pressure exceeds 20 bar, the time is gradually increased, indicating that the efficiency is reduced.
The replacement speed of oil in discharge gap can be improved by the increase of flushing pressure, so the electroerosion debris can be taken away from the discharge area in time. The reduction of electroerosion debris in the discharge gap reduces the probability of abnormal discharge and improves the reaming efficiency. However, microdeformation and vibration will be caused by the high flushing pressure, which may result in unstable discharge state and reduce drilling efficiency. In addition, the roundness of the deep hole will also reduce because of the microdeformation of the electrode.
Therefore, a proper oil flushing pressure is necessary to improving the deep-hole reaming efficiency and roundness. In this study, the oil flushing pressure of 20 bar is selected to ream the deep hole of bellows.
3.2 The effect of spindle speed on hole consistency
Because the spindle speed has a certain influence on the deflection degree of electrode, and finally on the upper and lower consistency of the single hole, so it is necessary to investigate the influence of spindle speed on the hole consistency. In this study, single factor experiment is carried out to study the influence of different spindle speed on the deviation rate of the hole diameter. The experimental results are shown in Fig. 10.

The effect of spindle speed on average diameter and deviation rate of the deep hole
The deviation rate of the hole diameter θ is obtained from formula 2:
For a single deep hole, Dmax is the maximum diameter of the hole on each piece of the bellows, Dmin is the minimum diameter of the hole on each piece of the bellows, and Da is the average diameter of the hole on each piece of the bellows. The larger the deviation rate of the hole diameter is, the worse the hole consistency is. It can be seen from Fig. 10 that in the range of 400 to 700 r/min, with the increase of spindle speed, the deviation rate slightly increases, indicating that the spindle speed has little influence on the deviation rate. However, when the spindle speed is greater than 700 r/min, the deviation rate rises sharply to 12.6%.
In the reaming process, the explosive force generated by the discharge will cause the electrode to deform. For the electrode with long suspended stretch, large centrifugal force may generate because of the microdeformation in the process of rotation, forming a "waist drum" shape, that is why the diameter of the middle part of the deep hole becomes larger. With the increase of spindle speed, the centrifugal phenomenon becomes more obvious, which leads to higher hole deviation rate and worse hole consistency.
In this study, the speed of 500 r/min is chosen to drill the deep hole with high aspect ratio. Table 1 shows the EDM parameters of micro-EDM for drilling deep hole of bellows.
The bellows drilled with the parameters in Table 1 is divided into 25 pieces along the axial direction. As shown in Fig. 11, the hole diameter of each piece is between 0.420 mm and 0.470 mm, the diameter value increases first and then decreases from the inlet to the outlet.

The hole diameter of each piece of the bellows after divided into 25 pieces along the axial direction
In the process of reaming, the double-sided guiding device is used to solve the problem of electrode deflection; however, the electrode is slightly deformed due to the inevitable explosive force. The middle section of the electrode deflects outward under the centrifugal force of high-speed rotation. From the side view, the movement track of the whole electrode is similar to the shape of "waist drum". In addition, the diameter of the outlet is slightly larger than the inlet, which indicates that there is a small deflection at the electrode end in the process of rotary drilling. Figure 12 shows the optical microscope images and SEM image of the deep hole of bellows drilled by micro-EDM.

Optical microscope images and SEM image of the deep hole of bellows drilled by micro-EDM. a Optical microscope image. b and d Enlarged optical microscope images. c SEM image
Figure 13 shows the SEM images of the electrode before and after the reaming process. Compared with the original electrode, the electrode after the reaming process has obvious wear. From the enlarged SEM image, it can be seen that the electrode wear increases first and then decreases, indicating that the wear is relatively larger in rough machining and first finishing, but smaller in second finishing.

The SEM images of the electrode before and after the reaming process. a Original electrode before the reaming process. b Electrode after the reaming process
In rough machining and first finishing, due to more material removal and longer processing time, the electrode wear is larger. However, the second finishing is to ensure the processing accuracy and remove less materials, so the electrode wear is smaller. This is basically consistent with the "sugar gourd-like" model obtained from the electrode sectional compensation in Fig. 8. The research on tool electrode wear is helpful to improve the drilling accuracy and the selection of processing parameters.
3.3 Analysis of the processing efficiency
The whole drilling process mainly includes two steps: piercing and reaming. Figure 14 is the time spent in each process of drilling. It is necessary to manually change the electrode due to discharge wear during the step-by-step piercing process, and it is also necessary to manually change the electrode in the reaming process after piercing. It can be seen from Fig. 14 that the whole drilling process takes about 21.1 min in total. The piercing process takes about 6.4 min, and the manual electrode changing takes about 3 min. The reaming process takes the longest time, about 11.7 min. The whole processing efficiency seem to be inefficient. In fact, the main reason for the low efficiency is the manual changing of tool electrode, about 14.2% of the total processing time. The manual electrode changing can improve the machining accuracy and consistency of the hole, but at the expense of machining efficiency. Compared to the manual changing of tool electrode, the influence of discharge parameters on machining efficiency can be ignored.

The time spent in each process of drilling
4 Conclusion
The mechanism design and process control of micro-EDM for drilling deep hole of bellows are carried out in this study, the conclusions can be drawn as follows:
-
(1)
Special clamp can be designed to reduce the deformation of the bellows in the process of drilling, so as to improve the drilling accuracy of deep hole. It is necessary to design oil inlets to ensure the replacement of oil in the discharge area timely and avoid the occurrence of short circuit.
-
(2)
The deflection degree of the electrode end can be reduced by the designed double-sided guiding device, so the stability and consistency of the deep-hole drilling are improved. The aspect ratio of the deep hole can reach 44:1.
-
(3)
The process control methods of piercing first and then reaming are presented. The process of the step-by-step piercing process is applied to reduce deflection caused by electrode wear, which improves the verticality of the reserved hole. The sectional compensation strategy is adopted to ensure the dimensional accuracy of deep hole.
-
(4)
Oil flushing pressure and spindle speed have influence on the efficiency and consistency of deep-hole drilling. The drilling efficiency and stability can be reduced by a high oil flushing pressure and spindle speed. The oil flushing pressure of 20 bar and the spindle speed of 500 r/min are selected to realize the optimal performance of efficiency and consistency for deep-hole drilling.
Availability of data and materials
We confirm that the data and materials supporting the findings of this study are available within the article.
References
Wang YK, Chen X, Wang ZL, Li HC, Liu HZ (2016) Fabrication of micro-rotating structure by micro reciprocated wire-EDM. J Micromech Microeng 26:115014
Ahmed A, Lew MT, Diwakar P, Senthil Kumar A, Rahman M (2019) A novel approach in high performance deep hole drilling of Inconel 718. Precis Eng 56:432–437
Ni H, Gong H, Dong YH, Fang FZ, Wang Y (2018) A comparative investigation on hybrid EDM for drilling small deep holes. Int J Adv Manuf Technol 95:1465–1472
Plaza S, Sanchez JA, Perez E, Gil R, Izquierdo B, Ortega N, Pombo I (2014) Experimental study on micro EDM-drilling of Ti6Al4V using helical electrode. Precis Eng 38:821–827
Lee CS, Heo EY, Kim JM, Choi IH, Kim DW (2015) Electrode wear estimation model for EDM drilling. Robot Comput Integr Manuf 36:70–75
Tong H, Li Y, Zhang L, Li BQ (2013) Mechanism design and process control of micro EDM for drilling spray holes of diesel injector nozzles. Precis Eng 37:213–221
Sarıkaya M, Yılmaz V (2018) Optimization and predictive modeling using S/N, RSM, RA and ANNs for micro-electrical discharge drilling of AISI 304 stainless steel. Neural Comput Applic 30:1503–1517
Liu Y, Chang H, Zhang WC, Ma FJ (2018) A simulation study of debris removal process in ultrasonic vibration assisted electrical discharge machining (EDM) of deep holes. Micromachines 9:378
Tanjilul M, Ahmed A, Kumar AS, Rahman M (2017) A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of Inconel 718. J Mater Process Technol 255:263–274
Ferraris E, Castiglioni V, Ceyssens F, Annoni M, Lauwers DB (2013) EDM drilling of ultra-high aspect ratio micro holes with insulated tools. CIRP Annals-Manuf Technol 62:191–194
Afzaal A, Tanjilul M, Fardin A, Wong YS (2018) On the design and application of hybrid electrical discharge and arc machining process for enhancing drilling performance in Inconel 718. Int J Adv Manuf Technol 99:1–13
Funding
This work was supported by the China-EU H2020 International Science and Technology Cooperation Program (FabSurfWAR Nos. 2016YFE0112100 and 644971), National Key Research and Development Plan Project (No. 2018YFB1107403), Jilin Province Scientific and Technological Development Program (No. Z20190101005JH), and the “111” Project of China (No. D17017).
Author information
Authors and Affiliations
Contributions
Peng Yu drafted the manuscript and performed the experiments; Jinkai Xu contributed to the design of the work; Yonggang Hou performed the interpretation of data; and Huadong Yu was responsible for substantive revision.
Corresponding authors
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent to publish
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yu, P., Xu, J., Hou, Y. et al. Mechanism design and process control of micro-EDM for drilling deep hole of bellows. Int J Adv Manuf Technol 115, 2423–2432 (2021). https://doi.org/10.1007/s00170-021-06975-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06975-x