
Abstract
Helical milling, a new machining technology, has obvious advantages in hole making of carbon fiber reinforced plastic (CFRP), and the technology, nonetheless, shows some defects such as hole diameter tolerance and surface damage aggravation caused by fast tool wear. Aiming to improve the hole making quality of CFRP, this paper proposes the bi-directional helical milling strategy, carries out the experimental research on milling CFRP with stepped bi-directional milling cutters, analyzes the wear mechanism of forward and backward cutting edges, and thus obtains the change laws of cutting forces and hole-making quality in different tool wear conditions. The experimental results show that in the initial milling stage, strip-shaped and spoon-shaped wear bands are formed by abrasive wear mechanism on both forward and backward cutting edges; with aggravation of the tool wear, the wear mechanism of forward cutting edge is gradually dominated by the fatigue wear, and subsequently, a large-area coating peels off the tool surface, causing the rapid wear of substrate. Compared with the forward cutting edge, the backward cutting edge produces less and more stable axial cutting force, and causes all the cutting forces to rise more slowly. In comparison with traditional drilling and milling of CFRP, bi-directional hole-making can effectively suppress some defects such as hole diameter shrinking, burrs and tearing, and thus it shows better machining quality.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Due to its good physical performance such as high specific strength, fatigue and corrosion resistance, CFRP is increasingly used to manufacture key parts in aviation, aerospace and national defense [1, 2]. In order to enhance the hole making quality of traditional drilling, the helical milling technology is invented, showing lots of advantages such as less axial cutting force, large chip-removal space, low cutting temperature and accurate hole making [3]. Nonetheless, some technological issues stand out in helical milling of CFRP, such as too fast tool wear, causing hole diameter deviation and serious surface damage [4, 5]. Widespread popularization and application of helical milling technology in machining CFRP is in sore need of enhancing hole-making quality by improving machining process, designing new-type cutting tools and evaluating their cutting performance.
Brinksmeier et al. [6] carried out research on the dynamic characteristics of hole making by helical milling, and determined mathematically further fundamental and qualitative statements of orbital drilling process. Boudelier et al. [7] presented a cutting force model for cutting CFRP laminates with diamond-coated cutters, and discussed the mechanism of cutting multi-directional CFRP laminates in different fiber orientation. An et al. [8] analyzed and discussed the cutting mechanism in different fiber directions and the machined surface topography based on different fiber orientation. Ventura et al. [9] modeled the cutting forces in helical milling regarding the tool contact angle and cutting depth as variables. Through analysis of variance and response surface methodology techniques. Geier et al. [10] discussed and modeled the axial cutting force, delamination effect and surface roughness in hole making by helical milling. Denkena et al. [11] established the geometric model for the undeformed chip in helical milling, and obtained the effect of axial and tangential feed on cutting forces. Through the helical milling experiment of CFRP, Wang et al. [12, 13] analyzed the effect of the cutting parameters and tool wear on the cutting forces, and used the nonlinear methodology to establish the relationship between machining performance and cutting parameters, and found that the cutting forces showed linear increase with aggravation of the tool wear. Based on dry-cutting experiments, Seok et al. [14] evaluated the characteristics of machining CFRP at high cutting speed. Konneh et al. [15] reported the damage caused by milling CFRP, and found that high speed and low feed parameters could produce better machining surface quality. Mahdi et al. [16] simulated the helical milling of CFRP, and proposed the 2D and 3D models for cutting CFRP, and in the models the materials were equivalently transformed into isotropy. The simulation results showed that the cutting forces were relative to the fiber layer orientation of CFRP. Santiuste et al. [17] developed a 2D simulation model for orthogonal cutting of long fiber composites, and analyzed the influence of fiber orientation on the mechanism of chip formation and surface quality by the aid of the model. Iliescu et al. [18] simulated and researched orthogonal machining of CFRP using discrete element method, and discussed the effect of CFRP content on cutting forces. Usui et al. [19] presented a finite element model for drilling CFRP, predicting the torsion and forces produced by drilling. Curiel et al. [20] developed a damage model for fiber-composite materials in the 3D context with modified formulation for the constitutive law and damage evolution. Based on orthogonal machining experiments, An et al. [21] investigated the effects of cutting parameters, cutting tool geometric parameters, and material parameters on cutting temperature, and proposed the prediction model of cutting temperature about fiber orientation angle.
To sum up, the research on hole making by helical milling of CFRP mainly focuses on the cutting mechanism, hole quality, simulation, and modeling. The bi-directional helical milling technique is being initially applied to machining CFRP, improving the service life of cutting tools as well as suppressing the defects of burrs and delamination at the hole outlet [22,23,24]. In order to better apply and popularize the bi-directional helical milling technique, it is necessarily urgent to develop new-type cutters and matching technique as well as explore the machining performance evaluation data of the new-type cutters as reference for machining on the spot. Therefore, aiming at the bi-directional machining strategy for hole making by helical milling of CFRP, this paper carries out the research into the tool wear mechanism and cutting performance evaluation of stepped bi-directional milling cutters.
2 Experimental design
2.1 The strategy for milling bi-directional hole of CFRP
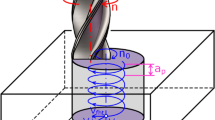
In order to enhance the hole making quality by helical milling of CFRP as well as prolong the service life of cutting tools, this work, based on the structural characteristics of the cutters for hole making by bi-directional helical milling, proposes the hole making process by bi-directional helical milling of CFRP, as is shown in Fig. 1. The whole machining is divided into three stages, that is, forward cutting I, forward cutting II and backward cutting. The CFRP laminate is chosen as machined material.

The bi-directional helical milling process. a Forward cutting stage I. b Forward cutting stage II. c Backward cutting stage
In the forward cutting stage I, shown in Fig. 1a, the tool eccentricity is set as e, and the bi-directional helical milling cutter is used to machine the upper half of the CFRP laminate, and the milling depth is expressed as h (1/2H < h < 3/4H. Here H represents the laminate thickness of CFRP.) Then, when the tool eccentricity is adjusted down to e-e0 (0 < e0 < e), it enters the forward cutting stage II. In this stage, the lower half of the CFRP laminate is machined, and meanwhile a removal allowance of backward cutting comes into being with the hole wall thickness being e0, as is shown in Fig. 1b. In both of the above stages, it is the forward cutting edge that works. Before backward cutting, the tool eccentricity is first adjusted back to e, and then the backward cutting edge starts working to perform the reverse removal on the abovementioned hole wall whose thickness is e0. Finally machining the through-hole whose hole diameter is D finishes, as is shown in Fig. 1c.
2.2 The experimental equipment and process
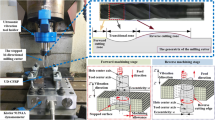
Aiming at exploring the wear mechanism of the stepped bi-directional milling cutter and evaluating its cutting performance, this paper designs the experiment of hole making by helical milling CFRP with the stepped bi-directional milling cutter. The milling cutter for the experiment is made by SAACKE 5-axis grinding machine and coated with diamond of 6 μm thickness, and its substrate material is YG8 cemented carbide. For the cemented carbide, WC is its major composition while Co binder content accounts for 8% [25]. The geometric parameter details of the cutter are shown in Table 1. The experimental equipment and the macro program code of hole making by bi-directional helical milling are shown in Fig. 2. The VDL-1000E high-speed milling center used in the experiment is produced by Dalian Machine Tool Manufacturing Limited Company and the maximum spindle speed is 8000 r/min. The experimental material is multi-orientation laying T700 CFRP laminate and the substrate material AG-80 epoxy resin. The fiber volume fraction is 60 ± 5% and the workpiece size 200 mm × 110 mm × 5 mm.

The experimental site and macro program of hole making by bi-directional helical milling
The experimental cutting parameters are as follows. The rotation speed is 4500 r/min, the feed per tooth 0.03 mm and the pitch 0.2 mm. The eccentricity in the forward cutting stage I and II is respectively 1 mm and 0.8 mm, and the one in the backward cutting stage is 1 mm. In the end the through-hole of 8 mm diameter is made on the laminate of CFRP. The experiment is carried out through down milling, and repeated 3 times with the technical parameters being the same. During the entire experiment, the Kister 9171A rotary dynamometer is used to collect milling forces. After every 5 holes are milled, the cutter is removed, and then the VHX-1000 super-high magnification zoom lens microscope and SU3500 scanning electron microscope (SEM) are used to observe the rake and flank wear morphology of both forward and backward cutting edges. Meanwhile, the material element content in the wear area is extracted by the energy spectrum module of SEM. After the experiment finishes, the workpiece is unloaded, and the LH8107 coordinate measuring machine is used to measure the hole diameter, and the VHX-1000 super-high magnification zoom lens microscope is used to detect machining quality in both outlet and inlet.
3 Discussion of the experimental results
3.1 Tool wear
With increase of the hole number, the flank wear morphology of both forward and backward cutting edges of the stepped milling cutter changes obviously, as is shown in Fig. 3. After the 20th hole is milled, obvious scratches occur on the forward cutting edge, mainly caused by hard spots of CFRP. After the 40th hole is machined, a spoon-shaped slight wear area appears on the flank face of the forward cutting edge, while a strip-shaped slight wear area occurs on the flank face of the backward cutting edge.

The flank wear morphology of the stepped bi-directional milling cutter
As the hole number continues to rise, the friction and extrusion between the cutter and workpiece gradually strengthen, and thus the spoon-shaped wear area on the forward cutting edge progressively expands, and a few tiny pits occur at the edge of the flank strip-shaped wear band on the backward cutting edge. After machining the 60th hole, it is observed that the wear areas on both forward and backward cutting edges further enlarge, and notches occur at the cutting edges, resulting from the periodic friction and mechanical impact exerted on the cutter during machining.
After the 100th hole is machined, the milling cutter enters the sharp wear stage. Here a large-area coating peels off the forward cutting edge, and stronger friction and mechanical impact are caused in the course of cutting. At this moment, the forward cutting edge can no longer effectively cut fiber bundles, and the workpiece surface quality evidently worsens. The edge wear on the backward cutting edge is relatively slight, but the occurrence of some notches destroys the integrity of the cutting edge, decreasing sharpness of the cutting edge to some degree.
3.2 Tool wear mechanism
Figure 4 shows the wear micro-morphology of the forward and backward cutting edges after the 20th hole is machined by the stepped bi-directional milling cutter. In the figure, scratches parallel to the direction of cutting speed occur at the edge area of both forward and backward cutting edges. This is mainly because the high temperature produced by machining reduces hardness of the cutter, and thus the hard spots such as CFRP fiber particles and cutter material shedding particles scratch the cutter surface, causing scratches and grooves on it. It can be learned that the wear mechanism of cutting edges of stepped bi-directional milling cutters is abrasive wear in the initial stage of machining, but the wear of backward cutting edge is minor to that of forward cutting edge.

The wear micro-morphology of the cutting edges after machining the 20th hole. a The forward cutting edge. b The backward cutting edge
Figure 5 shows the wear micro-morphology of the cutting edges after machining the 60th hole with the stepped bi-directional milling cutter. It is seen from the figure that extensive scratches and grooves occur and dense notches are formed by strong friction and mechanical load on the forward cutting edge, while only a few notches form on the backward cutting edge. It is determined by the analysis of the wear morphology that the wear mechanism of the cutting edge of the milling cutter is still dominated by the abrasive wear.

The wear micro-morphology of the cutting edges after machining the 60th hole. a The forward cutting edge. b The backward cutting edge
Figure 6 shows the wear micro-morphology of the forward cutting edge after the 100th hole is machined by the stepped bi-directional milling cutter. With aggravation of the tool wear, cracks are formed on the surface of tool coating by the periodic friction and mechanical impact. The formation of cracks decreases the adhesion between the coating and substrate of the cutter, and the cracks gradually expand with progress of cutting. Because the elastic modulus and thermal expansion coefficient of the coating material differ from that of the tool material, the internal stress is produced by strong thermal-mechanical coupling between the substrate and coating of the cutter. When the internal stress exceeds the adhesion between the coating and substrate, the diamond coating peels off and thus the tool substrate is exposed. The edge wear area is further analyzed from the perspective of element energy spectrum, as is shown in Fig. 6a. It is found by detection that the oxygen content reaches 7.98% of the total element content, indicating that oxidation occurs to some degree on the forward cutting edge of the milling cutter. This is because the intense friction between the cutter and fiber produces high cutting temperature during hole making, causing carbon element in the cutter to react with oxygen element in the air. Consequently, the carbon content in the cutter drops, and thus the cutter hardness lessens, accelerating the tool wear and thus decreasing the cutting performance of the cutter. As is shown in Fig. 6b, for the stepped bi-directional milling cutter, the adhesive strength between the coating and substrate is reduced by the impact of alternate stress and thermal load, and now the gap at the cutting edge caused by wear tends to become fatigue source. Thus, the cutting tool peels off periodically with occurrence and development of fatigue cracks, and the main wear mechanism of the forward cutting edge has transformed into fatigue wear mechanism.

The wear micro-morphology of the forward cutting edge after machining the 100th hole. a The coating peeling. b The crack on the coating surface
Figure 7 shows the wear micro-morphology of the backward cutting edge after machining the 100th hole with the stepped bi-directional milling cutter. The peeled diamond particles exert “micro-cutting” on the backward cutting edge, continuously expanding the flank coating wear area on the backward cutting edge. Thus, a long strip-shaped wear band comes into being, and the abrasive wear further intensifies. The energy spectrum analysis is performed of the elements of the edge wear area, as is shown in Fig. 7b. Only 0.66% oxygen is detected in the edge wear area, demonstrating that no obvious oxidizing reaction occurs on the backward cutting edge of the milling cutter. This is mainly because during the backward machining with the stepped bi-directional milling cutter, the gradual change of helical cutting edge decreases fluctuation of cutting forces as well as increasing heat-losing space of the cutter. Ultimately the cutting thermal-mechanical load between the tool and workpiece has been greatly improved, aggravating the flank wear.

The wear micro-morphology of the backward cutting edge after machining the 100th hole. a The wear area on the flank face. b The energy spectrum analysis of zone A
3.3 Analysis of the influence of tool wear on cutting forces
Figure 8 compares the cutting forces produced by forward and backward machining with the stepped bi-directional milling cutter in making different number order of holes. It is observed from the figure that with rise of the hole number, all the cutting forces from both forward and backward machining tend to grow, but during the whole machining, the backward cutting forces are obviously less than the forward cutting forces, and the axial cutting force always remains relatively low. This is illustrated by the fact that the material removal rate is low in backward machining, and it is mostly the side of backward cutting edge that is used in cutting, thus avoiding the excessive axial force that might have been produced if the bottom of cutting edge were used in more cutting.

The change rule of the cutting forces in making different number order of holes. a The cutting forces from the forward machining. b The cutting forces from the backward machining
The 60th hole forms the dividing line between the cutting forces produced by the forward machining. Before the 60th hole is machined, all the cutting forces from the forward machining increase slowly, by less than 25%. However, after machining the 60th hole, all the cutting forces grow significantly, and especially the axial cutting force increases most distinctly, by even more than 50%. The boundary of the backward cutting forces occurs later than that of the forward cutting forces (until the 80th hole), and the cutting forces from both sides of the dividing line rise slowly. This is because the wear rate of the backward cutting edge is obviously lower than that of the forward cutting edge, and there is more space for chip removal during the backward machining, thus improving the edge preservation and cutting conditions of the backward cutting edge.
3.4 The effect of the tool wear on the hole-making quality
Figure 9 compares the hole diameter deviation and surface morphology in making different number order of holes with the stepped bi-directional milling cutter, including the hole diameter change in the forward and backward machining area and the surface morphology in the hole inlet. In comparison with the hole-making quality by traditionally drilling and milling CFRP [21, 22], the bi-directional helical milling better suppresses the burrs and the dimensional error of hole diameter in the hole outlet. In the early stage of milling, the tool wear is slight. What’s more, the hole diameter machined by the stepped bi-directional milling cutter is close to the standard hole diameter, and there is no obvious difference in the hole diameter machined by both forward and backward machining. In addition, no defects such as burrs and tearing occur on the surface of the hole inlet. As the hole number increases to the 60th, the hole diameter milled by the forward machining lessens more significantly than the one by the backward machining, despite both decreasing.

The hole diameter deviation and surface morphology in making different number order of holes
When the 100th hole is machined, the hole diameter deviation in both forward and backward machining areas further rises, and the hole diameter in the forward cutting area shows specially obvious decrease. Meanwhile, plenty of burrs occur at the forward inlet, and a certain number of burrs as well as slight tearing damage form at the backward inlet. This is because the notches on the cutting edge expand so rapidly with aggravation of the tool wear that fiber bundles cannot be cut effectively, and the cutting mechanism transforms into mixture of shearing and extrusion from single shearing, resulting in twisting and tearing of fibers so that the machining defects such as burrs form in the inlet area. Meanwhile, the radial cutting force along the hole wall gradually increases as the tool wear aggravates. When the cutting edge goes off the hole wall, the twisting fiber bundles rebound and cause the hole diameter to shrink. However, compared with the forward machining, the backward machining makes ideal hole diameter and better hole inlet quality due to less tool wear and cutting force. Because the forward cutting edge wears worse than the backward cutting edge, more stress and thermal load are generated in the machining, causing more obvious resilience of fiber bundles.
4 Conclusions
This paper carries out the research into the wear mechanism and cutting performance in milling CFRP using the stepped bi-directional milling cutter, and discusses the effect of the tool wear on the cutting forces and hole diameter. The conclusions are drawn as follows.
-
(1)
The strategy for hole making by helical milling of CFRP with the stepped bi-directional milling cutter is proposed, dividing the whole machining into forward cutting stage I, forward cutting stage II and backward cutting stage. Based on the machining strategy, the experiment of hole making by helical milling of CFRP with the stepped bi-directional milling cutter is designed, and the corresponding NC machining programs of each machining stage are written.
-
(2)
In the early and middle milling stages, the spoon-shaped wear band occurs on the forward cutting edge and strip-shaped one on the backward cutting edge of the stepped bi-directional milling cutter, resulting from the influence of the abrasive wear mechanism. In the late milling stage, the fatigue wear mechanism causes occurrence of obvious fatigue cracks on and peeling of large-area coating off the forward cutting edge, while the abrasive wear mechanism still dominates the backward cutting edge.
-
(3)
With aggravation of the tool wear, all cutting forces increase rapidly, and especially the axial cutting force grows most obviously. Compared with the forward cutting edge, the backward cutting edge produces less and more stable axial cutting force, and causes all the cutting forces to rise more slowly.
-
(4)
The machining technique for hole making by bi-directional helical milling of CFRP, obviously enhances the hole outlet quality and reduces the dimensional error of hole diameter. Only when the tool wear is fairly serious, the hole diameter deviation and hole inlet quality decrease to a certain extent, characterized by the defects such as burrs and tearing in the hole inlet and a certain hole diameter reduction.
References
Geier N, Davim JP, Szalay T (2019) Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: a review. Compos A Appl Sci 125:105552
Pereira RBD, Brandão LC, Paiva AP, Ferreira JR, Davim JP (2017) A review of helical milling process. Int J Mach Tool Manuf 120(5):27–48
Kalla D, Sheikh-Ahmad J, Twomey J (2010) Prediction of cutting forces in helical end milling fiber reinforced polymers. Int J Mach Tool Manu 50(10):882–891
Li ZQ, Liu Q (2013) Surface topography and roughness in hole-making by helical milling. Int J Adv Manuf Technol 66(9–12):1415–1425
Li HZ, Zhang WB, Li XP (2001) Modelling of cutting forces in helical end milling using a predictive machining theory. Int J Mech Sci 43(8):1711–1730
Brinksmeier E, Fangmann S, Meyer I (2008) Orbital drilling kinematics. Prod Eng Res Dev 2(3):277–283
Boudelier A, Ritou M, Garnier S, Furet B (2018) Cutting force model for machining of CFRP laminate with diamond abrasive cutter. Prod Eng Res Dev 12(2):279–287
An QL, Cai CY, Cai XJ, Chen M (2019) Experimental investigation on the cutting mechanism and surface generation in orthogonal cutting of UD-CFRP laminates. Compos Struct 230:111441
Ventura CEH, Hassui A (2013) Modeling of cutting forces in helical milling by analysis of tool contact angle and respective depths of cut. Int J Adv Manuf Technol 68(9–12):2311–2319
Geier N, Szalay T (2017) Optimization of process parameters for the orbital and conventional drilling of unidirectional carbon fiber reinforced polymers. Measurement 110(7):319–334
Denkena B, Boehnke D, Dege JH (2018) Helical milling of CFRP-titanium layer compounds. CIRP Ann Manuf Technol 1(2):64–69
Wang HY, Qin XD, Li H (2013) Analysis of cutting forces in helical milling of carbon carbon fiber reinforced plastics. Proc Inst Mech Eng B J Eng 227(1):62–74
Wang HY, Qin XD, Wu DX, Song AJ (2018) Optimization of cutting parameters in helical milling of carbon fiber reinforced polymer. Trans Tianjin Univ. https://doi.org/10.1007/s12209-017-0079-5
Seok JH, Ki BK, Ji KY (2017) Influence of cutting temperature on carbon fiber-reinforced plastic composites in high-speed machining. J Mech Sci Technol 31:1861–1867
Konneh M, Izman S, Kassim AAR (2015) Milling damage on carbon fibre reinforced polymer using TiAlN coated end mills. J Phys Conf Ser 628(1):1–8
Mahdi M, Zhang LC (2001) A finite element model for the orthogonal cutting of fiber-reinforced materials. J Mater Process Technol 113(1):373–377
Santiuste C, Soldani X, Miguélez MH (2010) Machining FEM model of long fiber composites for aeronautical components. Compos Struct 92(3):691–698
Iliescu D, Gehin D, Iordanoff I (2010) A discrete element method for the simulation of CFRP cutting. Compos Sci Technol 70(1):73–80
Usui S, Wadell J, Marusich T (2014) Finite element modeling of carbon fiber reinforced plastic orthogonal cutting and drilling. Procedia CIRP 14:211–216
Curiel SJL, Petrinic N, Wiegand J (2008) A three-dimensional progressive damage model for fiber-composite materials. Mech Res Commun 35(4):219–221
An QL, Chen J, Cai XJ, Peng TT, Chen M (2018) Thermal characteristics of unidirectional carbon fiber reinforced polymer laminates during orthogonal cutting. J Reinf Plast Compos 37(13):905–916
Qi Z, Zhang K, Cheng H, Liu S (2015) Numerical simulation for delamination during drilling of CFRP/AL stacks. Mater Res Innov 19(6):98–101
Wang B, Gao H, Bi MZ, Zhang Y (2012) Mechanism of inhibiting defects in C/E composite material helical milling. J Mech Eng 48(15):173–181 (in Chinese)
Chen T, Song LX, Li SY, Liu XL (2019) Experimental study on wear characteristics of PCBN tool with variable chamfered edge. Chin J Mech Eng 32:37
Chen T, Li R, Xiang JP, Gao WJ, Wang YS (2020) Study on the design and cutting performance of stepped bi-directional milling cutters for hole making of CFRP. Int J Adv Manuf Technol 108:3021–3030
Funding
The authors would like to acknowledge the support of the National Natural Science Foundation of China (Grant No. 51975168).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, T., Wang, C., Xiang, J. et al. Study on tool wear mechanism and cutting performance in helical milling of CFRP with stepped bi-directional milling cutters. Int J Adv Manuf Technol 111, 2441–2448 (2020). https://doi.org/10.1007/s00170-020-06305-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06305-7