
Abstract
Despite the higher specific mechanical properties and the lower density of polymeric foams, these materials present cumulative damage behaviour that implies in the second and successive impacts, their mechanical properties decrease drastically. However, cork and cork agglomerates have the ability to absorb multiple impacts so they could be a more suitable material in some products, such as bumpers and helmets. This article is focused on the study of five different cork agglomerates and a natural cork under four different maximum deformations subjected to four consecutive compression loading cycles. Main diagrams, such as the stress–strain, energy density and efficiency, and the variation in diverse parameters, such as the absorbed energy density and maximum efficiency, were investigated and compared with an expanded polystyrene foam.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
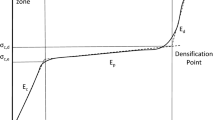
Traditionally, polymeric foams, especially expanded polystyrene foam (EPS), are used in many applications, such as the internal liner of all kinds of helmets, because of their low density and high energy density absorption capability. This capability is due to the internal structure of foam, which is composed of different closed cells that trap inside air. Consequently, these foams exhibit a similar stress–strain diagram described by Gibson and Ashby (1997) that also defined Gibson’s model. This model establishes three different well-defined zones (see Fig. 1). First, during the compression process, the walls of the cells compress elastically, so the stress–strain curve presents a linear behaviour that can be defined using the elastic Young’s modulus (Ec), and the deformation is totally recoverable. Afterwards, the walls cannot support the pressure of the air inside the cells and begin to break. Hence, the material collapses progressively with an almost constant stress or with a slightly increasing slope (plateau Young’s modulus Ep); this implies a constant compression load to compress the material. This zone is called the plateau zone and can absorb a substantial quantity of energy density. Finally, the air disappears, the walls contact each other, and the stress increases exponentially, in what is called the densification zone. This zone is not suitable for absorbing energy density because the forces that appear and the decelerations increase exponentially. The transition point between these zones is called the elastic point and the densification point, and as a result, the stress (σc,e, σc,d) and strain (εc,e, εc,d) appear in these points that define the main mechanical properties.

Typical stress–strain curve for EPS
In the cork and cork agglomerates, a similar behaviour is exhibited (Anjos et al. 2014); however, usually, the elastic Young’s modulus is lower, and the plateau Young’s modulus is higher. Additionally, the densification point appears earlier. This behaviour supposes a lower capability to absorb energy density; additionally, these materials have a higher density that implies lower specific mechanical properties (Fernandes et al. 2015).
As a result, although there are many authors who studied the use of cork and cork agglomerates in some absorbing energy applications, such as helmets (Coelho et al. 2012; Fernandes et al. 2019; Varela et al. 2020), apart from their use as wine stoppers, nowadays there are few other commercial applications (González-Hernández et al. 2014).
It must be highlighted here that an additional problem of natural cork is the variability of its mechanical properties (Anjos et al. 2011; Lauw et al. 2018). However, in cork agglomerates, due to their industrial manufacturing process, it is possible to reduce this variability and to tailor them controlling the grain size, the density and the binder (Crouvisier-Urion et al. 2018; Oliveira et al. 2014; Santos et al. 2017). Then, it is possible to customize the material depending on the application and the load that must be absorbed, similar to polymeric foams.
It must be noted that some authors (Chua et al. 2017; Fernandes et al. 2019) observed that cork and cork agglomerates recovered almost their initial shape (between 90 and 98% of the strain is recovered depending on the agglomerate type) after a load cycle. Hence, while it could appear that these materials have kept their mechanical properties intact, a microscopic scale analysis revealed (Le Barbenchon et al. 2019) that some internal damage appeared. With strains higher than 50% (depending on the agglomerate), the microscopic analysis revealed that some cells have collapsed and buckled which prevented the total recovery of the material. Additionally, these damages reduce their mechanical properties; this phenomenon is particularly pronounced in agglomerates rather than in natural cork due to additional damages onset at the interface cork/binder. However, these materials still exhibit high mechanical properties so they can absorb subsequent loadings. This capability is referred to as the resilience by some authors (Maderuelo-Sanz et al. 2014).
Apart from the renewable origin, the resilience is the most significant advantage of cork and cork agglomerates over polymeric foams. Consequently, because polymeric foams reduce their mechanical properties after an impact and cannot recover their initial shape, cork and cork agglomerates are more suitable in products that can suffer multiple impacts such as sports helmets (Pearsall and Dowler 2009) and bumpers (Chen et al. 2012). In the experimental study of EPS liner helmets, Wu et al. (2019) demonstrated the degradation in the shock absorption performance due to cumulative structural damage.
Notably, there are few studies that have analysed the resilience of cork (Silva et al. 2011) or the EPS (Lei et al. 2015) and the behaviour under dynamic multi-impact loads (Sanchez-Saez et al. 2015). Sanchez-Saez et al. (2015) studied only one type of cork agglomerate using a drop tower; they made three successive tests and studied three different dimensions of the specimens and two impact energies. However, it must be pointed that the maximum strain reached was less than 50%.
It must be noted here that there are many methods and indicators to analyse polymeric foams and thus cork and cork agglomerates. These methods include the use of different types of stress–strain diagrams, energy density diagrams and efficiency and ideality diagrams (e.g., Avalle et al. 2001). The efficiency is an index that indicates the ratio between the absorbed energy density and the stress and is defined by Eq. (1).
This index evaluates the compromise of a material between the capability to absorb energy density and the stiffness.
The ideality is the ratio of the absorbed energy density to the product of the actual stress and strain and is defined by Eq. (2).
The ideality is an indicator of the efficient usage of a foam in terms of the capability to absorb energy density with the lowest stiffness and deformation.
Notably, all the above-mentioned diagrams are useful when the materials are selected for a specific volume. Nevertheless, in some applications, it is equally or more important to select the material to obtain a product with the lowest weight; this is the case for the instance of a helmet that was previously discussed. Then, instead of using the stress and the energy density, the specific stress (σs) and the specific energy (Ws) are more adequate. It can be easily mathematically demonstrated that the efficiency does not change if the specific stress and specific energy are used.
In cases where it is important to compare foams of different origins, some authors (Yu et al. 2019; Maskery et al. 2017) use the normalized energy (W/Ecb) (usually presented on a logarithmic scale) versus the normalized stress (σ/Ecb), where Ecb is the Young’s modulus under compression of the original material (for instance, in EPS foam and the polystyrene material). In the particular case of cork agglomerates, the original material is natural cork.
In the analysis of the properties under multiple impacts, despite some authors studying these materials by taking into consideration the strain rate (Fernandes et al. 2015; Ling et al. 2018), due to the initial complexity of processing the results, this article is focused on quasi-static tests like in studies by other authors (Ozturk and Anlas 2009; Sherwood and Frost 1996). Hence, the influence of the strain rate, which is an important issue, will be studied in future works.
Authors, who studied multiple impacts on agglomerate corks and foams, usually use the drop tower test with a load cell and a video camera (Sanchez-Saez et al. 2015; Kaczynski et al. 2017, 2019a, b; Ptak et al. 2019) to obtain the force and the displacement, or an accelerometer (Jardin et al. 2015; Ling et al. 2018) to obtain the deceleration. In the latter case, using double integration (Alam 2013) it is possible to obtain the displacement. However, the use of a synchronized video camera and digital image correlation (DIC) software give more accurate results. Usually, the main variables studied are the maximum force, the deceleration, the absorbed energy, the maximum displacement and the maximum strain (Jardin et al. 2015; Ling et al. 2018; Sanchez-Saez et al. 2015). Ptak et al. (2019) and Kaczynski et al. (2019a; b) also studied the force–displacement diagram. Only Ptak et al. (2019) also determined the stress–strain curves using the dimensions of the specimen and the mobile weight of the drop tower. It must also be highlighted that Jardin et al. (2015) studied four different white cork agglomerates and two black agglomerates with different densities under successive dynamic compression loadings. Whilst this article only analysed the main peak acceleration, it could be observed that the main peak deceleration increases in the second load cycle for all the materials, but the increase varied substantially among these materials.
There are some other authors who have concentrated on the fatigue analysis of polymeric foams (Witkiewicz and Zieliński 2006) that is similar to a multiple impact analysis and have used a low strain-rate dynamic analysis with a universal testing machine. These authors usually compare the variation in the stress–strain curve over time. Ozturk and Anlas (2009) analysed the variation in the stress–strain, the absorbed energy density-stress, the absorbed energy density-strain and the efficiency-stress, and other studies are centred mainly on the stress–strain curve (Umud and Gunay 2011; Dung et al. 2015). Additionally, Simon et al. (2016) used the variation in the absorbed energy density across the number of tests. All these authors conclude that polymeric foams suffer significant cumulative structural damage that generates, in the case of an impact, an increase in peak deceleration (Jardin et al. 2015; Ling et al. 2018). This increase implies an increase in the head injury criterion (HIC) in the case of cumulative impacts with a helmet. This type of accident could appear when the head of the motorcyclist bounds and rebounds in the ground.
It must also be highlighted that some authors (Cappelli et al. 2019; Zhou et al. 2016) use multi-scale analysis to predict elastic properties (Young’s modulus, Poisson’s ratio, shear modulus, thermal conductivity, etc.) of some heterogeneous materials including cork agglomerates (Delucia et al. 2019; De Pascuale et al. 2018). Although this research field is promising and, in the future, these methods could be used to tailor mechanical properties of cork agglomerates, nowadays they present a main drawback that is that they can only predict the mechanical behaviour in the elastic zone. However, these materials are used to absorb energy using mainly the plateau zone whose behaviour cannot be predicted nowadays using multi-scale analysis.
Previously the authors also studied cork and cork products under unique quasi-static compression loads (Miralbes et al. 2020, 2021) and a simple resilience study was also made (Miralbes et al. 2021). Miralbes et al. (2021) analysed the same cork products under two consecutive load cycles revealing a lower resilience with regard to the resilience claimed in the state of the art (Pearsall et al. 2009; Chen et al. 2012).
This article focused on the study of the variation in the mechanical properties of the natural cork and five different types and densities of cork agglomerates under successive quasi-static loadings and under three differently high strains. Additionally, it continues this research work with a more in-depth analysis of the resilience studying the materials under four consecutive load cycles to analyse the behaviour after the second and the third load cycle. Not just the stress–strain curve but also the efficiency, ideality, energy density, etc. are studied. In the future, it is expected to analyse these materials under dynamic loadings. Hence, in the materials and methods section, the different materials and types of agglomerates, the standards to test these materials, the specimen dimensions, etc. are defined. In the results and discussion, the above mentioned properties are analysed and compared with the EPS reference ones. Finally, the main conclusions of the study are presented in the last section.
2 Materials and methods
2.1 Materials
In this article, three different white cork agglomerates (WCAs), a natural cork (NC), a brown cork agglomerate (AC) and a black agglomerate (BA) (Table 1 and Fig. 2), which have different grain sizes, binders and densities, were studied (Table 1); all these materials were provided by Barnacork S.L. Additionally, an EPS, commonly used in motorcyclist helmets, with a density of 75 kg/m3 was also studied.

Cork and cork agglomerates studied
Natural cork is obtained, using axes, from the external bark of an oak tree without cutting the tree. This process is repeated in intervals of 5–8 years and produces regular flat sheets whose dimensions depend on the tree. However, the most common commercial thickness ranges between 3 and 15 mm, and the sheet length and width ranges between 100 and 600 mm. Due to its natural origin, one of the main disadvantages of natural cork is the variability of its mechanical properties (Oliveira et al. 2014) that can affect not only the natural cork but also the cork agglomerates. Some studies (Lopes et al. 2001; Pereira 2013) indicate that, while the geographical location of the cork oak was not statistically significant, the quality of this tree and the quality of the extracted cork sheets affect the chemical properties and the content of suberin, water, carbohydrates, etc. that, at the end, condition the mechanical properties.
The agglomerates, which are more stable in terms of their mechanical properties, are generated using recycled cork and/or natural cork that is mechanically chopped into granules, sieved into different grain sizes and sifted to produce an agglomerate with a certain grain size and density. In some cases, the manufacturing process includes the use of pressure and/or heat to produce certain types of agglomerates. Due to the manufacturing process, some limitations of the dimensions disappear. There are different types of cork agglomerates: white, black and brown cork agglomerates that vary depending mainly on the binder and the manufacturing process.
Despite the possibility of using biodegradable water-based glues, white cork agglomerates are usually obtained using non-biodegradable glues due to their better behaviour under traction loads. Therefore, epoxy, polyester and vinyl and phenolic resins are the most common. Hence, the resultant material is no longer completely renewable.
The brown cork agglomerate is manufactured using its own exuded suberin as a binder, that is, a glue that the cork naturally exudes due to the pressure and temperature during the manufacturing process. Consequently, the material remains renewable. It must be highlighted that suberin has poor mechanical properties that negatively affect the traction behaviour of the whole material (Paiva and Magalhaes 2018).
Finally, the black cork agglomerate is manufactured in the same way as the brown cork but reaching higher temperatures; as a result of the temperature, the granules expand more and the density decreases and it also acquires its characteristic tone.
2.2 Methods
Whole materials were tested under quasi-static loading to initially determine their behaviour under compression loads, and afterwards, the tests were repeated three more times to determine the reduction in the mechanical properties of the material in the case of successive loading scenario.
An 8032 INSTRON universal test machine was used, and, although there is not a specific standard to test cork agglomerates, there are other standards that are used in materials with similar mechanical behaviour, such as urethane or EPS. This is the case for the standards ISO 844:2015 “Rigid Cellular Plastics Compression Properties”, ASTM 3574-17 “Standard Test Methods for Flexible Cellular Materials-Slab, Bonded, and Moulded Urethane Foams” and ASTM D1621-16 “Standard Test Method for Compressive Properties of Rigid Cellular Plastics”. Because EPS75 is a rigid cellular plastic, the more suitable standards are ISO 844 and ASTM D1621. It must be noted that, whilst all the other aspects of the standards are similar and all of them prefer a prism specimen, the minimum and/or preferred dimensions of the specimen change. In the case of ISO 844, the minimum dimension is 50 mm, the preferred specimen is a 100 × 100 × 50 mm prism, and in the ASTM D1621, the minimum specimen is a 25.4 mm cube. Finally, in ASTM 3574, the preferred specimen is a 50 × 50 × 25 mm prism. Although all the standards forbid the use of bonded overlaid layers to obtain the desired thickness, they have been bonded using an elastic glue because it was necessary to obtain an adequate and normalized height. This height must be at least six times the maximum grain size and must be adequate to not exceed the maximum load of the test machine (100 kN). It must be pointed out that Kacýnsky et al. (2019) had the same problem when they glued two different cork agglomerates to create a helmet; after a rigorous analysis, they concluded that the glue interface does not influence the behaviour of the materials under compression efforts.
Finally, a 36 × 36 × 36 cube and ASTM D1621 were used. The test was carried out with a 5 mm/min velocity, consistent with ASTM D1621, which gives a specimen strain rate of 0.003 s−1. The specimens were tested to obtain four different maximum compression strains, 50%, 62.5%, 75% and 90%, to analyse the behaviour under the four different strains. These strains appear approximately in the middle of the plateau zone, at the end of this zone, at the beginning of the densification zone and at the end of the densification zone.
Additionally, four consecutive tests on the same specimen were performed to analyse the decrease in the mechanical properties under multiple loads. The specimens were measured using a calliper after the test and one hour before the test to obtain the instantaneous and final permanent recovery in all cases. For both measurements, the final dimension was measured in five points (in the middle of the specimen and in the middle of the section that appears after dividing the cross section in four equal square areas) and the final value was the arithmetic mean.
All the specimens were machined using a Roland MDX 20 CNC milling machine and a minimum finishing allowance of 10 mm was used.
3 Results and discussion
The analysis of the stress–strain curve (Fig. 3) for EPS reveals the low capability to absorb energy density of these materials under successive loading cycles. This result can also be observed in Fig. 4. It was observed that, for all the strains, EPS completely changes its internal structure, and especially for high strains, the plateau disappears for the second and successive cycles. In the case of a 90% strain, after the second load cycle, the EPS collapsed completely and did not recover, so it was impossible to perform any additional load cycle. The final specimen after the second cycle is totally flat and crumbled.

Stress–strain curves for the EPS under multiple load processes and different maximum strains

Absorbed energy for all the materials and different maximum strains
It must be noted here that an unexpected phenomenon appears for high strains and densification; that is, the material recovers more from highest strains than from the other strains. This could be due to a “rebound effect”: during the densification, the material has totally collapsed, and the air has disappeared. As a result, the material presents a similar behaviour to that of the original material (before the foaming process), so it compresses elastically in this zone and absorbs some energy density. When the load disappears, it acts like a spring so it recovers more strain than in the other cases. However, the internal structure has suffered severe damage, and it is not possible to support a third load cycle.
For the other strains, it can be observed that the materials recover very little and present an approximately elastic behaviour for the second and successive cycles. It can also be observed that for each load cycle, the material recovers slightly less and, consequently, the curve is lower and is under the previous curve.
As a result, the capability of EPS to absorb energy density (see Fig. 4) is reduced dramatically for all the strains and the final recovery capability decreases drastically (see Fig. 5).

Permanent strain for all the materials under multiple load processes
In the natural cork and cork agglomerates, whilst these materials have a better recovery capability (until approximately 25 and 40% for the maximum strain) and can handle more energy density than the EPS after the first load cycle, they present a significantly lower stress–strain curve (see Figs. 4 and 5). Additionally, after the first cycle, when the curve decreases notably, under successive load cycles, the curve decreases slightly. In the case of WAC300, the reduction for a strain of 90% is hardly inappreciable. Comparing the curves for a strain of 90% (Fig. 6), it can be noted that natural cork exhibits the lowest reduction. Additionally, these materials present a relatively similar shape of the curve for the second and successive cycles with an elastic initial zone, a plateau and a densification. Moreover, it can be observed that the densification point appears with a higher strain, so, in some cases (NC 260, WAC270 cycle 3), the material does not reach a high densification. Notably, all the materials tested can absorb at least four load cycles for any strain, except for BA100 that was totally crushed after the second load cycle with a strain of 90%.

Stress–strain curves for different cork agglomerates and the natural cork under multiple load processes and a maximum strain of 90%
The materials were tested additionally with other maximum strains, and all exhibit a similar behaviour. Consequently, only the comparative analysis of the curves for the natural cork has been plotted (Fig. 7). In these curves, it is possible to observe the same behaviour; that is, the stress–strain curve decreases significantly after the first cycle, and for the other cycles, the curve is slightly reduced. Additionally, the densification point appears later, and a similar curve with the three well-defined zones of the Gibson model (especially visible with low strains) is presented.

Stress–strain curves for NC260 under multiple load processes and different maximum strains
Analysing the other diagrams (Fig. 8) that are similar for all the materials and maximum strains, a significant reduction in the absorbed energy density (Fig. 8a) between the first and second cycle and a slight reduction between the second and successive cycles can be observed.

Different diagrams for BCA100
In the case of the normalized energy density vs the normalized stress (Fig. 8b), it is observed that the curves are similar and, in some parts, parallel to each other. Additionally, the great reduction in the properties after the first load cycle and the lower reduction for the other load cycles are easily noticed.
Related to the ideality (Fig. 8c, d), a drastic reduction in this index between the first and the second cycle and a lower reduction between successive cycles can also be observed. Additionally, due to the reduction in the stress–strain curve, the maximum value appears with lower stress and higher strains. Usually, the maximum ideality in foams and cork materials appears after the elastic zone.
Regarding the efficiency (Fig. 8e, f), which is more useful than the ideality and that appears near the densification point where the material has absorbed energy density in a controlled manner, the same behaviour to that of the ideality can be observed. Figure 6e also shows the iso-energy density curve that could be used to obtain the efficiency to absorb a certain quantity of energy density for each load cycle.
Figure 4 shows the capability to absorb energy density for different maximum strains. The comparatively drastic reduction in the absorbed energy density between the first and second cycle for all the materials, especially for the EPS foams, can be observed. Between the second and successive load cycles, as was previously noted, the absorbed energy density is slightly reduced. It can also be observed that cork and cork agglomerates present similar curves, except for the black cork and the brown cork that present a slower reduction between the first and the second cycle, so the curve is flatter. It can also be observed that, in general, higher densities imply higher energy density absorption for most of the maximum strain and load cycles. This behaviour can also be observed when applied to the specific absorbed energy (Fig. 9).

Specific absorbed energy for all the materials under multiple load processes
It must be noted that, with the two highest maximum strains and after four load cycles (Fig. 4, 90% and 75% of the strain), some materials tend to have the same capability to absorb energy per unit of volume, which is notably marked in the case of the energy absorbed per unit of the weight cycles (Fig. 8, 90% and 75% of strain).
Figure 10 shows a notable reduction in the efficiency between the first and second cycle and the slight reduction for the successive cycles. It can be observed that a higher maximum strain implies a higher reduction in the efficiency for the same material.

Efficiency for all the materials under multiple load processes
In relationship with the permanent strain (Fig. 5), it can be observed that a higher maximum strain implies a higher permanent deformation. Additionally, except for the AC170 that is totally crushed after two cycles, for the others, the maximum deformation increases more or less constantly with a low slope between the first and successive cycles. There is not a clear relationship between the density and the permanent deformation.
4 Conclusion
The main conclusions obtained in this study are that, compared with EPSs that exhibit an insignificant capability to absorb energy density under multiple loadings, cork products have significant capability to absorb energy density. However, this capability is, on average, between half and a third of the initial capability. This reduction is higher for higher maximum strains and for densest agglomerates and natural cork. This capability decreases slightly after successive cycles for both types of materials.
In relation to the recovery capability, compared with EPS that has a low recovery capability and, thus, a high permanent deformation, cork products show a higher recovery capability and lower permanent deformations, which is reduced slightly after successive cycles.
With regard to the shape of the stress–strain curve, EPS presents a constant increasing load curve for the second and successive load cycles that is totally different from the load curve for the first cycle that matches the Gibson model. This curve also decreases with each load cycle. Nevertheless, in the case of cork products, the stress–strain curves for all the load cycles match with the Gibson model, and the elastic, plateau and densification zones can be clearly identified. However, between the first and second cycles, the curve decreases significantly. For successive load cycles, there is a slight reduction. Additionally, more load cycles imply that the densification point appears slightly later.
In relationship with the ideality and efficiency, both decrease significantly between the first and second cycle and afterwards, they decrease slightly. Both phenomena can also be observed in the stress and the strain for the maximum ideality and efficiency. In the case of the strain, these phenomena increase, and in the case of the stress, they decrease. It must also be highlighted that EPS presents a significantly higher reduction in the efficiency and the ideality than cork products.
In summary, while cork agglomerates are a renewable original material and have a certain capability to absorb energy density under successive load cycles, these capabilities are not as high as some authors evoked (Pearsall et al. 2009; Chen et al. 2012), due to the reduction in the capability between a half and a fourth of the original capability. On the other hand, this capability is significantly higher than the EPS one.
Finally, this article has not studied the influence of the glue of the cork agglomerate; consequently, an in-depth analysis of this issue would be necessary in future works. Additionally, this article is focused only on quasi-static test so, it cannot predict properly the mechanical behaviour of the materials under a medium and high velocity impact where the strain rate influences deeply the mechanical behaviour. Thus, additional test using drop towers and Hopkinson’s bar should be carried out for a full characterisation of the materials. It must also be highlighted that, for a proper future study of cork for absorbing energy products such as helmets that can suffer successive impacts, numerical tools are essential. Hence, it would be imperative to define new numeric material models which must include the influence of the strain rate and the internal damage.
It must also be pointed that cork products have higher density than EPS, thus, while they exhibit a higher multi-loading capability, in certain applications such as helmets in which the weight of the helmet has a key role, full scale test and an analysis of the head and neck injuries would be essential to compare both materials.
References
Alam Z (2013) Implementation of a drop test impact rig for dynamic testing of high speed craft shock mitigation seats and extraction of modal parameters. Thesis of the Carleton University. Ottawa (Canada)
Anjos O, Pereira H, Rosa ME (2011) Tensile properties of cork in axial stress and influence of porosity, density, quality and radial position in the plank. Eur J Wood Prod 69(1):85–91. https://doi.org/10.1007/s00107-009-0407-0
Anjos O, Rodrigues C, Morais J, Pereira H (2014) Effect of density on the compression behaviour of cork. Mater Des 53:1089–1096. https://doi.org/10.1016/j.matdes.2013.07.038
ASTM D1621-16 (2016) Standard test method for compressive properties of rigid cellular plastics. American Society for Testing and Materials, West Conshohocken
ASTM D3574-17 (2017) Standard test methods for flexible cellular materials—slab, bonded, and molded urethane foams. American Society for Testing and Materials, West Conshohocken
Avalle M, Belingardi G, Montanini R (2001) Characterization of polymeric structural foams under compressive impact loading by means of energy-absorption diagram. Int J Impact Eng 25(5):455–472. https://doi.org/10.1016/S0734-743X(00)00060-9
Cappelli L, Balokas G, Montemurro M, Dau F, Guillaumat L (2019) Multi-scale identification of the elastic properties variability for composite materials through a hybrid optimisation strategy. Compos Part B 179:107193. https://doi.org/10.1016/j.compositesb.2019.107193
Chen W, Lu ZX, Pan B, Guo J-H, Li Y-J (2012) Nonlinear behavior of bumper foams under uniaxial compressive cyclic loading. Mater Des 35:491–497. https://doi.org/10.1016/j.matdes.2011.09.042
Chua YS, Law E, Pang SD, Quek ST (2017) Impact behaviour and design optimization of a ductile scale-cellular composite structure for protection against localized impact. Int J Solids Struct 122:162–174. https://doi.org/10.1016/j.ijsolstr.2017.06.012
Coelho RM, Alves de Sousa RJ, Fernandes FAO, Teixeira-Dias F (2012) New composite liners for energy absorption purposes. Mater Des 43:384–392. https://doi.org/10.1016/j.matdes.2012.07.020
Crouvisier-Urion K, Bellat JP, Gougeon RD, Karbowiak T (2018) Mechanical properties of agglomerated cork stoppers for sparkling wines: influence of adhesive and cork particle size. Compos Struct 203:789–796. https://doi.org/10.1016/j.compstruct.2018.06.116
De Pascuale G, Montemussi M, Catapano A, Bertolino G, Revelli L (2018) Cellular structures from additive processes: design, homogenization and experimental validation. Proc Struct Integr 8:75–82. https://doi.org/10.1016/j.prostr.2017.12.009
Delucia M, Catapano A, Montemurro M, Pailhes J (2019) Determination of the effective thermoelastic properties of cork-based agglomerates. J Reinf Plast Compos 38(16):760–776. https://doi.org/10.1177/0731684419846991
Dung DL, Vasanth CS, Al-Nikhil G (2015) Quasi-static and high strain rates compressive response of iron and Invar matrix syntactic foams. Mater Des 66:516–531. https://doi.org/10.1016/j.matdes.2014.07.030
Fernandes FAO, Jardin RT, Pereira AB, Alves de Sousa RJ (2015) Comparing the mechanical performance of synthetic and natural cellular materials. Mater Des 83:335–341. https://doi.org/10.1016/j.matdes.2015.06.004
Fernandes FAO, Alves de Sousa RJ, Ptak M, Migueis G (2019) Helmet design based on the optimization of biocomposite energy-absorbing liners under multi-impact loading. Appl Sci 9(3):735. https://doi.org/10.3390/app9040735
Gibson LJ, Ashby MF (1997) Cellular solids: structures and properties. Cambridge University Press, Cambridge. https://doi.org/10.1017/CBO9781139878326
González-Hernández F, González-Adrados JR, de Ceca LG, Sanchez-Gonzalez M (2014) Quality grading of cork stoppers based on porosity, density and elasticity. Eur J Wood Prod 72(2):149–156. https://doi.org/10.1007/s00107-013-0760-x
ISO 844:2015 (2015) Rigid cellular plastics—determination of compression properties. International Organization for Standardization, Geneva
Jardin RT, Fernandes FAO, Pereira AB, Alves de Sousa RJ (2015) Static and dynamic mechanical response of different cork agglomerates. Mater Des 68:121–126. https://doi.org/10.1115/1.4046393
Kaczyński P, Ptak M, Fernandes FAO, de Sousa A (2017) Assessing impact velocity and temperature effects on crashworthiness properties of cork material. Int J Impact Eng 106:238–248. https://doi.org/10.1016/j.ijimpeng.2017.04.014
Kaczyński P, Ptak M, Fernandes FAO et al (2019a) Development and testing of advanced cork composite sandwiches for energy-absorbing structures. Materials 12(5):697. https://doi.org/10.3390/ma12050697
Kaczyński P, Ptak M, Wilhelm J, Fernandes FAO, Alves de Sousa RJ (2019b) High-energy impact testing of agglomerated cork at extremely low and high temperatures. Int J Impact Eng 126:109–116. https://doi.org/10.1016/j.ijimpeng.2018.12.001
Lauw A, Oliveira V, Lopes F, Pereira H (2018) Variation of cork quality for wine stoppers across the production regions in Portugal. Eur J Wood Prod 76(1):123–132. https://doi.org/10.1007/s00107-017-1196-5
Le Barbenchon L, Girardot J, Kopp JB, Viot P (2019) Multi-scale foam: 3D structure/compressive behaviour relationship of agglomerated cork. Materialia 5:100219. https://doi.org/10.1016/j.mtla.2019.100219
Lei Y, Zhou S, Zou H, Liang M (2015) Effect of crosslinking density on resilient performance of low-resilience flexible polyurethane foams. Polym Eng Sci 55(2):308–315. https://doi.org/10.1002/pen.23888
Ling C, Ivens J, Cardiff PP, Gilchrist MD (2018) Deformation response of EPS foam under combined compression-shear loading. Part II: high strain rate dynamic tests. Int J Mech Sci 146:9–23. https://doi.org/10.1016/j.ijmecsci.2018.06.015
Lopes MH, Barros A, Pascoal C, Rutledge D, Delgadillo I, Gil AM (2001) Variability of cork from Portuguese Quercus suber studied by solid-state13C-NMR and FTIR spectroscopies. Biopolymers 62(5):269–277. https://doi.org/10.1002/bip.1022
Maderuelo-Sanz R, Barrigón-Morillas JM, Gómez-Escobar V (2014) The performance of resilient layers made from cork granulates mixed with resins for impact noise reduction. Eur J Wood Prod 72(6):833–835. https://doi.org/10.1007/s00107-014-0845-1
Maskery I, Aboulkhair NT, Aremu AO, Tuck CJ, Ashcroft I (2017) Compressive failure modes and energy absorption in additively manufactured double gyroid lattices. Addit Manuf 16:24–29. https://doi.org/10.1016/j.addma.2017.04.003
Miralbes R, Ranz D, Ivens J, Gomez JA (2020) Characterization of cork and cork agglomerates under compressive loads by means of energy absorption diagrams. Eur J Wood Prod. https://doi.org/10.1007/s00107-020-01625-7
Miralbes R, Ranz D, Ivens J, Abad JO (2021) Experimental study of natural cork and cork agglomerates as a substitute for expanded polystyrene foams under compressive load. Wood Sci Technol. https://doi.org/10.1007/s00226-020-01254-6
Oliveira V, Emilia-Rosa M, Pereira H (2014) Variability of the compression properties of cork. Wood Sci Technol 48(5):937–948. https://doi.org/10.1007/s00226-014-0651-2
Ozturk UE, Anlas G (2009) Energy absorption calculations in multiple compressive loading of polymeric foams. Mater Des 30(1):15–22. https://doi.org/10.1016/j.matdes.2008.04.054
Paiva D, Magalhaes FD (2018) Dynamic mechanical analysis and creep-recovery behavior of agglomerated cork. Eur J Wood Prod 76(1):133–141. https://doi.org/10.1007/s00107-017-1158-y
Pearsall DJ, Dowler PM (2009) A longitudinal study of ice hockey helmet shelf life. Safety in Ice Hockey. ASTM 1516:99–106. https://doi.org/10.1520/JAI101870
Pereira H (2013) Variability of the chemical composition of cork. BioResources 8(2):2246–2256. https://doi.org/10.15376/biores.8.2.2246-2256
Ptak M, Kaczyński P, Wilhelm J et al (2019) Graphene-enriched agglomerated cork material and its behaviour under quasi-static and dynamic loading. Materials 12(1):151. https://doi.org/10.3390/ma12010151
Sanchez-Saez S, Barbero E, Garcia-Castillo SK (2015) Experimental response of agglomerated cork under multi-impact loads. Mater Lett 160:327–330. https://doi.org/10.1016/j.matlet.2015.08.012
Santos PR, Pinto S, Masques PAAP, Pereira AB, de Sousa RJA (2017) Agglomerated cork: a way to tailor its mechanical properties. Compos Struct 178:277–287. https://doi.org/10.1016/j.compstruct.2017.07.035
Sherwood JA, Frost CC (1996) Constitutive modeling and simulation of energy absorbing polyurethane foam under impact loading. Polym Eng Sci 32(16):1138–1146. https://doi.org/10.1002/pen.760321611
Silva JM, Nunes CZ, Franco N, Gamboa PV (2011) Damage tolerant cork based composites for aerospace applications. Aeronaut J 115(1171):567–575. https://doi.org/10.1017/S0001924000006205
Simon RG, Bates AR, Farrowa RTE (2016) 3D printed polyurethane honeycombs for repeated tailored energy absorption. Mater Des 112:172–183. https://doi.org/10.1016/j.matdes.2016.08.062
Umud EO, Gunay A (2011) Hydrostatic compression of anisotropic low density polymeric foams under multiple loadings and unloadings. Polym Test 30(7):737–742. https://doi.org/10.1016/j.polymertesting.2011.06.002
Varela MM, Fernandes FAO, Alves de Sousa RJ (2020) Development of an eco-friendly head impact protection device. Appl Sci 10(7):2492. https://doi.org/10.3390/app10072492
Witkiewicz W, Zieliński A (2006) Properties of the polyurethane (PU) light foams. Adv Mater Sci 6(2):35–51
Wu JZ, Pan CS, Wimer BM (2019) Evaluation of the shock absorption performance of construction helmets under repeated top impacts. Eng Fail Anal 86:330–339. https://doi.org/10.1016/j.engfailanal.2018.10.015
Yu S, Sun J, Bai J (2019) Investigation of functionally graded TPMS structures fabricated by additive manufacturing. Mater Des 182:108021. https://doi.org/10.1016/j.matdes.2019.108021
Zhou XY, Gosling PD, Pearce CJ, Kaczmarczyk L, Ullah Z (2016) Perturbation-based stochastic multi-scale computational homogenization method for the determination of the effective properties of composite materials with random properties. Comput Methods Appl Mech Eng 330:84–105. https://doi.org/10.1016/j.cma.2015.10.020
Acknowledgements
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the “Ibercaja Foundation” Young
Funding
IberDoD HBCU/MI Basic Research Grant (Grant number JIUZ-2018-TEC-09), the University of Zaragoza (Spain) and the research group ID-ERGO.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
This article does not present any conflict of interest. It has only been used the software Microsoft Excel and Word.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Miralbes Buil, R., Ranz Angulo, D. & Ivens, J. Analysis of the capability of cork and cork agglomerates to absorb multiple compressive quasi-static loading cycles. Eur. J. Wood Prod. 79, 1195–1208 (2021). https://doi.org/10.1007/s00107-021-01658-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-021-01658-6