
Abstract
An objective control method for grading cork stoppers is presented using a cork stopper quality index based on porosity, density and elasticity, these being the properties which have the greatest influence on the closure capacity of the stopper. The elasticity of the cork stopper is measured through the relaxation ratio, which is defined by the relationship between the relaxation force exerted by the cork in the bottleneck and the compressive force exerted by a caliper to fit the stopper in the bottle. The relaxation ratio, defined in this way, represents the part of the compression force which is applied to the stopper on insertion and which is recovered in the form of the relaxation force to achieve closure. The calculation of the relaxation ratio involves the measurement of the relaxation force of the fitted stopper. This force has been measured rigorously and precisely using a device developed in the Cork Laboratory at the INIA-CIFOR and which is presented for the first time in this paper.
Zusammenfassung
Vorgestellt wird ein objektives Kontrollverfahren zur Klassifizierung von Korken anhand eines Qualitätsindex für Korken basierend auf den Eigenschaften, die den größten Einfluss auf die Verschlussleistung des Korkens haben, namentlich Porosität, Dichte und Elastizität. Die Elastizität des Korkens wird anhand des Relaxationsverhältnisses gemessen. Dies ist das Verhältnis zwischen der vom Korken im Flaschenhals ausgeübten Relaxationskraft und der Druckkraft, die erforderlich ist, um den Korken in die Flasche einzuführen. Das so definierte Relaxationsverhältnis stellt den Teil der beim Einpressen aufgewandten Druckkraft dar, der als Relaxationskraft, mit der die Flasche verschlossen wird, wiedergewonnen wird. Zur Berechnung des Relaxationsverhältnisses muss die Relaxationskraft des eingesetzten Korkens gemessen werden. Diese Kraft wurde mittels eines im Cork Laboratory bei INIA-CIFOR entwickelten Gerätes, das in dieser Arbeit zum ersten Mal vorgestellt wird, präzise gemessen.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Cork production constitutes a basic source of income in cork oak stands prevailing in pre-coastal and coastal regions of the Mediterranean Basin. Spain is the second major cork producing nation with an annual production in 2010 of 60736 t (MAGRAMA 2011). Although the main use of these stands is cork production, they are also efficiently exploited for other uses which include acorn production, cattle grazing, firewood, hunting or biological and landscape diversity.
In economic terms, the manufacture of natural cork stoppers constitutes the most important use, affording added value to wine because of its long and inseparable association with the world of enology (Fortes et al. 2004). Innovation and quality are key aspects when new markets are to be sought after; cork quality being a point of reference in the cork stopper industry. Therefore, much effort has been directed in recent years towards enhancing product quality. This involves the careful selection of raw cork planks, a rigorous manufacturing process, and in particular, the proper use of each stopper depending on the type of wine to be sealed and the expected length of time before the wine is consumed (Pereira 2007).
This classification is currently performed visually, based on the visual appeal of the cork, particularly the porosity. However, the number, size and distribution of pores on the surface of the stopper reveal little with regard to the aptitude or sealing capacity (Riboulet and Alegoet 1990). One of the most important factors in successful sealing and subsequent maturing of wines is the cork closure. The correct performance of natural cork stoppers provides the best guarantee of adequate closure regardless of storage time. Therefore, the term ‘quality’ in this case is a broader concept, embracing closure performance, which in turn depends not only on porosity but also on density and elasticity. These latter two properties are related to the force that the cork stopper applies against the neck of a bottle, providing sufficient fit and strength to guarantee sealing for as long as the wine is bottled (Fortes et al. 2004). Hence, it makes sense to define a complete index which is a function of porosity, density and elasticity to take into account closure performance and thus provide a more suitable grading system for cork stoppers.
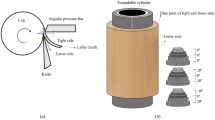
The viscoelastic behavior of the fitted cork stopper is measured through the relaxation ratio, which is defined by the relationship between the relaxation force exerted by the fitted cork in the bottleneck and the compressive force exerted by a caliper to fit the stopper in the bottle. The relaxation ratio, defined in this way, represents the part of the compression force which is applied to the stopper on insertion and which is recovered in the form of the relaxation force to achieve closure. The calculation of the relaxation ratio involves the measurement of the relaxation force of the fitted stopper. This force has been measured rigorously and precisely using a device developed in the Cork Laboratory at the INIA-CIFOR (González-Hernández et al. 2012) and which is presented for the first time in this paper (Fig. 1). The device incorporates a basic element into which the ‘bottleneck tube’ with fitted stopper is placed. The relaxation force exerted by the stopper against the inside walls of the tube is registered and transmitted via a spindle to a load cell that transforms it into an electrical signal, which, in turn, is presented as a value on a screen.

The main aim of this study is to define a new cork stopper quality index which includes porosity, density and elasticity. Other objectives which are necessary elements within the overall objective are: (i) to define the relaxation ratio as a parameter capable of providing a measure of the elasticity of the cork stopper, (ii) to present the device developed in the Cork Laboratory at the INIA-CIFOR for measuring the relaxation force of the fitted stopper, and finally, (iii) to assess the relationship between porosity, density and the relaxation ratio.
2 Materials and methods
Three batches of 500 one-piece natural cork stoppers of three different qualities and nominal dimensions of 24 × 44 mm2 were sent to the INIA-CIFOR cork laboratory from a Spanish cork stopper manufacturer. Each test was conducted on a sub-sample of 30 corks per quality, which were climatized over a period of 30 days at a temperature of 20 °C and 65 % relative humidity. Under these conditions the stoppers acquire a level of humidity of around 6 %. Once climatized, their mass and dimensions were measured. All measurements were performed at a room temperature of 20 ± 4 °C.
The density of the cork stopper was calculated using the following formula: d = M/V; where d is the density in kg m−3; M is the mass in kg and V is the volume in cubic meters. Porosity was determined by image analysis using the Olympus image analysis program Cell^D. The fraction of the surface was measured which was occupied by pores in the tangential and radial sections, expressed as a porosity coefficient (Pc), which is defined as the area of pores in percentage of the total area analyzed (Fortes et al. 2004). Four measurements were carried out following the methodology used by Costa and Pereira (2006; 2007); i.e. four frames of the body of each stopper were acquired, the first perpendicular to the cork growth rings (as observed at the tops of the cork stoppers) and the other three subsequently taken in perpendicular sections by rotating the stopper 90° in the clockwise direction, resulting in two measurements in the radial orientation and two in the tangential orientation. The tangential and radial porosities were calculated as the mean value for each orientation. Since the lateral surface of the stoppers represented the tangential and radial sections (Pereira et al. 1987), the lateral porosity of the stopper was obtained from the mean of the tangential and radial porosities (Fig. 2).

Schematic diagram of a cork stopper showing the three main sections of cork (tangential, transversal and radial)
Schematische Darstellung eines Korkens mit Angabe der drei anatomischen Hauptrichtungen (tangential, längs und radial)
The sub-sample of 90 cork stoppers was reclassified in the laboratory through a visual comparison of the lateral area, using the photographic classification models “Bouchons en Liege 44 × 24 Naturels” edited by the French Federation of Cork Unions (FFSL 2006). This was undertaken separately by three specialists, who independently assigned a commercial class to each stopper, the operation being repeated a few days later. From the six evaluations, a mean value was obtained and each stopper was categorized according to this value. Thus, the whole sub-sample was categorized into four classes comprising different quantities of stoppers: Class 1, 26 stoppers (29 %), Class 2, 31 stoppers (35 %), Class 3, 20 stoppers (22 %), Class 4, 13 stoppers (14 %).
2.1 Compression test
The compressive force of the stopper is the radial and perpendicular force which the calipers of the corking machine exert on the lateral surface of the stopper, reducing its diameter from 24 mm to 16 mm of caliper closure (compression rate 33 %), thus allowing entry into a 19 mm bottleneck tube. This force was measured using a semiautomatic corking machine equipped with a load cell (UTILCELL, Mdo: 650 SNo 460775(02) Emax: 2Tn), with the capability to select and fix the caliper closure diameter and measure the force of compression and insertion of the stopper into the bottleneck tube. The maximum compression force was recorded for each stopper.
2.2 Relaxation test
The relaxation force is the radial and perpendicular force exerted by the cork stopper against the inside walls of the tube (neck of the bottle). To measure this force, the tube, with the stopper in place, was inserted into a device developed in the INIA-CIFOR Cork Laboratory for measuring the relaxation force of the fitted stopper (González-Hernández et al. 2012). For each stopper, the maximum force registered by the device was recorded. The device incorporates a basic element into which the ‘bottleneck tube’ with fitted stopper is placed. The relaxation force exerted by the stopper against the inside walls of the tube is registered and transmitted via a spindle to a load cell (SENSOCAR, Mod. S-1, Emax. 150 kg, Precision 50 g) which transforms it into an electrical signal which, in turn, is presented as a value on a screen.
2.3 Definition of the relaxation ratio
The action of exterior forces on a deformable solid produces energy associated with this work which is stored in the form of elastic potential energy, thus causing an increase in the internal energy. The solid will behave elastically if this increase in energy can occur in reverse, in which case it is said that the solid is elastic (Ortiz Berrocal 2011; Morley 1940). The viscoelastic behavior of the fitted cork stopper is measured through the relaxation ratio (RR):
where Rf is the relaxation force exerted by the fitted cork in the bottleneck tube and Cf is the compressive force exerted by the caliper. The relaxation ratio, defined in this way, represents the part of the compression force which is applied to the stopper on insertion and which is recovered in the form of the relaxation force to achieve closure.
2.4 Formulation of the cork stopper quality index
For a stopper to do its job properly, it must exert sufficient force against the inside walls of the neck of the bottle. Since this force is directly related to its density (Anjos et al. 2008; Fortes et al. 2004; Vieira Neto 1997; Reis 1988), the index sought after will be proportional to the density. Additionally, the stopper must have sufficient elasticity to return most of the energy accumulated in the compression, so this will also be proportional to the relaxation ratio. Porosity plays an important role in the tightness of closure; the greater the porosity, the smaller the surface area of the stopper in contact with the walls of the bottle neck and the lower the sealing capacity (Fortes et al. 2004). Hence, the index will be inversely proportional to the porosity coefficient (the presence of hardened areas on the surface of the stopper has a similar effect to porosity). According to the above reasoning, the Cork stopper Quality Index (CQI) can be expressed by the following equation:
where D is the density (kg m−3); RR is the relaxation ratio (%) and Pc is the porosity coefficient (%). To avoid the unlikely (but not impossible) zero denominator, which from a practical perspective could occur in high quality stoppers (Pc = 0), one unit can be added to the porosity coefficient. This would also contribute to reducing the values and the range of variation of the index (especially in the case of high quality stoppers with low porosity coefficients). The denominator is multiplied by 100 to avoid large values of the index.
2.5 Statistical analysis
For each parameter, mean, standard deviation, minimum and maximum were calculated followed by one factor ANOVA to test the hypothesis of no differences among commercial qualities. The differences among qualities were examined using the pairwise comparisons with the Tukey method. In addition, to assess the relationship among the variables that made up the quality index, the Pearson correlation coefficient was calculated and linear regression analysis was performed. All tests were conducted at the α = 0.05 level.
3 Results and discussion
3.1 Density
The humidity of the tested cork stoppers was ca. 6 % and the average density value for the sub-sample was 183.3 kg m−3 with a range of 163.9 (117.5 kg m−3 recorded for a class 1 stopper to 281.4 kg m−3 for a class 4 stopper), a variation factor of 2.4. The mean values obtained for classes 1,2,3 and 4 were 174.1; 172.1; 193.6; y 212.4 kg m−3, respectively. The values were increasing as quality decreases except for class 2 which has a slightly lower density than class 1 (Table 1). There are no significant differences between the mean values for classes 1 and 2 or between classes 3 and 4 (Table 2).
A study conducted using 680 cork plank samples with an average humidity content of 7 %, found a mean density of 251 kg m−3, with a maximum of 474 kg m−3 and a minimum density of 162 kg m−3 (Fortes et al. 2004). The variation in the density of the cork is related to the size of the cells, the thickness of the cell wall, the porosity and the true density (1,150 kg m−3) of the cell wall (Rosa and Fortes 1988; Gibson et al. 1981; Pereira et al. 1987). Hence, the difference between the values from cork planks and cork stoppers are due to the presence of the outermost (cork back) and innermost (phellogen) layers in the cork planks, while in the cork stoppers these layers are absent.
3.2 Porosity
Table 1 shows the values corresponding to tangential, radial and lateral porosity for the four quality classes considered. In all the classes, as expected, the values increase as stopper quality decreases since porosity is the main consideration in visual classification. The higher radial porosity values in comparison to tangential porosity are due to the fact that the pores are observed differently in the measurement. Comparing the means, it can be seen that in all cases there are significant differences between each quality class, except for tangential porosity, where no significant differences were observed between classes 1 and 2 (Table 2).
3.3 Relaxation ratio
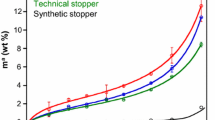
The mean values (expressed as %) found for this ratio were: 30.34, 27.80, 25.62 and 22.67 for classes 1, 2, 3 and 4, respectively. The values drop as the visual quality of the stoppers decreases (Table 1); the means being significantly different for each quality class (Table 2). The values range from 36.24 % for a class 1 stopper with a density of 141.8 kg m−3, to 17.09 % for a class 4 stopper with a density of 281.4 kg m−3.
One way of defining the viscoelastic performance of a cork stopper is through the ratio of the relaxation energy (Re) to the energy applied in compression (Ce), both represented by the integral of the stress–strain curves. This ratio can also be expressed as the ratio of the area under the unloading curve to the area under the loading curve known as the elastic efficiency, also called the resilience index by Hejnowicz and Sievers (1996). The relationship between the resilience index and the relaxation ratio is expressed as: Re/Ce = c (Rf/Cf) = c (RR). Since the value of the resilience index obtained for natural cork stoppers was 0.236 (Giunchi et al. 2008) and the mean value obtained in the present study for the relaxation ratio was 0.273, the value of the constant (c) will be 0.864. This relationship supports the validity of the measure of elasticity given by the relaxation ratio with the advantage that it is precise and easy to obtain, especially the measure of the relaxation force obtained using the device developed in the INIA-CIFOR Cork Laboratory.
3.4 Porosity, density and elasticity relationships
A medium positive correlation exists between porosity and density (Pearson’s correlation coefficient = 0.58, p < 0.0001). Figure 3 (top left) shows the scatterplot of the variables and the regression line obtained, and includes the regression equation. The coefficient of determination was 0.34. As regards the porosity/relaxation ratio, Pearson’s correlation coefficient reveals a medium negative relationship (−0.64, p < 0.0001). The linear regression (Fig. 3, top right) accounts for 40 % of the variance.

Scatterplots among variables that made up the quality index: porosity vs. density (top left); porosity vs. relaxation ratio (top right) and relaxation ratio vs. density (bottom left). Solid lines represent the regression line. Dark-shaded region shows the 95 % confidence interval and dashed lines are upper and lower 95 % prediction intervals of the regression
Streudiagramme der Variablen aus denen sich der Qualitätsindex zusammensetzt: Porosität in Abhängigkeit der Dichte (oben links); Porosität in Abhängigkeit des Relaxationsverhältnisses (oben rechts) und Relaxationsverhältnis in Abhängigkeit der Dichte (unten links). Die dicken Linien stellen die Regressionsgerade dar; die dunkelschraffierten Bereiche das 95 % Konfidenzintervall und die gestrichelten Linien den oberen und unteren 95 % Vertrauensbereich der Regression
The negative relationship between the density and the relaxation ratio, R2 = 0.56, (Fig. 3 bottom left), the product of which forms the numerator of the index, is a result of the fact that one of the parameters decreases as the other increases. The product, however, remains within a small range (range of variation 1.69). The maximum value determined for this product using the data obtained was 6,061 for intermediate parameter values (D = 194.4 and RR = 31.18). The lowest value found was 3,584, for D = 127.7 and RR = 28.06, and the mean value of 4,903 was obtained for D = 153 and RR = 32.05. In the case of the stopper with the highest density recorded (D = 281.4 kg m−3) and the lowest relaxation ratio (RR = 17.09 %), the value is 4,809. The graph of the values of these products as a function of density (Fig. 4) shows a curve which is concave towards the x-axes, revealing that the numerator of the index increases with density up to a maximum value, above which it goes down as a consequence of the decrease in the relaxation ratio and elasticity of the stopper. The maximum point of the second-degree inverted parabola is reached at a density of 212 kg m−3, which is included in the range permitted by the standard UNE56921 (UNE56921 2003).

Variation of the numerator of the quality index with density. Solid line represents the regression line
Streuung des Qualitätsindex in Abhängigkeit der Dichte. Die dicke Linie ist die Regressionskurve
3.5 Cork stoppers quality index
The Cork stopper quality indices (CQI) show values of: 9.58; 6.09; 4.62 and 3.29 kg m−3 for classes 1, 2, 3 and 4, respectively (Table 1). All the classes share several index values (Fig. 5), in other words, the ranges of values overlap with the exception of classes 1 and 4 which only have value 5 in common, where the maximum in class 4 coincides with the minimum in class 1.

Plot of the quality index by visual classes with the regression line
Qualitätsindex in Abhängigkeit der visuell bestimmten Klassen mit Regressionskurve
Based on this index, the following division for the classification of cork stopper can be established: Extra class, CQI ≥ 15; Class 1, 8 ≤ CQI < 15; Class 2, 6 ≤ CQI < 8; Class 3, 4 ≤ CQI < 6; Class 4, 2.5 ≤ CQI < 4 and Class 5, CQI < 2.5. The classification has been extended to include two new classes, Extra and 5, in order to accommodate five stoppers. One particularly outstanding stopper from class 1 moved to the Extra class and four deficient stoppers (three from class 4 and one from class 3) were moved to the new class 5.
The particularly outstanding cork stopper mentioned in the previous paragraph had a CQI value of 20.7, which was much higher than the mean CQI value (9.6) and well above the maximum CQI value for the new Class 1 set (15). Furthermore, this stopper presented low porosity (Cp = 1.86 %) as well as good density (194 kg m−3) and relaxation ratio (RR = 30.55 %) values. Clearly this stopper had been wrongly classed and its new classification in the ‘extra’ class makes it appropriate for use with reserve wines. The four deficient stoppers (according to the new index), which were moved to the new class five, had also been wrongly graded. These stoppers had densities in excess of the 230 kg m−3 permitted under the standard UNE56921 (UNE569212003), high porosity and low relaxation ratio values. Therefore, these stoppers fall into ‘inferior qualities’ which can only be commercialized after a process of colmatation of the pores using a mixture of cork dust and glue. All five of these grading mistakes were only detectable by applying the proposed quality index.
The complete classification of the stoppers using both methods is shown in Table 3. It can be seen that the majority of stoppers in the new classes based on the CQI correspond to the respective visual classes based on the classification undertaken in the laboratory (main diagonal in Table 3), with the exception of class 2. This evidences the fact that there is a strong relationship between both classification methods, as might be expected, which can also be observed from the fitted equation: R2 = 0.55 (Fig. 5).
Under the new classification, classes 1 and 2 are the most affected ones; the number of stoppers in class 1 falling from 29 % under the original classification method to 22 % and from 35 to 19 % in the case of class 2. The majority of the stoppers lost from classes 1 and 2 fall into the new class 3, which swells to 40 % from 22 % under the previous method, whereas class 4 hardly changes, losing just one stopper under the new classification. This increase in the number of stoppers in the lower classes to the detriment of the higher classes reflects a more rigorous as well as more objective classification system, since it is based on measureable, quantifiable parameters which greatly influence the closure capacity of the stopper.
The CQI based classification method was developed using the visual classification undertaken in the laboratory as a starting point. Although the visual method, involving six separately detailed visual assessments, resulted in an acceptable classification of the stoppers, the CQI method revealed its limitations. For obvious reasons, classifications carried out by the industry could never be as meticulous as those carried out in the authors` laboratory, so the CQI may be a useful comparison tool, capable of revealing numerous classification errors.
The compression and relaxation tests necessary to obtain the RR (which in turn is used in the CQI) are destructive tests, so the CQI would not be suitable for classifying a batch of stoppers since these would be rendered useless following the tests. However, the CQI approach may have a practical application as a reference method, in order to set the limits of the different commercial categories provided by the industry. It could also serve as a control method to evaluate existing classifications, determining the percentage of stoppers which would fall outside the initially assigned class.
4 Conclusion
The Cork stopper Quality Index (CQI) developed in this study provides an objective control method for grading cork stoppers as it is based on porosity, density and elasticity; these being the properties which have the greatest influence on the closure capacity of the stopper. The relaxation ratio, defined by the relationship between the compression and relaxation forces, is a valid measure of the elasticity of a cork stopper, describing its viscoelastic behavior. The calculation of the relaxation ratio requires the measurement of the relaxation force exerted by the cork stopper against the bottleneck, which can be measured easily and precisely using the device developed in the INIA-CIFOR cork laboratory.
References
Anjos O, Pereira H, Rosa ME (2008) Effect of quality, porosity and density on the compression properties of cork. Eur J Wood Prod 66:295–301
Costa A, Pereira H (2006) Decision rules for computer-vision quality classification of wine natural cork stoppers. Am Soc Enol Vitic 57(2):210–219
Costa A, Pereira H (2007) Influence of vision systems, black and white, colored and visual digitalization, stopper quality estimation. J Sci Food Agric 87:2222–2228
FFSL (2006) Charter of cork stoppers manufacturers. (in French) Fédération Française des Syndicats du Liège, Paris
Fortes MA, Rosa ME, Pereira H (2004) Cork (in Portuguese). IST Press, Lisboa
Gibson LJ, Easterling KE, Ashby MF (1981) The structure and mechanics of cork. Proc R Soc Lond A 377:99–117
Giunchi A, Versari A, Parpinello GP, Galassi S (2008) Analysis of mechanical properties of cork stoppers and synthetic closures used for wine bottling. J Food Engineer 88:576–580
González-Hernández F, Gonzalez-Adrados JR, Garcia de Ceca JL (2012) Patent P200901750: Device for measuring the relaxation force of fitted stoppers (in Spanish)
Hejnowicz Z, Sievers A (1996) Tissue stresses in organs of herbaceous plants III. Elastic properties of tissues of sunflower hypocotyl and origin of tissue stresses. J Exp Bot 47(297):519–528
MAGRAMA (2011) Natural heritage and biodiversity national inventory report 2011. Madrid (in Spanish)
Morley A (1940) Strength of materials (in Spanish). Editorial Labor, Barcelona
Ortiz Berrocal L (2011) Elasticity. McGraw-Hill, Spain
Pereira H (2007) Cork: Biology, Production and Uses. Elsevier, Amsterdam
Pereira H, Rosa ME, Fortes MA (1987) The cellular structure of cork from Quercus suber L. IAWA Bull 8(3):213–218
Reis A (1988) Different diameters of bottle necks for the jaws of corking machines: their influence on the ratio between the force of recovery and the specific mass of corks (in Portuguese). Cortiça 592:31–42
Riboulet JM, Alegoet C (1990) Practical aspects of wine corkage. Bourgogne-Publications s.a.l.r. Château du Chaintre (près Maçon). 71570 CHAINTRE (FRANCE)
Rosa ME, Fortes MA (1988) Rate effects on the compression and recovery of dimensions of cork. J Mater Sci 23(3):879–885
UNE56921 (2003) Nature cork stoppers for still wines. Test methods and specifications
Vieira Neto P (1997) Prediction of the cork stoppers mechanical behaviour according to their visual quality and density. Ind Bevande 26:623–627
Acknowledgments
The authors would like to thank Isabel Cañellas for her valuable comments on the manuscript and the Laboratory Assistants Maria Luisa Cáceres Esteban and Lorenzo Ortiz Buiza for all their work in the laboratory. This research work has been made possible through project: RTA 2006-00119-C-01, Improvement in the process of evaluation of the quality and tracking of cork products using industrially applicable techniques funded by the INIA.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
González-Hernández, F., González-Adrados, J.R., L. García de Ceca, J. et al. Quality grading of cork stoppers based on porosity, density and elasticity. Eur. J. Wood Prod. 72, 149–156 (2014). https://doi.org/10.1007/s00107-013-0760-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-013-0760-x