
Abstract
Expanded polystyrene (EPS) is a material that is widely used in energy absorbing applications, especially in helmets, despite its non-renewable origin. Cork and its derivatives, however, are proposed as a substitute for polystyrene foam (EPS) due to their renewable origin and their easy recyclability. In spite of the low-environmental footprint of cork and its derivatives, there is insufficient data on their mechanical behaviour. Consequently, under dynamic and quasi-static loads, four different-density EPS, a natural cork material and five different cork products with different grain sizes and heat treatments were tested. They were compared in terms of their stress–strain and specific stress–strain curve, their volumetric capability to absorb energy, their specific energy, average decelerations and peak deceleration. Finally, EPS foams cannot recover their initial shape upon deformation due to their low resilience capability. This is especially important in applications such as helmets, which are bound to be subjected to multiple impacts. However, cork and its products could have this capability for resilience and would therefore be more suitable for certain applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cork is a natural material that is extracted from the bark of the cork oak tree and therefore has zero-carbon footprint; in addition, once a cork product has reached the end of its lifetime, it can be crushed and recycled to manufacture new products or, if disposed of, it can be easily degraded, generating zero impact on the environment. Additionally, cork has very low permeability to gases and liquids, good insulating properties, high durability, high energy absorption capability and high resilience (Pereira 2007). This last aforementioned property means that, under compression, cork shows elastic behaviour and thus recovers its initial shape and properties after being crushed.
Despite its properties, traditionally, cork has almost exclusively been used to make wine stoppers. However, at present, this may no longer be the case, and there is an increasing tendency to use it as the core of some composite sandwiches that require high strength-to-weight ratio (Sanchez-Saez et al. 2011), and also to enhance other materials, such as polyurethane (Gama et al. 2019), polyethylene (de Vasconcelos et al. 2019) or polyfurfuryl (Menager et al. 2019), in order to create materials with a lower carbon-footprint, to reduce the density of other materials such as concrete (Parra et al. 2019), or in energy absorption applications such as helmets.
As previously mentioned, thanks to its energy absorption capabilities, cork is a candidate to become a substitute for non-renewable materials, such as expanded polystyrene foams (EPS) in some applications requiring energy absorption. This is mainly the case of helmets for different types of applications: motorcycling, cycling, snow sports, horse riding, etc. In addition, cork has high resilience as opposed to EPS and, consequently, could be a better-suited material for helmets undergoing multiple impacts thanks to its return to initial shape and properties after impact.
With regard to the use of cork in helmets, there are studies that analyse the possibility of substituting EPS with cork, such as the study by Coelho et al. (2013), which, by means of numerical tools, analyses the behaviour of a head impact against a block of cork and EPS with a density of 50 kg/m3, where it was concluded that a combination of both materials could be useful for helmet liners. Likewise, de Sousa et al. (2012) compared the mechanical properties of EPS with a density of 30 and 50 kg/m3 with different cork agglomerates (0.2 mm, 0.25 mm and 0.3 mm) and concluded that while cork could be used for liners in helmets, EPS had better capability to reduce injuries. Nevertheless, when compared with EPS, the article pointed out that since cork conglomerate can recover its initial shape, it can be more suitable in the event of multiple impacts thanks to cork’s high resilience properties. This is one of the main conclusions drawn by Wilhelm et al. (2017).
Other articles, such as Tay et al. (2014) that compare different natural materials to improve safety in vehicles under oblique impacts, include conglomerate cork; the aforementioned study pointed in the same direction and noted the inferior behaviour of the cork under study. Finally, the study by Fernandes et al. (2019), which explored the use of two different agglomerated (199 and 216 kg/m3) and one expanded cork (159 kg/m3), showed cork’s poor adequacy as a substitute for the EPS (90 kg/m3), with huge modifications in the geometry of the helmet including some holes being required in order to finally obtain a helmet with similar mechanical behaviour to that of EPS, all at the expense of higher weight.
It must be highlighted though that some of these studies exclusively focus their analysis on a limited number of types of conglomerate cork despite the diversity of existing products and by-products of cork, each with different mechanical properties resulting from different manufacturing processes. The most common products are natural cork sheets, white cork agglomerate, black cork agglomerate (also called expanded cork) and rubber cork, which will be the focus of this study.
With regard to the mechanical characterization of cork, apart from the data provided by manufacturers—usually providing a short range of mechanical properties (density, Young’s modulus, etc.), there are some articles focused on the mechanical properties of cork—most of them exclusively related to the specific application of wine stoppers. This is the case of the study by Crouvisier-Urion et al. (2018) who concluded that the use of small particles of cork reduces stiffness; or the study by Sanchez-Gomez and Perez-Terrazas (2018) who analysed the mechanical properties of a wine stopper (some natural, others co-extruded with synthetic materials and others with different micro-agglomerates). Other authors analysed the influence of hydration of cork on their mechanical properties (Lagorce-Tachon et al. 2015) and concluded that Young’s modulus has a constant value from 0 to 50% of humidity, with a significant drop from that point onwards.
Anjos et al. (2014) studied the influence of density on the compression behaviour of cork and concluded that density is directly associated with the Young’s modulus and stress in the plateau zone. Silva et al. (2013) made a review of the properties, capabilities and applications of cork, showing the influence of grain size on Young’s modulus for three different agglomerates; additionally, Silva et al. (2013) collected some mechanical properties from other authors, showing compression modulus for natural cork as well as boiled cork and others undergoing different heat treatments. Another interesting result of this study points out that cork and its agglomerates have better specific properties (specific compression strength and specific modulus) than flexible polymer foams such as EPS. Finally, Fernandes et al. (2015) compared some conglomerated cork (216 and 199 kg/m3) and expanded ones (159 kg/m3) with EPS (90 kg/m3) and expanded polypropylene (EPP) (60 and 90 kg/m3), by means of numerical and experimental tools, reaching the same conclusions, while Jardin et al. (2015) obtained the behaviour of some cork conglomerates (216, 199, 178 and 157 kg/m3) and of expanded ones (122, 159 and 182 kg/m3).
Another application of cork is its use as a core in sandwich panels. The results obtained by Moreira et al. (2010) show that the performance of cork agglomerates depends on density, cohesion procedure of granulates and cork granule size. Therefore, these variables can be adjusted to obtain the desired mechanical properties, as also pointed out by Santos et al. (2017).
With regard to EPS, this material is traditionally used for a huge variety of applications such as helmets or protectors for some goods. This material is generated during a foaming process in which some closed air cells are generated inside the material; these cells can be manipulated to obtain different densities (from 10 to 150 kg/m3); with the most common densities between 60 and 120 kg/m3 in the case of helmets.
There are some studies about the mechanical behaviour of EPS under compressive forces. It is clear that there is a direct relation between density and its mechanical properties under quasi-static and dynamic loads (Ouellet et al. 2006; Chen et al. 2015; Krundaeva et al. 2016). In all cases, the stress–strain curve of EPS has three different zones—a linear elasticity zone, a plateau zone, and a densification zone. In the initial one—the linear elastic zone—the material could recover its initial shape and shows a linear behaviour; however, it is a small zone which can absorb very little energy. Immediately after that, the plateau zone is found. This is a large zone in which the level of stress is more or less constant; this means that in this zone the material can absorb a great deal of energy with the same stiffness. This is the most important zone for helmets, as a huge amount of energy needs to be absorbed while they must deform progressively in order to avoid high decelerations in the head. Finally, in the densification zone, the stress increases sharply and, as a result, should a helmet reach this zone, the head is subjected to significant deceleration, with ensuing neural injuries.
When analysing the state of the art of the test of helmets conducted by means of different certification standards (ISO 17025/SNELL, ECE.22.05, DOT), one of the main biomechanical indexes used in order to analyse the brain injury damages is the Head Injury Criterion (HIC) (Versace 1971), which uses the data gathered through an accelerometer in the centre of the head of a dummy. The HIC is determined with below equation:
This criterion not only analyses the main deceleration peaks, as it includes the study of average decelerations during different periods of time to determine the most critical ones. These aspects appear due to the movement of the brain inside the skull, which acts like a mass–spring–mass model.
In this article, the main objective is the comparative study of cork products with different EPS under compression to analyse the possibility of the former materials to substitute petrol-based EPS in certain applications where the capability to absorb energy is essential.
The main hypothesis of this study is that both types of materials, EPS and cork agglomerates, have internal cell structures with air inside and, consequently, both will have similar mechanical behaviour; this behaviour has been previously mentioned and it is defined for the polymeric foams by the Gibson’s model (Gibson and Ashby 1997).
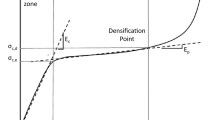
Gibson’s model distinguishes three different, well-defined zones in the stress–strain curves of polymeric foam materials (Fig. 1): the initial elastic zone, the plateau zone and a densification zone. The elastic zone characterized by the capability of the material to recover its initial dimensions and the shape of the curve is a linear elastic one defined by the Young’s modulus. In this zone, the walls of the internal structure of the foam deform elastically and can recover their initial shape. During the compression process, the internal pressure of air trapped inside the cells increases and after a certain point, the cell walls cannot support the pressure and collapse. Then, the plateau zone appears. This zone is defined by a constant stress or a curve with a very low increasing slope that is defined by the plateau’s modulus. In this zone, the material cannot recover its initial shape and progressively collapses; thus, similar levels of stress appear implying constant stiffness and decelerations. Therefore, this zone is significantly more suitable for energy absorption than the elastic zone and, furthermore, the deformation range of this zone is significantly higher, which implies a greater energy absorption and deformation capacity. Finally, when all the cells collapse and all the air trapped inside disappears, the behaviour of the material is similar to the non-foamed original, characterized by an exponential slope in the stress–strain curve defined by the volume modulus of the original material. It should be noted that this implies an exponential increase in the stiffness of the material and, consequently, higher decelerations. That is the main reason why the densification zone should not be reached in impacts.

Gibson’s model for polymeric foams
The end of the elastic zone is determined using the Young’s elastic modulus, which is the slope of the curve in the elastic zone. When the curve differs by more than 0.2% from an elastic one, then the plateau zone has been reached. In the same way, the densification point is the intersection point between the line defined by the slope of the plateau zone and a tangent curve in the densification zone that is obtained using the bulk modulus of non-foaming material in the case of the EPS (Fig. 1).
In the case of cork products, their internal structure is an open cell one that also has air inside but, due to the open cell structure, the air is not trapped inside. As a result, the stress–strain curve is expected to be similar and follows Gibson’s model as well. However, the open cell structure supposes that the cell will not collapse and, as a result, the material could recover partially its initial shape if the plateau zone or also if the densification zone is reached. Additionally, some differences could appear in the stress–strain curve especially in the plateau zone, so a higher slope is expected in this zone.
The main parameters of the stress–strain curves are as follows:
-
Maximum tensile strength in the elastic zone (σc,e)
-
Maximum tensile strength at the densification point (σc,d)
-
Maximum elastic elongation (εc,p)
-
Elongation at the densification point (εc,d)
-
Elastic Young’s modulus (Ec)
-
Plateau Young’s modulus (Ep)
The total energy absorbed per unit of volume by the material can be obtained from below equation:
This total energy absorption can be decompounded in the following two components:
-
Elastic energy absorption
$$W_{e} = \mathop \int \limits_{o}^{{\varepsilon_{c,p} }} \sigma d\varepsilon$$(3) -
Energy absorbed in the plateau zone
$$W_{p} = \mathop \int \limits_{{\varepsilon_{c,p} }}^{{\varepsilon_{c,d} }} \sigma d\varepsilon$$(4)
With regard to the specific parameters that are adequate to compare materials/specimens with the same weight instead of in terms with the same volume, they are obtained by dividing them by the density (ρ) of the material.
It must also be highlighted that one of the main contributions of this paper, that goes beyond the state of the art, is that it analyses not only one or two types of isolated cork agglomerates but the main different types of existing cork products including natural cork and black agglomerates and it also compares them with the main EPS materials. Consequently, it would be possible to obtain a more precise idea of the mechanical properties of different types of cork agglomerates and about their capability to substitute EPS.
Additionally, the paper delves into the capability of these materials to recover its initial shape and absorb a second impact. It must be highlighted here that Silva et al. (2011) indicate the resilience capability of cork that can absorb multiple impacts and loads; however, EPS (Lei et al. 2015) has lower resilience capability, but there are no in-depth comparative studies on this topic. Hence, the article will also be focused on the comparative study of the resilience of both types of materials.
Materials and methods
The materials to be studied are the EPS used for the liners of the helmets and different types of cork. In the case of the EPS, EPS with densities of 60, 75, 80, 100 and 120 kg/m3 with different grain sizes will be studied.
As for the study of cork, the natural material (NC), a cork agglomerate (AC), three different white cork agglomerates (WA) (usually also called agglomerated cork) and a black cork agglomerate (BA) (usually also called expanded cork) (Table 1) with different grain sizes will be used (Fig. 2).

Studied cork and cork agglomerates
Natural cork sheets are obtained from the bark of the cork oak by means of axes. With a cutting machine, the external layer is removed and flat regular sheets are obtained. The dimensions of these sheets depend on the cutting process and the tree itself; commercially, the common sheet thickness ranges between 3 and 15 mm, and the length and width between 100 and 600 mm.
Cork agglomerates are obtained after a more complex process. Natural cork and/or recycled cork agglomerates are chopped into granules using mechanical processes and subsequently sifted to obtain granules of different sizes. Afterwards, using heat, pressure and/or adhesives, the granules join together to obtain regular sheets and bricks. Depending on the size of the granules and the joining process, the obtained material has different mechanical properties. One of the main advantages of the agglomerates is that there are fewer shape and dimension limitations.
White cork agglomerates are manufactured using pressure, heat and adhesives. Although biodegradable water-based glues are sometimes used, the most common adhesives are resins such as polyester, epoxy, phenolic and vinyl resins. As a result, the final material obtained loses part of its renewable aspect. Depending mainly on the size range of the granules and, to a lesser extent, on the resin used, mechanical properties change.
Black cork agglomerates are manufactured by means of pressure combined with high-temperature water steam. The granules expand (hence the name “expanded cork”) and suberin—a natural resin—is exuded, joining the granules.
Natural cork presented in 600 × 100 × 10 sheets, four different white agglomerate corks with different adhesives and densities presented in 915 × 610 × 10 sheets, and one black agglomerate cork presented in 1000 × 500 × 10 sheets were studied. These materials have different densities and different grain sizes (Fig. 2).
These materials have been studied under a quasi-static compression test using an 8032 INSTRON universal test machine with a 0.2 mm/s velocity until reaching a maximum of 90% strain with an acquisition rate of 0.2 s. The testing machine was equipped with 2501-162 INSTRON compression platens and an INSTRON 2530-50 static load cell (maximum force: 50 kN). The INSTRON own digital acquisition system (DAQ) was used.
Cylindrical specimens of φ50 mm and a height of 40 mm were tested. They were placed in the centre of the platens using a pattern drawn on the lower platen. The forces and displacements used to determine the stress–strain curve and the absorbed energy–strain curve were obtained with the integration of the stress along the strain. These results besides density are used to obtain the specific stress–strain curve and the specific absorbed energy–strain curve.
To perform the dynamic test, a 28 mm cube was tested for the EPS to absorb 75 J. As for the corks tested, 28 mm cube and 40 mm cube specimens were used to absorb the same energy and therefore reach a lower volumetric energy level. A 75 J free weight impact drop tower with a maximum height of 1.5 m and a free weight of 5 kg was used. This testing apparatus includes plain impact platens of φ60 mm and a vertical 482A21 PCB accelerometer that uses a Quantum XMX840B DAQ. The test was performed with an acquisition rate of 0.06 ms. A position pattern drawn on the lower platen was also used. Consequently, the impact velocity of the free weight is 5.44 m/s and the initial strain rate for the 40 mm specimen is 136 s−1 and for the 20 mm one it is 194 s−1. Additionally, a channel frequency class (CFD) filter with a frequency of 600 Hz was applied. This method is similar to the one used by Di Landro et al. (2002) for the EPS.
Likewise, the resilience of both materials for the quasi-static test was studied. In the case of the quasi-static test, all the specimens were tested to reach three different levels of strain: 90%, 75% and 50%, which requires the study of the resilience capability of the materials in three different scenarios: with a high densification, with a low densification and in the plateau zone near the densification point. These tests were performed for two consecutive load cycles to analyse the deformation and the capability to recover the initial shape after the first cycle and additionally the capability to absorb energy in the second cycle. Additionally, a second load cycle was performed to depict the new stress–strain curve and compare the behaviour before and after the first load cycle.
Further, in the case of the dynamic test, the final strain and the permanent deformation were measured to analyse the capability to recover the initial shape after an impact. It must be pointed out that, in dynamic test, the levels of energy are equal for all the specimens (75 J), so the level of strain depends on the material and their stress–strain curve.
For all cases, dynamic and static, the permanent deformation of all materials after the tests was measured in three different places with a calliper, and the average of the measurements was used to define the permanent deformation. To analyse the maximum deformation for the static test, the INSTRON device's own measuring equipment was used, but, in the case of the dynamic test, a double integration of the deceleration was used to obtain the maximum displacement/deformation.
Finally, it must be pointed out that all the specimens were machined using a Roland MDX 20 CNC milling machine.
Results and discussion
Results under quasi-static compressive stress
EPS
EPS shows the typical shape of the stress–strain curve that follows the Gibson model (Fig. 3) with three differentiated zones: the elastic zone, the collapse plateau and the densification zone. These results are similar to previous ones obtained by other authors (Krundaeva et al. 2016; Chen et al. 2015). It can be highlighted here that an increase in density implies higher stress in the collapse plateau zone but a lower densification strain. This could mean that the helmet could absorb less energy before reaching the densification zone. Additionally, higher density implies higher Young’s modulus in the elastic zone and a higher slope in the plateau zone. It is also possible to determine the transition between different zones (Fig. 3).

Stress–strain curve for all the studied materials
Analysing the curve specific stress versus strain (Fig. 4), it can be pointed out that the difference between the curves is lower than in the previous case. This curve is important if there is not any limit in the geometry of a helmet, and it can be used to compare two specimens with the same weight. It can be pointed out here that higher density implies higher specific stress and higher specific Young´s modulus; however, there are fewer differences than in Fig. 3. This means that, with a thicker liner of lower density foam, it is possible to obtain a helmet with the same weight but with fewer differences in stiffness.

Specific stress–strain curve for all the studied materials
Analysing the curve of the absorbed energy versus strain (Fig. 5), it is possible to observe that EPS with the highest density can absorb more energy before the densification point, and this energy increases with the density. Hence, with the same volume, those materials with higher density will absorb more energy before densification.

Absorbed energy for all the studied materials
Analysing the curve of the specific absorbed energy versus strain (Fig. 6), it is possible to see that EPS 120 has the lowest value before the densification point. For the other EPS, they have a similar limit but with higher strain. This entails that, with the same weight, the EPS with lower density will have a better behaviour as, on the one hand, it can absorb the same amount of energy before reaching the densification point and, on the another hand, it will have lower stiffness, and thus the deceleration of the head will decrease. At this point, it must be highlighted that the thickness of the liner of the helmet cannot increase indefinitely since there are maximum dimensions of the helmet to take into consideration. Table 2 shows the main mechanical properties of the different EPS.

Specific absorbed energy for all the studied materials
Cork products
Analysing the results of the cork (Fig. 3), these materials have a similar stress–strain shape to that of EPS, with an initial zone with a constant slope (similar to the elastic one), a plateau zone with a lower slope than the initial one (but higher than the slope of the EPS in this zone), and an exponential zone similar to the densification zone. For this material, it is difficult to determine the densification point because the transition between the plateau and the densification zone is not abrupt enough, and, furthermore, cork products do not have a bulk modulus that could be used. Similarly, the transition between the elastic and the plateau zone is also difficult to determine.
It can also be pointed out that natural cork, with a density of 260 kg/m3, has the highest stress value and similar shape behaviour to 120 kg/m3 EPS; the most similar behaviour to EPS was observed due to the internal structure of natural cork. Regarding the other cork products, it was observed that, despite its lower density, cork agglomerate (AC) has the second highest stress values amongst the corks and, in the case of white agglomerate cork, stress values increase with density. Finally, black cork has the lowest stress values. Likewise, it must also be pointed out that higher stress values imply a lower strain limit before the exponential zone. Analysing the results of the white cork agglomerates, it was observed that lower density implies lower stress levels but also lower strain for the densification point and lower slopes for the elastic and the plateau zone.
When comparing EPS and cork materials (Fig. 3), it was observed that, in both cases, densification appears in the strain zone when reaching 0.4–0.6. However, there are significant differences in the shapes of the curves of both materials: the slope in the elastic zone is lower for the cork agglomerates but in the plateau zone, it is higher.
Comparing EPS and cork values, 275 kg/m3 white corks and 170 agglomerate cork are similar to 75 kg/m3 and 80 kg/m3 EPS. In the case of the 222 kg/m3 white cork, its behaviour is similar to 60 kg/m3 EPS, with black cork having lower stress limits.
Analysing the curve specific stress versus strain (Fig. 4) it can be pointed out, in the case of white cork and black cork, that their curves are similar but with a lower density, the strain before the exponential zone being higher; thus, with the same weight, cork products with lower density have better behaviour. In the case of the natural cork, the specific stress values before densification are the highest, followed by agglomerate cork; however, agglomerate cork has a lower strain limit before densification than natural cork and the other materials. When comparing these results with the EPS, all cork specimens have lower specific stress levels due to the lower densities of the EPS.
With regard to energy (Fig. 5), natural cork displays the best behaviour, with a similar behaviour to EPS 120. Agglomerate cork comes second in behavioural properties followed by white corks, depending on their density. Finally, black cork is the material that can absorb the least energy. When comparing these results with EPS, these materials have similar energy levels, with white corks and 170 agglomerate cork being similar to the 75 kg/m3 EPS and 80 kg/m3 EPS. In the case of 222 kg/m3 white cork, its behaviour is similar to 60 kg/m3 EPS, with black cork having the lowest stress limits.
In terms of specific energy (Fig. 6), natural cork and agglomerate cork display similar behaviour and, for lower strain levels (before the exponential zone), 1 kg of natural cork can absorb more energy than agglomerate cork.
In the case of white agglomerate corks, it must be brought to light that all of them have the same behaviour. Thus, 1 kg of these materials can absorb the same amount of energy.
In the case of black agglomerate, it has similar behaviour to white agglomerates until it reaches a strain of approximately 50%. After that point, it displays better behaviour. Consequently, the material with the third highest specific energy absorption capability is black agglomerate due to its lower density.
However, compared with the EPS, cork products can absorb less energy per unit of mass due to their higher density.
Results under dynamic compressive stress
EPS
Analysing the results of the EPS using the drop tower to absorb energy of 75 J (Figs. 7 and 8), it was observed that the deceleration curve shows a similar shape to that of the stress–strain curve. At the beginning, there is a zone with increasing deceleration that occurs in the elastic zone of the stress–strain curve. There is also a zone with constant deceleration related to the plateau zone, and finally, there is a high peak in deceleration associated with the densification zone. It must be highlighted that the elastic deceleration slope is directly associated with the density of EPS; the constant deceleration plateau shows the same relationship. Finally, due to the higher capacity of denser EPS to absorb energy before the densification zone, the peak in deceleration is lower for denser EPS. Likewise, the peak in deceleration appears later, especially for EPS 120. As a result, the maximum peak in deceleration is lower for denser EPS. In addition, the average deceleration value (Table 3) is lower too. These results are similar to those by Krundaeva et al. (2016).

Deceleration (m/s2)—time curve for all the studied materials for the 75 J dynamic test. Specimen: 28 mm box

Deceleration (m/s2) - time curve for corks and cork products for the 75 J dynamic test. Specimen: 40 mm box
Cork products
Analysing the results of the cork and its products using the drop tower to absorb energy of 75 J (Fig. 7), it was also observed that the deceleration curve has a similar shape to the stress–strain curve. At the beginning, there is a zone with increasing deceleration associated with the elastic zone; there is a zone with gradually increasing deceleration (but lower than in the previous case) that is related to the plateau zone; and finally there is a high peak in deceleration with regard to the densification zone.
Consequently, when compared, both EPS and corks have similar deceleration curves, with their stress–strain quasi-static curves being closely related. It must be highlighted here that, as with EPS, the elastic deceleration slope is directly related to the stiffness of the material, with the same phenomenon occurring in the plateau zone. Finally, those materials having higher deceleration values in these zones can absorb much more energy and, as a result, the highest peak in deceleration that appears during densification takes place at a later stage, as well as being lower. It was also observed that natural cork has a significantly lower peak, whereas black cork has the highest.
These results are condensed in Table 3, where average deceleration is also displayed. This table shows that natural cork presents the lowest peak regarding deceleration and average deceleration, whereas black cork presents the highest values; the other materials share similar values. Consequently, natural cork is the material with the best behaviour while the rest has similar ones, with the exception of black cork, whose behaviour is notably the worst.
Comparing results for cork products and EPS, it was observed that, due mainly to the differences in the shape of the stress–strain curve for each type of material, cork products exhibit lower maximum decelerations but higher initial deceleration at the initial stages of the impact. However, the average deceleration is similar for both types of materials, so it is necessary to include an additional criterion to compare these materials.
Another experimental test carried out involved a drop tower test to absorb 75 J but with a 40 mm side box instead of 28 mm, in order to compare materials that must absorb a lower volumetric energy (1/3), as shown in Fig. 8. This test is representative of a low velocity impact, whereas the previous test represented a high velocity impact.
The results show that materials have an initial zone with a gradual increase in deceleration associated with the elastic zone of the stress–strain curve, as in the previous test. Before that, the curve slope changes depending on the shape of the plateau zone of the stress–strain curve until the material can absorb all the energy. Consequently, the shape changes and the material can either reach the densification zone (agglomerate cork and black cork) or not. In the latter case, the shape of the curve displays a greater disparity to the stress–strain curve. It must be highlighted at this point that materials (with the exception of black cork, which reaches a higher stress in the densification zone) have similar decelerations (Table 3).
The material with the lowest deceleration is middle size grain white cork. When comparing average deceleration, these materials are similar. Consequently, in this case, white middle grain cork is the most adequate material; the other types of cork have similar adequacy, with the exception of black cork, whose adequacy is the worst by far.
HIC study
Although the HIC criterion is not specifically designed to compare the decelerations in the drop tower test, in this article, the criterion has been used to compare materials due to the previously mentioned limitations.
It was assumed here that the material displaying better properties will have lower deceleration peak values and lower average deceleration. Nevertheless, it must be highlighted that this average deceleration must be analysed in different periods of time along the time domain in order to obtain the worst average deceleration, which will entail the greatest brain damage.
The deceleration of the drop tower test is assumed to be similar to the one found in the accelerometer in the head of a dummy with a helmet, since there are certain similarities between the deceleration curves from drop tower test and the test carried out by Gimbel and Hoshizaki (2008) to test helmets with different EPS.
Table 4 shows the HIC obtained. It can be seen that, for higher impact velocities, EPS with higher density also implies lower HIC levels, as the material does not reach the densification zone and results in too stiff a behaviour. Likewise, natural cork has notably lower HIC values than other materials. On the other hand, black cork displays the most inadequate behaviour, with a significantly high HIC level.
When comparing EPS with cork materials, it must be highlighted that cork products have lower HIC levels than the EPS and, consequently, helmets made of cork will be better suited than those made of EPS. This is mainly due to the fact that cork materials have a different stress–strain shape, with lower initial elastic slope and a constant increase in the slope from a low to a high strain in the plateau zone, which involves increasing deceleration matching the one found in the deceleration curve (Fig. 7).
On the other hand, EPS has a higher slope in the elastic zone that implies higher initial deceleration and a subsequent constant medium stress level in the plateau zone implying a constant higher average deceleration (Fig. 7). As a result, average deceleration values will be lower for cork and cork products.
In the case of low impact velocity (40 mm size specimens) (Fig. 8), natural cork does not have the lowest HIC, given the fact that, in this case, average deceleration reaches higher values, as some other materials do not reach the densification zone. Consequently, agglomerate cork and middle size white cork display the best behaviour.
Study of the resilience of the materials
Another aspect to study is the capacity of materials to absorb multiple impacts at the same point, which is especially important for a helmet in the event of an accident. Figures 9, 10 and 11 show the stress–strain curve for two consecutive load cycles of some of the materials for three different maximum strains.

Stress–strain curve for some of the studied materials under two consecutive load cases with a maximum strain of a 90%

Stress–strain curve for some of the studied materials under two consecutive load cases with a maximum strain of a 75%

Stress–strain curve for some of the studied materials under two consecutive load cases with a maximum strain of a 50%
It was observed that the EPS presents a different behaviour for a maximum strain of 90%; for lower maximum deformations (50% and 75%), the material presents a high permanent deformation (Table 5). By contrast, in the case of the highest deformation that implies a high densification, the material undergoes a rebound effect and exhibits a lower permanent deformation. This phenomenon has been noticed for all EPS foams and it could be due to the fact that, after the densification point, the material acts as a spring and some of the energy absorbed produces a higher recovery of the internal structure. It must also be highlighted that while EPS foams in this particular case have low permanent deformation, their internal structure is totally damaged and, consequently, its capability to absorb energy in successive load cycles is negligible (Table 6). At this point, it must be clarified that, though EPS can absorb around 25% of the initial energy in the second cycle, the energy corresponds to the densification zone (see Fig. 9 for the EPS).
With regard to the cork products, Figs. 9, 10 and 11 show that, for all the maximum strain of the resilience study, the materials suffer low permanent deformations (between 10 and 30%). Additionally, these figures show that the higher maximum strain is reached, the higher the permanent deformation after the first load cycle. Furthermore, higher maximum strains also imply lower stress–strain curve in the second load cycle and, hence, a lower capability to absorb energy (Table 6).
Comparing the results of the absorbed energy for EPS and cork agglomerates for 75% of maximum deformation (Fig. 10) and for 50% (Fig. 11) and the absorbed energy (Table 6), it was observed that though EPS has a low capability to absorb energy and it also suffers a high permanent deformation, conversely, cork and cork agglomerates have higher capability to absorb energy and they also suffer less permanent deformation. This phenomenon is due to the fact that the internal structure of cork products suffers less damages than those of the EPS.
Additionally, lower maximum deformation implies for cork products lower internal damages and higher capability to recover its initial shape and to absorb more energy in subsequent impacts. In the case of the EPS, the crushing of the closed internal cells during the plateau zone implies permanent damage and, as a result, EPS undergoes high permanent deformation. Thus, it can absorb little energy in successive impacts. In the case of the cork agglomerates, due to their internal open cell structure, these structures do not collapse in the same way as those of the EPS and, when the load disappears, they can recover part of the internal structure and part of the previously expelled air. Therefore, the resilience of this latter material is higher.
It must also be noticed that BA presents the highest resilience and the second highest one is the WA302. It is also noticed for the WA that the higher the density is, the higher the resilience is but also the permanent deformation.
Analysing the results of the drop tower test (Table 7), it was also observed that, for the EPS, aforementioned phenomenon with high maximum deformation implies lower permanent deformation. As a result, EPS bounces and can recover part of its initial shape. In the same way, it was also observed that cork and cork agglomerates suffer very low permanent deformation and that lower maximum deformation implies lower permanent one. Finally, it should be noticed that the results of the dynamic and the static test in terms of resilience show significant differences, which could be due to the influence of the strain rate that has not been considered in this study. Kaké et al. (2019) have noticed for EPS that higher strain rate implies higher stress levels for stress–strain curve, but also that the densification point appears with lower strains.
Conclusion
The main conclusion to be drawn is that cork and cork products can be a suitable renewable-origin substitute for EPS, in applications in which it is necessary to absorb energy and reduce the velocity of an element impacting with low deceleration peaks. Additionally, while the average deceleration is similar, the maximum deceleration that appears is significantly lower than for the EPS due to the differences in the shape of their stress–strain curves, especially in the elastic and plateau zones. In addition, the use of the HIC criterion to compare decelerations reflects that cork products have lower values. While this criterion was formulated to analyse the head injuries, it also is an indicator to compare materials, and what it more important, it uses both maximum deceleration and average decelerations.
It must also be highlighted that the resilience capability of cork and cork products must be taken into consideration in those applications where more than one impact may occur in the same area. In this sense, cork products are much more suitable than EPS foams due to the differences in the internal structure of both materials. While cork products have an open cell structure that can recover part of their initial strength and re-introduce inside part of the air expelled during the impact, the closed-cell structure of the EPS collapses after the impact so they lost most of their strength and cannot recover their shape and also, the expelled air will not be reintroduced.
However, more in-depth analyses of this capability should be carried out to compare their behaviour after 2, 3 or more impacts, and the influence of the strain rate should also be taken into consideration.
Comparing the quasi-static results, it can be pointed out that EPS foams and cork and some sub-products have similar stress–strain curves and can absorb a similar amount of energy before the point of densification. However, it must also be pointed out that cork and cork products have higher density and, as a result, the specific stress–strain curve and the specific energy that they can absorb is notably lower. As a result, cork and cork products will be more suitable in those applications in which weight is not critical and in applications in which volume is the main design factor. On the other hand, EPS will be significantly better in those applications where weight is the main design factor.
Finally, in the case of helmets, it must be pointed out that the results obtained are not conclusive. The use of cork and cork products implies lower peak deceleration, lower HIC and lower average deceleration than if EPS is used for the drop tower test. However, some tests with full helmet prototypes are essential to assess the superior behaviour of the cork agglomerates, which is especially important because these materials have higher density and, as a result, the weight of the helmet will increase and could generate higher momentum in the condyle and in the neck. Likewise, a heavier helmet implies more rotational accelerations.
References
Anjos O, Rodrigues C, Morais J, Pereira H (2014) Effect of density on the compression behaviour of cork. Mater Des 53:1089–1096. https://doi.org/10.1016/j.matdes.2013.07.038
Chen W, Hao H, Hughes D, Shi YC, Cui J, Li ZX (2015) Static and dynamic mechanical properties of expanded polystyrene. Mater Des 69:170–180. https://doi.org/10.1016/j.matdes.2014.12.024
Coelho RM, Alves de Sousa RJ, Fernandes FAO, Teixeira-Dias F (2013) New composite liners for energy absorption purposes. Mater Des 43:384–392. https://doi.org/10.1016/j.matdes.2012.07.020
Crouvisier-Urion K, Bellat JP, Gougeon RD, Karbowiak T (2018) Mechanical properties of agglomerated cork stoppers for sparkling wines: Influence of adhesive and cork particle size. Compos Struct 203:789–796. https://doi.org/10.1016/j.compstruct.2018.06.116
de Sousa RA, Goncalves D, Coelho R, Teixeira-Dias F (2012) Assessing the effectiveness of a natural cellular material used as safety padding material in motorcycle helmets. Simul Trans Soc Model Simul Int 88(5):580–591. https://doi.org/10.1177/0037549711414735
de Vasconcelos IGCMS, Carvalho LH, Barbosa R, Alves TS (2019) Evaluation of the morphology, mechanical and thermal properties of cork and green polyethylene ecocomposites. Mater Res Express 6(9):095331. https://doi.org/10.1088/2053-1591/ab33b8
Di Landro L, Sala G, Olivieri D (2002) Deformation mechanisms and energy absorption of polystyrene foams for protective helmets. Polym Test 21(2):217–228. https://doi.org/10.1016/S0142-9418(01)00073-3
Fernandes FAO, de Sousa RJA, Ptak M, Migueis G (2019) Helmet design based on the optimization of biocomposite energy-absorbing liners under multi-impact loading. Appl Sci 9(4):735. https://doi.org/10.3390/app9040735
Fernandes FAO, Jardin RT, Pereira AB, de Sousa RJA (2015) Comparing the mechanical performance of synthetic and natural cellular materials. Mater Des 82:335–341. https://doi.org/10.1016/j.matdes.2015.06.004
Gama N, Ferreira A, Barros-Timmons A (2019) 3D printed cork/polyurethane composite foams. Mater Des 179:107905. https://doi.org/10.1016/j.matdes.2019.107905
Gibson LJ, Ashby MF (1997) Cellular solids: structures and properties. Cambridge University Press, Cambridge. https://doi.org/10.1017/CBO9781139878326
Gimbel GM, Hoshizaki TB (2008) Compressive properties of helmet materials subjected to dynamic impact loading of various energies. Eur J Sport Sci 8(6):341–349. https://doi.org/10.1080/17461390802438763
Jardin RT, Fernandes FAO, Pereira AB, de Sousa RJA (2015) Static and dynamic mechanical response of different cork agglomerates. Mater Design 68:121–126. https://doi.org/10.1016/j.matdes.2014.12.016
Kaké D, Temesgen E, Negussey D (2019) The Influence of Strain Rate on the Stress-Strain Behavior of EPS Geofoam. In: 5th International conference on geofoam blocks in construction applications, pp 161–169. https://doi.org/10.1007/978-3-319-78981-1_13
Krundaeva A, De Bruyne G, Gagliardi F, Paeoegem WV (2016) Dynamic compressive strength and crushing properties of expanded polystyrene foam for different strain rates and different temperatures. Polym Test 55:61–68. https://doi.org/10.1016/j.polymertesting.2016.08.005
Lagorce-Tachon A, Karbowiak T, Champion D, Gougeon RD, Bellat JP (2015) Mechanical properties of cork: effect of hydration. Mater Des 82:148–154. https://doi.org/10.1016/j.matdes.2015.05.034
Lei YZ, Zhou ST, Zou HW, Liang M (2015) Effect of crosslinking density on resilient performance of low-resilience flexible polyurethane foams. Polym Eng Sci 55(2):308–315. https://doi.org/10.1002/pen.23888
Menager C, Guigo N, Wu X, Vincent L, Sbirrazzuoli N (2019) “Green” composites prepared from polyfurfuryl alcohol and cork residues: thermal and mechanical properties. Compos Part A Appl Sci 124:105473. https://doi.org/10.1016/j.compositesa.2019.105473
Moreira RAS, de Melo FJQ, Rodrigues FJD (2010) Static and dynamic characterization of composition cork for sandwich beam cores. J Mater Sci 45(12):3350–3360. https://doi.org/10.1007/s10853-010-4356-0
Ouellet S, Cronin D, Worswick M (2006) Compressive response of polymeric foams under quasi-static, medium and high strain rate conditions. Polym Test 25(6):731–743. https://doi.org/10.1016/j.polymertesting.2006.05.005
Parra C, Sanchez EM, Minano I, Benito F, Hidalgo P (2019) Recycled plastic and cork waste for structural lightweight concrete production. Sustainability 11(7):1876. https://doi.org/10.3390/su11071876
Pereira H (2007) Cork: Biology. Production and uses. Elsevier Science, Amsterdam
Sanchez-Saez S, Barbero E, Cirne J (2011) Experimental study of agglomerated-cork-cored structures subjected to ballistic impacts. Mater Lett 65(14):2152–2154. https://doi.org/10.1016/j.matlet.2011.04.083
Sanchez-Gonzalez M, Pérez-Terrazas D (2018) Dataset of mechanical properties from different types of wine stopper: micro-agglomerated cork, natural cork and synthetic. Data in brief 21:2103–2109. https://doi.org/10.1016/j.dib.2018.11.051
Santos PT, Pinto S, Marques PAAP, Pereira AB, de Sousa RJA (2017) Agglomerated cork: a way to tailor its mechanical properties. Compos Struct 178:277–287. https://doi.org/10.1016/j.compstruct.2017.07.035
Silva JM, Nunes CZ, Franco N, Gamboa PB (2011) Damage tolerant cork based composites for aerospace applications. Aeronaut J 115(1171):567–575. https://doi.org/10.1017/S0001924000006205
Silva SP, Sabino MA, Fernandes EM, Correlo VM, Boesel LF, Reis RL (2013) Cork: properties, capabilities and applications. Int Mater Rev 50(6):345–365. https://doi.org/10.1179/174328005X41168
Tay YY, Lim CS, Lankarani HM (2014) A finite element analysis of high-energy absorption cellular materials in enhancing passive safety of road vehicles in side-impact accidents. Int J Crashworthiness 19(3):288–300. https://doi.org/10.1080/13588265.2014.893789
Versace J (1971) A review of the severity index. SAE Technical Paper 710881:1971. https://doi.org/10.4271/710881
Wilhelm J, Ptak M, Rusiński E (2017) Simulated depiction of head and brain injuries in the context of cellularbased materials in passive safety devices. Sci J Maritime Univ Szczecin 50(122):98–104. https://doi.org/10.17402/222
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Buil, R.M., Angulo, D.R., Ivens, J. et al. Experimental study of natural cork and cork agglomerates as a substitute for expanded polystyrene foams under compressive loads. Wood Sci Technol 55, 419–443 (2021). https://doi.org/10.1007/s00226-020-01254-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-020-01254-6