
Abstract
Revolution in traditional manufacturing paradigms has become prerequisite in the twenty-first century manufacturing environment. Globalization currently drives the personalization and customization of products. To be competitive, companies have to enhance with the changing market environments by producing low-cost products with high quality that efficiently respond to market unpredictability. Reconfigurable manufacturing system (RMS) characteristics have the competence to solve the difficulties rising due to changing market requirements. The potential of the RMS to quickly and effectively reconfigure capacity and functionality allows it to tackle this challenge. A systematic RMS design process is essential, as traditional manufacturing system design methodologies do not facilitate the design of an RMS. RMS can be reconfigured at the system level and the machine level. This study explores the concept of machine-level and system-level RMS design. A review of current RMS design methods is conducted, with a focus on significant theories and practices to analyze approaches for RMS system-level design. From this, a generic design approach for RMS system-level design approach is developed by integrating the reviewed methodologies.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Manufacturing has evolved significantly over the last two centuries. Manufacturing paradigm changes are classified as Industry X.0 industrial revolutions. Manufacturing paradigm craft production mentioned as Industry 1.0 renovated to mass production period which brings up Industry 2.0 to mass customization and then again to personalization. The craft production period has been categorized by very high product variety and very low volume; most of the products are agricultural. The mass production period has been characterized by stable market demand. In the 1980s, mass customization was familiarized. It is a society-driven paradigm. Development of flexible automation is possible due to the application of computers into industrial operations, and this period brings up Industry 3.0. Global manufacturing refers to Industry 4.0. Globalization increases the individual consumption of products and continues to grow rapidly, which encourages sustainability concerns [1]. Researchers at the National Scientific Foundation Engineering Research Center (NSF/ERC) for reconfigurable manufacturing system (RMS) issued a patent for RMS design [2]. RMS is proposed to process a considered part family. This customized flexibility of the reconfigurable machine tool (RMT) makes them low priced in comparison with general-purpose machines[3]. According to the definition of RMS, “It is designed from the outset for a quick change in structure, also in hardware and software components, to quickly adapt manufacturing capacity and functionality inside a part family in response to sudden fluctuations in the market or regulatory requirements [4].”
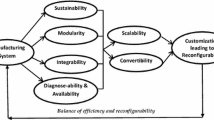
RMS has six core reconfigurable characteristics. These characteristics of RMS are empowering a system to change continually for a lifetime in accordance with fluctuations in the market environment, consumer demand, and process technology. Hence, RMS can reliably decrease its lifetime cost. Customization, convertibility, scalability, modularity, and integrability are quantitative reconfigurability characteristics while diagnosability is a qualitative/quantitative characteristic [2].
RMS is modular in structure. The basic and auxiliary modules are assembled to form the reconfigurable machines. The same basic module is used to create several RMT configurations according to production specifications by exchanging auxiliary modules [3]. The RMS consists of material handling systems, control, and communications, as well as reconfigurable workstations. In the RMS design technique, system-level design is the initial step in which the entire system is planned such that subsystems can be easily and economically reconfigured in parallel, serial, or hybrid configurations which supports machine-level design [5]. The actions that are carried out inside the production system’s boundaries but at a significantly higher level than machines are referred to as system-level reconfiguration efforts. Machine-level reconfiguration effort refers to actions taken within the limitations of the manufacturing system and entirely within the capabilities of the machine [6]. System-level design consequently is the basis for manufacturing system design. RMS design is not supported by traditional manufacturing system design methodologies; hence, a systematic RMS design process is essential. In this study, work is done to propose a generic design framework for RMS that takes system-level design into account.
2 Literature Review
An extensive literature review that addresses system-level RMS design is included in this section. Bortolini et al. [7] investigated the significance of RMS within the Industry 4.0 framework and explored next-generation manufacturing systems. They examined applied research and field application as one of the key new research trends for effective RMS implementation, which involves part family formation, layout design, configuration design, machine selection, planning, and scheduling. In this work, the literature review focuses on significant theories and practices presented to explore methodologies used to solve system-level design problems such as configuration design, machine selection, and layout design for RMS.
Tillbury and Kota [4] mentioned that in the year 1999, NSF/ERC issued an RMT design patent and illustrated the RMS design principles. Katz and Moon [8] illustrated the approach for designing an RMT. They presented the design process of the virtual arch RMT developed in view of a part family of products with inclined surfaces. Aguilar et al. [9] proposed a synthesized machine tool product development methodology and modeled a new lathe-mill RMT using the proposed methodology.
2.1 RMS Performance Measures
Koren and Wang [10] demonstrated GA for optimization with the total number of equipment as the optimization goal and introduced a scalability planning method for rearranging a real-world manufacturing system. Goyal et al. [11] established a method for quantifying operational capability and machine reconfigurability measures to evaluate an RMT’s responsiveness. Youssef and ElMaraghy [12] concentrated on the selection of configurations at the system level. They constructed a metric to assess the degree of reconfiguration smoothness to determine a comparative assessment of the anticipated expenditure, effort, and time needed to reconfigure from one configuration to another. Metric evaluates the smoothness of system-, machine-, and market-level reconfigurations.
2.2 RMS Configuration
Dou et al. [13] presented a method for designing single-product flow-line configurations that consider the goal to reduce capital costs of configurations constrained to investment limits, space restrictions, capacity constraints, and precedence constraints within tasks. Hasan et al. [14] focused on choosing the best RMS configuration that will satisfy numerous part family order requirements. The goal is to execute orders for part families on an RMS configuration while increasing the estimated benefit earned by the manufacturer. Ashraf and Hasan [15] executed research for the configuration selection decision, and a multi-objective problem is formulated for a reconfigurable serial product flow line that is integrated with RMTs. Sabioni et al. (2021) [16] summarized the research on RMS configuration in terms of configuration level, and optimization methods for simulating and resolving RMS configuration-related issues.
2.3 Machine and Layout Selection for Process Plan Generation in RMS
Yamada et al. [17] offered an RMS layout optimization. With the use of a particle swarm optimization technique, they took into account the goal of attaining the shortest possible manufacturing time for manufacturing systems and the arrangement of transportable robots. Abdi [18] developed an analytical hierarchy process-dependent model which considers both qualitative and quantitative factors for cost, reconfigurability, quality, and reliability when choosing layout configurations for an RMS. Maganha et al. [19] focus on reconfigurable layouts and review the literature on RMS layout design. Touzouta and Benyoucef [20] addressed three hybrid heuristics, namely the repetitive iterated local search on single-unit process plan heuristic, single-unit process plan heuristic, and archive-based iterated local search heuristic, which are proposed and compared to address the multi-unit process plan, multi-objective single-product process plan. Arnarson et al. [21] proposed a mathematical model using optimization and Industry 4.0 technologies for the smart layout design of a platform-based RMS.
2.4 Part Family
RMS intends to limit its adaptability to the families that are identified to be part of it. Part clustering is therefore essential to the effective execution of RMS implementation. Galan et al. [22] focused on system-level issues that accelerated production and maintain product quality while producing goods in the precise quantity needed and suggested Jaccard’s coefficient-based part family formation methodology. Goyal et al. [23] established the longest common sequence-shortest composite subsequence-dependent bypassing moves and idle machines similarity coefficient. Wang et al. [24] worked as an extension of Goyal et al. [23] part family formation methodology. Huang and Yan [25] focused to improve the work of Wang et al. [24]. Shivdas and Sapkal [26] established an approach to group parts into families while taking into consideration RMS characteristics by proposing a composite similarity metric.
3 System-Level Design
System-level design of RMS covers configuration design and system layout design. The design of handling subsystem storage, subsystem design, and added value subsystem design are all included in the layout design. Added value refers to the component of the manufacturing systems that contributes value to the raw material, such as the assembly, and machining systems. Overall, system-level design activities involve modifying the material flow path, relocating the machines within the system, and adding, removing, or adjusting the machines. Removing, adding, or adjusting machine modules and operation clusters are machine-level activities [27].
In this section, the generic design framework for RMS is presented considering system-level design. Figure 1 shows phases of the RMS generic design framework. The detail about each phase is explained in the next section.

RMS generic design framework considering system-level design
-
Determining the requirement for reconfigurability is the first step in RMS design. Identification of change of drivers of the system is carried out in this phase. The development of new products, the requirement for product customization, the relocation of manufacturing facilities, and other factors are some of the factors that are driving the requirement for reconfigurability [27].
-
The parts/products of the system that are responsible for change are analyzed and selected for further exploration.
-
In the next phase, part family formation is carried out as it is one of the important characteristics of RMS. In some recent literature, Wang et al. [25], Shivdas, and Sapkal [26] developed a methodology to cluster parts in families while considering RMS properties in composite similarity metric and proposed a composite similarity metric for the part family formation of RMS.
-
Analysis of tool approach direction, process plans, and generation of operation precedence graph carried out depending upon the optimal selection of operation clusters (OC) carried out. Shabaka and Elmaraghy [28] outlined in detail an approach to generate machine configuration through the creation of operation clusters (OCs).
-
OCs are further applied in detailing and selecting possible RMT configurations, machine tools, machine modules, and optimal machines/tool selection.
-
The next phases in the design framework give details about system-level design features selection and their optimization to achieve optimal RMS design. System-level design features of RMS comprise configuration design, RMS scheduling, RMS layout design, and machine selection and their optimization. This paper’s literature review section summarizes research findings that take configuration, layout design, and machine selection into consideration.
-
In the final stages, RMS design work is carried out in an integrated approach considering two or more system-level design features at a time or a system can be designed considering one design feature. Then, the analysis of the designed RMS is carried out by evaluating the considered performance measures of the system.
4 Conclusion
RMS characteristics have the potential to act as a solution for challenges faced by industries due to changes in manufacturing systems. However, compared to traditional manufacturing systems, designing the RMS provides a substantial difficulty because it must be built to produce a wide range of variants and product generations efficiently over the period of its life. In designing RMS systems and putting them into practice with consideration of customized part families, the general design framework which has been presented in this paper will be significant. Based on the analysis of design processes, there is currently a dearth of research on how to effectively address RMS system-level design challenges in practice. It may be challenging to implement and test specific theories in the industrial case studies context, such as the design of reconfigurable machinery, production planning, and the design of reconfigurable processes, all of which currently present significant research challenges. It would be interesting to carry out further research in future to analyze how various companies implement the proposed framework and develop reconfigurable manufacturing systems.
Abbreviations
- RMS:
-
Reconfigurable manufacturing system
- NSF:
-
National Scientific Foundation
- ERC:
-
Engineering Research Center
- RMT:
-
Reconfigurable machine tool
- OC:
-
Operation cluster
References
Koren Y (2010) Globalization and manufacturing paradigms. Glob Manuf Revolut, 1–40
Koren Y, Shpitalni M (2010) Design of reconfigurable manufacturing systems. J Manuf Syst 29:130–141
Hasan F, Jain PK, Kumar D (2013) Machine reconfigurability models using multi-attribute utility theory and power function approximation. Procedia Eng 64:1354–1363
Tilbury DM, Kota S (1999) Integrated machine and control design for reconfigurable machine tools. IEEE/ASME Int Conf Adv Intell Mechatron, AIM 629–634
Koren Y, Galip A (2002) Reconfigurable manufacturing system having a production capacity method for designing same and method for changing its production capacity (12) United States Patent 1
Prasad D, Jayswal SC (2018) Reconfigurability consideration and scheduling of products in a manufacturing industry. Int J Prod Res 56:6430–6449
Bortolini M, Galizia FG, Mora C (2018) Reconfigurable manufacturing systems: literature review and research trend. J Manuf Syst 49:93–106
Katz R, Moon Y, Arbor A (2000) Virtual arch type reconfigurable machine tool design: principles and methodology 1 Introduction 2 RMT principles and characteristics as applied in the design of Virtual Arch Type RMT. 1–23
Aguilar A, Roman-Flores A, Huegel JC (2013) Design, refinement, implementation and prototype testing of a reconfigurable lathe-mill. J Manuf Syst 32:364–371
Wang W, Koren Y (2012) Scalability planning for reconfigurable manufacturing systems. J Manuf Syst 31:83–91
Goyal KK, Jain PK, Jain M (2013) A novel methodology to measure the responsiveness of RMTs in reconfigurable manufacturing system. J Manuf Syst 32:724–730
Youssef AMA, ElMaraghy HA (2006) Assessment of manufacturing systems reconfiguration smoothness. Int J Adv Manuf Technol 30:174–193
Dou JP, Dai X, Meng Z (2009) Precedence graph-oriented approach to optimise single-product flow-line configurations of reconfigurable manufacturing system. Int J Comput Integr Manuf 22:923–940
Hasan F, Jain PK, Kumar D (2014) Optimum configuration selection in reconfigurable manufacturing system involving multiple part families. Opsearch 51:297–311
Ashraf M, Hasan F (2018) Configuration selection for a reconfigurable manufacturing flow line involving part production with operation constraints. Int J Adv Manuf Technol 98:2137–2156
Sabioni RC, Daaboul J, Le Duigou J (2021) Optimization of reconfigurable manufacturing systems configuration: a literature review. Lecture Notes in Mechanical Engineering Advances in Design, Simulation and Manufacturing III. Springer
Yamada Y, Ookoudo K, Komura Y (2003) Layout optimization of manufacturing cells and allocation optimization of transport robots in reconfigurable manufacturing systems using particle swarm optimization. IEEE Int Conf Intell Robot Syst 2:2049–2054
Reza Abdi M (2009) Layout configuration selection for reconfigurable manufacturing systems using the fuzzy AHP. Int J Manuf Technol Manag 17:149–165
Maganha I, Silva C, Ferreira LMDF (2019) The layout design in reconfigurable manufacturing systems: a literature review. Int J Adv Manuf Technol 105:683–700
Touzout FA, Benyoucef L (2019) Multi-objective multi-unit process plan generation in a reconfigurable manufacturing environment: a comparative study of three hybrid metaheuristics. Int J Prod Res 57:7520–7535
Arnarson H, Yu H, Monland M, Arild B (2023) Towards smart layout design for a reconfigurable manufacturing system 68:354–367
Galan R, Racero J, Eguia I, Garcia JM (2007) A systematic approach for product families formation in reconfigurable manufacturing systems. Robot Comput Integr Manuf 23:489–502
Goyal KK, Jain PK, Jain M (2013) A comprehensive approach to operation sequence similarity based part family formation in the reconfigurable manufacturing system. Int J Prod Res 51:1762–1776
Wang G, Huang S, Shang X, Yan Y, Du J (2016) Formation of part family for reconfigurable manufacturing systems considering bypassing moves and idle machines. J Manuf Syst 41:120–129
Huang S, Yan Y (2019) Part family grouping method for reconfigurable manufacturing system considering process time and capacity demand. Flex Serv Manuf J 31:424–445
Shivdas R, Sapkal S (2023) Proposed composite similarity metric method for part family formation in reconfigurable manufacturing system. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-10849-9
Benyoucef L, Kumar G, Kumar Goyal K et al (2020) Reconfigurable design to systems: from manufacturing implementation
Shabaka AI, Elmaraghy HA (2007) Generation of machine configurations based on product features. Int J Comput Integr Manuf 20:355–369
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Shivdas, R., Sapkal, S. (2024). Reconfigurable Manufacturing System Generic Design Framework for System-Level Design. In: Bhardwaj, A., Pandey, P.M., Misra, A. (eds) Optimization of Production and Industrial Systems. CPIE 2023. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-99-8343-8_20
Download citation
DOI: https://doi.org/10.1007/978-981-99-8343-8_20
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8342-1
Online ISBN: 978-981-99-8343-8
eBook Packages: EngineeringEngineering (R0)