
Abstract
The advantages of using waste sources from thermal power plants to produce unfired bricks bring the dual effect of not losing the wasteland area, solving the problem of environmental pollution, and creating a source of raw materials for production. Fly ash and bottom ash from a thermal power plant are used in the production of unfired bricks in this study. These two raw were used to substitute cement and crush stone, respectively at several contents in brick mix proportion. The properties of unfired brick were evaluated according to the results of physical tests along with compression, bending, abrasion, adhesion, and pull-out tests. The test results of bottom ash and fly ash showed the quality and applicability based on physical and chemical properties. Testing on bricks corresponding to different grades shows that the properties of bricks have a clear classification.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
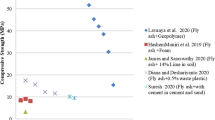
The accumulation of unmanaged industrial waste in developing countries is intensifying, causing negative environmental impacts. However, an effective solution for the beneficial environment and economy is applying those waste to construction materials. Industrial waste includes flying ash (FA) and bottom ash (BA), by-products from the thermal power plant have been widely used as a replacement for cement and aggregate in the production of concrete blocks and bricks [1]. In fact, FA is used as a lean additive in clay brick, and it is suggested that the limit of 5% and 20% FA for using as severe and moderate weather-resistant bricks. However, the defects in the fired clay brick could be reduced by using FA [2]. For unfired bricks, the study by Freidin [3] showed that by using FA and BA and under forming pressure of 4 MPa, the bricks had compressive strength of 3.5–20 MPa and water absorption of 5.8–38.4%. Antoni [4] also found that FA and BA can substitute 31% cement and 24% sand, respectively for an optimum mix design with an aggregate/binder ratio of 8.6. The compressive strength obtained at least 19.8 MPa and the water absorption of 15% with a compaction pressure of 66.9 MPa using a Vibro compaction method to make hollow concrete blocks. In another research, it was deduced that the compressive strength of bricks decreases with increasing fly ash content. When fly ash content substitutes 20–30% of the total binder weight, the strength of bricks is reduced from 1.1 to 1.3 times as fly ash is not used, whereas the effect on water absorption is insignificant [5]. Naik [6, 7] specified that compressive strength is improved while water absorption was reduced by using FA at cement replacement of around 30%. On the flip side, strength and density decrease when using BA as 25–35%. Thus, the bricks would be classified as medium-weight products. Even though the drying shrinkage of bricks increased by adding FA and BA, it yet exceeded the limit. According to Naik [6] and Naganathan [8], unless the strength of brick is not vital, should avoid completely replaced sand with BA, such as using as facing brick. Conversely, the combination of FA and BA met the water absorption limit requirement of bricks. In a recent research, Balasubramaniam [9] has tried to utilize several industrial waste materials, including BA to fly ash brick. As a result, the BA mix bricks had slight increase in water absorption compared to FA bricks due to the hallow particles of BA which leads to porosity. In general, using byproducts from coal combustion as a replacement of cement and crush stones seems to be able to produce unfired bricks with good quality, provided that mix design and compaction are suitable [10].
In this study, the performance of unfired bricks with various contents of FA and BA as cement and crush stone substitutions was investigated. After collecting data about the source of materials at Duyen Hai thermal power plant in Tra Vinh province, experiments were conducted on samples taken from the landfill to determine the physical and chemical criteria and design the grades of unfired bricks from fly ash and bottom ash. Along with the compression test, bending, abrasion, adhesion, and pull-out tests were conducted. Subsequently, the feasibility of utilizing fly ash and bottom ash in unfired bricks was evaluated based on the performance.
2 Materials and Method
2.1 Materials
The samples of fly ash and bottom ash are mixed samples taken at the landfills of the thermal power plant with specifications in accordance with the regulations and specified types of experiments. Samples were taken from at least 5 places in a landfill; each place takes at least 3 specimens and mixes them together to ensure the most representative results. The weight of each representative sample is about 1000 kg of fly ash, and about 1000 kg of bottom ash for testing and trial production of about 300–500 bricks.
The binder used in this study was Portland cement PCB40 with an ultimate compressive strength of over 48 MPa, tested according to TCVN 6016:2011 [11]. Mineral inorganic polymer (MIP) was used as an additive to improve the working performance of the brick.
2.2 Method
Parameters for evaluating the usability such as physicochemical properties were tested according to appropriate standards [12, 13], including water absorption, specific gravity, chlorite, sulfate, and sulfite contents (Table 1). In fact, the number of experiments that need to be repeated at least 3 times per sample. Additionally, parameters for environmental impact assessment were the chemical composition of water at BA landfills as shown in Table 2.
Several mixtures of FA and BA combined with crushed aggregate (CA), cement, and MIP with different mix designs were cast with the 4-hole hollow brick size of 80 × 80 × 180 mm according to the criteria [17]. MIP was added into the mixes G1-M, G2-M, G3-M, G5-M, G6-M, G7-M, and G9-M by 2.5% (w/w). Specimens were then cured in room condition (around 30 ℃ and humidity of over 95%) for 28 days. After curing, the specimens with 16 grades were tested for geometrical dimensions, compressive strength (Rc) and flexural strength (Ru), water absorption, density, abrasivity, adhesion strength, and pull-out strength according to [17, 18]. For the sake of reliability, values with errors exceeding 15% on average were eliminated, and the test result is the average of the rest.
3 Test Result and Discussion
The mix proportions of 16 mixtures are illustrated in the figures to assess their variation on the properties of the brick. Figure 1 shows the strength, Rc, and Ru of mixes with different composition ratios of cement, FA, BA, and CA. As seen in Fig. 1, the variation in the composition ratio has significant effects on the strength. As FA content is over 50% (w/w), and cement content less than 20% (w/w), the Rc is critically low and practically unaccepted in accordance with the criteria of 5.0–7.5 MPa. The mixes with high content of BA are considered to have high strength unless the FA content exceeds 40% (w/w) as seen in mixes G8 and G9-M. In the case of this study, there is no obvious difference in using BA instead of CA. The presence of MIP seems to lower the strength when comparing mixes G1, G2, and G3 to mixes G1-M, G2-M, and G3-M. It could be by the inhibition of inorganic polymer to some extent the activity of cement. Besides, it can be observed in Fig. 1 that Rc and Ru have a similar trend.

The effect of composition ratios in the mix on Rc and Ru
Figure 2 illustrates the relationships between the density and Rc, and between the density and water absorption with good regression coefficients of 0.85 and 0.78, respectively. It indicated that bricks with higher density bring up higher Rc, and vice versa for water absorption. As collating Figs. 1 and 2, it can be deduced that the strength and water absorption can be presumed by the density. Based on that, with high content of FA, the mixes have high water absorption and low density. However, all mixes exceed water absorption criteria of 12% [17] since the high dosages of FA of 40–80% (w/w), which have a significant effect on the water absorption according to Nguyen [5]. In the next stage, to avoid cumbrousness in assessment, mixes with high content of FA and without BA are omitted due to their insufficient strength.

The relationships between the density, Rc, and water absorption
The abrasivity or abrasion volume was determined by the length of the groove created on the surface of the specimen after being grinded by the rotating disc under specified conditions using an abrasive material. The high abrasivity indicates low resistance to abrasion. In Fig. 3, mixtures with high content of FA and low content of cement have high abrasivity due to the fine gained structure. MIP seems to have a faulty effect on the abrasion resistance. The less abrasivity can be found in the mixtures containing much BA or CA since the coarse-gained BA and CA is stiff and prevents abrasion.

The effect of composition ratios on the abrasivity
The adhesion of brick and the mortar of sand and cement with the strength of 7.5 MPa is shown in Fig. 4. A hard and solid structure of the brick would sustain particles at the surface from separation. Therefore, the adequate content of cement ensures good adhesion. Namely, it is noticed that high adhesive strength can be seen in mixes with cement content of 20% (w/w) and over. Besides, increasing FA content and/or decreasing BA content can mend the solidity at the surface, and hence, improve the adhesion. Moreover, the high water absorption of FA, as seen in Table 1, is also a significant influence. The use of MIP seems to enhance the adhesive strength when comparing mixes G1-M, and G2-M to mixes G1, and G2 respectively.

The effect of composition ratios on the adhesion with mortar
The pull-out strength on a bolt anchor driven in the drilled brick is shown in Fig. 5. It can be considered that the full-out strength of the mixes has a similar trend to the strength (see Fig. 1), especially the flexure strength. The stiff structure induces friction and binding on the bolt anchor. Besides, it was observed that mixes G2, G2-M, and G6-M were broken while drilling; on the contrary, mixes G3, G3-M, G4, G8, and G9-M were firm and difficult to drill; the rest could be effortlessly drilled.

The effect of composition ratios on the pull-out strength
4 Conclusion
Unfired brick samples were fabricated from FA and BA, then tested for physical and mechanical properties. The results show some advantages can be seen as follows: most brick samples have a uniform colour, smooth surface, and few defects. Some mixes achieve high compressive strength and adhesive strength with appropriate mix proportions. Those mixes are sturdy, difficult to drill, and not broken when drilling. However, there are still some disadvantages such as some specimens have uneven surfaces due to unfilled areas and chipped edges. The mixes with high content of FA have low compressive strength and do not meet the required strength. All mixes have high water absorption, which exceeds the specification for unfired brick. MIP, in this case, showed effects on improving the adhesion but reducing the strength and the resistance to abrasion.
Therefore, in terms of this study, the quality of the bricks can be temporarily classified into 3 levels: fine quality includes mixes G4 and G8; acceptable quality includes mixes G3 and G9-M, and unacceptable quality is the rest. For the effectiveness aspect, mixes G8 and G9-M are prospective due to the utilization of FA and BA in large quantities and the less use of cement. It is recommended that positive brick mixes including CP3; CP4; CP8; CP9-PG need to be studied on mass samples before practical application.
References
Ngo SH, Huynh TP (2017) Effect of fly ash content on engineering properties of unfired building bricks. The University of Danang, J Sci Technol 4(11):32–36
Abbas S, Saleem MA, Kazmi SMS, Munir MJ (2017) Production of sustainable clay bricks using waste fly ash: mechanical and durability properties. J Build Eng 14:7–14
Freidin C (2007) Cementless pressed blocks from waste products of coal-firing power station. Constr Build Mater 21:12–18
Antoni A, Hardjito D (2011) The influence of compaction methods on the properties of hollow concrete bricks utilizing fly ash and bottom ash. In: Proceedings of the third international conference of European Asian civil engineering forum. Yogyakarta, Indonesia
Nguyen MCT (2022) Effect of fly ash content on mechanical properties of unburnt concrete bricks. J Constr 3:107–109
Naik TR, Kraus RN, Chun YM, Ramme BW, Singh SS (2003) Properties of field manufactured cast-concrete products utilizing recycled materials. J Mater Civ Eng 15(4):400–407
Naik TR, Kraus RN, Chun YM, Botha FD (2005) Cast-concrete products made with FBC ash and wet-collected coal-ash. J Mater Civ Eng 17(6):659–663
Naganathan S, Subramaniam N, Mustapha KNB (2012) Development of brick using thermal power plant bottom ash and fly ash. Asian J Civ Eng 13(1):275–287
Balasubramaniam T, Sharan Karthik PM, Sureshkumar S, Bharath M, Arun M (2021) Effectiveness of industrial waste materials used as ingredients in fly ash brick manufacturing. Mater Today: Proc 45:7850–7858
Kim HM, Tung-Chai L (2022) Chapter 2—Utilization of coal fly ash and bottom ash in brick and block products. In: Low carbon stabilization and solidification of hazardous wastes, pp 355–371
TCVN 6016:2011, Cement—Test methods—Determination of strength, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 7572:2006, Aggregates for concrete and mortar—Test methods, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 141:2008, Portland cement—Methods of chemical analysis, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 6492–2011, Water quality—Determination of pH, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 6194–1996, Water quality—Determination of Chloride, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 4560–1988, Wastewater—Method for determination residue content, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 6477-2016, Concrete bricks, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
TCVN 6355-2009, Bricks—Test methods, Vietnamese Standard, Ministry of Science and Technology, Hanoi, Vietnam
Acknowledgment
This research is funded by VNU-HCM under grant number DS2021–20-02. We acknowledge Ho Chi Minh City University of Technology (HCMUT), VNU-HCM for supporting this study.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Phuong Huynh, H.K., Le, T.A., Vo, H.V. (2024). Study on Properties of Unfired Brick Fabricated from Fly-Ash and Bottom-Ash from a Thermal Power Plant. In: Reddy, J.N., Wang, C.M., Luong, V.H., Le, A.T. (eds) Proceedings of the Third International Conference on Sustainable Civil Engineering and Architecture. ICSCEA 2023. Lecture Notes in Civil Engineering, vol 442. Springer, Singapore. https://doi.org/10.1007/978-981-99-7434-4_98
Download citation
DOI: https://doi.org/10.1007/978-981-99-7434-4_98
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-7433-7
Online ISBN: 978-981-99-7434-4
eBook Packages: EngineeringEngineering (R0)