
Abstract
The manufacturing of OPC falls as a second cause after the automobile as the main carbon dioxide source that polluted the atmosphere. Nowadays, sustainable development of industrial waste is crucial in building construction. Hence, seeking an alternative option to the current most costly, resource-consuming OPC is inevitable. The introduction of geopolymer has an impact on the environment and is widely used as a replacement for OPC. This research investigated the mechanical performance of fly ash-based geopolymer bricks. OPC was partially replaced by some amount of fly ash with various percentages ranging from 0 to 30%. The bricks were made of OPC, fly ash, sand and water. The test specimens were cubic and cylindrical in shape, which were prepared for the compressive and splitting test, respectively. Both tests were performed in accordance with ASTM C39 and ASTM C496. Cubic specimens were tested for compressive strength at a pace rate of 0.9 kN/mm and cylinder specimens were tested for splitting test at a pace rate of 1 kN/min. The added fly ash has a significant effect on the bricks’ mechanical behaviour. A replacement of OPC with 20% of fly ash gave the highest value compared to 10 and 30% fly ash for both compressive and splitting test. This indicates that the added fly ash as a minor replacement to OPC can improve the characteristics of the bricks, thus can be effectively utilized by the structural industry.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Geopolymer
- Fly ash
- Ordinary Portland Cement (OPC)
- Compressive strength
- Splitting tensile strength first section
14.1 Introduction
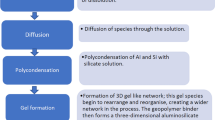
The introduction of geopolymer give an impact to environment and is widely used as a replacement for ordinary Portland cement. Geopolymer is a mixture of cement and ash. By using geopolymer fly ash based some factors can be reduced such as greenhouse gas emission and environmentally friendly construction. Geopolymer is a replacement of cementitious material that contain source material which are rich in silica and alumina. The application of broader include fire resistance coating, toxic and waste encapsulation, cement and concrete etc. Geopolymer bricks can produce ceramics bricks by using polycondensation process [1].
The geopolymer application also used also include in coating application which resulted to thermal insulation but the preparation of paraffin-based is needed [2]. Also, it is proven as a non-combustible structural material and appropriate for construction on building that involve with high degree of temperature which acts as fire resistance but consume less cost [3]. Geopolymer bricks is an example of friendly material from fly ash. The application of geopolymer become more popular because the amount of waste being disposed into the landfill is increased globally. Basically, fly ash is fused and float out of the furnace. As it rises, it cools and solidifies into spherical glass particles which called as fly ash. The fly ash is collected with bag filters or electrostatic precipitator. A geopolymer bricks is a mixture of ash and cement. It is introduced to sustain the good environment. The production of ordinary Portland cement caused higher carbon dioxide because the process focussed on heating and combustion. In contrast, geopolymer brick only produce with an estimation of less than 40% emission. Moreover, it is recommended to utilize because it can gain ultimate strength within 24 h [4]. Even though geopolymer bricks is a game changing in construction industry, its mechanical behaviour properties still need to be evaluated. The ratio of the ash and cement should be correct in order to gain high strength [5]. This is because to maintain the good condition of long-term mechanical properties.
The geopolymer bricks can reduce up to 80% of carbon dioxide gases that caused by the ordinary cement. Although geopolymer solve cement production problem, the properties of geopolymer bricks are vary due to different percentage and has no standard percentage mixture. Based on previous study, a few types of ash has been studied such as pond ash and crusher sand ash. The optimum level of strength of pond ash is found to be at 40% [6]. However, the optimum level of strength of crusher sand ash is at 20%. Therefore, this research is focussed on mechanical behaviour of geopolymer bricks at different percentage to investigate the optimum amount of fly ash will affect the bricks mechanical performance.
14.2 Methodology
The methodology involves specimen preparation and experimental testing. Samples were prepared with four different composition of fly ash which are 0, 10, 20, and 30%. There will be three specimens for each composition. Compressive and splitting test were performed according to ASTM C39 and ASTM C496, respectively. The data were recorded and observed for further analysis. Figure 14.1 shows an overview of the research work.

Research flowchart
14.2.1 Fly Ash Chemical Analysis
A handheld XRF spectrometer was used to analyze the element of fly ash. It released 50 kV X-ray tube that is characteristic of a specific element which is registered by the detector in the XRF meter. The fly ash was placed in a tube inside the handheld analyser. The x-ray signal was then released from the front end of the analyser.
14.2.2 Specimen Preparation
The test specimens were cubic bricks of 50 × 50 mm and cylindrical bricks of 50 mm (d) × 100 mm (h). Cube bricks and cylinder bricks were prepared according to the dimension followed. Figure 14.2 shows sample dimension for both cube and cylinder geometry.

Sample dimension (a) cube and (b) cylinder
Mixing Process. Fly ash, OPC and sand are first mixed and the mixture blended on a watertight non-absorbent platform until change to uniform colour. The binder mixture at a cement-to-fly ash ratio of 90:10% (by weight) when making the geopolymer bricks. The mixture was blended for 10 min after the water was added. Then the process repeated with different percentage of fly ash, 10, 20, and 30% respectively. The w–c of water is 0.38.
Moulding Process. The mixture was then inserted into the half the mould first. Then a tamping rod was used stroke the mixture. The strokes were 25 times for each specimen. This is because to allow the layer of the mixture to close any holes left and to release any big bubbles of air that might have been trapped. After that, the specimen was left under the room temperature for 24 h before demolding it.
Curing Process. The curing process will be 28 days and all the specimens were put into the curing pool shown in Fig. 14.3 at the temperature of 23 °C.

Curing pool
14.2.3 Mechanical Testing
Compressive strength was conducted at pace rate of 0.9 kN/s while splitting tensile strength was conducted at pace rate of 1 kN/min.
Compressive Test. ELE ADR Auto Compressive Strength & Bending Test Apparatus was used for compressive strength test. The capacity of this machine was 3000 kN. The pace rate for load was 0.9 kN/s which was automatically set for cubic specimen for the size of 50 mm. The load was continuously applied until the specimen failed. The result of compressive strength will be appeared on the screen of the machine. The test will be running for two times for each specimen to get average value. Figure 14.4a, b show a ELE ADR Auto Compressive Strength & Bending Test Apparatus, respectively.

Compressive test equipment, (a) auto compressive machine and (b) bending test machine
Splitting Test. The splitting tensile machine that has been used was iIPC iUTM-1000 Universal Testing Machine. The capacity of this machine was 1000 kN. The pace rate for load was 1 kN/min the cylinder specimen. The load was continuously iapplied until the specimen failed. The result of splitting tensile will be displayed ion the computer which was connected to the machine. The computer was set up the iproperties of ithe specimen such as dimension and monitor the splitting tensile testing. The test will ibe running ifor itwo itimes ifor ieach ispecimen to get average value. Figure 14.5a shows the IPC UTM-1000 Universal Testing Machine that has been used for the testing while Fig.14.5b shows the computer that monitor the splitting tensile test and record the result.

Splitting Test, (a) IPC UTM-1000 Universal Testing Machine and (b) Computer to monitor and record the splitting tensile testing
14.3 Results and Discussions
14.3.1 Fly Ash Chemical Analysis
The composition of fly ash was assessed and presented in Table 14.1. The primary compounds that have been determined in fly ash were oxides of silicon which consisted 67.709%, aluminium oxide contained 14.889%. In a previous research [7], they stated that the fly ash can actually be classified either Class F or Class C based on the its composition. Class F has low calcium fly ash which is less than 10% while Class C has more 20% of calcium. Hence, the fly ash used for this experiment was categorized as Class F type because the calcium is only 4.639%. Although, the previous research [8] assessed that the presence of silicon dioxide, aluminium oxide and calcium oxide contributed to high strength. Graph in Fig. 14.6 shows the composition of Fly Ash and OPC.

Comparison percentage between composition of fly ash and OPC
This indicates that the high reaction of silica content requires the formation of high formation of aluminosilicates which resulting in high mechanical strength of the resulting material. The fracture of the specimen is one of the fundamental mechanical behaviours due to essential role in the crack growth of the brick’s structural elements.
14.3.2 Fracture Analysis
For compressive strength fracture, the crack was initiated from the edge. Then the specimen was considered failed when the new crack propagate and reached at another edge. The crack on the specimen appeared as in diagonal cracking. The specimen was split into two where there was no crack propagation even after the load was continuously applied until the specimen fracture. Besides that, the surface of the specimen was basically rough and flat fracture as the failure occur along the middle of vertical diameter. Figure 14.7 shows the fractography of the specimen.

Fractography surface of specimen: (a) Cube and (b) Cylinder
14.3.3 Compressive Strength
The optimum percentage of fly ash for this study was 20% replacement of fly ash. In addition, when the ash was replaced the OPC by 20%, the results achieved was the highest, 43.355 N/mm2 compare to 10 and 30% of fly ash which was 40.38 and 41.885 N/mm2. Table 14.2 shows compressive strength at different percentage of fly ash. Figure 14.8 shows the comparison of compressive strength between this research and previous research by Awodiji and Onwuka [9]. Percentage error was calculated to compare the compressive strength values. The error obtained was in the range of 40–60%. However, the trend shown in Fig. 14.8 is similar where the highest value obtained at 20% added ash and OPC. Current compressive strength are higher than previous research due to fly ash were added to the mixture. This explained that added fly ash gives a significant effect to the compressive strength.

Comparison of compressive strength between this research and previous research
14.3.4 Splitting Tensile Strength
Table 14.3 shows the tensile strength at different percentage of fly ash comparing with previous research by Olujide, 2017 [10] while Fig. 14.9 shows the trend of splitting strength values at different percentage ash and OPC. The strength was the highest when no fly ash was added which is 14.666 N/mm2. The values keep decreasing with added fly ash from 10 to 30%. Splitting strength for 10, 20, and 30% fly ash were 13.152, 12.361, and 11.652 N/mm2, respectively. Percentage error was obtained in the range of 77–86% which is considered high. This is due to fly ash was added replacing the OPC. Splitting strength for fly ash specimens were high compared to previous research which were used OPC. This shows fly ash give a significant effect to splitting strength.

Comparison of splitting tensile strength between this research and previous research
14.4 Conclusion
Both testing results show that the percentage replacement of fly ash was optimum when added 20% with the concrete mixture. The compressive strength data was validated with the previous studies’ results which use OPC in the cement mixture. Both results (current and previous) show the same fluctuate trend of compressive strength. The compressive strength was higher at 20% fly ash which is 43.355 N/mm2. For splitting tensile strength, the results for this project can be wrapped up to has higher strength compare to other bricks that have no fly ash added. Previous studies used different technique which can affect the splitting tensile strength. For this research, geopolymer bricks achieved higher splitting tensile strength at 20% compare to 10 and 30% which is 13.361 N/mm2.
References
Ferone C, Colangelo F, Cioffi R, Montagnaro F, Santoro L (2011) Mechanical performances of weathered coal fly ash based geopolymer bricks. Proc Eng 21:745–752. https://doi.org/10.1016/j.proeng.2011.11.2073S
Zhang C, Zhu JK, Sin O, Mok PKT (1999) A novel ultrathin elevated channel low-temperature poly-Si TFT. IEEE Electron Device Lett. 20:569–571
Kumar SG, Aleem MIA, Dinesh S (2016). Application of geopolymer concrete. Int Res J Eng Technol 96–99
Lv X, Guo P, Liu H, Cui L, Cui X (2018) Preparation of paraffin-based phase-change microcapsules and application in geopolymer coating. J Coat Technol Res 15(4):867–874. https://doi.org/10.1007/s11998-018-0071-6
Lyon RE, Sorathia U, Balaguru PN, Foden A, Davidovits J, Davidovics M (1996) Fire response of geopolymer structural composites. In: Proceedings of the First International Conference on Fiber Composites in Infrastructure (ICCI ’96). pp 972–981
Nuruddin MF, Malkawi AB, Fauzi A, Mohammed BS, Almattarneh HM (2016) Geopolymer concrete for structural use: recent findings and limitations. IOP Conf Ser Mater Sci Eng 133(1). https://doi.org/10.1088/1757-899X/133/1/012021
Simon S, Hemamathi A, Jenishtalouis J (2019) Strength assessment on flyash based geopolymer concrete. Int J Innov Technol Explor Eng 9(1):3956–3960. https://doi.org/10.35940/ijitee.A5034.119119
Tanikella P, Olek J (2017) Updating physical and chemical characteristics of fly ash for use in concrete. 112. https://doi.org/10.5703/1288284315213
Awodiji CTG, Awodiji OO, Onwuka DO (2016) Re-Investigation of the compressive strength of ordinary portland cement concrete and lime concrete. Int J Geol Agric Environ Sci 4
Olujide O (2008) Ph.D, Concrete as a promising structural material. Int Res J Eng Sci Technol (IREJEST) 5(1)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Padzi, M.M., Zahir, N.S., Ali, M.R.M. (2022). Mechanical Characteristics of Fly Ash-Based Geopolymer Bricks. In: Abdullah, S., Karam Singh, S.S., Md Nor, N. (eds) Structural Integrity Cases in Mechanical and Civil Engineering. SDMMS 2020. Structural Integrity, vol 23. Springer, Cham. https://doi.org/10.1007/978-3-030-85646-5_14
Download citation
DOI: https://doi.org/10.1007/978-3-030-85646-5_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-85645-8
Online ISBN: 978-3-030-85646-5
eBook Packages: EngineeringEngineering (R0)