
Abstract
Springback is a crucial factor that influences the feature of sheet metal in the sheet metal forming (SMF). In SMF operations, springback of the component during unloading mostly determines whether the component confirms to the design dimensions and tolerances. The aim of the current work is to analyze the importance of forming parameters on the responses: punch force and springback in U-Bending of SS 304. Strip length, punch speed and lubricant with three levels each have been considered in the current work as the forming parameters. The effects of different process parameters on U-bending of sheet metal have been investigated by conducting experiments on SS 304. Experiments have been conducted as per Taguchi’s L9 orthogonal array. The optimum conditions have been determined based on their effect on punch force and springback of the sheet metal.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The sheet metal forming method includes a mixture of elastic–plastic bending and stretch deformation of the sheet. These deformations might prompt a lot of springback of the formed sheet metal part. Springback represents a challenge for manufacturers who desires to meet specific dimensions. It is wanted to anticipate and diminish springback with the goal that the last part dimensions can be controlled however much as could reasonably be expected. Significance of the springback calculation is noteworthy from the economical point [1]. Ayres [2] proposed the utilization of various advance procedure to diminish springback in stamping tasks. Liu [3] proposed to shift the holding pressure amid the forming procedure in the way of giving tensile pre-loading to lessen the springback in the formed component. Chou and Hung [4] considered the impact of process factors of the strategies utilized to lessen springback by an optimization procedure for U channel parts. Chan et al. [5] investigated on the springback effect on sheet metal bending by considering various die-punch parameters like punch angle, punch corner radius and die-shoulder radius by performing FEM analysis. Reche et al. [6] studied on air bending tests by considering the effect of bending angle, sheet thickness and loading conditions on spring back. A lot of efforts have been carried out to eliminate the springback, most of them mainly focused on the optimization technique by considering draw-beads, bend curvature radius, punch forces and blank holder force [7, 8]. Maia et al. [9] investigated the U-rail to compare various optimization techniques and prediction tools, with an aim of finding capable strategies for springback compensation. Kakandikar and Nandedkar [10] investigated the process parameters which influences the springback by using optimization technique on automotive component. Vasudevan et al. [11] investigated on the springback of electrogalvanised steel sheet by considering many process parameters and also coating of the materials along with its geometrical parameters and concluded that the punch speed, die opening along with sheet orientation has high influence on the springback. Buang et al. [12] investigated on the stainless steel sheet by considering the effect of the die and punch radii on the springback of V-die bending process and concluded that the springback decreased by decreasing the die and punch radii. Maske and Sawale [13] studied the optimized parameters on the springback effect on aluminum sheet considering the effect of temperature and gauge of the sheet and concluded that the temperature affects the springback phenomenon and their optimized condition is found out. Gautam et al. [14] compared both the numerical and experimental results of springback in 3 ply cladded sheet metal by considering orientation of the sheet metal and concluded that the specimens oriented along the transverse direction have a greater springback when compared to the perpendicular direction.
Only very few of the earlier works have focused on the optimization of forming parameters in sheet metal U-Bending of SS 304. Thus, the aim of the current work is to optimize the forming parameters so as to minimize the punch force and springback using Taguchi Method.
2 Materials and Method
2.1 Tool and Workpiece Material
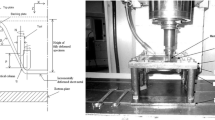
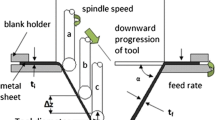
Strips made up of SS 304 with thickness of 1 mm were used for the current study. Tables 7.1 and 7.2 shows the chemical composition and mechanical properties of SS 304 respectively. Tools such as punch and die are made of tool steel and their dimensions are shown in Table 7.3. The schematic illustration of tools used in the present study is shown in Fig. 7.1. The fabricated experimental setup is attached to the Universal Testing Machine (UTM) is as shown in Fig. 7.2. Figure 7.3 represents the deformed images of the sheet metal after measuring of springback angle.

Schematic illustration used in the study for U-bending

Experimental setup for U-bending

Deformed images after forming the sheet metal
2.2 Design of Experiments Using Taguchi Method
Taguchi method is used for various problems with multiple parameters due to its practicality and robustness [15, 16]. In Taguchi method, optimization refers to the purpose of best levels of control factors; these best levels are that which maximizes the Signal-to-Noise (S/N) ratios. In this method, the experiments are conducted based on Orthogonal Arrays to conclude the best levels. Strip length, punch speed, and lubricant are the three factors were considered for the experimental outline. Each factor has three levels. So L9 Orthogonal Array (OA) was shaped in light of the three factors three-level design. The decision of a suitable OA relies upon the measure of control parameters and its levels. To appraise the principle parameter impacts, the design should be Orthogonal and Balanced. Taguchi has arranged some orthogonal arrays that fulfills the over two properties for various number of parameter-level combinations [17]. Inferable from cost and other test confinements, in the present case, a fractional factorial plan with nine runs has been chosen out of the full factorial design, 33 = 27 runs. The combination of factors and their levels are recorded in Table 7.4. The recorded methodology of the Taguchi appears in Fig. 7.4. However, this technique helps in deciding the feasible combinations of factors and recognizing the best combination. This, in turn, implies that the resources (materials and time) required for the experiments are also minimum.

Robust design flowchart for Taguchi method
3 Results and Discussion
The main aim of the present study is to optimize the forming parameters like strip length, punch speed and lubricant to achieve low punch force and springback. U-Bending test is analyzed to get a better combination of forming parameters using Taguchi technique for a different set of combinations. Table 7.5 shows the experimental test conditions and its responses.
3.1 Effect of Forming Parameters on Punch Force
The influence of forming parameters on Punch force is shown in Fig. 7.5. The punch force increases with increase in strip length since the punch has to travel more distance along with strip into the die. For both punch and die the contact area is increased as the length of the strip increased, thereby the punch force increased as the length of the strip increased. Whereas there is only a minute variation with punch speed and lubrication on punch force. Similar results were observed from the literature work carried out by the authors [18]. In their work lubricant does not affect much on the punch force as the same results were observed in the present study.

Parameters affect plots on punch force
Table 7.6 represents the response for mean of means on punch force and it is observed that the most influencing factor on the punch force is the strip length followed by the punch speed and the lubricant. Since the punch travel is more for longer strip length with more contact time between the tools, so the punch force required is more for longer strips. Works carried out by different authors in the literature obtained almost the same results.
Table 7.7 represents the ANOVA results for punch force. It is observed that the strip length is the most influencing factor that affects the punch force and the percentage of contribution is about 99%. Meanwhile, the percentage contribution of punch speed and lubricant together is 1%.
3.2 Effect of Forming Parameters on Springback
The influence of forming parameters on springback is shown in Fig. 7.6. The springback increases with increase in strip length (18.5%) upon a length of 95 mm and then decreases a little (7.2%) for a strip length of 115 mm. Whereas there is only a minute variation with punch speed and also there are some interesting facts observed with the lubricants on springback with variations for different lubricants. Similar results have been observed by the authors in the literature [18]. Lubricants of different viscosity had an impact on the springback in their work similarly same results observed in the present work. The effect of punch speed on springback is not much observed by the literature studies also [19]. Only a minute variation of springback is observed in the present study also similar to the literature study.

Parameters affect plot on springback
Table 7.8 represents the response for mean of means on Springback and it is observed that the most influencing factor on the springback is the strip length and lubricant and only a minute influence by punch speed is observed. Similar results were also observed by the literature studies.
Table 7.9 represents the ANOVA results for springback. It is observed that the strip length and lubricant are the most influencing factors that affect the springback and the percentage of contributions is about 62.5 and 36.4% respectively. Similar results were observed with the literature studies, all the obtained results are validated with the works carried out by different authors in their works.
4 Conclusions
Sheet metal U-Bending was conducted on SS 304 and the forming parameters were analyzed in terms of punch force and springback by varying the strip length, punch speed, and lubricant. Using Taguchi method its optimum machining conditions were determined. Using ANOVA significance parameters were defined. From the present work, the following conclusions were drawn.
-
From the statistical analysis, it is observed that strip length is the most influencing parameter that affects both punch force and springback.
-
From Taguchi, the optimum forming parameters for punch force were identified as Strip length of 75 mm, Punch speed of 10 mm/min and engine oil as lubricant and are validated by the experiment. The punch force for the optimum conditions is observed as 10.4 kN.
-
From Taguchi, the optimum forming parameters for springback were identified as Strip length of 75 mm, Punch speed of 15 mm/min and mineral oil as lubricant and are validated by the experiment. The springback angle for the optimum conditions is observed as 4.5°.
-
Obtained results of both punch force and springback are compared to the literature works and a good agreement among the results is observed.
References
Gan, W., Wagoner, R.H.: Die design method for sheet springback. Int. J. Mech. Sci. 46(7), 1097–1113 (2004)
Ayres, R.A.: SHAPESET: a process to reduce sidewall curl springback in high-strength steel rails. J. Appl. Metalwork. 3(2), 127–134 (1984)
Liu, Y.C.: The effect of restraining force on shape deviations in flanged channels. J. Eng. Mater. Technol. 110(4), 389–394 (1988)
Chou, I.N., Hung, C.: Finite element analysis and optimization on springback reduction. Int. J. Mach. Tools Manuf. 39(3), 517–536 (1999)
Chan, W.M., Chew, H.I., Lee, H.P., Cheok, B.T.: Finite element analysis of spring-back of V-bending sheet metal forming processes. J. Mater. Process. Technol. 148(1), 15–24 (2004)
Reche, D., Besson, J., Sturel, T., Lemoine, X., Gourgues-Lorenzon, A.F.: Analysis of the air-bending test using finite-element simulation: application to steel sheets. Int. J. Mech. Sci. 57(1), 43–53 (2012)
Yoshihara, S., Manabe, K.I., Nishimura, H.: Effect of blank holder force control in deep-drawing process of magnesium alloy sheet. J. Mater. Process. Technol. 170(3), 579–585 (2005)
Marretta, L., Ingarao, G., Di Lorenzo, R.: Design of sheet stamping operations to control springback and thinning: a multi-objective stochastic optimization approach. Int. J. Mech. Sci. 52(7), 914–927 (2010)
Maia, A., Ferreira, E., Oliveira, M.C., Menezes, L.F., Andrade-Campos, A.: Numerical optimization strategies for springback compensation in sheet metal forming. In: Computational methods and production engineering, pp. 51–82 (2017)
Kakandikar, G., Nandedkar, V.: Springback optimization in automotive shock absorber cup with genetic algorithm. Manuf. Review. 5, 1 (2018)
Vasudevan, D., Srinivasan, R., Padmanabhan, P.: Effect of process parameters on springback behaviour during air bending of electrogalvanised steel sheet. J. Zhejiang Univ. Sci. A. 12(3), 183–189 (2011)
Buang, M.S., Abdullah, S.A., Saedon, J.: Effect of die and punch radius on springback of stainless steel sheet metal in the air v-die bending process. J. Mech. Eng. Sci. 8, 1322–1331 (2015)
Maske, N.A., Sawale, J.K.: Taguchi approach for investigation of springback effect in aluminum sheet. Int. J. Mech. Eng. Rob. Res. 2 (2013)
Gautam, V., Sharma, P., Kumar, D.R.: Experimental and numerical studies on spring back in U-bending of 3-ply cladded sheet metal. Mater. Today Proc. 5(2), 4421–4430 (2018)
Fei, N.C., Mehat, N.M., Kamaruddin, S.: Practical applications of Taguchi method for optimization of processing parameters for plastic injection moulding: a retrospective review. In: ISRN Industrial Engineering (2013)
Reddy, P.V., Reddy, B.V., Rao, P.S.: A numerical study on tube hydroforming process to optimize the process parameters by Taguchi method. Mater. Today Proc 5(11), 25376–25381 (2018)
Logothetis, N.: Managing for total quality: from Deming to Taguchi and SPC. Prentice Hall (1992)
Narayanasamy, R., Padmanabhan, P.: Influence of lubrication on springback in air bending process of interstitial free steel sheet. J. Mater. Eng. Perform. 19(2), 246–251 (2010)
Choi, M.K., Huh, H.: Effect of punch speed on the amount of springback in U-bending process of auto-body steel sheets. In: ICTP (2014)
Reddy, P.V., Ramulu, P.J., Madhuri, G.S., Govardhan, D., Prasad, P.R.: Design and analysis of deep drawing process on angular deep drawing dies for different anisotropic materials. IOP Conf. Ser. Mater. Sci. Eng. 149, 012 (2012)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Venkateshwar Reddy, P., Mohana Krishnudu, D., Pranavi, U., Janaki Ramulu, P. (2019). Optimization of the Forming Parameters in U-Bending for Punch Force and Springback Using Taguchi Method. In: Narayanan, R., Joshi, S., Dixit, U. (eds) Advances in Computational Methods in Manufacturing. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9072-3_7
Download citation
DOI: https://doi.org/10.1007/978-981-32-9072-3_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9071-6
Online ISBN: 978-981-32-9072-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)