
Abstract
This work aims at studying the influence of lubrication on springback in air bending of interstitial free steel sheets with three different orientations namely 0°, 45°, and 90° for the bending analysis. It is observed that lubrication on both punch and die shows the lowest springback compared to the dry conditions. The white grease is more effective in reducing the springback compared to dry and SAE30 oil. A statistical analysis was done to find out appropriate deviation of springback obtained from the experiments and from the material model. It is further noted that the springback exhibited a second-order polynomial relationship with the bend angle.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Metal forming is a near-net-shape manufacturing process by which various components used for automobiles and aircraft industry are made from sheet metal. The popularity of sheet metal products is attributable to their lightweight, good surface finish, and low cost. In press-brake forming, a flat sheet is placed over a die and a punch is lowered onto the sheet to form the bend. In air bending, the required angle is produced on the workpiece by adjusting the depth to which the punch enters the die opening (Fig. 1). This permits the punch to over bend the metal sufficiently to produce the required angle after springback. A series of investigation on air bending of sheet material has been carried out by many investigators due its importance as a metal forming process. The main advantage of the air bending process is by using a single combination of punch and die, various bend angles can be produced by adjusting the punch travel. It also requires less force for a given bend, thus preventing excessive strain on the press brake.

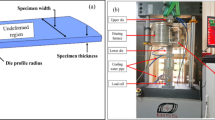
Schematic diagram of the experimental setup
The sheet material used in this investigation is Indian interstitial free (IF) steel showing excellent formability. Applications of IF steel are the development in material engineering in recent years. Vacuum degassed steels (Ref 1) containing very small amounts of titanium and niobium are known as IF steels. Since these additions combine with interstitially dissolved atoms of carbon and nitrogen and form separate precipitates of TiC, TiN, and NbCN, no carbon or nitrogen remains in ferrite solid solution.
A major problem associated with sheet metal forming is the springback, the geometric difference between the loaded condition and unloaded configuration and is affected by many factors such as orientation, punch radius, velocity, and lubrication conditions. Springback can be reduced through modifications in the tool design and bending process. In a production environment, however, the amount of springback also deviates due to variation in the lubricating condition.
The lubrication greatly influences the co-efficient of friction. The functions of lubrication are reducing the deformation load, increasing limit of deformation before fracture, minimizing die galling and wear, and cooling the workpiece/tool interface. The selection of lubricant depends on part geometry and the bending process. No single lubricant is optimal for all types of bending and all combination of work and die materials.This necessitates evaluation on an individual basis.
Several researchers evaluated the springback of sheet without considering the friction between tool and workpiece through experiments (Ref 2-4) and in analytical approach (Ref 5). Some studies described the friction behavior and usage of lubricants during bending process. Carden et al. (Ref 6) conducted draw bend test for various die radii, friction coefficients, and tensile forces. It was reported that friction and tool radii affect springback. Vallance and Matlock (Ref 7) studied the friction behavior of zinc-based coated sheet steels and laboratory scale friction analysis techniques that involve sheet sliding over cylindrical dies are considered. An analysis that describes data reduction methods along with a consideration of the force due to bending was also reported. Sanchez (Ref 8) focused on a systematic analysis of testing equipment as a measurement system of the friction phenomena on sheet metal under plane strain. It provides experimental references in order to optimize the usage of lubricants and sheet metal. Wenzloff et al. (Ref 9) introduced a new test procedure for the bending under tension friction test. Ragai et al. (Ref 10) discussed the effect of lubrication on the springback of stainless steel 410 during draw bending. The authors concluded that the lubrication was reducing the clamping force and increasing the springback. From the earlier literature, it is understood that a friction behavior during bending influences springback. Since lubrication modifies the friction behavior, it affects the springback significantly. Furthermore, the application of lubrication in bending is quite common in industries. The study of springback variation with lubrication during the bending is essential.
Although a quantum of research on springback in bending has been published, further research is still needed for the effect of lubrication on springback and this has not been previously attempted for an IF steel sheet. This paper is organized to present the experimental work first, followed by the discussion on effect of lubrication and the results were compared with material model reported in the literature. It concludes with motivation for new model that includes surface conditions. The air bending process is chosen as an evaluation problem because of its larger degree of springback.
Experimental Work
Several experiments were undertaken in order to determine the effects of lubrication (Dry, SAE30 oil and white grease), on the springback behavior of IF steel sheet in the air bending process.
Chemical Composition and Tensile Test
The chemical composition of the sheet metal was determined and listed in Table 1. The details of the mechanical properties are given in Table 2 and the average values were determined along three directions namely parallel (0°), diagonal (45°), and perpendicular (90°) to the rolling direction. To determine the mechanical properties, namely the strain hardening exponent (n), strength coefficient (K), yield strength (σy), ultimate tensile strength (S ut), plastic strain ratio, and its normal anisotropy \( (\bar{r}), \) tensile test were conducted for material at 0°, 45°, and 90° orientation to the rolling direction, using an Instron testing machine. It is observed that for each specimen orientation, there is a different r-value and it indicates that the sheet anisotropic properties depend on the orientation to the rolling direction.
Lubricant Properties
SAE30 oil has good wetting and spreading characteristics. Table 3 shows technical properties of SAE 30 oil.
In general, grease is petroleum or synthetic lubricating fluid oil that has been thickened by a solid or semisolid dispersion, commonly clay or soap. The additives are used to enhance grease performance properties. The technical properties of white grease are presented in Table 4.
Experimental Procedure
The dimensions of test samples were 120 × 40 mm2. For all of the experiments, the sheets were 1.2 mm thick. Three types of samples were prepared from the rolled sheet. One was along the rolling direction, another was transverse to the rolling direction, and third one was diagonal to the rolling direction. The stock from which blanks were cut must be flat enough for the blanks to be properly inserted into tooling and to remain in position during bending. The samples were cleaned thoroughly to remove the dust and rust by wiping. The surface roughness in three specimens (0°, 45°, and 90°) tested on surfaces varied from 0.78 to 0.8 μm.
The experiments were performed in a Universal Testing Machine (UTM) and the experimental setup consisted of a die and punch made of hardened steel. The die was mounted on the fixed platform provided on the UTM. The punch was mounted above the die on the movable head of the UTM. The alignment of the tool geometry under both loading and unloading conditions was verified systematically. The sample was located in proper position over the die with extreme care. The load was applied gradually and the punch was displaced to a proper depth to deform the sheet. The punch travel was stopped after a total depth of 30 mm was reached. For lubricated experiments, lubricant was applied to the punch only or the die only or to both. The lubricant that remained on the punch and die surfaces was wiped off after each experiment. A very fine emery paper was used to wipe the die surfaces and degreasing was done when changing between different lubricating conditions. Fresh lubricants were supplied for each experiment. Lubricated bending tests were performed at room temperature with a humidity of 35% ± 15%. The tooling geometries and process parameters used in the experiments are listed in Table 5. The tooling arrangement used in the experiments is shown in Fig. 1.
The punch force for bending and punch travel was recorded from the dial indicator and digital meter of UTM, respectively. The larger edge of the bent sample was coated with black ink and the impression of the bend profile was taken on a sheet of white paper. Then, the load was removed and again the impression of the profile was taken. The impression images were scanned. The angles of the scanned images were measured using CAD software (Ref 6). The difference between bend angles (θ1 − θ2), when the sample was subjected to load (θ1) and after removal of load (θ2) gives the springback angle. The above steps were repeated at different increment until the maximum depth was reached.
Theoretical Aspects
The phenomenon of springback after unloading is significant in the sheet bending process. The elementary bending theory is adopted to analyze the deformation of elastic unloading under the plain strain condition. It is assumed that the unloading moment is equal to the applied moment. The theoretical analysis presented in this paper concerns an analytical model on springback proposed by Samuel elsewhere (Ref 11).
where Δθ is the difference of the angle before and after unloading in bending; θ, experimental bend angle under load; ρ, neutral axis before unloading; ρ*, neutral axis after unloading; E, Young’s modulus; γ, Poisson’s ratio; w, width of the sheet; t, thickness of the sheet; n, strain hardening exponent; K, strength coefficient; and R, normal anisotropic value.
To find the appropriateness of the material model, a statistical analysis was proposed by Li et al. (Ref 12). In this method, the standard deviations (SDs) were computed on the basis of calculated and measured springback angles as follows:
where \( \langle \upsigma \rangle \) is standard deviation of response; \( \Updelta \uptheta_{\text{measured}}^{i} \) is measured response; \( \Updelta \uptheta_{\text{calculated}}^{i} \) is calculated response, and N is number of trials.
Results and Discussion
The intent of the analysis is to estimate the springback variation in IF steel sheets as a function of lubrication with respect to orientations only and several experiments were performed with combination of process variables with the punch radius (r = 8 mm) and punch velocity (v = 0.3577 mm/s) kept constant. For curves in graphs, second-order polynomial equation was adopted and the correlation coefficient (R 2) values are very close to unity indicating the suitability of the representation.
Effect of Lubrication on Springback
The springback angles for the samples tested using the lubricants were compared with the results from the dry condition tests. It was observed that the springback varies in polynomial second-order manner with respect to bend angle irrespective of orientations and lubrication.
Figure 2(a-i) show the relationship between springback and bend angle for 0°, 45°, and 90° orientations of sheet with different lubrication namely on punch, on die, or on punch and die. It is observed that as the bend angle increases, springback also increases irrespective of working conditions. The increase in springback is due to fact that as the bend angle increases, there is an increase in elastic recovery which occurs in the workpiece. By comparing the performance based on dry, SAE30 oil, and white grease lubricants, it is observed that springback is the least for white grease lubricant. This may due to the good adhesive property of the white grease.

(a) Variation of different springback angles with respect to the bend angle for punch lubrication only (0° orientation). (b) Variation of different springback angles with respect to the bend angle for die lubrication only (0° orientation). (c) Variation of different springback angles with respect to the bend angle for punch and die lubrication (0° orientation). (d) Variation of different springback angles with respect to the bend angle for punch lubrication only (45° orientation). (e) Variation of different springback angles with respect to the bend angle for die lubrication only (45° orientation). (f) Variation of different springback angles with respect to the bend angle for punch and die lubrication (45° orientation). (g) Variation of different springback angles with respect to the bend angle for punch lubrication only (90° orientation). (h) Variation of different springback angles with respect to the bend angle for die lubrication only (90° orientation). (i) Variation of different springback angles with respect to the bend angle for punch and die lubrication (90° orientation)
The effects of lubrication on springback is more significant for punch and die lubrication, less for punch lubrication, and die lubrication lies between them, for all the cases studied. It is suggested that an increase in the effective area of the lubrication was primarily responsible for the reduction in the springback.
Comparison with Material Model for Springback
The material model suggested (Ref 11) is used for analyzing of smaller curvature bending and it gives better agreement with experimental results. To find the appropriateness for larger curvature bending, Li’s statistical analysis (Ref 12) is carried out. In this, calculated springback value from material model and experimental springback values for punch and die lubrication and SAE30 oil and white grease lubricant were used. The SDs of springback for three orientations of SAE30 oil and white grease for punch and die lubrication are summarized in Table 6.
From the statistical analysis, it is found that there is a higher value of SD for all the cases. From the Table 6, it is also observed that for SAE30 oil and white grease lubricant, no significant variation of SD of springback with respect to orientations is found. The dry condition exhibits significant variation with respect to orientations and maximum SD along 0° to the rolling direction. For all the cases, SD value is minimum along 45° to the rolling direction. The average SD value is minimum for the white grease lubricant of punch and die lubrication which shows efficient when comparing with the other conditions (Dry/SAE30 oil). But these results indicate that there were inaccuracies in the material model (Eq 1) and it is not capable of predicting the springback accurately for larger curvature bending. By examining material model, the springback is much influenced by the strength coefficient and modulus of elasticity. But many other parameters such as punch radius, punch velocity, lubrication and lubricant, and width of the sheet also influence the springback. This may be the reason for the higher deviation. In the material model, there is no variation in springback for all types of lubrication and lubricants. But in the experimental work, significant variation is observed (See Table 6).
Conclusions
The main objective of the present work is to find out the optimum lubrication and lubricants during bending of IF steel sheet and the following conclusions can be reached.
-
The effect of lubricant on springback was examined and white grease is found to have a significant effect for all the material orientations and lubrication conditions.
-
The results also reveal that application of lubrication in the process will change the springback considerably irrespective of orientations.
-
The punch and die lubrication is more effective in reducing the springback than punch only or die only lubrication.
-
The experimental results show that the lubricant and lubrication technique selection (punch only or die only or both) is an important factor in developing successful bending operation.
-
The experimental springback findings for the IF steel sheet were also compared with an analytical model. The deviations between the experimental springback and material model springback were noted to be very large. It indicates that the springback variation is also a function of lubrication in larger curvature bending.
-
The experimental data are used to implement CAD/CAM sheet forming techniques, eventually reducing expensive and time-consuming trial and error techniques.
Abbreviations
- B :
-
width of the sheet, mm
- E :
-
Young’s modulus, MPa
- K :
-
strength co-efficient, MPa
- N :
-
number of measurements
- n :
-
strain hardening exponent
- R a :
-
surface roughness, μm
- r :
-
plastic strain ratio
- \( \bar{r} \) :
-
normal anisotropy
- r d :
-
die radius, mm
- r p :
-
punch radius, mm
- L :
-
length of the sheet, mm
- d :
-
punch travel, mm
- t :
-
thickness of the sheet, mm
- v p :
-
punch velocity, mm/s
- w d :
-
die opening, mm
- w p :
-
punch width, mm
- σ:
-
tensile stress, MPa
- 〈σ〉:
-
standard deviation, degrees
- σy :
-
yield strength, MPa
- S ut :
-
ultimate tensile strength, MPa
- γ:
-
Poisson ratio
- ρ:
-
radius of curvature, 1/mm
- \( \Updelta \uptheta_{\text{measured}}^{i} \) :
-
measured springback angle, degrees
- \( \Updelta \uptheta_{\text{calculated}}^{i} \) :
-
calculated springback angle, degrees
- θs :
-
springback angles, degrees
- θ1 :
-
bending angle before springback, degrees
- θ2 :
-
desired bending angle after springback, degrees
References
R.A. Higgins, Engineering Metallurgy-Applied Physical Metallurgy, Viva Low Priced Edition, New Delhi, 1998
D.-K. Leu, (1997)A Simplified Approach for Evaluating Bend ability and Springback in Plastic Bending of Anisotropic Sheet Metals, J. Mater. Process. Technol., 66, pp 9–17.
Y.-M. Huang, D.-K. Leu, (1998),Effects of Process Variables on V- die Bending Process of Steel Sheet, Int. J. Mech. Sci., 40, pp 631–650.
A.A. Konieczny, M.F. Shi, and C. Q. Du, “An Experimental Study of Springback for Dual Phase Steel and Conventional High Strength Steel,” SAE 2001-01-3106, p 1063–1067, 2001
Perdujin A.B, Hoogenboom.S.M, (1995) The Pure Bending of Sheet, Journal of Material Processing Technology, 51: 274–295.
Carden.W.D, Geng.L.M, Matlock.D.K, Wagoner.R.H, (2002), Measurement of Springback, International Journal of Mechanical Sciences, 44, pp 79–101.
Vallance D.W, Matlock D.K., (1992),Application of the Bending-under-Tension Friction Test to Coated Sheet Steels, J. Mater. Eng. Perform., Vol 1(5), pp 685–694.
Sanchez L.R, (1999), Characterisation of a Measurement System for Reproducible Friction Testing on Sheet Metal under Plane Strain, Tribol. Int., 32, pp 575–586.
Wenzloff.G.J, Hylton.T.A, Matlock.D.K, (1992), Technical note: A New Test Procedure for the Bending under Tension Friction Test, J. Mater. Eng. Perform., Vol1 (5), pp 609–614.
Ihab Ragai, Duraid Lazim, James A.Nemes, (2005), Anisotropy and Springback in Draw Bending of Stainless Steel 410: Experimental and Numerical Study, J. Mater. Process. Technol., 166, pp 116–127.
Samuel, M, (2000),Experimental and Numerical Prediction of Springback and Side Wall Curl in U- bendings of Anisotropic Sheet Metals, J. Mater. Process. Technol., 105, pp 382–393.
Li.K.P, Carden.W.P, R.H Wagoner, (2002),Simulation of Springback, Int. J. Mech. Sci., 44, pp 103–122.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Narayanasamy, R., Padmanabhan, P. Influence of Lubrication on Springback in Air Bending Process of Interstitial Free Steel Sheet. J. of Materi Eng and Perform 19, 246–251 (2010). https://doi.org/10.1007/s11665-009-9479-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-009-9479-6