
Abstract
Electrochemical discharge machining (ECDM) process is a novel process that utilizes the mechanism of thermal melting and chemical dissolution to machine the non-conductive materials. The occurrence of poor micro-hole machining characteristics in gravity-assisted tool feed is one of the challenges in ECDM process. The physical contact of the tool electrode with the work material results in ineffectual electrolyte availability, poor electrolyte flushing and non-uniform sparks. The present study attempts an experimental investigation for enhancing the micro-hole characteristics with the application of tool electrode rotational effect. Material removal rate (MRR), hole circularity (HC), radial overcut (ROC), and heat-affected zone (HAZ) are selected as a response characteristic. The microscopy images emphasized that tool electrode rotation substantially improved the machining characteristic of the micro-holes when compared to characteristic obtained without the tool rotation. Tool electrode rotation helps in replenishment of electrolyte flushing and enables better consistencies of spark distribution. It is concluded that the tool electrode rotation produces micro-holes with better hole circularity compared to stationary tools that produces poor hole circularity. Further, an improvement of 25.21% in MRR and 44.4% in ROC is obtained with the application of tool electrode rotation. The present study successfully describes the enhancement of ECDM characteristics with tool electrode rotation.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The sudden increment in the applications of the advanced materials (glass or quartz) with micro-characteristics in industries like aeronautical, bio-medical, and optics prompts the way toward the development of a more sophisticated techniques that can machine these materials. ECDM is known as the recognized process for machining advanced materials with ease by blending the material removal mechanism of electro-discharge machining (EDM) and electrochemical machining (ECM) [2, 14]. The simplified diagram of ECDM process is presented in Fig. 1, consists of tool electrode (cathode) and auxiliary electrode (anode); both are separated by a small distance known as inter-electrode gap (IEG). The continuous DC power supply is supplied across the two electrodes in order to ignite the electrochemical reactions. It prompts the generation of hydrogen tiny bubbles at the cathode and oxygen bubbles at the anode. The density of hydrogen bubbles increases with the level increment in applied voltage. Thereafter, the hydrogen bubbles combine physically with each other to form a gas film that isolates the tool electrode. With tool electrode isolation, the flow of the current between the electrodes is ceased. Subsequently, it produces the immense electric field inside the gas film region. Then, a spark is generated from the tool electrode due to the electric breakdown of the gas film. Further, the work material is maintained under the tool electrode, and material is removed due to thermal heating and chemical dissolution.

Schematic diagram of ECDM process
2 Research Background
Kurafuji and Suda [12] were the first who demonstrated the glass material drilling with the help of electrical discharge. Basak and Ghosh [2, 3] demonstrated the mechanism of sparks and material removal mechanism in ECDM process. ECDM exhibits various applications during glass micro-fabrication such as 3D micro-fabrication of glass materials for its utilization in micro-electro-mechanical systems (MEMSs) and other laboratories; and in kitchenware work [27]. They emphasized that critical voltage values are required for spark initiation. From the day of its beginning, many researchers have been made immense contribution toward the development of ECDM process [6, 9, 16, 25]. The application of gravity tool feed in ECDM successfully machines the non-conductive materials [19]. However, poor circularity and higher thermal cracks may occur in this method due to tool contact [17]. The geometrical characteristics of the micro-holes drilled with ECDM process rely on many input variables such as applied voltage, electrolyte concentration, tool feed method, and others [7]. Any increment in applied voltage and electrolyte concentration enhances the MRR but also increments the tendency of poor hole circularity, high ROC, and cracks [21]. The selection and control of input variables is very critical in enhancing the machining performance [7, 9]. Tool rotation also enhances the MRR, geometrical characteristics, and dimensional accuracies of the micro-holes when compared to ECDM without tool rotation [4, 5]. Tool electrode rotation prevents the occurrence of the sparks at a single point and results in a uniform sparks distribution. Tool electrode rotation assists in preventing the sparks only at a single point and produces uniform sparks distribution [10, 11]. It prevents the occurrence of stray corrosion that may results in better hole circularity. However, many experimental investigations have been made for improving the machining performance of the ECDM process [1, 17]. Fan and Hourng [4] performed a study to explore the tool rotational effect on hole circularity and overcut during micro-hole fabrication process with ECDM. Results indicate that tool rotation produces micro-holes with better circularity, while a deteriorated hole shape is obtained without tool rotation. Lizo et al. (2018) also investigated the influence of tool rotational effect on MRR and radial overcut using graphite powder-mixed electrolyte during glass machining [15]. As a result, micro-holes with reduced overcut were obtained with the application of tool rotation. Huang et al. [8] emphasized that the tool electrode wear significantly reduces with the utilization of the tool electrode rotation. The centrifugal capability of the tool electrode rotation enhances the flushing ability and leads to uniform occurrence of the sparks around the tool surface. Table 1 highlights the critical analysis of the ECDM research findings during machining of glass work material.
2.1 Problem Formulation
Despite having numerous studies in ECDM using gravity-assisted tool feed method, there are some challenges that need to be explored. The tool permanent contact and its stagnant nature (no rotation) may lead to poor hole circularity and high ROC. Enhancing the geometrical accuracies or micro-hole’s circularity is still a challenging task in gravity-assisted tool feed method. Thus, the high chances of hole edge deterioration will remain permanently with this tool feed method if not controlled or improved. The present investigation utilizes the application of tool rotation for improving the geometrical characteristics of the micro-holes.
3 Research Methods
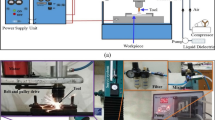
The experiments are performed on a developed gravity feed experimental setup integrated to vertical milling machine as shown in Fig. 2, to study the tool rotational effect on machining characteristics by comparing it with the machining characteristics obtained without tool rotation. The work material under study is soda lime glass for evaluating the geometrical characteristics of the micro-holes. The cylindrical shape tool electrode is utilized and made up of stainless steel having 1 mm diameter. Table 2 presents the input variables and other machining conditions used in the present study. The machined micro-holes are analyzed with the help of stereo microscope (make: Carl Zeiss and model: Stemi-305 Trino) from the top view side. The input variables considered in this study are applied voltage (V) and electrolyte concentration (wt%), while MRR, HC, ROC, and HAZ are selected as a response characteristic.

Developed gravity feed-assisted ECDM setup [18]
4 Results and Discussions
The comparison of machining characteristics obtained with and without tool rotation is carried out to analyze the tool rotational effect during micro-hole drilling in ECDM. The responses considered are MRR, HC, ROC, and HAZ.
4.1 Effect of Tool Rotation on MRR
The material removal rate is measured as the weight difference in the work material before and after micro-hole drilling divided by the total machining time (t) as given in Eq. 1, where \({\text{wt}}_{\text{b}}\) is weight before machining and \({\text{wt}}_{\text{a}}\) is weight after machining.
Figure 3 presents the plot of MRR obtained at different electrolyte concentrations with and without tool rotation. It is observed that MRR improves with the application of tool rotation since a more uniform sparks distribution is obtained in the machining zone. A more efficient occurrence of the sparks takes place at the cylindrical tool rim. Additionally, an improved circulation of electrolyte and sludge removal takes place with the help of rotation. It is also reported that more uniform etching action takes place with the help of tool rotation. Moreover, it is observed that MRR increments with the level increment of electrolyte concentration from 15 to 20 wt% due to the increment in electrolyte’s electrical conductivity. With any increment in electrolyte conductivity, there is an increment in the generation of the hydrogen and oxygen bubbles inside the electrolyte. It results in the rapid generation of the gas film around the tool electrode surface. Hence, a high intensity of sparks is observed with the increment in electrolyte concentration [20]. As a result, increment in MRR is noticed.

Plot of MRR with ‘tool rotation’ and ‘no tool rotation’ at 35 V
4.2 Effect of Tool Rotation on Hole Circularity
It is observed that tool rotation produces better hole circularity since it prevents the spark to occur only at a single point. Figure 4 presents the microscopy images of the micro-holes obtained with and without tool rotation. A much improvement in hole circularity is clearly seen with the utilization of tool rotation (Fig. 4b) compared to micro-hole obtained without tool rotation (Fig. 4a). The reason for better circularity is seen as the better replenishment of the electrolyte underneath the tool electrode or in the machining zone due to the rotational effect. As a result, a uniform distribution of the sparks is obtained. Thus, a better thermal heating effect is seen in the machining zone. Additionally, the tool rotational effect induces better removal of the sludge from the machining zone. It helps in retaining the fresh electrolyte in the machining zone.

Microscopy images showing hole circularity at 15 wt% and 35 V. a No tool rotation. b Tool rotation
4.3 Effect of Tool Rotation on ROC
ROC is defined as the extra material removed from the micro-hole edges compared to the utilized tool diameter as shown in Fig. 5b. The occurrence of side sparks or stray sparking generally results into the removal of the material in an inconsistent way. It causes high ROC. Figure 6 exhibits that the ROC of the micro-hole reduces significantly with the application of tool rotation because of prevention of side and stray sparking from the tool. A uniform material removal is observed all around the micro-hole edges that produces better circularity and better ROC as shown in Figs. 4, 6 and 7. Moreover, it is noticed that with the level increment in electrolyte concentration, there is an increment in the ROC values since high spark intensity is observed from the sides of the tool. It leads to the increment in ROC at higher level of electrolyte concentration.

Simplified diagram for calculating. a HAZ. b ROC Rajput et al. [19]

Plot of ROC with ‘tool rotation’ and ‘no tool rotation’ at 35 V

Microscopy images of micro-hole exhibits ROC at 15 wt% and 35 V. a No tool rotation. b Tool rotation
4.4 Effect of Tool Rotation on HAZ
HAZ happens due to the transference of the thermal energy within the work material and is calculated as the difference between the area (A1) and micro-hole area (A2) as shown in Fig. 5a.
The plot of HAZ with and without tool rotation is given in Fig. 8. It is observed that tool rotational effect significantly reduces the occurrence of HAZ because of uniform spark consistencies at the cylindrical rim of the tool. The microscopy images of the micro-holes clearly indicate that HAZ is rarely occurred in a reduced manner with the application of tool rotation (Figs. 4b and 7b) when compared to the micro-holes obtained without the application of the tool rotation. Moreover, a further increment in HAZ with the increment in concentration is noticed because of increment in thermal energy on the top surface of the work material. Increment in electrolyte concentration displays similar concept of increment in generation of the bubbles inside electrolytes due to incremented electrical conductivity. Hence, higher spark’s frequencies occurred which resulted into a higher HAZ.

Plot of HAZ with ‘tool rotation’ and ‘no tool rotation’ at 35 V
4.5 Effect of Increase in Tool Rotation on Machining Characteristics
It is observed that tool rotation enhances the machining characteristics or geometrical characteristics during micro-hole drilling with gravity-assisted tool feed ECDM process. The effect of increment in tool rotation is investigated by increasing the tool rotation at three different levels (355,560 and 900 rpm). The levels of tool rotation are selected based on available rotations of the vertical milling machine. Figure 9 presents the MRR and ROC of the micro-hole obtained at three different levels of tool rotation where level 1 is 355 rpm, level 2 is 560 rpm, and level 3 is 900 rpm, respectively. It is observed that increment in tool rotation enhances the geometrical characteristics of the micro-hole characteristics that may be due to increment in spark consistencies and fast replenishment of the electrolyte. However, there may also be chances that micro-hole characteristics may deteriorate at very high tool rotation owing to tool electrode contact with the work material.

Plot of MRR and ROC at different tool rotations at 15 wt% and 35 V
5 Conclusions and Future Scope
The present study evaluates the effect of tool rotation on machining characteristics of the micro-hole by comparing it with the characteristics obtained without tool rotation. The effect of increment in tool rotation is also observed of machining characteristics. The major conclusions withdrawn from the study are given herewith:
-
Tool rotation enhances the machining characteristics of the micro-holes obtained with gravity-assisted tool feed ECDM process.
-
Tool rotation produces better spark consistencies by preventing the spark to occur only at one point. A better replenishment of the fresh electrolyte is available in the machining zone. It maintains the better consistencies of the sparks and thermal heating in the machining zone.
-
A significant improvement in MRR, ROC, HC, and HAZ is observed with the utilization of tool rotation in gravity-assisted tool feed ECDM process. An improvement of 25.21% in MRR and 44.4% in ROC is obtained with the application of tool electrode rotation.
-
An increment in tool rotation further enhances the geometrical characteristics owing to more enhanced sparks distribution in the machining zone.
The future work can be extended by using tool rotation with constant tool feed method. The investigation on the effect of input variables such as applied voltage and electrolyte concentration on machining characteristics should be carried out. An increment in the tool rotation up to very high level may deteriorate the micro-hole characteristics. Thus, an optimization of input variables can be performed to obtain the range of input variables for better machining characteristics of the micro-holes.
Abbreviations
- μm:
-
Microns
- V:
-
Applied voltage unit in volts
- wt%:
-
Weight percentage of electrolyte concentration
- mg/min:
-
Milligram per minute
- wtb:
-
Work material weight before machining
- wta:
-
Work material weight after machining
- t :
-
Time
- g:
-
Weight unit in grams
- D ent :
-
Hole entrance diameter
- d :
-
Tool diameter
- MEMS:
-
Micro-electro-mechanical systems
- ECM:
-
Electrochemical machining
- EDM:
-
Electric discharge machining
- ECDM:
-
Electrochemical discharge machining
- MRR:
-
Material removal rate
- HAZ:
-
Heat-affected zone
- ROC:
-
Radial overcut
- HC:
-
Hole circularity
- IEG:
-
Inter-electrode gap
- NaOH:
-
Sodium hydroxide
- 3D:
-
Three-dimensional
References
Antil P (2020) Modelling and multi-objective optimization during ECDM of silicon carbide reinforced epoxy composites. SILICON 12:275–288. https://doi.org/10.1007/s12633-019-00122-8
Basak I, Ghosh A (1997) Mechanism of material removal in electrochemical discharge machining a theoretical model and experimental verification. J Mater Process Technol 71:350–359. https://doi.org/10.1016/S0924-0136(97)00097-6
Basak I, Ghosh A (1996) Mechanism of spark generation during electrochemical discharge machining a theoretical model and experimental verification. J Mater Process Technol 62:46–53. https://doi.org/10.1016/0924-0136(95)02202-3
Fan ZW, Hourng LW (2011) Electrochemical micro-drilling of deep holes by rotational cathode tools. Int J Adv Manuf Technol 52:555–563. https://doi.org/10.1007/s00170-010-2744-x
Gautam N, Jain VK (1998) Experimental investigations into ECSD process using various tool kinematics. Int J Mach Tool Manuf 38:15–27. https://doi.org/10.1016/S0890-6955(98)00034-0
Goud MM, Sharma AK (2017) On performance studies during micromachining of quartz glass using electrochemical discharge machining. J Mech Sci Technol 31:1365–1372. https://doi.org/10.1007/s12206-017-0236
Goud MM, Sharma AK, Jawalkar CS (2016) A review on material removal mechanism in electrochemical discharge machining ECDM and possibilities to enhance the material removal rate. Precis Eng 45:1–17. https://doi.org/10.1016/j.precisioneng.2016.01.007
Huang SF, Liu Y, Li J et al (2014) Electrochemical discharge machining micro-hole in stainless steel with tool electrode high-speed rotating. Mater Manuf Process 29.https://doi.org/10.1080/10426914.2014.901523
Jain VK, Dixit PM, Pandey PM (1999) On the analysis of the electrochemical spark machining process. Int J Mach Tools Manuf 39:165–186
Jui SK, Kamaraj AB, Sundaram MM (2013) High aspect ratio micromachining of glass by electrochemical discharge machining ECDM. J Manuf Process 15:460–466. https://doi.org/10.1016/j.jmapro.2013.05.006
Kumar S, Dvivedi A (2018) On effect of tool rotation on performance of rotary tool micro-ultrasonic machining. Mater Manuf Process 34(5):475–486. https://doi.org/10.1080/10426914.2018.1512130
Kurafuji H, Suda K (1968) Electrical discharge drilling of glass. Ann CIRP 16:415–419
Maillard P, Despont B, Bleuler H et al (2007) Geometrical characterization of micro-holes drilled in glass by gravity-feed with spark assisted chemical engraving SACE. J Micromech Microeng 17:1343–1349. https://doi.org/10.1088/0960-1317/17/7/017
Nesarikar VV, Jain VK, Choudhury SK (1994) Traveling wire electrochemical spark machining of thick sheets of Kevlar-Epoxy composites. In: Proceedings of the 16th all India manufacturing, technology, design and research (AIMTDR 1994) conference. Central Machine Tool Institute, Bangalore, India, pp 672–677
Paul L, Antony D (2018) Effect of tool diameter in ECDM process with powder mixed electrolyte. IOP Conf Ser: Mater Sci Eng 396:012070. https://doi.org/10.1088/1757-899X/396/1/012070
Rajput VS, Goud MM, Suri NM (2020a) Review-electrochemical discharge machining: gas film electrochemical aspects, stability parameters, and research work. J Electrochem Soc 168(1). https://doi.org/10.1149/1945-7111/abd516
Rajput VS, Goud MM, Suri NM (2020b) Performance analysis of ECDM process using surfactant mixed electrolyte. In: Sharma V, Dixit U, Sørby K, Bhardwaj A, Trehan R (eds) Manufacturing engineering. Lecture notes on multidisciplinary industrial engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4619-8_22
Rajput V, Goud MM, Suri NM (2020c) Numerical and experimental investigations to analyze the micro-hole drilling process in spark-assisted chemical engraving (SACE). SN Appl Sci 2:1525. https://doi.org/10.1007/s42452-020-03311-y
Rajput VS, Pundir SS, Goud MM, Suri NM (2021a) Multi-response optimization of ECDM parameters for silica (quartz) using grey relational analysis. SILICON 13:1619–1640. https://doi.org/10.1007/s12633-020-00538-7
Rajput VS, Goud MM, Suri NM (2021b) Three-dimensional finite element modeling and response surface based multi-response optimization during silica drilling with closed-loop ECDM. Silicon. https://doi.org/10.1007/s12633-020-00867-7
Rajput VS, Goud MM, Suri NM (2021c) Performance analysis of closed-loop electrochemical discharge machining (CLECDM) during micro-drilling and response surface methodology based multi-response parametric optimisation. Adv Mater Process Technol. https://doi.org/10.1080/2374068X.2020.1860494
Sabahi N, Razfar MR (2018) Investigating the effect of mixed alkaline electrolyte (NaOH + KOH) on the improvement of machining efficiency in 2D electrochemical discharge machining (ECDM). Int J Adv Manuf Technol 95:643–657. https://doi.org/10.1007/s00170-017-1210-4
Singh T, Dvivedi A (2018a) On performance evaluation of textured tools during micro-channeling with ECDM. J Manuf Process 32:699–713. https://doi.org/10.1016/j.jmapro.2018.03.033
Singh T, Dvivedi A (2018b) On pressurized feeding approach for effective control on working gap in ECDM. Mater Manuf Processes 33:462–473. https://doi.org/10.1080/10426914.2017.1339319
Wuthrich R, Hof LA, Lal A, Fujisaki K, Bleuler H, Mandin PH, Picard H (2005) Physical principles and miniaturization of spark assisted chemical engraving (SACE). J Micromech Microeng 15:S268–S275
Yang CK, Cheng CP, Mai C et al (2010) Effect of surface roughness of tool electrode materials in ECDM performance. Int J Mach Tool Manu 50:1088–1096. https://doi.org/10.1016/j.ijmachtools.2010.08.006
Zheng ZP, Cheng WH, Huang FY et al (2007) 3D microstructuring of Pyrex glass using the electrochemical discharge machining process. J Micromech Microeng 17:960–966. https://doi.org/10.1088/0960-1317/17/5/016
Ziki JDA, Hof LA, Wuthrich R (2015) The machining temperature during spark assisted chemical engraving of glass. Manuf Lett 3:9–13. https://doi.org/10.1016/j.mfglet.2014.11.003
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Rajput, V., Goud, M., Suri, N.M. (2023). Enhancement of Electrochemical Discharge Machining (ECDM) Characteristics with Tool Electrode Rotation. In: Singh, R.P., Tyagi, M., Walia, R.S., Davim, J.P. (eds) Advances in Modelling and Optimization of Manufacturing and Industrial Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-6107-6_11
Download citation
DOI: https://doi.org/10.1007/978-981-19-6107-6_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-6106-9
Online ISBN: 978-981-19-6107-6
eBook Packages: EngineeringEngineering (R0)