
Abstract
Electro-discharge machining (EDM) is a non-contact material removal process having some unique capabilities like there is no need for further machining, easily machine hard materials, no thermal stresses, etc. EDM is used as the reproductive process of shaping, in which the shape of the electrode is imaged in the workpiece. There are lots of parameters that need to be considered in the course of EDM. Flushing of eroded material, surface finish, and material removal rate (MRR) all are imperative parameters for EDM. In the present work, various tool movements are studied, and their impacts on several others parameters with their effects on the machining process are probed. The current study is dedicated to tool movement around the axis, along the horizontal direction, and on the axis.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
EDM is a mostly used non-contact process of machining for difficult to machine materials. This machining deals easily with complex geometries by providing a high accuracy level. The most distinctive feature is the use of electric spark for removal of material for the machining of electrically conductive objects without hardness which is being concerned. This technique is primarily applied for the manufacturing of dies and molds, where it deals from as small as few microns to few centimeters [1].
In the process of material erosion in the EDM, electrical energy is transformed into thermal energy and applies continuous electric sparks between the workpiece and electrode submerged in a dielectric medium at a particular location. No contact between workpiece and electrode during machining eliminates vibration problems, mechanical stresses, and chatters during machining [2]. The spark produced between electrode and workpiece generates a plasma channel of high-temperature range from 8000 to 12,000 °C or maximum up to 20,000 °C. This high temperature initiates the melting and heating of material from the workpiece when the spark is turned off the channel of plasma breakdowns. After this, the dielectric fluid reduces the high temperature, and the flow of dielectric fluid in between the gap of workpiece and electrode flushed out the molten material in the form of tiny debris [3]. As reported by the researchers [4,5,6], electric discharge machining can be performed in gas also. In this method, a thin wall pipe electrode is used for the flow of high-pressure gas which flushes the removed materials from the surface of the workpiece. The ultimate advantage of this method is having almost zero tool electrode wear ratio. With the help of 3D shape tools like cylindrical and tube electrodes, machining can be done very precisely [4].
Conventionally EDM process uses a formed electrode, material is removed by sinking a 3D shape electrode into the workpiece and hence creates a negative impression of the tool into the workpiece. The tool is maintained at a particular distance, and a spark is produced between the gap of the workpiece and electrode [7]. For the production of a particular shape die or mold, a different mirror electrode of die or mold is required.
For the generation of the desired cavity, tool movement in a specific direction is required. During the process of deep holes in the EDM, eroded material does not come out easily from the working gap between the workpiece and tool. By providing motion to the electrode flushing difficulties can be overcome, the motion to the tool increases the flushing action of debris. If the spark is generated at a particular location, localized material removal will be taken place. This will result in uneven material removal from the workpiece. By providing rotary motion to the tool, spark will be distributed evenly over the entire surface and even material removal will be taken place. This will also result in even tool wear. Hence, it can be seen that the rotary motion of the tool provides various benefits in the EDM process like improvement in flushing, machining, even cavity can be generated, even sparking can be produced, etc.
If there is a need for machining in the EDM process by using a very less diameter electrode, it is very difficult to machine the workpiece because a very less diameter tool will melt during sparking in the process of EDM. Alternatively, the rotary motion of the tool allows us to machine a workpiece at a high ampere. The rotary motion of the tool is also beneficial for the generation of deep holes.
There are some restrictions to the rotary motion of the tool. Rotary motion is restricted to circular or cylindrical tool electrodes only. For the generation of rectangular, square, or any other cavity, rotary motion cannot be provided. There is also a problem with the rotary motion of the tool of a very small diameter.
To obtain a particular shape using the EDM process, tool movement according to the geometry of the shape is required. In the current investigation, the focus is on better utilization of tool electrode movements in the EDM process. CNC EDM machine which is free form surfaces is a novel area for researchers and is becoming prevalent [8]. This paper represents the critical tool movements in the EDM process. Tool movements in EDM support debris surfing or eroded particles flushing during machining, which increases MRR along with the surface quality of surfaces.
Before actuation of the tool movement in the EDM, first need to identify the required tool movement for the generation of a cavity. In this regard, tool movement needs to be defined and tool movement selection plays an important role in achieving appropriate dimensional accuracies and surface finish. Die-sinking EDM performance has been enhanced by orbiting motion of the electrode. In this regard, various studies have been done to find better machining capabilities for the motion of tools around the axis. Further discussion on this is illustrated below in the present work.
2 Tool Movements
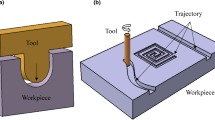
The study of tool movements can be done via subdivided into three categories, i.e., tool movement around the axis, and on the axis, and in the horizontal direction (Fig. 1).

Schematic representation of tool movements in EDM process a around the axis b on the axis c along the horizontal direction
2.1 Tool Movement Around the Axis
The motion of the tool around the axis is also known as orbital tool movement. Orbital movement of the tool is started along a helical path and spiral for the generation of a cavity as shown in Figs. 2 and 3. By introducing an orbital mechanism in the EDM process, X–Y axis tool movements can be controlled independently. The mechanism can be performed on the helix path by simultaneously moving on all three axes and on the spiral path in which the tool starts moving on X–Y axes after the electrode movement up to the well-defined depth in the direction of the Z-axis. Orbital motion can be defined as a circular translation of the tool electrode.

Helical tool movement

Spiral tool movement
It is feasible to drill big size holes by using small size electrodes in the trepanning method of electro-chemical discharge machining (ECDM). In this method, ceramic materials which are high strength as well as high temperature resistant non-conductive, are easily machined using the orbital motion of the tool. During machining of ceramics, micro-cracks develop on the upper phase of the surface, and to overcome this problem and for enhancement of machining performance, a cylindrical electrode of abrasive with spring-fed mechanism has been used. The results of this research revealed that pulsed DC voltage reduces the cracking for non-conductive material, and these types of materials abrasive electrodes provide better machining and can drill deep holes compare to copper electrodes. Abrasive particles over the tool improve surface integrity and dimensional accuracy of machined surfaces. This research showed techniques to improve the quality of holes using ECDM [9]. Dave et al. [1] suggested a multi-response optimization method for EDM orbital tool movement. The cited works of the literature suggest that the orbital tool movement provides efficient and stabilized sparks that improve MRR, TWR, and surface roughness. Taguchi loss function, signal-to-noise ratio (S/N), and ANOVA technique are used, and the proposed optimization method’s effectiveness is identified by conducting some experiments. The results concluded that orbital radius and current both are the utmost major parameters that affect orbital tool movement in EDM. It has been found that by assigning weight factors to MRR, TWR, and surface roughness, their combinations have a marginal effect on parameters. It is determined that the multi-response optimization method used in the study helps to watch out TWR, MRR, and SR at the same time during the orbital tool actuation in the EDM process.
Before actuation of the tool movement in the EDM, first, need to identify the required tool movement for the generation of the cavity. In this regard, tool movement needs to be defined and tool movement selection plays an important role in achieving appropriate dimensional accuracies and surface finish. Die-sinking EDM performance can be enhanced by orbiting motion of the electrode. EL taweel and Hewidy [10] studied and validated spiral and helix mode of circular planetary EDM between different parameters like machining time, MRR, dimensional accuracy, and surface finish. The study revealed that the planetary tool motion controls the shape of the workpiece with several dimensional tolerances and SR quality. By increasing the tool eccentricity for helix mode, roundness error can be improved than spiral mode. These results of the analysis are beneficial to get better dimensional accuracy, surface quality, and machining time.
As MRR, TWR, surface roughness, dimensional stability, and tolerances are important elements that need to consider for performance enhancement of EDM. Besides these factors, flushing is also an important parameter need to draw attention to at the time of machining. Ziada and Koshy [11] studied and provided a scheme that enables flushing by providing motion between the electrodes. Kinematics of Reuleaux triangle (RT) is used for flushing through synchronous orbiting of rotating curvilinear tool. The tool route recommended and the curvilinear tool used in this study is inspired by the principle of RT. This arrangement helps the machining of regular as well as non-regular polygonal shapes with sharp corners. As reported in the literature RT cannot be directly for machining of square shapes with sharp corners, some modifications need to be done in the RT. By modifying the geometry, the equilateral sides of RT are replaced by three circular arcs. This modified geometry of RT can generate sharp corners within a square. RT has been used in modern engineering applications such as a mechanical drill and the Wankel engine for machining of square holes.
In the process of die-sinking EDM, every time a new tool is required to produce a new cavity. This is a very expensive process for the manufacturing of die and molds. To overcome this difficulty, researchers found a new way for the generation of different size cavities using a single electrode. This can be done by providing orbital movement to the electrode in the X–Y plane. Dave et al. [12] examined the orbital movement of the tool in EDM to understand the functioning of the orbital system. This investigation suggested that at a lower orbital radius and lower orbital speed, MRR can be enhanced with the orbital tool movement. Dave et al. [13] established a semi-empirical model for the prediction of MRR of Inconel 718 during the ED machining process. This model is developed for orbital tool movement by applying the dimensional analysis approach. Semi-empirical results are validated by conducting experiments on Inconel 718. The results revealed that MRR increases during orbital tool movement by increasing current without changing the setting of pulse ON time. It is also noticed that pulse ON time variations influence MRR slightly at different current settings during the orbital process. During the orbital movement of the tool in the EDM, it is noticed that by increasing orbital radius, MRR decreases.
In the EDM process, the orbital tool movement provides various benefits over other tool movements. Dave et al. [14] examined orbital parameters effect with machine parameters on MRR and TWR. By applying Taguchi and ANOVA methods, results revealed that orbital radius along with duty factor and current influence MRR significantly. For TWR, pulse on time and current both are the most important parameters.
Dave et al. [15] examined the orbital parameters effect with machine parameters on SR and MRR. Taguchi and ANOVA techniques are applied and the S/N ratio is determined to know the significance level of process parameters on the response characteristics. After analyzing the results, it is found that current and orbital radius both influence MRR significantly, and pulse on time and current both influence SR significantly. It is also observed that if orbital radius increases, MRR reduces, and surface roughness increases.
Kumar et al. [16] have considered the effects of orbital tool movement for the EDM process and explored new ways to enhance the machining performance of EDM. Die-sinking EDM is a costly process due to the cost of tooling because in this process for every cavity that needs to generate, a different tool is required. This problem can be fixed by providing orbital motion to the electrode. Orbital tool movement provides various benefits over the die-sinking EDM process. It provides better control for shape, surface finish, and dimensional accuracy by using the same tool.
2.2 Tool Movement on the Axis
Various researchers have been carried out for tool actuation in the vertical direction. There are various techniques to improve the machining process of EDM as reported by researchers. Abdullah and Shabgard [17] presented machining of high mechanical strength material, i.e., cemented tungsten carbide using ultrasonic vibration (UV) of the tool on EDM. For obtaining high MRR, ultrasonic vibration of the tool provides better results working under low pulse times and discharge currents. This provides four times high MRR than the conventional EDM. During the study, it is observed that UV decreases open circuit pulses and arcing, also enhances the stability of the process. The vibration of an electrode tool improves the flushing and makes easy ionization between the sparking gap. This provides a higher surface roughness value and higher improvements in the finishing regimes than conventional EDM. This investigation concluded that ultrasonic vibration of tool better results fort machining of metallic composite materials.
Chiang and Wang [18] developed a method to determine the variation of overcutting, bottom overcut, and positioning accuracy of machines for the EDM process. Electrode wear, bottom overcut and machining depth are measured using the discharge circuit of EDM. In this investigation, variance analysis of electrode tool wear, spark hole, and dimensions of the electrode is done. The results revealed that the coupling effect between spark hole diameter and electrode diameter plays an important role in the estimation of the variation of side overcut. During the investigation, it is observed that for lower TW and better SR, the polarity of the electrode should be positive.
Rajesha et al. [19] employed a hollow copper electrode for machining a hole on the Inconel 718 workpiece. In this investigation, it is observed that MRR is mostly influenced by pulse current, duty factor, and interaction of duty factor and flushing pressure produce minimum SR. To obtain a good surface finish for the machining of the Inconel 718, an inferior level set of gap control, sensitivity control, and pulse current, and reasonable flushing pressure process parameters values are advised.
There are various researchers have been carried out to increase MRR and to reduce the SR of the workpiece while machining on EDM. By providing vibrating motion, these properties can be enhanced as reported by researchers. Prihandana et al. [20] reported that many researchers used an ultrasonic range of vibration for experiments to get a good flushing effect, MRR, SR, etc. But ultrasonic vibration setup requires expensive devices and extensive tool settings. To overcome these difficulties, low vibration frequencies can be used. In the investigation, a copper electrode is used for machining of stainless steel workpiece and low-frequency vibrations are applied to the workpiece. The results revealed that applying vibrating motion to the workpiece MRR has increased by 23%, and it also enhances the flushing effect in the process of EDM. It is also observed that vibrating motion also decreases the TWR and SR.
It is observed that discharge current pulse influences the machinability in the process of EDM. Muthuramalingam and Mohan [21] considered the effect of discharge current pulse on MRR and SR in the process of EDM. It is reported that by modifying the current pulse generator, a good surface finish with higher MRR can be achieved. It is also observed that duty factor and discharge current considerably affect the machining characteristics.
EDM process can be performed by using gas as a dielectric medium as a replacement of liquid. Teimouri and Baseri [5] investigated the effect of the rotary magnetic field and vibrations of the workpiece for the dry electric discharge machining process. The results of the experiment revealed that a brass tool having two eccentric holes provides the maximum MRR compare to an existing tool. It is noticed that magnetic fields impose positive effects on SR and MRR and also ultrasonic vibration helps to improve the MRR. The vibration provided to the workpiece also improves the removal process of debris.
Singh et al. [22] established a mathematical model for the ultrasonic-assisted EDM process (UEDM) and also performed FEM analysis for flushing due to UEDM. By analyzing the results, it is revealed that vibrations provided to the workpiece improve the flushing and reduce the arcing. This also enhances the MRR in the process of UEDM.
UEDM can be performed using gas instead of the liquid dielectric medium, but in this process, thermal stresses can be developed on the workpiece after machining. Xu et al. [6] proposed UEDM in gas for machining of hard and brittle material and the thermal stress removal mechanism of cemented carbide and sintered Nd-Fe-B magnetic material is discussed. After the detailed investigation, it is observed that the stress removal process has four sections, first one is thermal stress formation then micro-cracks formation, and then grains break, and then particles strips. So, it can be said that performing UEDM in gas thermal stresses from machined surfaces cannot be avoided.
Sivam et al. [23] created a regression model for the analysis of electrical parameter's effect on some machining responses in the process of EDM. In this analysis, a graphite tool is used for machining titanium alloy. From the detailed investigation, it is revealed that current and pulse on time both are the supreme critical factors that affect all other responses. It is observed that increasing the current MRR also increases and electrode cross-section area does not influence geometry only deviates entry and exit of the tool. SR is also independent of the cross-section area of the electrode tool, and it is only affected by pulse off time.
2.3 Tool Movement Along the Horizontal Direction
For this type of tool actuation, movement is given to the tool in a straight line, i.e., tool movement in the radial direction. In this approach, the tool starts moving from the center of the cavity to radially outward. The tool electrode removes the material during the forwarding tool motion and after removing material return back to its primary location. In this approach, the tool is placed initially at full depth of the hole and then starts removing material during radially outward motion.
For the boring operation in the EDM process, various tool motions can be provided to the tool electrode. Kumar et al. [24] investigated tool movement approaches in the EDM process and experiments are performed to find the best suitable strategies for boring operation. Three different types of tool movements are provided to the electrode, i.e., helical, radial, and die sinking. The results of the investigation concluded that radial tool movement provides several benefits over other tool movements. Radial orbital tool movement provides better feature tolerances, lower wear ratio, very less edge wear and overcut, generates cavity with minimum circularity error, and also provides the least radius of curvature at the bottom machined surface.
Tool movement along the horizontal direction for the boring operation can be provided by giving electrode movement in the radial direction. Kumar et al. [16] have reported that with the help of radial electrode movement-wide range of hole sizes can be created with a single tool electrode.
It is reported that horizontal EDM is a more accurate and productive technique than the verticle EDM process. M. Kunieda and T. Masuzawa [25] investigated that eroded particles easily flushed out from the working region due to the buoyancy of bubbles. This effect can be enhanced further by providing rotational motion to an electrode tool and workpiece to get fine machining accuracy.
Shih and shu [26] have performed experiments for electrical discharge grinding. In this rotational disk, the copper tool electrode is used which is mounted on a horizontal spindle. The experimental results revealed that in this process higher MRR can be obtained with lower TWR.
Kaneko and Tsuchiya [27] reported that for the EDM process four-machining sequences are there, i.e., rough and medium machining, contour, and corner finishing. In every process, contouring is done by applying cutting motion in the horizontal direction, and then, feed is provided vertically. In this investigation, 3D numerically controlled EDM arrangement is developed for solving the problem of tool wear. This process monitors the deformation of an electrode and automatically applies compensation to the tool path. The results revealed that compensation length depends on the distorted shape of the tool with objective contour and offset length in the finishing process directly influences the machining accuracy of the process.
At various places flushing in the working gap poses some difficulties due to the shape need to be produced. When there is no possibility of holes in the electrodes flushing becomes very difficult. To overcome this difficulty, Koshy et al. [28] proposed a rotating disk electrode for machining in the EDM process. The results of the investigation revealed that rotation of tool electrodes on the horizontal axis improves flushing, MRR, and provides a better surface finish. From these findings, it can be said that the radial orbital tool movement strategy is beneficial for the enlargement of a circular cavity with great tolerance. From this approach, different sizes of large cavities can be generated using the same tool electrode.
3 Conclusion
Present research includes the study of EDM process incorporation with three tool electrode movement approaches, which are tool movement around the axis, on-axis, and along the axis. Based on the current investigation of research work, the following conclusions can be drawn.
-
1.
EDM is a highly applicable process for machining of complex cavities that need to be generated on hard materials mainly used in automobile and die manufacturing industries.
-
2.
The capacity and performance of EDM can be increased by modification of tool holding arrangements.
-
3.
Tool movement arrangements influence the MRR, TWR, SR, and dimensional tolerances during the machining process.
-
4.
Orbital tool movement reduces the tooling cost and various hole cavities can be generated using the same tool electrode.
-
5.
Orbital tool movement provides better surface finish, dimensional accuracy than the die-sinking EDM process.
-
6.
Providing vibratory motion to the tool MRR, flushing improves, and TWR, surface roughness decreases.
-
7.
Radial tool movement provides better tolerances, very less overcut, and tool wear during machining.
The selection of proper tool movement for specific operations in EDM process is very important for better machining performance. But these tool movement strategies are only limited to symmetric kinds of cavities. For the generation of asymmetric kind of cavities using the process of EDM, further research is required.
References
Dave HK, Desai KP, Raval HK (2012) Optimisation of multiple response characteristics in orbital electro discharge machining of Inconel 718 using Taguchi’s loss function. Int J Manuf Technol Manage 25(1–3):78–94
Sudhakara D, Naik BV, Sreenivasulu B. (2012). The experimental analysis of surface characteristics of inconel-718 using electrical discharge machining. Int J Mech Eng Rob Res 1(3)
Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43(13):1287–1300
Kunieda M, Yoshida M, Taniguchi N (1997) Electrical discharge machining in gas. CIRP Ann 46(1):143–146
Teimouri R, Baseri H (2013) Experimental study of rotary magnetic field-assisted dry EDM with ultrasonic vibration of workpiece. Int J Adv Manuf Technol 67(5–8):1371–1384
Xu M, Luo X, Zhang J (2011, January) Study on thermal stress removal mechanisms of hard and brittle materials during ultrasonic vibration assisted EDM in gas. In: 2011 third international conference on measuring technology and mechatronics automation, vol 3). IEEE, pp 597–600
Jha B, Ram K, Rao M (2011) An overview of technology and research in electrode design and manufacturing in sinking electrical discharge machining. J Eng Sci Technol Rev 4(2)
Ding S, Jiang R (2004) Tool path generation for 4-axis contour EDM rough machining. Int J Mach Tools Manuf 44(14):1493–1502
Chak SK, Rao PV (2007) Trepanning of Al2O3 by electro-chemical discharge machining (ECDM) process using abrasive electrode with pulsed DC supply. Int J Mach Tools Manuf 47(14):2061–2070
El-Taweel TA, Hewidy MS (2009) Enhancing the performance of electrical-discharge machining via various planetary modes. Int J Mach Mach Mater 5(2–3):308–320
Ziada Y, Koshy P (2007) Rotating curvilinear tools for EDM of polygonal shapes with sharp corners. CIRP Ann 56(1):221–224
Dave HK, Desai KP, Raval HK (2011, August) Effect of orbital tool movement on material removal rate during electro discharge machining. In: Proceedings of international conference on advanced trends in engineering materials and their applications, YM Haddad (Ed) (pp. 365–370)
Dave HK, Desai KP, Raval HK (2013) Development of semi empirical model for predicting material removal rate during orbital electro discharge machining of Inconel 718. Int J Mach Mach Mater 13(2–3):215–230
Dave HK, Desai KP, Raval HK (2013) A Taguchi approach-based study on effect of process parameters in electro discharge machining using orbital tool movement. Int J Mach Mach Mater 13(1):52–66
Dave H, Desai K, Raval H (2012) Experimental investigations on orbital electro discharge machining of Inconel 718 using Taguchi technique. Int J of Mod ManufTechnol 4(1):53–58
Kumar S, Dave HK, Desai KP (2015) Effect of orbital tool actuation during electro discharge machining process—a critical review. J Assoc Eng India 85(1 & 2):49–71
Abdullah A, Shabgard MR (2008) Effect of ultrasonic vibration of tool on electrical discharge machining of cemented tungsten carbide (WC-Co). Int J Adv Manuf Technol 38(11–12):1137–1147
Chiang HN, Wang JJ (2011) An analysis of overcut variation and coupling effects of dimensional variable in EDM process. Int J Adv Manuf Technol 55(9–12):935–943
Rajesha S, Sharma AK, Kumar P (2012) On electro discharge machining of Inconel 718 with hollow tool. J Mater Eng Perform 21(6):882–891
Prihandana GS, Mahardika M, Hamdi M, Mitsui K (2011) Effect of low-frequency vibration on workpiece in EDM processes. J Mech Sci Technol 25(5):1231
Muthuramalingam T, Mohan B (2013) Influence of discharge current pulse on machinability in electrical discharge machining. Mater Manuf Processes 28(4):375–380
Singh J, Walia RS, Satsangi PS, Singh VP (2011) FEM modeling of ultrasonic vibration assisted work-piece in EDM process. Int J Mech Syst Eng 1(1):8–16
Sivam SP, MichaelRaj AL (2013) Effects of electrical parameters, its interaction and tool geometry in electric discharge machining of titanium grade 5 alloy with graphite tool. Proc Inst Mech Eng Part B J Eng Manuf 227(1):119–131
Kumar S, Dave HK, Desai KP (2016) Experimental investigation on performance of different tool movement strategies in EDM process for boring operation. Int J Adv Manuf Technol 87(5):1609–1620
Kunieda M, Masuzawa T (1988) A fundamental study on a horizontal EDM. CIRP Ann 37(1):187–190
Shih HR, Shu KM (2008) A study of electrical discharge grinding using a rotary disk electrode. Int J Adv Manuf Technol 38(1–2):59–67
Kaneko T, Tsuchiya M (1988) Three-dimensional numerically controlled contouring by electric discharge machining with compensation for the deformation of cylindrical tool electrodes. Precis Eng 10(3):157–163
Koshy P, Jain VK, Lal GK (1993) Experimental investigations into electrical discharge machining with a rotating disk electrode. Precis Eng 15(1):6–15
Acknowledgements
The authors gratefully acknowledge the Department of Science and Technology (DST) Gov. of India SERB under SRG scheme (SRG/2020/000675) for their financial support of this research.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, S., Sen, D. (2022). Effect of Tool Movement in Electro-Discharge Machining Process—A Review. In: Dave, H.K., Dixit, U.S., Nedelcu, D. (eds) Recent Advances in Manufacturing Processes and Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-7787-8_30
Download citation
DOI: https://doi.org/10.1007/978-981-16-7787-8_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7786-1
Online ISBN: 978-981-16-7787-8
eBook Packages: EngineeringEngineering (R0)