
Abstract
Additive manufacturing is a manufacturing process that allows the production of complex parts and has many advantages over conventional production methods. However, the pre-processing stage is still time-consuming and open to failure. Build orientation is one of the pre-processing stages, which have a crucial effect on support requirement, build cost, and accuracy of the produced part. In recent years, a number of research have been made to optimize build orientation for surface roughness, the requirement of support structures, build time, and cost. For metallic additive manufacturing, a limited number of research has been carried out. Selective laser melting is one of the powder bed fusion technologies that allows the production of high-performance metallic parts. In the selective laser melting process, some defects may occur due to residual stresses resulting from solidification during the process. Build orientation is important in selective laser melting to ensure proper heat flow throughout to entire structure during the process. After the build orientation is selected, the part slices into layers. Each layer builds on the previous layer, and production carries out. The cross-sectional areas of these sliced layers depend on the build orientation. This study investigates the effect of cross-sectional areas on the geometric accuracy of the part. The numerical evaluation shows that the distribution of layers has a significant impact on geometrical accuracy. First, the effect of the mean cross-sectional area on the thermal distortion was investigated. It is observed that the geometric accuracy of the part decreases for the build orientation, which has a higher mean cross-sectional area. In addition, it is revealed that the increase and sudden change of the cross-sectional area in the build direction negatively affect the geometric accuracy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Additive manufacturing
- Build orientation
- Cross-section area
- Geometrical accuracy
- Selective laser melting
1 Introduction
Additive Manufacturing (AM), also known few other names as three-dimensional (3D) printing, rapid prototyping, etc., is defined “process of joining materials to make parts from 3D model data, usually layer upon layer” in ISO/ASTM standard [1]. AM processes have many advantages like design flexibility and less waste material over subtractive manufacturing techniques. In addition, complex parts like the final output of a topology optimization can be manufactured using AM technologies. Therefore, AM process is considered revolutionary in manufacturing industries. AM processes have been divided into seven main categories according to ISO 17296–1 where Powder Bed Fusion (PBF) is one of them.
Selective Laser Melting (SLM) is one of the PBF processes widely used for producing high-quality functional metallic parts, especially in the aerospace and medical industries. The working principle of SLM is melting and fusing metallic powder layer by layer with high-power laser to build part according to 3D data similar to other AM processes. The SLM process became one of the most exciting AM technologies available today for rapid prototyping and mass production with a range of high mechanical performance metallic alloy options. The SLM process starts with slicing 3D data considering layer thickness to two-dimensional scanning areas. For each manufacturing cycle, a recoater spreads metal powders with desired layer thickness. Each layer is then melted and fused by the laser beam controlled in the planned path to solidify the selected cross-section area.
However, besides all of these advantages, there are several problems, such as shape distortions and residual stress due to the high thermal gradient in the SLM process. The entire process may be disturbed after the collision between reacoater and the distorted part caused by undesired cracks, warpage, and delamination during the process. Another challenge is the geometric accuracy of the product after the manufacturing process. Due to residual stress, large deformation occurs on the part after removing it from the build plate. For these reasons, the SLM process differs from other AM processes. Pre-process stages become much more essential to achieve successful results in the SLM process.
The build orientation is very important for all additive manufacturing methods, especially the SLM process, and dramatically impacts the printing time, support structure volume, staircase effect, surface roughness, shrinkage, and distortion. Overall, the part quality and production cost highly depend on build orientation. In the literature, much research has been conducted to optimize the build orientation for different AM processes. Wodziak et al. [2] presented a method using Genetic Algorithms (GA) to determine the optimum arrangement of parts by considering their maximum dimensions. This study aimed to utilize the production volume and minimize the build time in the Stereolithography (SLA) process. Alexander et al. [3] proposed a cost estimation method to predict the best build orientation in Fused Deposition Modeling (FDM) and SLA. Thrimurthulu et al. [4] presented a model to evaluate the surface quality and the build time. They used these estimation models and GA to obtain the optimum build orientation for the FDM process to enhance surface roughness and minimize build time. Byun and Lee [5] aimed to determine the optimum build orientation according to average weighted surface roughness, build time, and cost using the multi-attribute decision-making method in FDM, SLA, and Selective Laser Sintering (SLS) processes. Canellidis et al. [6] proposed GA and multi-optimization methods to detect near optimum build orientation in SLA. Build time, post-processing time, and surface roughness have been considered as the objectives. Li et al. [7] selected build orientation with established models to optimize support required area, surface quality, and build time using Particle Swarm Optimization (PSO).
The number of studies on build orientation has increased rapidly in the past decade. Most of these studies focused on minimizing support structure volume [8,9,10,11,12,13], enhancing part quality [9,10,11,12,13,14,15], reducing build time [9,10,11,12,13,14,15,16,17] and build cost [10, 15,16,17,18,19] in FDM, SLA, and SLS kind of non-metallic processes. GA, Non-Dominated Sorting Genetic Algorithm (NSGA), PSO electromagnetism-like algorithm, stretched simulated annealing algorithm, a grey incidence evaluation model, zooming-Taguchi method, and NSGA-II used for these studies.
However, a few studies were carried out in PBF processes to optimize build orientation. Calignano [20] investigated the trade-off between build orientation and minimal support structure requirement. Das et al. [21] provided an approach to determine optimal build orientation considering minimizing the support structure volume while meeting geometric accuracy in Direct Metal Laser Sintering (DMLS) process. The approach they used has been based on a mathematical model between build orientation and dimensional accuracy developed. Morgan et al. [22] presented a gradient-based single objective optimization of build orientation to minimize the volume of the support structure. Brika et al. [23] developed an approach to optimize build orientation for the PBF processes considering the volume of the support structure, mechanical properties, surface quality, build time, and build cost. Cheng and To [24] performed the multi-objective optimization considering residual stress and volume of the support structure. After obtaining optimal build orientation, experimental validation has been conducted on a complex part. Griffiths et al. [25] presented a methodology for detecting an optimum build orientation and bin packaging in the SLM process using an iterative tabu search procedure. The initial solution of the proposed approach has been benchmarked against commercial software. Qin et al. [26] proposed a method that contains two-step for PBF processes. In the first step, the facet clustering-based approach has been applied to create the different build orientations automatically [27]. And second, the weighted sum model has been used to select optimal build orientation considering support volume, volumetric error, surface roughness, build time, and cost.
In this study, the effect of the cross-sectional areas formed as a result of the build orientation on the geometric accuracy is investigated considering the mean value of cross-sectional area, the incrementation and decrementation behavior of cross-sectional area throughout build direction, and the sudden changes in the cross-sectional area throughout build direction.
2 Residual Stress and Deformation in Selective Laser Melting
One of the significant drawbacks of the SLM process, whose schematic diagram is shown in Fig. 1 is the residual stresses that occur and accumulate in rapid heating and cooling cycles. Residual stresses could lead to failure and have a bad influence on the mechanical properties and geometrical accuracy of the manufactured part. Therefore, unlike other AM processes, support structures are also used in the SLM process to minimize the effect by ensuring a uniform distribution of temperature and preventing errors that may occur due to residual stresses.

Schematic representation of selective laser melting process
In the SLM process, the solidification process repeatedly occurs in a complex phase transformation zone created by rapid heating and cooling. According to Fang et al. [28], the residual stress source in the laser welding is very similar to the SLM process considering the thermo-mechanical conditions. During the SLM process, the high energy density laser melts the powder layer rapidly, and thermal expansion occurs in the affected area, as shown in Fig. 2a. As the laser beam moves across the selected area of the layer, the previously heated area starts to get cold and shrink as shown in Fig. 2b. The previously fused powders constrain this shrinkage, and therefore, residual stress arises in that region. The cycle of melting and solidification of cross-sectional areas through layer by layer continuously accumulates residual stress [28].

a Thermal deformation from heat input, b thermal deformation from cooling
Residual stress in the SLM process can cause the failure of the performed part due to crack, warpage, delamination. These errors can occur directly on the part, between the part and the substrate, between the part and the support structure, and between the support structure and the substrate, as shown in Fig. 3. Some studies were carried out to estimate residual stress in the SLM process [29,30,31,32,33,34,35].

Some failure examples of AM process: a cracking, b cracking, c cracking between support and part, d warpage of structure without a support structure, e warpage between the part and substrate, and f warping on test components [28]
3 Build Orientation and Its Effect on Geometric Accuracy
The build orientation determines the number of sliced layers and the cross-sectional area distribution of these layers. The cross-sectional areas affect the geometric accuracy of the part desired to be produced with AM due to thermal distortion generated by the high thermal gradient in the SLM process. Thermal distortion may cause a crash between recoater and the deformed part. Distortion of the manufactured part can be minimized with appropriate build orientation and support structure in the SLM process. This study showed that cross-sectional areas of layers affect distortion of the geometry in three different ways.
Thermo-mechanical analyses were carried out in Altair Inspire 2020 with process parameters that were given in Table 1.
3.1 Effect of Mean Value of Cross-Section Area Throughout Build Direction
Thermo-mechanical analyses of the test specimen with a constant area, which is planned to be produced with the SLM process, were performed for different build orientations based on three different faces of the test specimen. The cross-sectional area will be the same in all layers after slicing the test specimen in the particular orientation shown in Fig. 4. Therefore, the mean value of the cross-sectional areas will be the same as the surface on which it is placed on the substrate. The mean value of the cross-sectional area, which is represented as \({A}_{m}\) can be calculated with Eq. (1).

Test specimen with constant area throughout build direction
In this equation, \({A}_{i}\) indicates the cross-sectional area in the relevant production step, and \(L\) indicates the number of layers.
In the orientation shown in Fig. 4a, the mean value of the cross-sectional area is calculated as 0.0084 m2 and represents the largest area for the relevant sample. In this build orientation, the maximum displacement that occurred in the piece was determined as 3.204 × 10–3 m. For the mean value of cross-sectional area of 0.0028 m2 (Fig. 4b) and 0.0003 m2 (Fig. 4c), the maximum displacement that occurred in the piece was measured 1.326 × 10–3 m and 8.408 × 10–4 m, respectively. Printing times of given build orientations were determined as 5,233 s, 5,988 s, and 30,455 s, respectively.
The analysis results showed that the increase in the mean value of the cross-sectional area means that the distortion of the part also increases. However, the rise in the dimension of the part in the build direction dramatically increases the SLM process printing time. For this reason, the mean value of the cross-sectional area and production time should evaluate together to optimize build orientation.
3.2 Effect of Incrementation and Decrementation Behavior of Cross-Sectional Area Throughout Build Direction
A cone-shaped test specimen with the same mean value of the cross-sectional area in two different build orientations was designed. However, despite having the same mean value of the cross-sectional area in both build orientations, it is seen that the maximum displacement in Fig. 5b is five times higher than in Fig. 5a. The reason for this difference is due to the incrementation and decrementation behavior of the layer’s cross-sectional areas throughout the build direction shown in Fig. 6. In the SLM process, it is wanted to decrease the cross-sectional area monotonously throughout the build direction. This can be considered one of the most important things to be careful about optimizing build orientation in the SLM process. However, it is hard to evaluate this effect on a relatively complex part.

Cone-shaped test specimen

Area distribution of cone-shaped test specimen throughout build direction
3.3 Effect of Sudden Changes in Cross-Sectional Area Throughout Build Direction
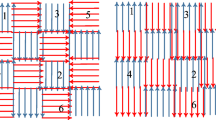
The part shown in Fig. 7 is a relatively more complex part compared to the previous two specimens, and it is equally more difficult to evaluate. In this specimen, the mean value of cross-sectional area, change behavior in cross-sectional areas, and sudden cross-sectional area changes throughout the build direction were examined. The magnitude of the cross-sectional area change and the mean value of the cross-sectional area in Orientation 1 seems less than Orientation 2 in Fig. 8. However, unlike Orientation 2, an increased behavior of the cross-sectional area was observed throughout the build direction in Orientation 1. For this reason, the maximum displacement in Orientation 1 was measured at 1.356 × 10–2 m, which is higher than Orientation 2.

Thermo-mechanical analysis result of the test specimen on different build orientations

Area distribution of test specimen throughout build direction
Although the graphical behavior in Orientation 3 seems similar to Orientation 2, the mean value of the cross-sectional area and the magnitude of changes in the cross-sectional areas are quite small. Therefore, the maximum displacement obtained in this build orientation occurred at 4.546 × 10–3 m, and it was determined as the best build orientation in terms of geometric accuracy. The magnitude of the overall changes (\(S\)) in the cross-sectional areas can be evaluated with Eq. (2).
4 Conclusion and Future Work
In this research, the effect of the sliced layer’s cross-sectional areas which occurs as a result of build orientation, on geometric accuracy has been investigated. First, the effect of the mean value of the cross-sectional areas was established by analyzing the result of the thermo-mechanical analysis. Evaluation of the mean value of the cross-sectional areas alone minimizes the maximum displacement that will occur on the manufactured part. Still, it is clear that increasing the dimension of the manufactured part in the build direction increases the printing time dramatically. Therefore, the mean value of the cross-sectional areas and dimension of the part's bounding box in the build direction must evaluate together.
The thermo-mechanical analysis showed that it is wanted to decrease cross-sectional area monotonous throughout the build direction in the SLM process. The behavior of change in the cross-sectional areas throughout build direction can be considered one of the most important things to be careful about optimizing build orientation in the SLM process. However, it is hard to evaluate this effect on complex parts. The magnitude of the cross-sectional area changes throughout build direction also has an impact on geometric accuracy. Sudden changes have a bad influence on geometric accuracy, especially impulsive incrementation behavior crucially affecting the SLM process. This paper provides a perspective for determining optimal build orientation in the SLM process.
As future work, we plan to integrate the knowledge of this paper into an optimization algorithm as an objective function to obtain optimal build orientation considering thermal distortion.
References
Bourell DL (2016) Perspectives on additive manufacturing. Annu Rev Mater Res 46(1):1–18. https://doi.org/10.1146/annurev-matsci-070115-031606
Wodziak JR, Fadel GM, Kirschman C (1994) A genetic algorithm for optimizing multiple part placement to reduce build time. In: Proc Fifth Int Conf Rapid Prototyping, no. May, pp 201–210
Alexander P, Allen S, Dutta D (1998) Part orientation and build cost determination in layered manufacturing. CAD Comput Aided Des 30(5):343–356. https://doi.org/10.1016/S0010-4485(97)00083-3
Thrimurthulu K, Pandey PM, Reddy NV (2004) Optimum part deposition orientation in fused deposition modeling. Int J Mach Tools Manuf 44(6):585–594. https://doi.org/10.1016/j.ijmachtools.2003.12.004
Byun HS, Lee KH (2006) Determination of optimal build direction in rapid prototyping with variable slicing. Int J Adv Manuf Technol 28(3–4):307–313. https://doi.org/10.1007/s00170-004-2355-5
Canellidis V, Giannatsis J, Dedoussis V (2009) Genetic-algorithm-based multi-objective optimization of the build orientation in stereolithography. Int J Adv Manuf Technol 45(7–8):714–730. https://doi.org/10.1007/s00170-009-2006-y
Li A, Zhang Z, Wang D, Yang J (2010) Optimization method to fabrication orientation of parts in fused deposition modeling rapid prototyping. Int Conf Mech Autom Control Eng MACE2010 pp 416–419. https://doi.org/10.1109/MACE.2010.5535335
Luo Z, Yang F, Dong G, Tang Y, Zhao YF (2018) Orientation optimization in layer-based additive manufacturing process. Proc ASME Des Eng Tech Conf 1A–2016(January):2016. https://doi.org/10.1115/DETC2016-59969
Rocha AMAC, Pereira AI, Vaz AIF (2018) Build orientation optimization problem in additive manufacturing, vol 10961, LNCS, no. February 2019. Springer International Publishing
Ga B, Gardan N, Wahu G (2018) Methodology for part building orientation in additive manufacturing. Comput Aided Des Appl 16(1):113–128. https://doi.org/10.14733/cadaps.2019.113-128
Matos MA, Rocha AMAC, Pereira AI (2019) On optimizing the build orientation problem using genetic algorithm. In: AIP Conference Proceedings, vol 2116, p. 220006. https://doi.org/10.1063/1.5114224
Di Angelo L, Di Stefano P, Dolatnezhadsomarin A, Guardiani E, Khorram E (2020) A reliable build orientation optimization method in additive manufacturing: the application to FDM technology. Int J Adv Manuf Technol 108(1–2):263–276. https://doi.org/10.1007/s00170-020-05359-x
Matos MA, Rocha AMAC, Costa LA (2021) Many-objective optimization of build part orientation in additive manufacturing. Int J Adv Manuf Technol 112(3–4):747–762. https://doi.org/10.1007/s00170-020-06369-5
Phatak AM, Pande SS (2012) Optimum part orientation in rapid prototyping using genetic algorithm. J Manuf Syst 31(4):395–402. https://doi.org/10.1016/j.jmsy.2012.07.001
Zhang Y, Bernard A (2013) Using AM feature and multi-attribute decision making to orientate part in additive manufacturing. In: High value manufacturing: advanced research in virtual and rapid prototyping, CRC Press, pp 411–416
Zhang Y, De Backer W, Harik R, Bernard A (2016) Build orientation determination for multi-material deposition additive manufacturing with continuous fibers. Procedia CIRP 50:414–419. https://doi.org/10.1016/j.procir.2016.04.119
Zhang Y, Bernard A, Gupta RK, Harik R (2016) Feature based building orientation optimization for additive manufacturing. Rapid Prototyp J 22(2):358–376. https://doi.org/10.1108/RPJ-03-2014-0037
Ransikarbum K, Ha S, Ma J, Kim N (2017) Multi-objective optimization analysis for part-to-Printer assignment in a network of 3D fused deposition modeling. J Manuf Syst 43:35–46. https://doi.org/10.1016/j.jmsy.2017.02.012
Jaiswal P, Patel J, Rai R (2018) Build orientation optimization for additive manufacturing of functionally graded material objects. Int J Adv Manuf Technol 96(1–4):223–235. https://doi.org/10.1007/s00170-018-1586-9
Calignano F (2014) Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater Des 64:203–213. https://doi.org/10.1016/j.matdes.2014.07.043
Das P, Chandran R, Samant R, Anand S (2015) Optimum part build orientation in additive manufacturing for minimizing part errors and support structures. Procedia Manuf 1:343–354. https://doi.org/10.1016/j.promfg.2015.09.041
Morgan HD, Cherry JA, Jonnalagadda S, Ewing D, Sienz J (2016) Part orientation optimisation for the additive layer manufacture of metal components. Int J Adv Manuf Technol 86(5–8):1679–1687. https://doi.org/10.1007/s00170-015-8151-6
Brika S, Zhao YF, Brochu M, Mezetta J (2017) Multi-Objective build orientation optimization for powder bed fusion by laser. Ind Eng Manag 6(4). https://doi.org/10.4172/2169-0316.1000236
Cheng L, To A (2019) Part-scale build orientation optimization for minimizing residual stress and support volume for metal additive manufacturing: theory and experimental validation. CAD Comput Aided Des 113:1–23. https://doi.org/10.1016/j.cad.2019.03.004
Griffiths V, Scanlan JP, Eres MH, Martinez-Sykora A, Chinchapatnam P (2019) Cost-driven build orientation and bin packing of parts in Selective Laser Melting (SLM). Eur J Oper Res 273(1):334–352. https://doi.org/10.1016/j.ejor.2018.07.053
Qin Y, Qi Q, Shi P, Scott PJ, Jiang X (2020) Automatic determination of part build orientation for laser powder bed fusion. Virtual Phys Prototyp. https://doi.org/10.1080/17452759.2020.1832793
Qin Y, Qi Q, Shi P, Scott PJ, Jiang X (2020) Automatic generation of alternative build orientations for laser powder bed fusion based on facet clustering. Virtual Phys Prototyp 15(3):307–324. https://doi.org/10.1080/17452759.2020.1756086
Fang ZC, Wu ZL, Huang CG, Wu CW (2020) Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt Laser Technol 129(15):106283. https://doi.org/10.1016/j.optlastec.2020.106283
Ning J, Sievers DE, Garmestani H, Liang SY (2019) Analytical modeling of in-process temperature in powder bed additive manufacturing considering laser power absorption, latent heat, scanning strategy, and powder packing. Mater (Basel) 12(5):1–16. https://doi.org/10.3390/MA12050808
Ning J, Wang W, Zamorano B, Liang SY (2019) Analytical modeling of lack-of-fusion porosity in metal additive manufacturing. Appl Phys A Mater Sci Process 125(11):1–11. https://doi.org/10.1007/s00339-019-3092-9
Ning J, Sievers DE, Garmestani H, Liang SY (2020) Analytical modeling of in-process temperature in powder feed metal additive manufacturing considering heat transfer boundary condition. Int J Precis Eng Manuf-Green Technol 7(3):585–593. https://doi.org/10.1007/s40684-019-00164-8
Xing W, Ouyang D, Li N, Liu L (2018) Estimation of residual stress in selective laser melting of a Zr-based amorphous alloy. Mater (Basel) 11(8). https://doi.org/10.3390/MA11081480
Li C, Liu JF, Guo YB (2016) Prediction of residual stress and part distortion in selective laser melting. Proc CIRP 45:171–174. https://doi.org/10.1016/j.procir.2016.02.058
Ning J, Praniewicz M, Wang W, Dobbs JR, Liang SY (2020) Analytical modeling of part distortion in metal additive manufacturing. Int J Adv Manuf Technol 107(1–2):49–57. https://doi.org/10.1007/s00170-020-05065-8
Park HS, Ansari MJ (2020) Estimation of residual stress and deformation in selective laser melting of Ti6Al4V alloy. Proc CIRP 93:44–49. https://doi.org/10.1016/j.procir.2020.03.091
Acknowledgements
The corresponding author thanks the Scientific and Technological Research Council of Turkey (TÜBİTAK) for their support under 2244 - Industrial PhD Fellowship Program, Grant No: 118C100.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Günaydın, A., Kaya, N., Yıldız, A. (2022). Effect of Build Orientation on Cross-Sectional Areas of Sliced Layers and Geometrical Accuracy in Selective Laser Melting. In: Sen, Z., Oztemel, E., Erden, C. (eds) Recent Advances in Intelligent Manufacturing and Service Systems. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-7164-7_2
Download citation
DOI: https://doi.org/10.1007/978-981-16-7164-7_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7163-0
Online ISBN: 978-981-16-7164-7
eBook Packages: EngineeringEngineering (R0)