
Abstract
Uncontrolled production of organic waste due to rapid urbanization and growing population has become a global concern. Biogas is an economical, renewable, and eco-friendly source of energy produced by using various groups of microorganisms that work in a synchronized way. Virtually any type of solid organic wastes is transformable into biogas through anaerobic digestion (AD). This chapter discusses the importance of biogas and use of microbes for biogas production. The production processes and parameters influencing the yield are also discussed briefly. In addition, the challenges are faced by enhancement techniques and summarized.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
24.1 Introduction
Globally, the demands of energy have been growing gradually. For that reason, there is a need to enhance the growth of renewable and eco-friendly energy sources. The most important energy sources are fossil fuels that provide 80% of the total energy. Although the limited sources of fossil fuel also have some alarming impacts on the environment, it is necessary to reduce the use of fossil fuel because of global warming and other harmful pollutants. Around the world, the limited fossil fuel accessibility and the growing energy demands are the basic reasons that are compelling the governments to pursue the alternatives of renewable energy sources (Hijazi et al. 2016; Chuanchai 2018). Numerous methods including hydropower, solar heat, wind power, and anaerobic digestion (AD) can be used to produce renewable energy. However, bioenergy draws intention as renewable energy due to its viability and less production of CO2. Generally, biogas consists of carbon dioxide (25–50%), methane (50–75%), water vapors, and some gases, i.e., N2, H2S, NH3, and CO. The general equation of biogas production is as following: (Bo et al. 2014; Lee et al. 2017).
Conventionally biogas is produced through anaerobic digestion AD process by the microbial decomposition of organic matter. The organic matter including (crop residues, industrial wastes, municipal wastes, and animal manures) decomposed by microorganisms in anaerobic conditions. The AD process has been catalyzed by a wide variety of microbes. These microbes convert the macromolecules into smaller molecules. The first step of the AD process is hydrolysis; various microbial communities can be used for efficient hydrolysis process. Most of the species belong to the class of Bacilli and Clostridia. Clostridium species are common for degradation under anaerobic conditions. An extensive range of microorganisms such as Thermomonospora, Actinomyces, Ralstonia, Shewanella, Methanobacterium, and Methanosarcina contribute to the degradation and methane production. Recently several species like Clostridia-36%, Bacilli-11%, both with the members of Mollicutes-3%, Bacteroidia-3%, Actinobacteria-3% and Gammaproteobacteria-3% are reported as the fermented bacteria in the digesters (Khalid et al. 2011; Wirth et al. 2012). Various Archaeal communities identified as methanogens, i.e., Methanobacterium formicicum, Methanosarcina frisius, and Methanosarcina barkeri. Methanogens are uncultivable microorganisms that increase the production of methane (Goswami et al. 2016), whereas others are the member of thermophilic species (e.g., Crenarchaea and Thermoplasma sp.). Archaeal 16s rRNA gene clones associated with ArcI taxon have been recovered in large amount from a methanogenic digester to decompose sewage sludge. ArcI is reported as an acetate consumer that plays an important part in acetoclastic methanogenesis. About 16% of rRNA archaeal gene clones have been investigated in a mesophilic methanogenic digester that belongs to Crenarchaeota (the subphylum C2). It also has been observed that by increasing the hydrogenotrophic species the production of methane increases (Chouari et al. 2005; Trzcinski and Stuckey 2010).
The process of AD involves four major steps, i.e., hydrolysis, acidogenesis, acetogenesis, and methanogenesis. The organic matter is converted into renewable bioenergy by the action of microbes in the presence of enzymes. A large variety of bacterial groups taking part in the AD processes, such as hydrolytic, fermenting, acid-oxidizing, and methanogenic archaea bacteria are used to degrade organic waste (Carballa et al. 2015; Tuesorn et al. 2013). This process is environmentally friendly, requires less energy, economically attractive, and produces high quality of biogas. On the other hand, it also has some limitations, such as low biogas production, destabilizing, and weak degradation of substrates. Various factors can affect the AD process like (temperature, pH, volatile fatty acids, C\N ratio, alkalinity, and substrate characteristics) (Cerrillo et al. 2016). To overcome these problems many physical and chemical methods have been established. Many techniques are used to increase hydrolysis efficiency that is a rate-determining step in the AD process. Currently, several new technologies, e.g., (MECs) and (MFCs) have been introduced to increase the efficiency of anaerobic digesters. These technologies use electric current from microorganisms to improve biogas production. The pretreatment of substrates along with micronutrients also improves gas yield. An improvement of discharge quality is also needed to avoid the adulteration of groundwater by nutrients and pathogens (Lee et al. 2017; Weiland 2010).
24.2 Historical Overview
Recently, one of the major environmental problems is the continuous production of organic material. This organic waste is managed and treated by AD which is a microbial anaerobic (absence of O2) decomposition process to produce biogas in digesters (airproof reactor tanks). Biogas is a sustainable supply of renewable energy from organic waste. AD has attained global attention to lower the combustion of fossil fuel and to reduce the emission of greenhouse gases (Awe et al. 2017; Hosseini and Wahid 2014).
In France, Ad was first documented in 1891. In 1895, biogas was produced in the United Kingdom from municipal waste and it was used to harvest heat and light (Gashaw 2014). A comprehensive report in the USA about anaerobic digestion was published in 1936, by Hatfield and Buswell (Wett and Insam 2010). In the middle of the twentieth century, sustainable applications of biogas plants appeared. Currently, AD is a significant treatment of waste (industrial waste, aquatic biomass, sewage solid waste, and energy crops) and produces methane (García-González et al. 2019; Raucci et al. 2019). For years, the production of biogas has been applied in households and farms on a small scale. Since the 1930s, the production of biogas after viable stabilization requirements of sewage sludge became a standard process to treat sludge at large to medium scale treatment plans. In Europe particularly, over the last few years, biogas plant has developed an industrial scale largely by increasing the efficiency of biogas conversion. At the start of the twenty-first century, we came to know that biogas has the potential to eliminate many issues instantly. Taking methane in biogas can provide waste disposal management, reduction of GHGs emissions, and renewable energy production (Chiumenti et al. 2018; Hou and Hou 2019). Biogas is a common renewable energy source in developed countries. On the other hand in developing countries, this trend has not altered. Globally, the production of biogas was reported only 2% as displayed in Fig. 24.1, whereas in the EU, it was extended to 7% in 2013 as shown in Fig. 24.2 (Agency 2016).

Global energy source in 2013 (Atelge et al. 2018)

EU-28 level energy source in 2013 (Atelge et al. 2018)
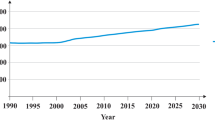
The continuous increase in the growth of the biogas sector has been supported by the above facts since 1990. The sustainable energy investment trend during the era of 2004–2015 in the world is shown in the following Fig. 24.3.

Graphical representation of global investment in biogas production (Atelge et al. 2018)
Figure 24.3 illustrates that there is a continual increase during 2004–2008 where the trend remains relatively constant (Gonzalez-Salazar et al. 2016). The fewer investments made to be constant after 2011. While the rate of growth from 2004–2015 was 2%, the investment in waste and biomass to energy sector was 6 billion dollars in 2015. In developed countries like Denmark, Germany, and England, the energy sector has developed well, therefore investment in waste and biomass to energy lessened in the era of 2011 and 2015 (Solarte-Toro et al. 2018; Edenhofer et al. 2011). Conversely, in developing countries, the investment continues to increase progressively owing to their economic conditions (Offermann et al. 2011). In the EU, to meet the sustainable energy requirements of the National Renewable Energy Action Plan (NREAP), the sustainable energy sector has to develop 4% every year till 2020, to meet the anticipations. In Paris Agreement 2015, the target of the EU for 2050 was the reduction of greenhouse gasses emission to 85–90% from the volume produced in 1990 (Bausch et al. 2017). In the era of 2013–2020, electricity generation from biogas must be enhanced from 46.8 to 63.3 terawatt-hours in the EU to gain their NREAP target. Italy and Germany have achieved their goals because of their numbers of functional biogas plants, whereas other countries require economic investments and policies for the operation and development of more biogas plants (Repele et al. 2017).
Animal waste has been alleviated by AD unless the middle of the 1970s in North America (Abbasi et al. 2012). The biogas plant number with well-developed AD has increased in the USA. Recently, the number of AD plants in operation are around 2100, it is still lesser compare to their model potential (Wang et al. 2019). Japan is also using this technique to manage and treat its waste. At this time, thermophilic AD is used only in Japan in the world. 200 mL biogas was formed in 2006. Many cities in Japan like Kobe, Nagaoka, and Kanazawa are producing biogas from sewage sludge with various capacities, e.g., 800,000, 600,000, and 280,000 m3/year, respectively (Yolin 2015; Gubaidullina and Kargina 2015). In developing countries, AD has been becoming more suitable and standard technique due to high energy costs compared to developed nations. At present, India and China have a large number of operated biogas plants with 4.7 million and 42.6 million correspondingly as shown in Fig. 24.4 (Tongia and Gross 2018).

Domestic number of biogas plants established in 2016 by India and China (Atelge et al. 2018)
Other countries in Asia like Bangladesh, Kenya, Nepal, Cambodia, and Vietnam have installed progressively more domestic biogas plants (Geng et al. 2016). In 2016, the numbers of small scale biogas plants installed in these nations are in the range of 360–15,000. In this year Asia has invested more for AD technologies compared to any other region. African Biogas Partnership Program operated almost 68,000 biogas plants in 2016, in Africa. In developing countries, more than 700,000 plants have been installed in 2015 (Appavou et al. 2017).
24.3 Importance of Biogas
Fossil fuels are the renewable source of energy but their formation process is very slow and current consumption is rapidly draining the reserves. Biogas is formed during the process of anaerobic digestion and is a reliable and flammable gas with short formation time (Hosseini and Wahid 2014). Biogas has versatile applications as shown in Fig. 24.5, e.g., due to controlled combustion its chemical energy can be transformed into mechanical energy.

Utilizations of biogas (Ferreira et al. 2019)
Thermal energy can also be generated from biogas when it burns to yield heat energy in boilers. In stationary engines as well as in automotive it is used as fuel. It is a promising source of H2 that is loaded into fuel cells (Alves et al. 2013).
Use of Biogas for Sludge Treatment
The sludge sanitization process can be performed with the help of a boiler worked on biogas and a heated concrete tank. Once a day, the tank might be aided to avoid the necessity of a large gas holder. A heat exchanger is fitted in the tank to heat the sludge for 30 min at 70 °C. Therefore, excess thermal heat (up to 70%) can be used for cooking and water heating (Passos et al. 2020).
Use of Biogas in Fuel Cells
The techniques to change H2 into electrical energy and desirable power levels are near to commercialization. In fuel cells, the direct biogas use is termed as internal reforming (Ohkubo et al. 2010; Membrez and Bucheli 2004). (SOFC) and (MCFC) are high-temperature fuel cells. They have a greater ability of internal reforming (use of biogas directly) due to better capacity of thermal integration and great tolerance of H2 contaminants. In the literature, various studies indicated that in fuel cells, biogas reforming is used frequently. However, some studies revealed that biogas can be converted into electricity without a humidifier, ancillary fuel, external reformer, and metal catalyst (Shiratori et al. 2008). During internal reforming, CO is also produced which is a poison for fuel cells (Xuan et al. 2009).
Use of Biogas as Biofuels
Biogas is a high octane fuel. The components of biogas can be categorized in the following ways:
-
Combustible.
-
Non-combustible.
The combustible components include CO2, H2, and CH4 while CO and N2 are non-combustible components. Various factors such as the source of substrates and preparation techniques may change the composition of the biogas. Biofuel is a biomass-based fuel. It has various advantages compared to fossil fuel. Primarily, biofuel is readily available from biomass. Furthermore, biofuel circulates the carbon between the fuel and air, as a result, many problems, i.e., energy scarcity and greenhouse gas emission can be resolved. Thirdly, various kinds of biofuel like ethanol and biodiesel have physicochemical characteristics for combustion in the internal combustion engine (Raheem et al. 2015; Brown and Brown 2013). Similarly, bioethanol (a renewable substitute) has been used for gasoline in the system isolated engine. As compared to natural gas and LPG, biogas has a lower heating value and lower flame speed. Secondly, the autoignition temperature is also greater than that of natural gas and LPG. Their chemical and physical properties have a greater effect on the use of biogas in the spark-ignition engine (Qian et al. 2017) (Table 24.1).
24.4 Commonly Used Substrates for Biogas Production
For renewable energy (biogas) biomass is the most commonly used substrate in AD. Some substrates are shown in Fig. 24.6. The biomass consists of proteins, carbohydrates, hemicelluloses, celluloses, and fats. However, some co-substrates are also used to obtain the highest gas yield. These co-substrates are agricultural wastes, food wastes, harvesting residue, i.e., leaves, and top of sugar beet and household municipal wastes. The composition and total yield of biogas depend on the type of feedstock and substrate used in the anaerobic plant to determine the composition and yield of biogas (Braun 2007; Achinas et al. 2017). Contents of organic matter and their theoretical yield are listed in the table.

A conventional biogas production cycle (Al Seadi 2001)
Methane production from different feedstocks is very difficult to compare. Experimental conditions, i.e., temperature, volatile solids, total solids are analyzed for the maximum performance of particular raw material. Thus it is useful to relate different feedstocks by their methane yield (B˳) (Owen et al. 1979).
Manures are used as the substrate in AD which is an abundant source of organic matter. The use of manures as feedstock also reduces the emission of greenhouse gases. Some biochemical methane potential assays showed that the potential yield of methane differs among livestock types. Various factors take part in the potential of methane, e.g., animal growth stage, type of bedding, species, breed, feed, amount, and any decomposition process (Møller et al. 2004). Farm manures have a high concentration of NH3 that may be an inhibitory factor in the AD process. The feedstocks having low nitrogen concentration involve high ammonia concentration for effective degradation. Beyond this manures usually consist of recalcitrant fiber that is hard to degrade. The pretreatment of manures gives up to 20% increase in methane production by reducing the particle size (Sung and Liu 2003; Angelidaki and Ahring 2000).
Biomass contains straws from rice, wheat, sorghum, and other waste products of food. It is the most favorable feedstock for the AD process. Their methane yield (B˳) is high. However, the high amount of recalcitrant material usually needs pretreatment to completely comprehend the potential yield. The biogas yield is also affected by the harvesting time (Petersson et al. 2007).
It is the most capricious feedstock because the production of methane is influenced by the location (source of material), sorting method, and time of collection. Cultural values, beliefs, the lifestyle of communities impact their recycling practices and waste disposal approaches (Cho et al. 1995). When the municipal solid waste is not differentiated by source then the process of pretreatment is mandatory to remove metals, glass, plastics. The pretreatment process can be done manually or mechanically, i.e., pressing, screening, and pulping. Sewage sludge is another form of industrial or municipal waste. It has a high methane yield due to the presence of high organic matter for AD (Ward et al. 2008).
Food waste has a high content of volatile solids, low total solids, and its degradation is easy in an anaerobic digester. These substrates during hydrolysis may accumulate acid in the digester and inhibit methanogenesis consequently. In the early 1980s, it was revealed that the various carbohydrate comprising wastes required alkali buffer as well as co-digestion for stable performance (Hills and Roberts 1982; Knol et al. 1978) (Table 24.2).
24.5 Application of Microbes in Biogas Production
24.5.1 Decomposition
It is an incessant and intricate microbial decomposition of complex organic biomass into its mineral forms. Decomposition is categorized by various physical and biological processes like biological fragmentation, respiration, and leaching (Hahn-Hägerdal et al. 2007; Busing et al. 2008). These processes work synergistically as they are very closely related to each other. Many factors affect decomposition processes such as the concentration of O2/CO2, temperature, humidity quality of substrate containing components, species, position, and size. Generally, decomposition has two types: abiotic and biotic. Biotic decomposition is the microbial (fungi, bacteria, and protozoa) disintegration of the complex substrate into simpler units. On the other hand, abiotic decomposition uses physical and chemical methods to breakdown complex organic substrate (Rahman et al. 2013). The microbial decomposition occurs in either anaerobic or aerobic environment as shown in Fig. 24.7.

Types of microbial decomposition
24.5.1.1 Anaerobic Decomposition
It is an anaerobic symbiotic microbial conversion of organic waste to biogas, salts, nutrients, refractory organic matter and additional cell matter, etc. It is an environmentally friendly technique.
The main components of the raw biogas are 60% CH3, 40%CO2 trace amount of H2S and water vapors. It is a colorless and odorless gas. When it burns a blue color flame is made which is similar to the flame of LPG gas. Archaea and bacteria are two basic kinds of microbes used for the conversion of biogas strictly in an anaerobic environment (Adekunle and Okolie 2015; Kusch et al. 2012). AD reduces pathogens, organic wastewater solids, and the odor by producing biogas from fractions of volatile solids. The product of this process has not only stabilized solids but also has some nutrients like ammonia-nitrogen. AD is applied in waste management including industrial wastewater, agriculture waste, sludge digester, municipal wastewater, septic tank, and waste treatment (Zhou and Wen 2019). It is used in both domestic and industrial fermentation to produce food and drink products. Different factors influencing biogas conversion may include the nature of substrate, volatile free fatty acids, carbon-nitrogen ratio, temperature, hydraulic retention time, digester design, pH and loading rate (Kusch 2008). It can be either a batch process or a continuous process. The organic waste is added continuously in continuous AD to the reactor. On the other hand, organic biomass is added in the batch process at the start of the process to the reactor.
24.5.1.2 Aerobic Decomposition
It is a decomposition of organic biomass in the presence of oxygen by microorganisms into SO−4, CO2, NO−3, H2O, etc. It is the most common process that occurred in the forest to produce stable organic compounds from dropping animals and trees. It can also take place in bins, piles, pits, stacks, etc. and insufficient O2 environment. Some compounds cannot decompose well in an aerobic environment that is the major disadvantage of this process. These unreactive compounds contain insoluble materials which require chemical oxygen demand up to 70%. To overcome these problems versatile AD technique is used to treat organic waste.
24.5.2 The Biochemical Process of Biogas Production
Biogas production through the AD process has significant advantages. It is a versatile source of energy that reduces the emission of greenhouse gases. Various types of organic substrates (agricultural remains, animal wastes, municipal solid wastes, and market wastes) are converted into biogas and digestate (Hijazi et al. 2016; Weiland 2010). The process of anaerobic digestion has been carried out by various independent progressive and biological reactions in anaerobic conditions (Parawira 2012). It is an enzyme-driven process during which organic matter is converted into CH4 and CO2. AD process consists of four main steps which are as follows and described in Fig. 24.8: (Weiland 2010).
-
Hydrolysis.
-
Acidogenesis.
-
Acetogenesis/Dehydrogenation.
-
Methanogenesis.

Schematic diagram of the biochemical process of biogas production
24.5.2.1 Hydrolysis
Hydrolysis is a process that transforms the complex organic macromolecules (lipids, polysaccharides, proteins) into smaller ones with the help of microbes secreted from different enzymes (Cirne et al. 2007). The different degradation steps involve diverse groups of microscopic organisms, which work in a closely related way. Hydrolyzing microorganisms are initially attacking polymers and converting them into long-chain fatty acids, monosaccharides, and amino acids. However, many hydrolytic enzymes that are secreted by microorganisms, e.g., cellobiose, cellulose, amylase, protease, xylanase, and lipase are taking part in hydrolysis (Weiland 2010; Bagi et al. 2007). Various bacterial groups are also included in the hydrolysis of polysaccharides, most of them are strictly anaerobic, i.e., Clostridium, Bacteroides, and Acetivibrio. The resulted products of hydrolysis are further decomposed by other microorganisms (Heeg et al. 2014).
24.5.2.2 Acidogenesis
In acidogenesis, the final products of hydrolysis, i.e., fatty acids, sugars, and amino acids are further decomposed by fermenting organisms. Some facultative and various hydrolyzing microorganisms (i.e., Paenibacillus, Ruminococcus, Streptococci) are taking part in fermentation (Ziganshin et al. 2013; Zheng et al. 2014). However, microorganisms, e.g., Acetobacterium, Enterobacterium, and Eubacterium along with the hydrolyzing microbes are also included to carry out the fermentation. These fermented bacteria (acidogens) convert the hydrolyzing products into numerous organic acids (i.e., butyric acid, acetic acid, propionic acid, succinic acid, lactic acids), alcohols, NH3, CO2, and H2. The resulting compound depends on the type of microorganism’s present, the kind of substrate used, and on environmental conditions (Schnurer and Jarvis 2010).
24.5.2.3 Acetogenesis
In acetogenesis, the fermented products are further oxidized into methanogenic substrates. The obligate acetogenic hydrogen-producing bacteria convert the high VFAs, amino acids, and alcohol into acetate and hydrogen. Syntrophus, Clostridium, Syntrophomonas, and Syntrobacter are the microorganisms that carried out acetogenesis as shown in Fig. 24.9 (Bagi et al. 2007; McInerney et al. 2008).

Shows an overall view of bacteria involved in the AD (Goswami et al. 2016)
24.5.2.4 Methanogenesis
In the biochemical process, the very last step of AD is methanogenesis in which fermentation of various organic compounds synthesized methane gas. The process of methanogenesis has been compelled by six different pathways, in which three are the major pathways, i.e., methylotrophic pathway, hydrogenotrophic pathway, and acetoclastic pathway. Every pathway is differentiated by other pathways by the source of energy and nature of the substrate used for methane. These substrates are formic acid, carbon dioxide, methylamine, dimethyl sulfate, and methanol. The common pathway of methanogenesis is the reduction of CO2 into CH4. However, according to methanogenic cofactors other five pathways may be assembled into two (Slonczewski and Foster 2013; Garcia et al. 2000). The three basic pathways are described in Fig. 24.10.

shows the complex process of methanogenesis including three pathways (Goswami et al. 2016)
Methylotrophic pathway: In this pathway, methane is produced by the decarboxylation of methylamine/methyl sulfides/alcohols.
Hydrogenotrophic pathway: In this pathway, methane is produced by the reduction of CO2.
Acetoclastic pathway: In this pathway, methane is produced by the decarboxylation of acetate. This pathway has been reported as the major pathway to produce methane in anaerobic conditions. It has been stated that during the AD process of domestic sewage about 70% of the total CH4 is produced through this process. The process of methanogenesis is very complex, it requires various substrates and cofactors to take place (Goswami et al. 2016; Lettinga 1995).
24.5.3 Parameters Influencing Microbial Growth and Biogas Yield
There are two main parameters such as operational and AD parameters to enhance biogas yield. These parameters are described in Fig. 24.11.

Important parameters in AD
24.5.3.1 Anaerobic Digestion Parameters
-
1.
Temperature.
Temperature is a fundamental factor significantly influencing different functions such as hydrolysis rate, biogas conversion, sludge quality, enzyme and its related coenzyme activities in the AD process. In that process, various anaerobic microorganisms work well at different temperature ranges (Yan et al. 2015). Three thermal stages are described in Fig. 24.12.

Important thermal stages in AD
Enzymes may not show their optimal catalytic activity at very low temperatures, whereas sensitive enzymes may become denature at very high temperatures, as a result, lead to process failure. From literature, we come to know that ammonia accumulation, endergonic metabolic reactions, and biogas yield accelerated at the thermophilic thermal range compared to the mesophilic thermal range (Sikora et al. 2019; Keating 2015). It was also noted that thermophilic thermal conditions could not be promising for exergonic metabolic reactions and specific substrates like co-digestion of sugar beet pulp with sewage waste (Montañés et al. 2015). The thermophilic condition also causes adverse environmental effects. During the digestion, process temperature must be kept constant because temperature fluctuations affect biogas yield negatively. Thermophilic bacteria are more sensitive than mesophilic bacteria.
-
2.
C/N ratio.
This ratio plays a significant role in anaerobic digestion (Mathew et al. 2015). For the growth of anaerobic microorganism in a stable environment, optimum ratio of C/N is required. Commonly, a range of 20–30 C/N ratio is suitable for the AD process (Meegoda et al. 2018). Wang et al. executed anaerobic co-digestion of three substrates (wheat straw, dairy and chicken manure) at a low concentration of free ammonia and ammonium ion and stable pH; as a result, he found that the maximum yield of methane produces at 27.2 C/N ratios (Wang et al. 2012). Zeshan et al. were also found that digestion accomplished well at a C/N ratio of 27 than 32 (Karthikeyan and Visvanathan 2012). Whereas according to modern study, AD performed well at 15–20 C/N ratios. For co-digestion, Zhong et al. found that the most favorable C/N ratio was 20 (Zhong et al. 2013). Anaerobic co-digestion for cattle manure and food waste was done by Zhang et al. at C/N ratios 15.8 (Zhang et al. 2013a). The optimum C/N ratios depend on inoculum and feedstock for the anaerobic digestion process. For a long-term AD operation, suitable C/N ratios are enforced.
-
3.
pH
In the AD process, pH is an indispensable parameter to regulate and stabilize the activities of methanogenic and acidogenic bacteria because their activities are greatly affected by pH changes. Usually, an optimum pH between 6 and 8 is reported for higher biogas yield (Deepanraj et al. 2014; Zhao et al. 2008). Acidogenesis and hydrolysis take place at pH 6.5 and 5.5, respectively. The amount of volatile fatty acids (VFAs) and CO2 formed during the digestion process affects significantly the pH of matter present in a digester. Typically to ensure fermentation in AD, then the concentration of CH3COOH and volatile free fatty acid should be <2000 mg/I. In 1998, Mattiasson and Jain reported that the efficiency of methane yield was enhanced ˃75% at above pH 5. In the co-digestion of two substrates such as dairy manure and cheese whey, when pH was uncontrolled, a two-phase anaerobic digester worked as a single-phase reactor, whereas in the methanogenic phase, when whey pH was controlled, then the digester functioned as a two-phase two-stage reactor (Bertin et al. 2013; Venetsaneas et al. 2009). From previous reports, we come to know that the pH of anaerobic reactor affects VFAs in a great manner, at low pH butyric acid and acetic acids are dominant VFAs however at pH 8 main VFAs are propionic acid and acetic acid (Horiuchi et al. 1999). Similarly, with the help of optimum pH, we should control acidogenic bacteria and their number (Horiuchi et al. 2002).
-
4.
Ammonia.
Ammonia and ammonium ions are obtained by degrading nitrogen-rich organic waste and protein (Yenigün and Demirel 2013; Whelan et al. 2010). Ammonia is a crucial nutrient for bacterial growth but in higher concentrations, it can be very toxic to bacteria (Walker et al. 2011). A recent study revealed that during anaerobic digestion ammonia could increase buffer capacity by neutralizing VFAs (Scherer et al. 2009). Zhang et al. have reported reaction equations between VFAs and ammonia as follows:
In the above equations, CxHyCOOH symbolizes VFAs. With the increase of organic load rate (OLR), the amount of VFAs increases which inhibits the AD process therefore to avoid this inhibition NH3 could react with VFAs and allow enough fatty acids for biogas production. Ammonia is directly proportional to both pH and temperature. It means that free ammonia concentration rises with increasing temperature and pH values such as at 35 °C and pH 7 the amount of free ammonia formed is <1%. Conversely, free ammonia at pH 8 and the same temperature increase to 10% (Fernandes et al. 2012). Bacteria grow at low ammonia concentration, whereas its higher concentration can inhibit bacterial growth. To regulate AD functions various techniques are used to remove excess ammonia such as microwave (Lin et al. 2009a, b), ion exchange (Wirthensohn et al. 2009), electrochemical conversion (Lei and Maekawa 2007), ammonia stripping (Böhm et al. 2011), membrane contractor (Lauterböck et al. 2012) and biological nitrogen elimination processes (Hsia et al. 2008), etc. We can calculate concentration free ammonia from the following formula.
Here, Ka is the dissociation parameter, while [NH3] and [T-NH3] represent free ammonia and total ammonia, respectively.
-
5.
Volatile Fatty Acid.
Valeric acid, acetic acid, butyric acid, and propionic acid are the basic VFAs intermediates that identify the stability of the AD process (Buyukkamaci and Filibeli 2004; Pham et al. 2012). Among these acids, propionic acid and acetic acids are essential for biogas production (Zhang et al. 2013b). During acidogenesis these intermediates are formed with a chain of carbon up to 6 atoms. Mainly, methanogens and acetogenic bacteria converted VFAs finally into CO2 and CH4. However, volatile fatty acids are directly proportional to organic load. High organic loading can increase VFAs concentration inside the reactor as a result of pH value drops which inhibit the AD process (Zhang et al. 2013a; Palacio-Barco et al. 2010).
-
6.
Macro- and Micronutrients.
Trace elements such as nickel (Ni), cobalt (Co), molybdenum (Mo), iron (Fe), tungsten (W), selenium (Se) and macronutrient carbon (C), phosphorus (P), sulfur (S), and nitrogen (N) are important equally for the survival and growth of microorganism in anaerobic digestion (Agler et al. 2008). These nutrients not only maintain the activities of enzymes but also help in their synthesis (Moestedt et al. 2013; Facchin et al. 2013). The optimum ratio of microelements S: P: N: C for AD is 1: 5: 15: 600.
24.5.3.2 Operational Parameters
-
1.
Organic Load Rate.
It is defined as the amount of organic waste fed continuously to anaerobic reactor per day per unit working volume as shown in the equation below:
where BR, VR, c, and m are the organic load (Kg/d*m3), digester volume (m3), organic matter concentration (%), and mass of substrate fed per time unit (Kg/d), respectively.
In diverse AD operations, the OLR differs because of variances in feedstock properties, operating temperature, and hydraulic retention time (Divya et al. 2015a). An optimal amount of OLR is required because too high organic load could accumulate VFAs in AD reactors that inhibit bacterial growth resulting in process failure; on the other hand, too low organic load could lead to the malnutrition of fermenting microbes consequently reducing the efficiency of the AD process. Generally, to some extent, OLR is directly proportional to the biogas yield. Various factors influence significantly OLR like operational cost and conditions as well as the type of SOWs fed (Meegoda et al. 2018).
-
2.
Hydraulic Retention Time.
Hydraulic retention time (HRT) is defined as the time (days/hours) required for the complete degradation of SOWs. It is expressed in the following equation:
In this equation, V and VR are substrate volume fed per unit time (m3/day) and digester volume (m3) correspondingly. It is inversely proportional to the organic load as shown in the above equation. It is a very important parameter influencing microbial growth in anaerobic reactor; therefore, it should be optimized (Mao et al. 2017). In the presence of very low HTR, volatile fatty acids could accumulate that lead to process failure by inhibiting bacteria while a very high HRT could result in insufficient feedstock usage. It depends upon the specific fed feedstock in the digester (Dareioti and Kornaros 2015). For SOWs treatment a 15-30 days HRT is required for AD operation (Mao et al. 2017).
24.6 Current Trends in Biogas Production
The general process of anaerobic digestion to produce biogas still requires intensive research. However, the information about the process has been increasing throughout recent years. The recently achieved methodological and technological advancements in that facet area, i.e., biogas upgrading (Angelidaki et al. 2018), use of new substrates (Vergara-Fernández et al. 2008), ammonia toxicity (Westerholm et al. 2009), process monitoring tools, i.e., VFAs sensors (Boe et al. 2007) and membrane reactors (Vyrides and Stuckey 2009). Reduction in the cost and time required for sequencing techniques played an important role in comprehending the complex microbial AD process. Nowadays various omics tools are used to decode the anaerobic digestion black box (Kougias and Angelidaki 2018).
Use of Pretreatment Techniques
To make the AD system economically viable national systems have been supported to use an array of various substrates. However, several studies examined that biogas synthesis is directly affected by various interacted waste streams. So the researchers try to improve the arrangement of different waste streams for the optimal production of biogas also called co-digestion. Advance studies illustrated that the co-digestion of crops, lignocellulosic and sewage sludge wastes give the better quality as well as quantity of biogas. Despite these, the different pretreatment technologies help to improve the biogas yield, speed of the AD process and also provide a wide variety of substrates (Mahanty et al. 2014; Igoni et al. 2008).
Modifications in Biogas Digesters
Biogas digesters are the air-tight bioreactors that are used to produce the biogas by the AD process. In the past, the basic model of digesters faced many problems and failures including high cost and unsteady gas pressure. Recently a new digester named puxin digester has been developed by China to contain all the qualities to improve biogas production. By the changing trends, the small household digesters holding the 5000 m3 capacity have been designed to produce biogas for vehicular fuel (Bharathiraja et al. 2018; Rajendran et al. 2012). On large scales to preclude system failures the biogas plants have been modified to work in a programmed manner. These modifications (i.e., heating accouterments, mechanical agitators, performance monitoring systems, and temperature regulators) in response help to lessen the system failures (Ward et al. 2008).
Biogas Upgradation
The conventionally used upgradation methods are pressure swing adsorption, pressure water scrubbing, amine adsorption, and biological methods. Even though, the latest cryogenic upgradation technology is becoming popular day by day. It is designed for the purification and bottling of biogas. In this technology boiling or sublimation points of different gases are used at very low temperature and high pressure. It is a very demanding technology because it yields 99% methane (Petersson and Wellinger 2009; Allegue et al. 2012).
High Pressurized and Multiple Stage AD
To increase the efficiency of the AD process various research projects are designed to estimate different formations, i.e., single and multi-stage reactors. According to modern studies, the physical partition of the AD in two phases, i.e., acidogenesis or hydrolysis and methanogenesis or acetogenesis in separate reactors helps to elevate the organic matter decomposition into methane. The configuration of multiple bioreactors plays an important role to increase efficiency and process stability (Yu et al. 2017). Blonskaja et al. studied that the use of a two-stage scheme gives high growth of methanogens which respond in high gas production (Blonskaja et al. 2003). Similarly, Kim et al. referred that by using the four stages anaerobic digestion system the digestion activity enhanced rather than the single-stage Scheme (Kim et al. 2011). Furthermore, Nasr et al. suggested that the two-stage technology enriched the efficiency and performance of the process (Nasr et al. 2012). A recent technique is developed which works at high pressure (100 bars) and it gives the methane content about 95%. Previous studies also showed that working at high pressure (up to 90 bars) affect the microbial processes and provide enriched methane. However further analysis is required to find the microbial pressure-dependent techniques (Lindeboom et al. 2011).
24.7 Challenges, Approaches, and Enhancement Techniques
24.7.1 A Gap between Biotech and Commercialization Research
Lignocellulosic biomass, i.e., forestry residues, municipal wastes, and crop wastes are the high potential and sustainable feedstocks for the production of biofuels worldwide. The production of biogas from lignocellulose requires further research efforts for developments. It is due to the technical problems and lack of understanding of reactor operations involved in the process. The complications of the AD process and the threat to the technologies’ strength are the notable problems (Himmel et al. 2007; Weber et al. 2010). To identify the research-biotech gaps, it is important to evaluate the impacts on economical, technical, and ecological barriers. For example, to reduce the cost, it is compulsory to determine the critical stages (e.g., use of enzymes or the investment on multi-stage AD systems) which affect the economy impressively. Once these standards are analyzed, they will help to indicate the costs, benefits, and research issues for improvement (Lynd et al. 2005). The finding of economically sustainable pretreatment processes has been identified as the major hurdle for the commercialization of biofuels (Philbrook et al. 2013). The amount and type of biocatalyst and microorganisms used for degradation affect the process stability and conversion rate but their cost is very high. So recent research initiatives have pay attention to the improvement of biocatalysts or microorganisms with better characteristics, low production cost, and wider applications. Recent studies also suggested the combination of high pressure and multi-stage technologies. These technologies will improve process efficiency (Blanch 2012; Banerjee et al. 2010). The research gap and scheme for the bio-industry are displayed in Fig. 24.13.

Research gap and scheme for bio-industry (Bharathiraja et al. 2018)
24.7.2 Biogas Future in a Green/Circular Economy
One of the renewable energy sources is biogas, and it does not generate CO2. However, CO2 is absorbed from the atmosphere during the biochemical process in AD and it is released with energy. When the CO2 and minor constituents are taking away, then 100% methane is obtained. This is a zero-carbon source that is compatible with any ancillary natural gas that makes it a perfect fuel (Bharathiraja et al. 2018). Biogas has many industrial, household applications and gradually is finding as a vehicular fuel. Many efforts have been made to enhance the methane content through the optimization of techniques (i.e., pretreatment and multi-stage AD system). Various new technologies are used to improve biogas production but the challenges are still present. These challenges are (1) hydrolysis as the rate-limiting step, (2) lignocellulosic biomass particle size, lignin content, and crystallinity of cellulose. The enzyme pretreatment method helps to increase the lignocellulosic digestibility. In recent times, the biogas generates from SOWs may satisfy nearly 20% of the total natural gas. Extensive research is in progress to diversify the technological advancements and low-cost energy sources. Although to complement the existing and developing technology, there is a sustainable management scheme for the future (Christy et al. 2014).
24.7.3 Pretreatment Techniques to Enhance Biogas Production
The treatment of solid organic wastes (SOWs) mainly agriculture waste and yard waste is very essential to expose cellulose and hemicellulose for bacterial attacks and enzymatic hydrolysis (Hu et al. 2015; Ravindran and Jaiswal 2016). Pretreatment has been classified into three main types as shown in Fig. 24.14.

Classification of pretreatment
24.7.3.1 Chemical Pretreatment
Chemical pretreatment of SOWs uses ionic liquids, alkalies, oxidizing agents and strong acids, etc. The reactions involved in this pretreatment are electrochemical, hydrolysis and oxidation reactions, etc. Some chemical pretreatment methods are shown in Table 24.3. It received more attention compared to physical pretreatment owing to its sound performance in enhancing methane yield. It increases organic waste’s surface area and lowers the cellulose crystallinity and degree of polymerization. Despite a larger enhancement in biogas synthesis, but only alkali hydrolysis has found its practical application in the industry particularly for SOWs containing low lignin content (Shah et al. 2015). Whereas the main disadvantages of NaOH pretreatment are Na+ ions that not only inhibit methane formation but also cause detrimental environmental impacts like soil salinization as well as water pollution (Zheng et al. 2014).
Modern research is trying to find eco-friendly chemicals for the maximum biogas yield.
24.7.3.2 Physical Pretreatment
The physical treatment technique does not use microorganisms or chemicals. It is used for the anaerobic conversion of SOWs to biogas as shown in Table 24.4.
Table 24.4 shows that the highest yield of biogas is produced as a result of hydrodynamic pressure homogenization (HPH) treatment of SOWs. The HPH is an environmentally friendly technique that produces a high quantity of CH3 without any chemical in a very short time at room temperature. The lignocellulosic networks of biomass are destroyed in this technique due to sudden expansion (Yusaf and Al-Juboori 2014; Fang et al. 2015). It is also used in pharmaceutical and food industries for cell distraction and food emulsification consequently (Zhang et al. 2013c). Another physical method such as milling or comminution not only decreased the degree of polymerization and crystallinity of cellulose but also increased the surface area of feedstock by decreasing its particle size. The ultrasonic process uses high-frequency waves to obliterate the complex polymerization network in SOWs that facilitate enzymatic degradation efficiency (Ormaechea et al. 2017). Microwave is an irradiation technique that generates intense heating by applying an electromagnetic field to water comprising substances.
The steam explosion method consumes efficiently wheat straw as a substrate to increase the yield of biogas production. It is a commercial-scale process, but it yields a smaller amount of methane than HPH. It is a favorable choice for more industrial installation due to its number of benefits, for example, low energy input, commercially available tools, and low pollution tendency (Bauer et al. 2010; Forgács et al. 2012).
The major drawback of hydrothermal waste pretreatment is the high temperature required to heat liquid water present in the waste substrate. Globally, it is an effective advantageous technique compared to both chemical and biological pretreatments.
24.7.3.3 Biological Pretreatment
Generally, biological pretreatment uses fungal species or biological agents to produce biodegradable enzymes that help in SOWs degradation (Yıldırım et al. 2017). The main advantages of this technique are described in the following:
-
1.
Minimum input energy due to its low operational cost.
-
2.
Environmental friendly.
-
3.
No expensive consumption of chemical.
The objective of this method is to remove lignin with fewer carbohydrates that can be obtained from the SOWs (Zhang et al. 2014). Some common types of this method such as fungal, sludge, bacterial, and enzymatic pretreatment are shown in Table 24.5. Among these types, bacterial and fungal pretreatment improves both biodegradable efficiency and biogas conversion of corn straw (Zhong et al. 2011). This has not been applied effectively on a large scale due to the slow microbial growth rate and enzymatic reaction rate (Shah et al. 2015). Enzymatic treatment improves only 13–19% biogas yield.
More suitable SOWs substrates for chemical, physical and the combination of both of these techniques are agriculture and yard waste. However, simple physical process such as milling, animal manure, and food waste are preferred to reduce their particle size. The physical process breaks down capably large granules of WAS into smaller particles.
24.7.4 Genetic Engineering
Recently, genetic engineering plays an important role to improve biogas yield by either integrating particular DNA fragments or manipulating specific genes into desirable species (Lim et al. 2018; Han et al. 2017). A yeast strain was genetically engineered in 2010 to generate its own enzymes for cellulose digestion. Nowadays, 205 Eubacterial and 21 Archaeal genomes have been sequenced. Almost 80% of genomes of Archaebacteria are methanogens that were insulated from sludge as well as from other anaerobic environments. In the same way, many acidogenic bacterial genomes are sequenced too. The genome of Methanobacterium thermoautotrophicum H (thermophilic bacteria) is fully sequenced which was segregated from municipal solid waste (Zhu et al. 2017; Kougias et al. 2017).
24.7.5 Bioaugmentation
As it is discussed earlier the AD process requires microorganisms for each step. The disturbance in microorganism balance may cause bioreactor instability and lead to inhibition of methane production (Christy et al. 2014). This disturbance is due to various inhibitory factors, e.g., high level of sulfate, ammonia, phosphate, and metal ions. Some other parameters, i.e., pH variation, temperature, and resistance of feedstock also became the reason to decrease AD efficiency (Mao et al. 2015; Divya et al. 2015b). So to overcome these limitations, bioaugmentation as an alternate strategy might be used. Bioaugmentation is the addition of efficient stress-resistant microscopic species into a community of bacteriological to improve the efficacy of methane production (Lebeau et al. 2008). Some of the bioaugmentation examples are as follows:
Upgrading of Hydrolysis, Acetogenesis, and Acidogenesis
In AD the very first phase is hydrolysis in which the feedstock is converted into simpler compounds. Cellulose, lignin, and hemicellulose containing substrates are among the most commonly used substrates. Though the major drawback of feedstock is the hydrolysis resistance to produce desirable products for fermentation. Different pretreatment techniques are used to improve hydrolysis but they have their limitations, i.e., partial hydrolysis and high cost (Carlsson et al. 2012). To overcome these problems various microorganisms are added that enhance the hydrolysis process due to their greater ability to break molecules (Mshandete et al. 2005). Coll and Weiss used a hemicellulolytic microbes group on the sludge obtained from the maize silage digesting plant. The outcomes displayed a 53% increase in methane production as compare to non-bioaugmented culture (Weiß et al. 2010). Similarly, Zhang and Coll suggested a pretreatment method for cassava residue. To achieve these thermophilic microorganisms enriched with cellulose and hemicellulose were used for the pretreatment of cassava residues. The outcomes showed a 97% growth in methane production (Zhong et al. 2011).
Role of H2 in the AD
The hydrogen produced in acetogenesis is used for the reduction of CO2. Generally, methanogenesis does not carry out at a low H2 level. So the high level of H2 leads to enhancing methane production (Pap et al. 2015). Through bioaugmentation, the thermophilic Caldiecellulosiruptor saccharolyticus is used to convert hemicelluloses, cellulose, and pectin to acetate, H2, and CO2 (Bagi et al. 2007). In 2010 it is evaluated that the C. saccharolyticus species uses cellulose to produce H2 (Herbel et al. 2010). Similarly, the bioaugmentation Acetobacteroides hydrogenigenes on corn straw and biogas slurry give a high yield of acetate and H2. The outcomes showed a 23% increase in methane production (Zhang et al. 2015). It is evident from literature that the concentration of H2 smaller than 10-4 is thermodynamically unfavorable for methane production. On the other hand, the high concentration of H2 (>10-8) acts as an inhibitory factor to hydrogenotroph. So it is very important to maintain a suitable concentration of H2 to produce CH4 (Kovacs et al. 2004).
Overcoming Ammonium Inhibition
The obtainability of nitrogen is persistent with the cell growth which is obtained from nitrogenous matter. In aqueous solution, the inorganic nitrogen is present in the form of NH3 and NH4+. It is showed that the high concentration of ammonia inhibited the AD process because nitrogen is diffused into cells, causing potassium deficiency and proton imbalance (Chen et al. 2008). High temperature and high pH values produce free NH3 in a higher concentration that increases toxicity. To overcome the toxicity of ammonia various methods have been studied, i.e., addition of NH3 binding ions, high C/N ratios and low temperature of digester that reduces NH3 toxicity (Nielsen and Angelidaki 2008). Fotidis and Coll suggested the bioaugmentation with an archaea species, i.e., hydrogenotroph Methanoculleus bourgensis can tolerate high ammonia levels (Fotidis et al. 2014).
Overcoming Low Temperature
To enhance the AD process temperature is another significant parameter. Generally, by increasing the temperature the metabolic rate also increases which leads to high methane production. For example, when the mesophilic microorganisms are revealed to low temperature, the overall yield of biogas decreased (Appels et al. 2008). However, at low temperatures when the AD process is operating, the bioaugmentation with psychrophilic species increases the methane production. Consequently, the decrease of methane production due to low temperature can be overcome by using microorganisms that work more effectively at low temperatures (Akila and Chandra 2010).
Overcoming O2 Produced Toxicity
The O2 present in the reactor leads to the amassing of H2 by decreasing methanogens as a result methane production decreases. Under these conditions, exogenous methanogens accumulation helps to restore methane yield. Schauer-Gimenez and Coll used a group of H2 amassing methanogens for bioaugmentation of the bioreactor. The outcomes showed a 60% increase in methane production (Schauer-Gimenez et al. 2010).
24.8 Conclusion
The energy crisis has been increasing day by day and the resources of renewable energy would be enough to meet the 50% global energy needs by 2050. So, biogas production attains a strategic location in the global market. The stability and performance of AD to produce biogas are primarily dependent on various groups of microscopic organisms and in turn, their functions and networks are influenced by operational parameters as well as properties of substrates. The anaerobic waste treatment process is an efficient technique to lessen the mass of the organic waste. Microbes play a very important role in the biochemical process of biogas production. In this era, it is necessary to implement the better acceptance technologies such as biotechnological advancements and investigations are needed to discover the effective feedstocks, effectiveness, and competency of the microbes and substrates for pretreatment. In recent times, the obtainability of efficient and genetically modified microbes, preparation of enzymes that are substrate-specific, microbial growth understanding, and cost reduction would be a challenge for scientists. However, the multi-stage digester designs, biological pretreatment techniques, genetic engineering, and bioaugmentation are the outstanding options used for the sustainable development of AD performance in biogas generation.
Abbreviations
- AD:
-
Anaerobic digestion
- C/N:
-
Carbon nitrogen
- GHGs :
-
Greenhouse gasses
- HPH :
-
Hydrodynamic pressure homogenization
- HRT:
-
Hydraulic retention time
- MCFC:
-
Molten carbonate fuel cell
- MECs:
-
Microbial electrolysis cells
- MFCs:
-
Microbial fuel cells
- NREAP :
-
National Renewable Energy Action Plan
- OLR:
-
Organic load rate
- SOFC:
-
Solid oxide fuel cell
- SOWs :
-
Solid organic wastes
- VFAs:
-
Volatile free fatty acids
- WAS:
-
Waste activated sludge
References
Abbasi T, Tauseef S, Abbasi S (2012) A brief history of anaerobic digestion and “biogas”. In: Biogas energy. Springer, Dordrecht. p. 11–23
Achinas S, Achinas V, Euverink GJW (2017) A technological overview of biogas production from biowaste. Engineering 3(3):299–307
Adekunle KF, Okolie JA (2015) A review of biochemical process of anaerobic digestion. Adv Biosci Biotechnol 6(03):205
Agency EE (2016) Renewable energy in Europe 2016: recent growth and knock-on effects. EEA Report 4/2016
Agler MT et al (2008) Thermophilic anaerobic digestion to increase the net energy balance of corn grain ethanol. Environ Sci Technol 42(17):6723–6729
Akila G, Chandra T (2010) Stimulation of biomethanation by Clostridium sp. PXYL1 in coculture with a Methanosarcina strain PMET1 at psychrophilic temperatures. J Appl Microbiol 108(1):204–213
Al Seadi T (2001) Good practice in quality management of AD residues from biogas production: task 24 og AEA technology environment
Allegue LB, Hinge J, Allé K (2012) Biogas and bio-syngas upgrading. Danish Technological Institute. p. 5–97
Alves HJ et al (2013) Overview of hydrogen production technologies from biogas and the applications in fuel cells. International Journal of Hydrogen Energy 38(13):5215–5225
Angelidaki I, Ahring BK (2000) Methods for increasing the biogas potential from the recalcitrant organic matter contained in manure. Water Sci Technol 41(3):189–194
Angelidaki I et al (2018) Biogas upgrading and utilization: current status and perspectives. Biotechnol Adv 36(2):452–466
Appavou F, et al. (2017) Renewables 2017 global status report. Renewable energy policy network for the 21st century. REN21, Paris
Appels L et al (2008) Principles and potential of the anaerobic digestion of waste-activated sludge. Prog Energy Combust Sci 34(6):755–781
Atelge MR, Krisa D, Kumar G, Eskicioglu C, Nguyen DD, Chang SW, Atabani AE, Al-Muhtaseb A, Unalan S (2018) Biogas production from organic waste: recent progress and perspectives. Waste Biomass Valoriz 11:1019–1040. https://doi.org/10.1007/s12649-018-00546-0
Awe OW et al (2017) A review of biogas utilisation, purification and upgrading technologies. Waste and Biomass Valorization 8(2):267–283
Bagi Z et al (2007) Biotechnological intensification of biogas production. Appl Microbiol Biotechnol 76(2):473–482
Banerjee S et al (2010) Commercializing lignocellulosic bioethanol: technology bottlenecks and possible remedies. Biofuels, Bioproducts and Biorefining: Innovation for a sustainable economy 4(1):77–93
Bauer A et al (2010) Analysis of methane yields from energy crops and agricultural by-products and estimation of energy potential from sustainable crop rotation systems in EU-27. Clean Techn Environ Policy 12(2):153–161
Bausch C, Görlach B, Mehling M (2017) Ambitious climate policy through centralization? Evidence from the European Union. Climate Policy 17(sup1):S32–S50
Bertin L et al (2013) Innovative two-stage anaerobic process for effective codigestion of cheese whey and cattle manure. Bioresour Technol 128:779–783
Bharathiraja B et al (2018) Biogas production–a review on composition, fuel properties, feed stock and principles of anaerobic digestion. Renew Sust Energ Rev 90(C):570–582
Blanch HW (2012) Bioprocessing for biofuels. Curr Opin Biotechnol 23(3):390–395
Blonskaja V, Menert A, Vilu R (2003) Use of two-stage anaerobic treatment for distillery waste. Adv Environ Res 7(3):671–678
Bo T et al (2014) A new upgraded biogas production process: coupling microbial electrolysis cell and anaerobic digestion in single-chamber, barrel-shape stainless steel reactor. Electrochem Commun 45:67–70
Boe K, Batstone DJ, Angelidaki I (2007) An innovative online VFA monitoring system for the anerobic process, based on headspace gas chromatography. Biotechnol Bioeng 96(4):712–721
Böhm K, Tintner J, Smidt E (2011) Modelled on nature-biological processes in waste management. Integrated Waste Management 1:153–178
Bolado-Rodríguez S et al (2016) Effect of thermal, acid, alkaline and alkaline-peroxide pretreatments on the biochemical methane potential and kinetics of the anaerobic digestion of wheat straw and sugarcane bagasse. Bioresour Technol 201:182–190
Braun R (2007) Anaerobic digestion: a multi-faceted process for energy, environmental management and rural development. In Improvement of crop plants for industrial end uses. Springer, Dordrecht. p. 335–416
Brown TR, Brown RC (2013) A review of cellulosic biofuel commercial-scale projects in the United States. Biofuels Bioprod Biorefin 7(3):235–245
Busing R, et al. (2008) Hurricane disturbance in a temperate deciduous forest: patch dynamics, tree mortality, and coarse woody detritus. In Forest ecology. Springer, Dordrecht. p. 351–363
Buyukkamaci N, Filibeli A (2004) Volatile fatty acid formation in an anaerobic hybrid reactor. Process Biochem 39(11):1491–1494
Carballa M, Regueiro L, Lema JM (2015) Microbial management of anaerobic digestion: exploiting the microbiome-functionality nexus. Curr Opin Biotechnol 33:103–111
Carlsson M, Lagerkvist A, Morgan-Sagastume F (2012) The effects of substrate pre-treatment on anaerobic digestion systems: a review. Waste Manag 32(9):1634–1650
Cerrillo M, Viñas M, Bonmatí A (2016) Overcoming organic and nitrogen overload in thermophilic anaerobic digestion of pig slurry by coupling a microbial electrolysis cell. Bioresour Technol 216:362–372
Cesaro A et al (2014) Enhanced anaerobic digestion by ultrasonic pretreatment of organic residues for energy production. J Clean Prod 74:119–124
Chen Y, Cheng JJ, Creamer KS (2008) Inhibition of anaerobic digestion process: a review. Bioresour Technol 99(10):4044–4064
Chiumenti A et al (2018) Biogas from fresh spring and summer grass: effect of the harvesting period. Energies 11(6):1466
Cho JK, Park SC, Chang HN (1995) Biochemical methane potential and solid state anaerobic digestion of Korean food wastes. Bioresour Technol 52(3):245–253
Chouari R et al (2005) Novel predominant archaeal and bacterial groups revealed by molecular analysis of an anaerobic sludge digester. Environ Microbiol 7(8):1104–1115
Christy PM, Gopinath L, Divya D (2014) A review on anaerobic decomposition and enhancement of biogas production through enzymes and microorganisms. Renew Sust Energ Rev 34:167–173
Chuanchai A, R. Ramaraj (2018) Sustainability assessment of biogas production from buffalo grass and dung: biogas purification and bio-fertilizer. 3 Biotech 8(3): 151
Cirne D et al (2007) Hydrolysis and microbial community analyses in two-stage anaerobic digestion of energy crops. J Appl Microbiol 103(3):516–527
Dareioti MA, Kornaros M (2015) Anaerobic mesophilic co-digestion of ensiled sorghum, cheese whey and liquid cow manure in a two-stage CSTR system: effect of hydraulic retention time. Bioresour Technol 175:553–562
Deepanraj B, Sivasubramanian V, Jayaraj S (2014) Biogas generation through anaerobic digestion process-an overview. Research Journal of Chemistry and Environment 18:5
Dehghani M, Karimi K, Sadeghi M (2015) Pretreatment of rice straw for the improvement of biogas production. Energy Fuel 29(6):3770–3775
Divya D, et al (2015a) Enhancement of biogas production through sustainable feedstock utilization by co-digestion. 5(3). Coden: IJPAJX-CAS-USA, Copyrights@ 2015 ISSN-2231-4490 Received: 20 th May-2015 Revised: 20 th June-2015 Accepted: 24 th June-2015
Divya D, Gopinath L, Christy PM (2015b) A review on current aspects and diverse prospects for enhancing biogas production in sustainable means. Renew Sust Energ Rev 42:690–699
Dumas C et al (2015) Effects of grinding processes on anaerobic digestion of wheat straw. Ind Crop Prod 74:450–456
Edenhofer O et al (2011) Renewable energy sources and climate change mitigation: special report of the intergovernmental panel on climate change. Cambridge University Press, Cambridge
Facchin V et al (2013) Batch and continuous mesophilic anaerobic digestion of food waste: effect of trace elements supplementation. Chem Eng 32:457–462
Fang W et al (2015) Physicochemical properties of sewage sludge disintegrated with high pressure homogenization. Int Biodeterior Biodegradation 102:126–130
Fernandes TV et al (2012) Effect of ammonia on the anaerobic hydrolysis of cellulose and tributyrin. Biomass Bioenergy 47:316–323
Ferreira A, et al (2019) Combining microalgae-based wastewater treatment with biofuel and bio-based production in the frame of a biorefinery. In Grand challenges in algae biotechnology. Springer, Dordrecht. p. 319–369
Forgács G et al (2012) Methane production from citrus wastes: process development and cost estimation. J Chem Technol Biotechnol 87(2):250–255
Fotidis IA et al (2014) Bioaugmentation as a solution to increase methane production from an ammonia-rich substrate. Environ Sci Technol 48(13):7669–7676
Garcia J-L, Patel BK, Ollivier B (2000) Taxonomic, phylogenetic, and ecological diversity of methanogenic archaea. Anaerobe 6(4):205–226
García-González MC et al (2019) Positive impact of biogas chain on GHG reduction. In: Improving biogas production. Springer, Dordrecht, pp 217–242
Gashaw A (2014) Anaerobic co-digestion of biodegradable municipal solid waste with human excreta for biogas production: a review. American Journal of Applied Chemistry 2(4):55–62
Geng W et al (2016) China′ s new energy development: status, constraints and reforms. Renew Sust Energ Rev 53:885–896
Gonzalez-Salazar MA et al (2016) A general modeling framework to evaluate energy, economy, land-use and GHG emissions nexus for bioenergy exploitation. Appl Energy 178:223–249
Goshadrou A, Karimi K, Taherzadeh MJ (2013) Ethanol and biogas production from birch by NMMO pretreatment. Biomass Bioenergy 49:95–101
Goswami R et al (2016) An overview of physico-chemical mechanisms of biogas production by microbial communities: a step towards sustainable waste management. 3 Biotech 6(1):72
Gu Y, Zhang Y, Zhou X (2015) Effect of ca (OH) 2 pretreatment on extruded rice straw anaerobic digestion. Bioresour Technol 196:116–122
Gubaidullina MS, Kargina A (2015) Theoretical analysis of the energy efficiency policy concept: Japan and Germany’s experience to Kazakhstan. International Relations and International Law Journal 72:4
Hahn-Hägerdal B et al (2007) Towards industrial pentose-fermenting yeast strains. Appl Microbiol Biotechnol 74(5):937–953
Han G et al (2017) A comparative study on the process efficiencies and microbial community structures of six full-scale wet and semi-dry anaerobic digesters treating food wastes. Bioresour Technol 245:869–875
Heeg K et al (2014) Microbial communities involved in biogas production from wheat straw as the sole substrate within a two-phase solid-state anaerobic digestion. Syst Appl Microbiol 37(8):590–600
Herbel Z et al (2010) Exploitation of the extremely thermophilic Caldicellulosiruptor saccharolyticus in hydrogen and biogas production from biomasses. Environ Technol 31(8–9):1017–1024
Hijazi O et al (2016) Review of life cycle assessment for biogas production in Europe. Renew Sust Energ Rev 54:1291–1300
Hills D, Roberts D (1982) Conversion of tomato, peach and honeydew solid waste into methane gas. Transactions of the ASAE 25(3):820–0826
Himmel ME et al (2007) Biomass recalcitrance: engineering plants and enzymes for biofuels production. Science 315(5813):804–807
Horiuchi JI et al (1999) Dynamic behavior in response to pH shift during anaerobic acidogenesis with a chemostat culture. Biotechnology Techniques 13(3):155–157
Horiuchi J-I et al (2002) Selective production of organic acids in anaerobic acid reactor by pH control. Bioresour Technol 82(3):209–213
Hosseini SE, Wahid MA (2014) Development of biogas combustion in combined heat and power generation. Renew Sust Energ Rev 40:868–875
Hou J, Hou B (2019) Farmers’ adoption of low-carbon agriculture in China: an extended theory of the planned behavior model. Sustainability 11(5):1399
Hsia T-H et al (2008) PVA-alginate immobilized cells for anaerobic ammonium oxidation (anammox) process. J Ind Microbiol Biotechnol 35(7):721–727
Hu Y et al (2015) Promoting anaerobic biogasification of corn Stover through biological pretreatment by liquid fraction of digestate (LFD). Bioresour Technol 175:167–173
Igoni AH et al (2008) Designs of anaerobic digesters for producing biogas from municipal solid-waste. Appl Energy 85(6):430–438
Iskander SM et al (2016) Resource recovery from landfill leachate using bioelectrochemical systems: opportunities, challenges, and perspectives. Bioresour Technol 201:347–354
Jackowiak D et al (2011) Optimisation of a microwave pretreatment of wheat straw for methane production. Bioresour Technol 102(12):6750–6756
Jin S et al (2015) Comparative study of high-pressure homogenization and alkaline-heat pretreatments for enhancing enzymatic hydrolysis and biogas production of grass clipping. Int Biodeterior Biodegradation 104:477–481
Kabir MM et al (2015) Experimental and economical evaluation of bioconversion of forest residues to biogas using organosolv pretreatment. Bioresour Technol 178:201–208
Karthikeyan OP, Visvanathan C (2012) Effect of C/N ratio and ammonia-N accumulation in a pilot-scale thermophilic dry anaerobic digester. Bioresour Technol 113:294–302
Keating C (2015) Hydrolysis, methanogenesis and bioprocess performance during low-temperature anaerobic digestion of dilute wastewater. PhD thesis, National University of Ireland
Khalid A et al (2011) The anaerobic digestion of solid organic waste. Waste Manag 31(8):1737–1744
Kim J, Novak JT, Higgins MJ (2011) Multistaged anaerobic sludge digestion processes. J Environ Eng 137(8):746–753
Kiran EU, Trzcinski AP, Liu Y (2015) Enhancing the hydrolysis and methane production potential of mixed food waste by an effective enzymatic pretreatment. Bioresour Technol 183:47–52
Knol W, Van Der Most MM, De Waart J (1978) Biogas production by anaerobic digestion of fruit and vegetable waste. A preliminary study. J Sci Food Agric 29(9):822–830
Kougias PG, Angelidaki I (2018) Biogas and its opportunities—a review. Front Environ Sci Eng 12(3):14
Kougias PG et al (2017) A novel archaeal species belonging to Methanoculleus genus identified via de-novo assembly and metagenomic binning process in biogas reactors. Anaerobe 46:23–32
Kovacs KL et al (2004) Improvement of biohydrogen production and intensification of biogas formation. Rev Environ Sci Biotechnol 3(4):321–330
Krishania M et al (2012) Opportunities for improvement of process technology for biomethanation processes. Green Processing and Synthesis 1(1):49–59
Kusch S (2008) Key success factors in discontinuously operated dry digestion. International Biogas and Bioenergy Competence Centre
Kusch S, Oechsner H, Jungbluth T (2012) Effect of various leachate recirculation strategies on batch anaerobic digestion of solid substrates. Int J Environ Waste Manag 9(1–2):69–88
Kuttner P et al (2015) Examination of commercial additives for biogas production. Agron Res 13(2):337–347
Lalak J et al (2016) Effect of biological pretreatment of Agropyron elongatum ‘BAMAR’on biogas production by anaerobic digestion. Bioresour Technol 200:194–200
Lauterböck B et al (2012) Counteracting ammonia inhibition in anaerobic digestion by removal with a hollow fiber membrane contactor. Water Res 46(15):4861–4869
Lebeau T, Braud A, Jézéquel K (2008) Performance of bioaugmentation-assisted phytoextraction applied to metal contaminated soils: a review. Environ Pollut 153(3):497–522
Lee B et al (2017) Microbial communities change in an anaerobic digestion after application of microbial electrolysis cells. Bioresour Technol 234:273–280
Lei X, Maekawa T (2007) Electrochemical treatment of anaerobic digestion effluent using a Ti/Pt–IrO2 electrode. Bioresour Technol 98(18):3521–3525
Lettinga G (1995) Anaerobic digestion and wastewater treatment systems. Antonie Van Leeuwenhoek 67(1):3–28
Li L et al (2015a) Pretreatment of corn Stover for methane production with the combination of potassium hydroxide and calcium hydroxide. Energy Fuel 29(9):5841–5846
Li Y et al (2015b) Optimization of ammonia pretreatment of wheat straw for biogas production. J Chem Technol Biotechnol 90(1):130–138
Lim JW, Ge T, Tong YW (2018) Monitoring of microbial communities in anaerobic digestion sludge for biogas optimisation. Waste Manag 71:334–341
Lin L et al (2009a) Removal of ammonia nitrogen in wastewater by microwave radiation. J Hazard Mater 161(2–3):1063–1068
Lin L et al (2009b) Removal of ammonia nitrogen in wastewater by microwave radiation: a pilot-scale study. J Hazard Mater 168(2–3):862–867
Lindeboom R et al (2011) Autogenerative high pressure digestion: anaerobic digestion and biogas upgrading in a single step reactor system. Water Sci Technol 64(3):647–653
Lynd LR et al (2005) Consolidated bioprocessing of cellulosic biomass: an update. Curr Opin Biotechnol 16(5):577–583
Mahanty B et al (2014) Optimization of co-digestion of various industrial sludges for biogas production and sludge treatment: methane production potential experiments and modeling. Waste Manag 34(6):1018–1024
Mao C et al (2015) Review on research achievements of biogas from anaerobic digestion. Renew Sust Energ Rev 45:540–555
Mao C et al (2017) Linkage of kinetic parameters with process parameters and operational conditions during anaerobic digestion. Energy 135:352–360
Mathew AK et al (2015) Biogas production from locally available aquatic weeds of Santiniketan through anaerobic digestion. Clean Techn Environ Policy 17(6):1681–1688
McInerney MJ et al (2008) Physiology, ecology, phylogeny, and genomics of microorganisms capable of syntrophic metabolism. Ann N Y Acad Sci 1125(1):58–72
Meegoda JN et al (2018) A review of the processes, parameters, and optimization of anaerobic digestion. Int J Environ Res Public Health 15(10):2224
Membrez Y, Bucheli O (2004) Biogas as a fuel source for SOFC co-generators. J Power Sources 127(1–2):300–312
Moestedt J et al (2013) Biogas production from thin stillage on an industrial scale—experience and optimisation. Energies 6(11):5642–5655
Møller HB, Sommer SG, Ahring BK (2004) Methane productivity of manure, straw and solid fractions of manure. Biomass Bioenergy 26(5):485–495
Monlau F et al (2013) Enhancement of methane production from sunflower oil cakes by dilute acid pretreatment. Appl Energy 102:1105–1113
Montañés R, Solera R, Pérez M (2015) Anaerobic co-digestion of sewage sludge and sugar beet pulp lixiviation in batch reactors: effect of temperature. Bioresour Technol 180:177–184
Mshandete A et al (2005) Enhancement of anaerobic batch digestion of sisal pulp waste by mesophilic aerobic pre-treatment. Water Res 39(8):1569–1575
Nasr N et al (2012) Comparative assessment of single-stage and two-stage anaerobic digestion for the treatment of thin stillage. Bioresour Technol 111:122–126
Nielsen HB, Angelidaki I (2008) Strategies for optimizing recovery of the biogas process following ammonia inhibition. Bioresour Technol 99(17):7995–8001
Offermann R et al (2011) Assessment of global bioenergy potentials. Mitig Adapt Strateg Glob Chang 16(1):103–115
Ohkubo T, Hideshima Y, Shudo Y (2010) Estimation of hydrogen output from a full-scale plant for production of hydrogen from biogas. Int J Hydrog Energy 35(23):13021–13027
Ormaechea P et al (2017) Influence of the ultrasound pretreatment on anaerobic digestion of cattle manure, food waste and crude glycerine. Environ Technol 38(6):682–686
Owen W et al (1979) Bioassay for monitoring biochemical methane potential and anaerobic toxicity. Water Res 13(6):485–492
Padoley K et al (2012) Wet air oxidation as a pretreatment option for selective biodegradability enhancement and biogas generation potential from complex effluent. Bioresour Technol 120:157–164
Palacio-Barco E et al (2010) On-line analysis of volatile fatty acids in anaerobic treatment processes. Anal Chim Acta 668(1):74–79
Pap B et al (2015) Temperature-dependent transformation of biogas-producing microbial communities points to the increased importance of hydrogenotrophic methanogenesis under thermophilic operation. Bioresour Technol 177:375–380
Parawira W (2012) Enzyme research and applications in biotechnological intensification of biogas production. Crit Rev Biotechnol 32(2):172–186
Passos F et al (2016) Improving biogas production from microalgae by enzymatic pretreatment. Bioresour Technol 199:347–351
Passos F et al (2020) Potential applications of biogas produced in small-scale UASB-based sewage treatment plants in Brazil. Energies 13(13):3356
Patil PN et al (2016) Intensification of biogas production using pretreatment based on hydrodynamic cavitation. Ultrason Sonochem 30:79–86
Petersson A, Wellinger A (2009) Biogas upgrading technologies–developments and innovations. IEA bioenergy 20:1–19
Petersson A et al (2007) Potential bioethanol and biogas production using lignocellulosic biomass from winter rye, oilseed rape and faba bean. Biomass Bioenergy 31(11–12):812–819
Pham TN et al (2012) Volatile fatty acids production from marine macroalgae by anaerobic fermentation. Bioresour Technol 124:500–503
Philbrook A, Alissandratos A, Easton CJ (2013) Biochemical processes for generating fuels and commodity chemicals from lignocellulosic biomass. Environ Biotechnol 12:39–63
Qian Y et al (2017) Review of the state-of-the-art of biogas combustion mechanisms and applications in internal combustion engines. Renew Sust Energ Rev 69:50–58
Raheem A et al (2015) Thermochemical conversion of microalgal biomass for biofuel production. Renew Sust Energ Rev 49:990–999
Rahman MM et al (2013) Lignin and its effects on litter decomposition in forest ecosystems. Chem Ecol 29(6):540–553
Rajendran K, Aslanzadeh S, Taherzadeh MJ (2012) Household biogas digesters—A review. Energies 5(8):2911–2942
Raucci D, Agostinone S, Carnevale M (2019) Technical and economic evaluation of renewable energy production in the Italian agricultural firm: financing a biogas plant investment. World Review of Entrepreneurship, Management and Sustainable Development 15(4):513–538
Ravindran R, Jaiswal AK (2016) A comprehensive review on pre-treatment strategy for lignocellulosic food industry waste: challenges and opportunities. Bioresour Technol 199:92–102
Repele M, Udrene L, Bazbauers G (2017) Support mechanisms for biomethane production and supply. Energy Procedia 113:304–310
Ruffino B et al (2015) Improvement of anaerobic digestion of sewage sludge in a wastewater treatment plant by means of mechanical and thermal pre-treatments: performance, energy and economical assessment. Bioresour Technol 175:298–308
Schauer-Gimenez AE et al (2010) Bioaugmentation for improved recovery of anaerobic digesters after toxicant exposure. Water Res 44(12):3555–3564
Scherer P et al (2009) Application of a fuzzy logic control system for continuous anaerobic digestion of low buffered, acidic energy crops as mono-substrate. Biotechnol Bioeng 102(3):736–748
Schnurer A, Jarvis A (2010) Microbiological handbook for biogas plants. Swedish Waste Management U 2009:1–74
Shah FA et al (2015) Co-digestion, pretreatment and digester design for enhanced methanogenesis. Renew Sust Energ Rev 42:627–642
Shiratori Y, Oshima T, Sasaki K (2008) Feasibility of direct-biogas SOFC. Int J Hydrog Energy 33(21):6316–6321
Siciliano A, Stillitano M, De Rosa S (2016) Biogas production from wet olive mill wastes pretreated with hydrogen peroxide in alkaline conditions. Renew Energy 85:903–916
Sikora A, et al. (2019) Searching for metabolic pathways of anaerobic digestion: a useful list of the key enzymes
Slonczewski JL, Foster JW (2013) Microbiology: an evolving science: Third international student edition. WW Norton & Company
Solarte-Toro JC, Chacón-Pérez Y, Cardona-Alzate CA (2018) Evaluation of biogas and syngas as energy vectors for heat and power generation using lignocellulosic biomass as raw material. Electron J Biotechnol 33:52–62
Sung S, Liu T (2003) Ammonia inhibition on thermophilic anaerobic digestion. Chemosphere 53(1):43–52
Tongia R, Gross S (2018) Working to turn ambition into reality: the politics and economics of India’s turn to renewable power
Travaini R et al (2016) Ozonolysis: an advantageous pretreatment for lignocellulosic biomass revisited. Bioresour Technol 199:2–12
Trzcinski AP, Stuckey DC (2010) Treatment of municipal solid waste leachate using a submerged anaerobic membrane bioreactor at mesophilic and psychrophilic temperatures: analysis of recalcitrants in the permeate using GC-MS. Water Res. 44(3):671–680
Tuesorn S et al (2013) Enhancement of biogas production from swine manure by a lignocellulolytic microbial consortium. Bioresour Technol 144:579–586
Venetsaneas N et al (2009) Using cheese whey for hydrogen and methane generation in a two-stage continuous process with alternative pH controlling approaches. Bioresour Technol 100(15):3713–3717
Vergara-Fernández A et al (2008) Evaluation of marine algae as a source of biogas in a two-stage anaerobic reactor system. Biomass Bioenergy 32(4):338–344
Vyrides I, Stuckey D (2009) Saline sewage treatment using a submerged anaerobic membrane reactor (SAMBR): effects of activated carbon addition and biogas-sparging time. Water Res 43(4):933–942
Walker M et al (2011) Ammonia removal in anaerobic digestion by biogas stripping: an evaluation of process alternatives using a first order rate model based on experimental findings. Chem Eng J 178:138–145
Wang X et al (2012) Optimizing feeding composition and carbon–nitrogen ratios for improved methane yield during anaerobic co-digestion of dairy, chicken manure and wheat straw. Bioresour Technol 120:78–83
Wang Q et al (2019) Consumer support and willingness to pay for electricity from solar, wind, and cow manure in the United States: evidence from a survey in Vermont. Energies 12(23):4467
Ward AJ et al (2008) Optimisation of the anaerobic digestion of agricultural resources. Bioresour Technol 99(17):7928–7940
Weber C et al (2010) Trends and challenges in the microbial production of lignocellulosic bioalcohol fuels. Appl Microbiol Biotechnol 87(4):1303–1315
Wei Y et al (2015) Mesophilic anaerobic co-digestion of cattle manure and corn Stover with biological and chemical pretreatment. Bioresour Technol 198:431–436
Weiland P (2010) Biogas production: current state and perspectives. Appl Microbiol Biotechnol 85(4):849–860
Weiß S et al (2010) Enhancement of biogas production by addition of hemicellulolytic bacteria immobilised on activated zeolite. Water Res 44(6):1970–1980
Westerholm M, et al (2009) Changes in the acetogenic population in a mesophilic anaerobic digester in response to increasing ammonia concentration. Microbes and environments. p. 1107250321–1107250321
Wett B, Insam H (2010) Biogas technology–Controlled gas flow for enhanced mixing, heating, and desulfurization. In: Microbes at Work. Springer, Dordrecht, pp 79–91
Whelan M, Everitt T, Villa R (2010) A mass transfer model of ammonia volatilisation from anaerobic digestate. Waste Manag 30(10):1808–1812
Wirth R et al (2012) Characterization of a biogas-producing microbial community by short-read next generation DNA sequencing. Biotechnol Biofuels 5(1):41
Wirthensohn T et al (2009) Ammonium removal from anaerobic digester effluent by ion exchange. Water Sci Technol 60(1):201–210
Xuan J et al (2009) A review of biomass-derived fuel processors for fuel cell systems. Renew Sust Energ Rev 13(6–7):1301–1313
Yan Z et al (2015) The effects of initial substrate concentration, C/N ratio, and temperature on solid-state anaerobic digestion from composting rice straw. Bioresour Technol 177:266–273
Yenigün O, Demirel B (2013) Ammonia inhibition in anaerobic digestion: a review. Process Biochem 48(5–6):901–911
Yıldırım E et al (2017) Improvement of biogas potential of anaerobic digesters using rumen fungi. Renew Energy 109:346–353
Yolin C (2015) Waste management and recycling in Japan opportunities for European companies (SMEs focus). EU-Japan Center for Industrial Cooperation, Tokyo, Japan
Yu L et al (2017) Two-stage anaerobic digestion systems wherein one of the stages comprises a two-phase system. Google Patents
Yusaf T, Al-Juboori RA (2014) Alternative methods of microorganism disruption for agricultural applications. Appl Energy 114:909–923
Zhang C et al (2013a) The anaerobic co-digestion of food waste and cattle manure. Bioresour Technol 129:170–176
Zhang C, Su H, Tan T (2013b) Batch and semi-continuous anaerobic digestion of food waste in a dual solid–liquid system. Bioresour Technol 145:10–16
Zhang Y et al (2013c) Sewage sludge solubilization by high-pressure homogenization. Water Sci Technol 67(11):2399–2405
Zhang Z et al (2014) Impact of pretreatment on solid state anaerobic digestion of yard waste for biogas production. World J Microbiol Biotechnol 30(2):547–554
Zhang J et al (2015) Bioaugmentation with an acetate-type fermentation bacterium Acetobacteroides hydrogenigenes improves methane production from corn straw. Bioresour Technol 179:306–313
Zhao M et al (2008) The influence of pH adjustment on biogas production from kitchen wastes by anaerobic fermentation. Chin J Bioprocess Eng 6(4):45–49
Zheng Y et al (2014) Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog Energy Combust Sci 42:35–53
Zhong W et al (2011) Effect of biological pretreatments in enhancing corn straw biogas production. Bioresour Technol 102(24):11177–11182
Zhong W et al (2013) Enhanced methane production from Taihu Lake blue algae by anaerobic co-digestion with corn straw in continuous feed digesters. Bioresour Technol 134:264–270
Zhou H, Wen Z (2019) Solid-state anaerobic digestion for waste management and biogas production. Solid State Fermen Res Indust Appl:147–168
Zhu X et al (2017) Characterization of the planktonic microbiome in upflow anaerobic sludge blanket reactors during adaptation of mesophilic methanogenic granules to thermophilic operational conditions. Anaerobe 46:69–77
Ziemiński K, Kowalska-Wentel M (2015) Effect of enzymatic pretreatment on anaerobic co-digestion of sugar beet pulp silage and vinasse. Bioresour Technol 180:274–280
Ziganshin AM et al (2013) Microbial community structure and dynamics during anaerobic digestion of various agricultural waste materials. Appl Microbiol Biotechnol 97(11):5161–5174
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Ammara, U. et al. (2022). Application of Microbes in Biogas Production. In: Inamuddin, Ahamed, M.I., Prasad, R. (eds) Application of Microbes in Environmental and Microbial Biotechnology. Environmental and Microbial Biotechnology. Springer, Singapore. https://doi.org/10.1007/978-981-16-2225-0_24
Download citation
DOI: https://doi.org/10.1007/978-981-16-2225-0_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-2224-3
Online ISBN: 978-981-16-2225-0
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)