
Abstract
CMT + P weld-brazing technique was applied for dissimilar joining of aluminium alloy (AA5052) and DP780 steel. Results showed a reduction in wettability of joints on increasing the aluminium (Al) sheet thickness from 1 to 2 mm due to reduced spreading ability of molten filler over steel surface. To overcome the issue of wettability, two approaches were used: (i) increasing WFR and (ii) adding pulses in the weld cycle. A significant improvement in the wettability was observed using both methods. An increase of about 18% (4.8–5.7 kN) and 50% (4.8–7.2 kN) in the load to failure of joints during shear-tensile testing was observed on increasing WFR (5 m/min) and adding two pulses respectively. Spilling of hard and brittle intermetallic phases into fusion zone due to excessive turbulence in the molten pool and formation of geometrical necking resulted in a drop in failure load at WFR of 6 m/min and 4 pulses despite higher wettability at these two parameters. It is suggested to optimize the number of pulses and CMT cycles to improve the load bearing capacity of the joints because in addition to wettability, bead shape and distribution (formation and growth) of intermetallic phases at the interface also play a crucial role in determining the properties of weld-brazed joints. To overcome the issues arising from increased Al sheet thickness, CMT + P technique has the potential to improve the joint properties at a constant deposition rate owing to better control over heat input.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
21.1 Introduction
Hybrid/multi-material structure design in the automotive industry obtained via the interaction of dissimilar materials (i.e. chemically different constituents) is a promising approach to address the ecological and economic issues across the globe. Lightening of automobiles can be achieved by adopting high-strength steels of reduced thickness or by the use of materials with high specific strength (i.e. high strength-to-weight ratio) in the manufacturing of bodies. Aluminium alloys are being widely used in automobiles owing to its high specific strength and good corrosion resistance which brings the necessity to join aluminium with steel [1,2,3]. The key challenge of dissimilar joining of Al to steel includes differences in thermo-physical properties (e.g. melting point, thermal conductivity, and coefficient of thermal expansion) and the formation of hard and brittle intermetallic compound (IMC) layer at the joint interface [4]. Brazing is a promising technique to join materials with large difference in melting points as one of the materials remains solid and the other one melts with the filler metal. During the lap joining of Al to steel using Al-based filler metal, welding occurs between Al base metal and Al filler, whereas brazing takes place between the filler and the steel by means of inter-diffusion of atoms across the L/S interface [5]. Due to low solid solubility of Fe in Al (~0.03 at.%), formation of intermetallic phases is inevitable at the L/S interface and the thickness of IMC layer increases proportionally with the welding heat input. There are two contradictory phenomenons associated with the formation of intermetallic compounds: (i) It ensures strong atom-to-atom bonding between Al and steel by forming an interface reaction zone. (ii) Formation of thick IMC layer can degrade the mechanical properties of the joint due to high brittleness and low structure symmetry of the Al-rich intermetallic compounds (orthorhombic η-Fe2Al5 and monoclinic θ-Fe4Al13) [4, 6,7,8]. It has been reported that incorporation of silicon (Si) in the filler composition can suppress the rapid growth of intermetallic compounds by participating in the interfacial reaction zone. Reason claimed for this reduction is that Si blocked the easy diffusion path of Al atoms by occupying structural vacancies (~30%) along the long axis of η-Fe2Al5 and hence hindered the rapid growth of IMC layer. In the previous studies, it has been suggested that the thickness of IMC layer should be less than 10 μm in order to achieve the desired properties [9,10,11,12,13].
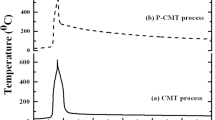
A new cold metal transfer (CMT) method, CMT plus pulse (CMT + P) process, has been introduced by Fronius Company, Austria, which is a combination of conventional CMT process and pulsed welding process [14]. The schematic of variation of voltage and current variation during CMT + P weld-brazing cycle (for two CMT and two pulse cycles) is shown in Fig. 21.1. CMT brazing is an extension of MIG brazing process that combines the short-circuiting with wire retraction and enables the filler metal deposition at relatively low heat input than conventional MIG brazing. In CMT process, there are two phases, namely arcing phase and short-circuiting phase. In arcing phase, again there are two phases known as boost phase and wait phase, respectively. In boost phase, arc initiates and melting of filler wire takes place which leads to the formation of a droplet at the tip of filler wire. The current is very high in boost phase, while in wait phase current slightly drops down but remains constant and sufficient for the further melting of filler till the beginning of short-circuiting phase. In boost phase, the size of droplet increases with time which reduces the resistance for the flow of current between filler wire and base metal and hence voltage also drops down. Once the droplet makes contact with the base metal surface, the voltage becomes almost zero which facilitates the metal transfer at nearly zero heat input. Whereas in pulse brazing phase, high current pulses provide an opportunity to increase the welding heat input according to the joining requirement [15,16,17,18]. In pulsed brazing, there are phases known as peak current phase (droplet formation takes place at higher current level) and base current phase (deposition at comparatively low current).

Schematic of CMP + P weld cycle
Increase in welding heat input ensures improved wettability of filler metal over steel surface but also leads to the formation of comparatively thick IMC layer which may degrade the joint properties above a certain limit [16]. Wetting length determines the bonding area of the joint. The two primary reasons of joint failure from the interface are formation of thick IMC layer and low wetting length. CMT + P process combines the advantages of both joining processes (i) CMT brazing: deposition at comparatively low heat input in the absence of EMF which guarantees better weld stability along with formation of thin IMC layer at the interface and (ii) pulse brazing: increased melting of filler wire due to high current pulses ensures better wettability of filler metal. By varying the number of pulses and CMT cycles, the heat input during CMT + P weld-brazing process can be more easily adjusted and controlled compared with the conventional brazing processes (e.g. MIG brazing [7], TIG brazing [4] and laser brazing [19]). In a single CMT + P weld cycle, number of CMT and pulse cycles can be incorporated which ultimately governs the droplet transfer, i.e. pulse droplet transfer follows conventional CMT droplet transfer.
Available literature shows that wettability of CMT-brazed lap joints remains an issue. This becomes critical during the joining of thick (>1.5 mm) Al sheets with steel and results in poor joint strength. In this study, the effect of WFR and number of pulses is investigated on the bead shape, microstructure and load bearing capacity of CMT + P weld-brazed lap joints. The primary aim of this work is to improve the wetting ability of molten filler over steel surface for joining of 2-mm-thick Al alloy sheet with 1-mm-thick DP780 steel.
21.2 Materials and Methods
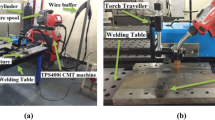
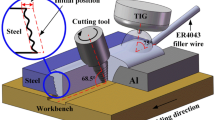
In this study, aluminium alloy (AA5052) of 1 mm and 2 mm thickness is joined with dual-phase steel (DP 780, 1 mm thickness) using CMT + P weld-brazing technique in lap configuration with an overlap distance of 25 mm at a joining speed of 400 mm/min as shown in Fig. 21.2. Chemical composition of steel, Al alloy and filler wire is given in Table 21.1. Al-based and Si-enriched filler wire (AlSi5) of 1.2 mm diameter was used for the joining. Surfaces of the sheets were degreased using acetone prior to joining. The travel angle of 20° was maintained opposite to the direction of brazing, i.e. push mode, and pure argon (99.9%) was used as shielding gas at a flow rate of 15 L/min. The process parameters are given in Table 21.2.

a CMT brazing machine; b experimental set-up; c schematic of experimental set-up and d schematic of cross section of the weld-brazed lap joint
Samples for metallography and shear-tensile testing were cut from the as weld-brazed sheets in the transverse direction of deposited bead. Surface of metallography samples was polished progressively up to diamond slurry of 0.25μ size to achieve mirror finish. Etched surfaces were examined using LEICA DM6000M optical microscope and scanning electron microscope (SEM) equipped with energy-dispersive X-ray spectroscopy (EDS). Shear-tensile testing was done on a 100kN servo-electric Instron-8862 system following DIN EN 1002-1 standard under a displacement rate of 1 mm/min.
21.3 Results and Discussions
21.3.1 Effect of al Sheet Thickness
At first, AA5052 of 1 mm thickness was joined with DP780 steel of the same thickness in lap position at a WFR of 4mpm and welding speed of 0.4 mpm. Wettability of the joint decreased, i.e. wetting angle increased and wetting length decreased on increasing the Al sheet thickness to 2 mm. This reduction in wettability is attributed to the increase in effective cross-sectional area of the joint with 2-mm Al sheet for the same amount of material deposition. The cross section of the bead of 1- and 2-mm Al sheet is shown in Fig. 21.3. This increase in cross-sectional area led to increase in rate of dissipation of heat from molten filler in the direction of Al base metal which also reduced the spreading ability of molten filler over steel surface. Seffer et al. [20] also reported that sheet thickness (t) of the aluminium alloy affects the conditions of thermal conduction of the joint partners and also the energy per unit length. Hence, on increasing the sheet thickness, the effective interfacial area of the joint decreased which resulted in the drop of shear-tensile from 5.21 to 4.8 kN and the failure location also changed from bead to interface.

Cross section of weld-brazed joints a for 1-mm Al sheet and b for 2-mm Al sheet
To overcome this issue to wettability with increasing sheet thickness, there are two methods which are employed in the current work: (i) increasing WFR (increasing deposition rate) and (ii) adding pulses in weld cycle (increasing melting of Al base metal and filler). In the synergy mode, welding current and voltage increase with the WFR to maintain the stability of the CMT process, i.e. wire feed rate = burn-off rate. On increasing the WFR, volume of fusion zone can be increased by increasing the deposition rate according to the requirement of joint design, whereas in CMT + P method, the volume of fusion zone increases due to increased melting of Al base metal.
21.3.2 Effect of Pulsing
To enhance the spreading ability of the molten filler over steel surface, pulses are introduced into the weld cycle in addition to the CMT cycles using the remote control unit (RCU) of CMT machine. Addition of pulse increased the energy input per unit length per unit time which enhanced the melting of filler and Al base metal. On the other hand, short-circuit duration did not change on addition of pulses (Fig. 21.4). Insertion of pulse increased the power input per weld cycle successfully as shown in Fig. 21.5 which further increased the volume and fluidity of molten pool and hence spreading ability of molten pool increased over the base metal surface. Various combinations of pulse and CMT cycle per weld cycle were tested in order to maximize the load bearing capacity of the joint by increasing the wettability of the joint.

Variation of welding current and voltage for a 1 CMT + 0P; b 1 CMT + 1P; c 1 CMT + 2P and d 1 CMT + 4P

Variation of arc power and weld cycle time with number of pulses
VI transients and bead cross section of four sets (CP 10 (1 CMT cycle + 0 pulse), CP 11, CP 12 and CP 14) of CMT + P process are shown in Figs. 21.4 and 21.6. It can be seen in Fig. 21.4 that the wetting length increased with pulsing while bead height and toe angle both decreased which affirms a significant increase in the wettability of molten pool over steel surface. In pulse brazing, metal transferred to the molten pool under globular mode that’s why the base current during pulsing is almost twice of the s/c phase current of CMT cycle. At four pulses, due to the continuous impact of molten droplets, geometrical necking was observed in the middle of deposited bead which reduced the effective contact area of the joint. Lack of fusion was also observed at the root of the joint which deteriorated the performance of the joint during tensile testing.

Cross section of weld-brazed joints a 1 CMT + 0P; b 1 CMT + 1P; c 1 CMT + 2P and d 1 CMT + 4P
21.3.3 Effect of WFR
On increasing the WFR, the wettability of the joints increased successfully (Fig. 21.7) which can be attributes to increased filler metal deposition per unit length per unit time. The wetting length increased from 5.9 to 9.9 mm on increasing the WFR from 4 to 6 m/min, and the wetting angle decreased from 66° to 34°. Power input also increased from 710 → 850 → 1010 W on increasing the WFR from 4 to 5 to 6 m/min. This increase in power input enhanced the melting of filler wire, and hence, the fluidity of increased volume of molten filler also increased.

Cross section of weld-brazed joints a 4 m/min; b 5 m/min and c 6 m/min
21.3.4 Microstructure of the Interface
At the interface of deposited filler metal and steel, a layer composed of Fe–Al–Si intermetallic compounds formed due to negligible mutual solubility of Fe and Al. The microstructure and variation of IMC layer thickness with WFR and number of pulses is shown in Fig. 21.8a–f. An increase from 2.1 to 5.9 μm in the thickness of IMC layer was observed on increasing the WFR from 4 to 6 m/min. On increasing the WFR, heat input also increased which further enhanced the availability of Fe atoms at the interface, and hence, a thick IMC layer formed at WFR of 6 m/min via the inter-diffusion of Fe and Al across the interface. At WFR of 6 m/min, solidification cracks were observed in the middle of IMC layer due to increased brittleness of the intermetallics layer, and spilling of intermetallic phases into the fusion zone was also observed due to increased turbulence inside the molten pool. Both solidification cracking and spilling of intermetallic phases into fusion zone weakened the interfacial resistance against the failure during shear-tensile testing.

Microstructure of the interface of weld-brazed joints a 4 m/min; b 5 m/min; c 6 m/min; d 1 CMT + 1P; e 1 CMT + 2P and f 1 CMT + 4P
Similarly, an increase in the layer thickness was observed on adding pulses in weld cycle which can be attributed to the increased heat input to the molten pool and the distribution of heat. The IMC layer thickness increased from 2.1 to 2.7 μm on adding one pulse and further increased to 7.2 μm for addition of four pulses. Murakami et al. [21] also observed that the average thickness of IM layer decreased on increasing the weld speed due to a decrease in the heat input, i.e. IMC layer thickness increased with heat input. Similar to the earlier case, solidification cracks were observed in the layer on adding two and four pulses. At four pulses, spilling of the intermetallic phases was observed due to increased turbulence in the molten pool caused by impact of filler material droplets onto the molten pool during pulsing. Whereas, in case of increasing WFR, increased deposition volume per unit time per unit length was the main source of increased turbulence in the molten pool. However, the final consequence of increased turbulence is same in both the cases which may degrade the joint performance during shear-tensile testing.
EDS analysis was carried to determine the elemental composition of IMC layer. Fe, Al and Si were identified as the main constituents of the layer, i.e. formation of ternary Fe–Al–Si intermetallic compounds took place at the interface (Fig. 21.9). It can be seen that wt% of Al decreased on moving towards steel and the spilled intermetallics were also composed of Fe, Al and Si.

EDS line scan of the interface (sample 1)
21.3.5 Shear-Tensile Testing
The failure load experienced by the weld-brazed joints during shear-tensile for different parametric conditions is shown in Fig. 21.10. An increment of about 40% in the load to failure was observed on adding one pulse to the weld cycle which can be attributed to the increased wettability of the weld-brazed joint, and thickness of the IMC layer was also observed to be in the safe limit. On adding two pulses, the failure load again increased due to the same reason but dramatically dropped for four pulses due to increased brittleness of the joint. Additionally, the effective cross-sectional area of the joint was also reduced due to the formation of geometrical necking at four pulses which resulted in the failure of two samples from the bead and one from the interface, resulting in the observed high scatter for this combination of CMT and pulses. Lack of fusion zone at the root of the joint acted as crack initiation site for all the joints due to stress accumulation and depending on the resistance to failure it propagated in the weaker direction.

Variation of failure load with a number of pulses and b WFR
On the other hand, the failure load increased from 4.8 to 5.7 kN on increasing the WFR from 4 to 5 m/min due to a corresponding increase in the wettability of the joint, whereas load dropped to 4.8 kN for a WFR of 6 m/min due to increased brittleness of the interface caused by the spilling of hard and brittle intermetallic phases into the fusion zone. Hence, the failure took place from the interface at smaller values of failure load.
21.4 Conclusions
In the current work, an attempt is made to enhance the wettability of dissimilar weld-brazed joints of Al to steel by using two approaches (i) increasing WFR and (ii) inserting pulses into the weld cycle. The concluding remarks of the work are as follows:
-
An increase in the Al sheet thickness resulted in failure of joint from the interface at lower load due to low wettability of the joint. Increase in cross-sectional area enhanced the heat dissipation rate from molten filler in the direction of Al base metal which reduced the spreading ability of molten filler over steel surface.
-
Increasing WFR improved the wettability of the molten filler due to enhanced fluidity and increased deposited volume per unit time per unit length. On the other hand, wettability increased due to increased melting of Al base metal on adding pulses in weld cycle which increased power input. Geometrical necking was observed in the deposited bead for two and four pulses addition due to the impact of droplets during pulses.
-
Intermetallic layer composed of Fe–Al–Si ternary compounds formed at the interface due to negligible mutual solid solubility between Fe and Al. Thickness of IMC layer increased with WFR and number of pulses due to increased heat input. Spilling of intermetallic phases into the fusion zone was observed at high WFR and pulses due to increased turbulence in the molten pool which increased the brittleness of the interface.
-
An increment of about 18% (4.8–5.7 kN) in the failure load was observed on increasing the WFR to 5 m/min, and further increase in WFR led to reduction in load due to increased brittleness of the joint, whereas an increment of about 50% in the failure load (4.8–7.2 kN) was achieved at for two pulses. It is suggested to optimize the combination of pulses and CMT cycles systematically in order to maximize load bearing capacity of CMT + P weld-brazed joints.
Abbreviations
- CMT:
-
Cold metal transfer
- IMC:
-
Intermetallic compound
- WFR:
-
Wire feed rate
- MIG:
-
Metal inert gas
- TIG:
-
Tungsten inert gas
- EMF:
-
Electromagnetic field
- DP:
-
Dual-phase steel
- SEM:
-
Scanning electron microscopy
References
Singh, J., Arora, K.S., Shukla, D.K.: Dissimilar MIG-CMT weld-brazing of aluminium to steel: a review. J. Alloy. Compd. 783, 753–764 (2018)
Miller, W.S., Zhuang, L., Bottema, J., Wittebrood, A.J., De Smet, P., Haszler, A., Vieregge, A.: Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng., A 280, 37–49 (2000)
Wang, P., Chen, X., Pan, Q., Madigan, B., Long, J.: Laser welding dissimilar materials of aluminum to steel: an overview. Int. J. Adv. Manuf. Technol. 87(9–12), 3081–3090 (2016)
Pouranvari, M., Abbasi, M.: Dissimilar gas tungsten arc weld-brazing of Al/steel using Al-Si filler metal: microstructure and strengthening mechanisms. J. Alloy. Compd. 749, 121–127 (2018)
Agudo, L., Eyidi, D., Schmaranzer, C.H., Arenholz, E., Jank, N., Bruckner, J., Pyzalla, A.R.: Intermetallic FexAly-phases in a steel/Al-alloy fusion weld. J. Mater. Sci. 42(12), 4205–4214 (2007)
Yang, S., Zhang, J., Lian, J., Lei, Y.: Welding of aluminum alloy to zinc coated steel by cold metal transfer. Mater. Des. 49, 602–612 (2013)
Basak, S., Das, H., Pal, T.K., Shome, M.: Characterization of intermetallics in aluminum to zinc coated interstitial free steel joining by pulsed MIG brazing for automotive application. Mater. Charact. 112, 229–237 (2016)
Jácome, L.A., Weber, S., Leitner, A., Arenholz, E., Bruckner, J., Hackl, H., Pyzalla, A.R.: Influence of filler composition on the microstructure and mechanical properties of steel-aluminum joints produced by metal arc joining. Adv. Eng. Mater. 11(5), 350–358 (2009)
Shi, Y., Shao, L., Huang, J., Gu, Y.: Effects of Si and Mg elements on the microstructure of aluminum–steel joints produced by pulsed DE-GMA welding–brazing. Mater. Sci. Technol. 29(9), 1118–1124 (2013)
Song, J.L., Lin, S.B., Yang, C.L., Fan, C.L.: Effects of Si additions on intermetallic compound layer of aluminum-steel TIG welding-brazing joint. J. Alloy. Compd. 488(1), 217–222 (2009)
Achar, D.R.G., Ruge, J., Sundaresan, S.: Joining aluminum to steel, with particular reference to welding-III. Aluminium 56(4), 291–293 (1980)
Madhavan, S., Kamaraj, M., Vijayaraghavan, L., Rao, K.S.: Microstructure and mechanical properties of aluminium/steel dissimilar weldments: effect of heat input. Mater. Sci. Technol. 33, 200–209 (2016)
Agudo, L., Weber, S., Pinto, H., Arenholz, E., Wagner, J., Hackl, H., Bruckner, J., Pyzalla, A.: Study of microstructure and residual stresses in dissimilar Al/Steels welds produced by cold metal transfer. Mater. Sci. Forum 571–572, 347–353 (2008)
Pang, J., Hu, S., Shen, J., Wang, P., Liang, Y.: Arc characteristics and metal transfer behavior of CMT + P welding process. J. Mater. Process. Technol. 238, 212–217 (2016)
Zhang, H.T., Feng, J.C., He, P., Zhang, B.B., Chen, J.M., Wang, L.: The arc characteristics and metal transfer behaviour of cold metal transfer and its use in joining aluminium to zinc-coated steel. Mater. Sci. Eng., A 499(1–2), 111–113 (2009)
Zhang, H.T., Feng, J.C., He, P.: Interfacial phenomena of cold metal transfer (CMT) welding of zinc coated steel and wrought aluminium. Mater. Sci. Technol. 24(11), 1346–1349 (2008)
Pickin, C.G., Young, K.: Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci. Technol. Weld. Joining 11, 583–586 (2006)
Mou, G., Hua, X., Wu, D., Huang, Y., Lin, W., Xu, P.: Microstructure and mechanical properties of cold metal transfer welding-brazing of Titanium alloy (TC4) to stainless steel (304L) using V-shaped groove joints. J. Mater. Process. Technol. 266, 696–706 (2018)
Mohammadpour, M., Yazdian, N., Yang, G., Wang, H.P., Carlson, B., Kovacevic, R.: Effect of dual laser beam on dissimilar welding-brazing of aluminum to galvanized steel. Opt. Laser Technol. 98, 214–228 (2018)
Seffer, O., Springer, A., Kaierle, S.: Investigations on remote laser beam welding of dissimilar joints of aluminum alloys and steel with varying sheet thicknesses for car body construction. J. Laser Appl. 29 (2017)
Murakami, T., Nakata, K., Tong, H., Ushio, M.: Dissimilar metal joining of aluminum to steel by MIG Arc brazing using flux cored wire. ISIJ Int. 43(10), 1596–1602 (2003)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singh, J., Arora, K.S., Shukla, D.K. (2020). Joining of Dissimilar Materials—Aluminium to Steel—Using CMT + P Weld-Brazing Process. In: Sharma, V., Dixit, U., Sørby, K., Bhardwaj, A., Trehan, R. (eds) Manufacturing Engineering . Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4619-8_21
Download citation
DOI: https://doi.org/10.1007/978-981-15-4619-8_21
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4618-1
Online ISBN: 978-981-15-4619-8
eBook Packages: EngineeringEngineering (R0)