
Abstract
Cold metal transfer welding, a low-heat input process, was employed to weld-braze 6061-T6 aluminium alloy to galvanized interstitial free steel using Al–Si-based (4043 and 4047) filler wires in lap fillet configuration. The effects of current pulsing and filler composition on interface morphology and joint strength were investigated. Pulsing, as well as Si content in the filler, affected the interfacial intermetallic compound layer morphology and joint strength. The detailed micro-area X-ray diffraction studies of seam/steel interface revealed the presence of binary (Al–Fe type) and ternary (Al–Fe–Si type) intermetallic phases for joints made with 4043 and 4047 filler, respectively. Lap shear tests proved that joints made with 4047 filler having ternary intermetallic phases were stronger and fractured in the braze seam. However, joints made with 4043 filler having binary intermetallic phases recorded interfacial failure at lower loads than joints made with 4047 filler. Therefore, the type and morphology of the interfacial intermetallic compounds were found to influence the joint performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ability to join aluminium to steel enables selective replacement of steel parts by lighter aluminium parts, consequently the possibility for weight diminution of automotive bodies [1]. Distinct joining techniques such as gas metal arc welding (GMAW) [2], gas tungsten arc welding (GTAW) [3], cold metal transfer (CMT) welding [4], TIG/MIG double-sided welding [5] laser welding/brazing [6], friction stir welding [7], ultrasonic welding [8] and clinching [9] have been reported in the literature for joining aluminium alloy to steel. However, in fusion joining, formation of brittle intermetallic compounds (IMC) at aluminium–steel interface inimically affects the joint strength [10]. Recent reports indicate that IMC layer less than 10 µm does not affect the joint strength adversely [11]. Therefore, controlling the IMC layer thickness at Al–steel interface using reduced energy fusion joining techniques like laser brazing or cold metal transfer (CMT) welding is advisable. CMT process is a modified GMAW process in which the filler wire motion is incorporated into the process control and operates in a short-circuit mode. CMT process offers the advantages of spatter-free welding, highly stable arc and extremely low energy input and therefore is suitable for thin sheet and dissimilar material joining [12]. Cao et al. [13] has reported that in CMT spot plug welding of A6061-T6 aluminium alloy to galvanized steel using 4043 filler, strength of the joint is dependent on weld area. Zhang et al. [14] studied arc characteristics, metal transfer and effect of energy input in CMT joining of 6061 aluminium alloy to galvanized steel and reported a joint strength of 96 MPa. Jacome et al. [15] studied the effect of filler wire composition on the mechanical properties of CMT weld-brazed aluminium (AW5182-H111) to DX54D steel joints and reported the joint strength of 304 MPa for the joints made with AlSi3Mn1 filler wire. Yang et al. [16] investigated the effect of gap between the plates and position of arc on joint strength and recorded improved joint strength with increase in gap. Therefore, literature is comprised of reports on effect of various parameters like current, voltage, processing speed, arc position, gap between plates, external magnetic field and filler wire composition in aluminium–steel joining and it affects their bead formation characteristics and joint strength [17, 18].
Sound aluminium–steel joints form an extremely thin layer of IMC at the interface. The variation in physical properties of aluminium and steel poses a characterization challenge in identifying these IMC phases and morphologies. Various techniques like energy-dispersive spectrometry (EDS), electron probe micro-analysis(EPMA), electron backscattered diffraction (EBSD), X-ray diffraction (XRD) and transmission electron microscopy (TEM) have been reported in the literature to achieve this objective [3, 15, 19, 20]. Jacome et al. [15] used EBSD and TEM to study the intermetallic compound formed in Al–steel butt joints made with different filler wires and reported the formation of a variety of binary and ternary intermetallic phases. Zhang et al. [21] in laser welding of 5251 aluminium alloy to automotive grade steel, using XRD, reported the presence of Al3FeSi and Fe4Al13 intermetallic compounds at the interface. Jia et al. [22] reported the formation of Fe2Al5Zn0.4 using XRD in laser-welded aluminium–steel joint. Qin et al. [23] analysed the laser hybrid welded aluminium–steel joint interface using XRD and reported the presence of FeAl2, Fe2Al5 and Fe4Al13. Murakami et al. [24] arc-brazed A1050P-H24 aluminium sheet to SPCC cold-rolled plain carbon steel using a flux cored Al–12%Si filler wire and analysed the joint interface sing EPMA and EDS and examined the fracture surface(interfacial failure) using XRD. The chemical composition obtained from EPMA and EDS shows the presence of Al7.4Fe2Si intermetallic compound, and XRD analysis also confirms it. In the literature, EDS is used extensively to identify the interface intermetallic compound which is not very accurate method for phase determination. Binary (Al–Fe) and/or ternary (Al–Fe–Si) IMC may form at Al/steel interface depending on the joining process and base material composition [15]. Therefore, the fracture load and location of an aluminium–steel joint can be influenced by the type of IMC formed at the interface. Ma et al. [25] reported the effect of interfacial intermetallic phases formed on crack initiation and propagation in arc-brazed 5052 aluminium alloy to galvanized steel joints made using 4043 filler wire. Hence, limited literature is available in terms of interfacial IMC phase detection and its relevance to joint strength and failure mode.
The present study is focussed on CMT joining of 6061-T6 aluminium alloy to galvanized steel. The effects of filler wire composition and pulsing on aluminium–steel interfacial characteristics and joint properties were investigated. The aluminium–steel interface was extensively studied using micro-area X-ray diffraction (micro-XRD) technique, and IMC phases were identified. The type and morphology of IMCs were correlated with joint strength and failure mode.
2 Materials and Methods
AA6061-T6 (Al–Mg–Si) aluminium alloy sheet of 2 mm thickness and galvanized interstitial free (IF) steel sheet of 1.2 mm thickness were selected as base materials. Aluminium alloys 4043 (Al–5%Si) and 4047 (Al–12%Si) of 1.2 mm diameter were used as filler wires to join dissimilar (aluminium/steel) metals in lap configuration.
Aluminium and steel sheets were sheared to a size of 150 mm × 100 mm, and the edges of aluminium sheet were grounded, brushed using stainless steel wire brush followed by ethanol swabbing prior to brazing operation. The aluminium sheet was placed over the steel sheet with 8–10 mm overlap, the gap between the sheets was maintained at around 200 µm and a CMT arc (Trans Pulse Synergic 3200 CMT) was run along the edge of the aluminium sheet. The process was designed in such a way that the aluminium workpiece and filler wire melted and covered the un-melted steel workpiece and formed a braze-like joint. Screening experiments were performed to identify the parametric window which yielded uniform weld bead with no visible defects. The optimized list of parameters is given in Table 1. Experiments were performed in two modes, i.e. with and without pulsing of CMT. The brazed joints were sectioned using abrasive cutting machine, mounted and polished with 600, 800, 1000, 1200 grit emery papers, and followed by 9, 5, 3 and 1 µm diamond suspension. The final polishing was done using 0.05 µm colloidal silica suspension. The specimens were then ultrasonically cleaned and chemically etched using Keller’s reagent (2.5 mL HNO3, 1.5 mL HCl, 1 mL HF in 95 mL H2O) for microstructural analysis. The etched samples were then examined under scanning electron microscope (HITACHI 3400N) with EDS (THERMONORAR) attachment. The interfacial phase study was carried out using micro-X-ray diffractometer (Rigaku RAPID-II-D/MAX) with Cu K∝ radiation (λ = 0.154056 nm) with a step size of 0.01° in the 2θ range of 30°–120°. The diffractometer is equipped with micro-focus rotating anode source, and it gives the focal size of ~ 10 µm diameter using a 10 µm collimator. This micro-area XRD system used a very large image plate (IP) detector, which collected a significant portion of the diffracted Debye ring patterns. Thus, even if the beam fell on a single grain or a single crystal, peaks from all the planes of the grain or crystal were clearly visible in the diffraction pattern. To study joint integrity, lap shear tests were performed with sample dimensions of 150 mm × 25 mm (length × width). The lap shear tests were carried out using INSTRON 6500R universal tensile testing machine. To understand the effect of temperature behaviour in different modes (with and without pulsing) during weld-brazing process, temperatures were recorded. During CMT weld brazing, preplaced k-type thermocouple at a depth of 0.5 mm from the bottom side of 1.2-mm-thick steel plate recorded the temperature profile.
3 Results
3.1 Thermal Transients
Figure 1 shows the thermal transients recorded during the CMT and P-CMT processes. From the figure, it is noted that under similar processing conditions, in CMT without pulsing, the peak temperature is 640 °C while in pulsed CMT process, the temperature is 685 °C (Fig. 1b). It is also evident that base material has retained heat for slightly longer time period in P-CMT than in CMT without pulsing. The superimposed current or pulsing in P-CMT process has enhanced the energy input, resulting in higher heat input and high peak temperature and consequently longer heat retention.

Thermal profile of a CMT process, b P-CMT process
3.2 Macrostructure
Secondary electron images of transverse cross sections of aluminium–steel dissimilar joints made with CMT, P-CMT using Al–5%Si and Al–12%Si filler wire at a 4 m/min wire feed rate are shown in Fig. 2, and its bead geometry measurements are listed in Table 2. The macrostructures and the bead geometry measurements indicate that both process and filler wire composition has an effect on weld-brazing bead geometry. It is observed that under similar processing conditions, CMT weld-brazed joints made with Al–5%Si filler wire (Fig. 2a) record the bead width of 3.2 ± 0.15 mm and wetting angle of 60° ± 2°, while joints made with Al–12%Si filler wire (Fig. 2c) record a bead width of 3.8 ± 0.15 mm and wetting angle of 43° ± 2°. It is also observed that the P-CMT weld-brazed joints made with Al–5%Si filler wire (Fig. 2b) record the bead width of 3.5 ± 0.15 mm and wetting angle of 55° ± 2° and joints made with Al–12%Si filler wire (Fig. 2d) record a bead width of 4.0 ± 0.15 mm and wetting angle of 40° ± 2°. From the results, it is clearly evident that P-CMT weld-brazed joints have higher bead width and low wetting angle (an indication of improved wetting and spreading of aluminium filler melt on steel) than CMT weld-brazed joints. This may be attributed to the enhanced fluidity of aluminium melt, caused by higher peak temperature associated with the P-CMT process. It is also observed that the joints produced by CMT and P-CMT process using Al–12%Si filler (Fig. 2c, d) record low wetting angles and high bead widths than the joints made using Al–5%Si filler (Fig. 2a, b). Therefore, higher Si content in the filler wire also enhances the wetting and spreading action of the aluminium melt on steel. The addition of Si to aluminium alloys has increased the fluidity of the melt and being of eutectic composition, has resulted in improved wetting and spreading. Hence, joints made with Al–12%Si filler records higher bead width and lower wetting angle (an indication of improved wetting) compared to joints made with Al–5%Si filler. Kang et al. [26] studied the joining of A5052 aluminium to aluminized and galvanized steel using various filler wires and reported that under similar heat input conditions the galvanized steel shows better wetting and spreading compared to aluminized steel. It is also reported that in joints made with galvanized steel, use of 4047 filler wire shows better wetting and spreading behaviour which agrees well with the present result analysis.

Transverse cross-section SEM micrographs of aluminium/steel joints a CMT (Al–5%Si filler), b P-CMT (Al–5%Si filler), c CMT (Al–12%Si filler), d P-CMT (Al–12%Si filler)
3.3 Microstructures
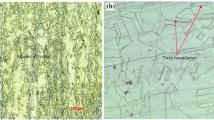
Figure 3a illustrates the schematic diagram of weld-brazed aluminium–steel joint in lap configuration, showing different locations of microstructural observation, i.e., Al/bead interface, braze bead and bead/steel interface. From Fig. 3b, it can be observed that the Al/bead interface is comprised of larger grains compared to braze bead and parent metal indicating the grain growth at heat affected zone (HAZ) on aluminium side. However, braze bead (Fig. 3c) shows dendritic structure indicating the solidified microstructure in all processing conditions. It is noticed that bead/steel interface (Fig. 3d) is comprised of the reaction product of aluminium melt and solid steel and varies in thickness and morphology throughout the cross section. This can be attributed to the varied thermal history of different regions caused by the intensity of the arc.

SEM micrographs of the aluminium–steel joint a schematic indicating different regions of microstructural observation, b braze bead (braze zone), c aluminium/bead interface, d bead/steel interface
Figures 4 and 5 depict the secondary electron images of various locations of bead/steel interface obtained at 2000 × magnification, and the respective IMC layer thickness is listed in Table 3. The bead/steel interface reveals the presence of IMC layer formed due to the reaction between aluminium melt and solid steel, and its thickness is found to be restricted to less than 8 µm (permissible limit) at all processing conditions. It is also observed that the IMC layer varies in thickness and morphology throughout the cross section and the IMC layer grows thicker at a central region (Figs. 4b, e and 5b, d) compared to head (Figs. 4a, d and 5a, d) and foot (Figs. 4c, f and 5c, f) regions. This may be attributed to the high heat intensity experienced by the central region causing thickening of IMC layer. Similarly, Jacome et al. [15] and Krishna et al. [17] also reported the thickening of IMC layer at the central region in their respective works on CMT brazing and P-GMAW brazing of aluminium alloy to steel.

SEM micrographs of various locations of seam/steel interface made with Al–5%Si filler wire at 2k magnification: a head (CMT), b centre (CMT), c foot (CMT), d head (P-CMT), e centre (P-CMT), f foot (P-CMT)

SEM micrographs of various locations of bead/steel interface made with Al–12%Si filler wire at 2k magnification a head (CMT), b centre (CMT), c foot (CMT), d head (P-CMT), e centre (P-CMT), f foot (P-CMT)
3.3.1 Effect of Pulsing
The interfacial microstructures reveals that P-CMT joints (Figs. 4d–f and 5d–f) record thicker IMC layer than CMT joints (Figs. 4a–c and 5a–c). High heat input involved in P-CMT process may probably result in thicker IMC layer.
3.3.2 Effect of Filler Wire Composition
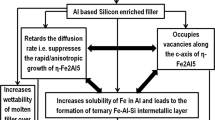
It is observed that under similar processing conditions, joints made using Al–12%Si filler (Fig. 5) records thicker IMC layer than joints made using Al–5%Si filler (Fig. 4a–e). This is because Al–12%Si being eutectic composition (Tm ~ 577 °C) remains in the liquid state for slightly longer time period than Al–5%Si (Tm ~ 600 °C) which may enhance the diffusion rate and lead to thickening of IMC layer. In the literature, it has been reported that IMC layer thickness reduces with the addition of Si to the filler wire. As a contrary, the present microstructural investigation records an increase in IMC layer thickness with an increment in Si content from 5 to 12% in the filler. This can be elucidated as follows. Fe2Al5 IMC phase has been predominantly reported in the literature related to hot-dip aluminizing of steel, diffusion studies of Fe and Al and in aluminium–steel joining [27,28,29]. Heuman et al. [30], from XRD study, divulged that the availability of more number of vacancies in c-axis of Fe2Al5 promotes its growth and therefore increases its thickness. However, the addition of Si hinders Fe2Al5 growth by occupying the vacant site in c-axis and therefore the IMC thickness reduces [31]. Hence, the mechanism indicates that addition of Si inhibits the growth of Fe2Al5 phase. But, in the present study, in subsequent section of phase analysis, no Fe2Al5 is detected. Therefore, no Fe2Al5 and hence increase in Si content of filler from 5 to 12% may not reduce the IMC layer thickness. Springer et al. [32] also reported thicker Fe2Al5 phase in diffusion studies of solid iron and molten Al–Si alloy and attributed it to temperature and time. It is noticed that the reaction layer of CMT [4043 (Fig. 4a–c) and 4047 (Fig. 5a–c)] and P-CMT [4043 (Fig. 4d–f)] joints is composed of two-layered IMC, i.e., white-coloured layer (L1) towards steel and light grey-coloured layer (L2) towards the bead throughout the cross section (head to foot). However, reaction layer of P-CMT (4047) (Fig. 5d–f) joints is comprised of three-layered IMC, i.e., white-coloured layer (L1) towards steel, dark grey-coloured layer (L2) and light grey-coloured layer (L3) towards the bead at centre (Fig. 5e), and two-layered IMC, i.e., white-coloured layer (L1) towards steel and light grey-coloured layer (L2) towards the bead at head (Fig. 9d) and foot (Fig. 9f) regions. It is also clearly evident that in all cases, irrespective of the filler wire used and location, L1 is thinner compared to the remaining layers. Jacome et al. [15] also reported thickening of IMC layer with increase in heat input and multilayered reaction compound at bead/steel interface which is in agreement with the present observation.
It is also observed that bead/steel interface is comprised of two interfaces, i.e., (1) steel/IMC interface and (2) IMC/bead interface. Steel/IMC interface is found to be almost flat throughout the cross section in all cases. This is because, steel acts as a nucleation site for IMC to grow into the bead, but the IMC/bead interface morphology is found to vary with filler wire. In joints made using 4043 filler, the IMC/bead interface is wavy in nature with curved or rounded surface towards the bead (Fig. 4a–f). This type of morphology has also recorded delamination at IMC/bead interface, and the reason for this has been clearly explained in the subsequent sections. However, when joints are made using 4047 filler, the IMC/seam interface is an uneven blocky structure with flat surface towards bead. High diffusion rates in case of 4047 filler may result in variation in morphology.
3.4 Phase Analysis
Figures 6, 7, 8 and 9 depict the XRD patterns obtained from CMT and P-CMT weld-brazed joints made using 4043 and 4047 filler wires, at various locations (i.e., head, centre and foot). The composition of the phases derived from the XRD analysis is listed in Table 4. The XRD analysis of bead/steel interface of both CMT-4043 (Fig. 6) and P-CMT-4043 (Fig. 7) joints reveal the presence of two IMC phases, i.e., FeAl (cubic) and Fe25Al75 (monoclinic) throughout the cross section (head to foot). Therefore, the two intermetallic phases obtained from XRD pattern match with the two-layered reaction layer observed in respective microstructures (Fig. 4). In general, layer towards the steel will be rich in Fe and layer towards the bead will be rich in Al [32]. Therefore, layer towards the steel (L1) may be FeAl; layer towards bead (L2) may be Fe25Al75 (Fig. 6a).

XRD pattern obtained from various locations of seam/steel interface of CMT weld-brazed specimen made with Al–5%Si filler wire: a head, b centre, c foot

XRD pattern obtained from various locations of seam/steel interface of P-CMT weld-brazed specimen made with Al–5%Si filler wire: a head, b centre, c foot

XRD pattern obtained from various locations of seam/steel interface of CMT weld-brazed specimen made with Al–12%Si filler wire: a head, b centre, c foot

XRD pattern obtained from various locations of seam/steel interface of P-CMT weld-brazed specimen made with Al–12%Si filler wire: a head, b centre, c foot
The XRD pattern obtained from bead/steel interface of CMT-4047 (Fig. 8) weld-brazed joint reveals the presence of two IMC phases, i.e., Fe-rich Fe3Al0.7Si0.3 (cubic) and Al-rich Al3Fe2Si (cubic), at head and foot regions (Fig. 8) which agrees with their respective microstructures. As mentioned above, the Fe-rich Fe3Al0.7Si0.3 (cubic) phase may be towards the steel side (L1) and Al-rich Al3Fe2Si (cubic) may be towards the bead side (L2). Similarly, the central region is comprised of Fe-rich Fe3Al0.5Si0.5(cubic) towards steel and Fe8.57Al25.83Si6.6 (rhombohedral) IMC towards the bead (Fig. 5c). The phases Fe3Al0.7Si0.3 and Fe3Al0.5Si0.5 are the forms of Fe3Al with varied Al/Si ratio. Al3Fe2Si and Al25.83Fe8.57Si6.6 (approx Al3FeSi) are phases with varied Al/Fe ratio. Varied diffusion rates governed by temperature variation at head, centre and foot regions may result in IMC phases with varied Al/Si and Al/Fe ratios.
The XRD pattern (Fig. 9) of P-CMT-4047 weld-brazed joints reveal the presence of two IMC phases, i.e. Fe-rich Fe3Al0.7Si0.3 (cubic) towards steel and Al-rich Al3Fe2Si (cubic) towards the bead head (Fig. 9a) and foot region (Fig. 9c) which agrees with respective microstructures (Fig. 5d, f). It also reveals the presence of Fe-rich Fe3Al0.5Si0.5 (cubic) towards the steel, medium Al-rich Al25.83Fe8.57Si6.6 (rhombohedral) at middle and Al-rich Al5FeSi (monoclinic) towards the bead with traces of Al3FeSi2 (tetragonal) at a central region (Fig. 9b) which agrees with respective microstructures (Fig. 5d). Al3FeSi2 (tetragonal) being a reaction product that is formed with Al5FeSi in a Al–Fe–Si ternary system [33], is also observed. Therefore, joint made with 4043 and 4047 filler is comprised of binary (Fe–Al) and ternary (Fe–Al–Si) intermetallics, respectively. The phases like Al0.85Si0.15 (cubic), Zn (HCP), Si (cubic) are also observed which come from the bead.
3.5 Lap shear Test
The lap shear test has been performed on weld-brazed aluminium–steel joints, and its results are tabulated in Table 5. Mainly two types of failures are observed, i.e., interfacial failure and bead failure, as presented in Fig. 10. It is noticed that CMT joints show better fracture loads than P-CMT joints. High heat inputs compared to CMT involved in the P-CMT process, results in thicker IMC formation, thus recording lower fracture loads. It is observed that joints made using 4043 filler records low fracture loads (interfacial failure) than joints made using 4047 filler (bead failure) in all cases. Better wetting and spreading of 4047 filler on steel may probably result in high fracture loads. The strengths achieved in the present work are comparable with the reported values in the literature [5, 11].

Failure location in weld-brazed aluminium–steel joint: a interfacial failure, b braze bead failure
4 Discussion
4.1 Effect of interfacial morphology on failure
Figure 11 shows the high-magnification SEM images of bead/steel interfacial morphologies. The steel//IMC interface is almost flat in all cases. The layer adjacent to steel is found to be cubic throughout the cross section. Three types of IMC/bead interfacial morphologies like (1) wavy and curvy (Fig. 11a), (2) rectangular block (Fig. 11b), (3) irregular block with a flat surface (Fig. 11c) are observed.

Bead/steel interfacial morphology with probable IMC phases: a type I interface (wavy and curvy) CMT-5%Si and P-CMT-5%Si (head, centre, foot), b CMT-12%Si and P-CMT-12%Si (head and foot only), c type 3 interface (irregular blocks with flat edges) P-CMT-12%Si (centre only)
Type 1 (wavy and curvy) morphology is evident in joints made with 4043 filler (CMT and P-CMT) (Figs. 4a–e and 11a). The interface is not flat, and delamination at IMC/bead interface is observed. The respective XRD analysis reveals the presence of binary Fe25Al75 (monoclinic) phase towards the bead. Therefore, incoherency between monoclinic-structured IMC and cubic-structured Al–Si bead may result in delamination at IMC/bead interface. Hence, in type 1 morphology, there are a strong steel/IMC interface and a weak IMC/bead interface. The samples possessing type 1 morphology (Figs. 4a–f and 11a) fails at IMC/bead interface recording the lowest fracture loads among the three types of interfacial morphologies.
The type 2 morphology is rectangular blocks (Figs. 5a–c and 11b) and is predominantly observed in CMT (4047) joints. The corresponding XRD analysis reveals the presence of Al3Fe2Si (cubic) phase towards the bead rendering the IMC/bead interface stronger without delamination. Hence, the interface is strong, and failure shifts to beads at higher fracture loads compared to other two interfacial morphologies as reported in lap shear test results (Table 5). Hence, having ternary IMC at Al//steel interface with crystal structures compatible with both steel and aluminium helps in strengthening the interface and maximizing the fracture load.
The type 3 morphology is irregular blocks with flat surfaces (Fig. 11c) and is likely to form at high heat input with 4047 filler. Among the three layers, layer 3 possesses the irregular block-shaped morphology with flat surfaces towards the bead (Figs. 5e and 11c). In this case, the interlock between layer 3 and seam is strong without any delamination. XRD analysis reveals that the layer towards the bead is Al5FeSi (monoclinic) phase at centre and Al3Fe2Si (cubic) phase at head and foot regions. Therefore, in this case, also the steel/IMC interface and IMC/seam interface are strong, resulting in bead failure but at lower loads than type 2 morphology and higher than type 1 morphology. Therefore, types 2 and 3 morphologies avoid interfacial failures and among the two, type 2 morphology results in higher fracture loads. It is also observed that the presence of binary IMC phases is more detrimental compared to ternary IMC phases.
5 Conclusions
-
(1)
The filler wire composition (Al–5%Si and Al–12%Si) and CMT modes (with and without pulsing) affected the nature of intermetallic compounds at Al/steel interface.
-
(2)
Three types of IMC/bead interfacial morphologies were observed (a) type 1 (wavy and curvy); (b) Type 2 (rectangular block); and (c) type 3 (irregular blocks with a flat surface). Type 1 interfacial morphology was more prominently observed in joints made with 4043 filler. Types 2 and 3 interfacial morphologies were observed in joints made with 4047 filler wire. Type 2 morphology yielded the best strength among the three due to the favourable crystal structure of the IMC phases.
-
(3)
The use of 4043 filler favoured the formation of Fe–Al-based binary IMC phases at the bead/steel interface; due to this, samples failed at the interfacial failure during lap shear test in the fracture load range of 208–233 N/mm.
-
(4)
The use of 4047 filler favoured the formation of Al–Fe–Si-based ternary IMC phases at bead/steel interface and led to failure at bead during lap shear test in the fracture load range of 240–260 N/mm.
-
(5)
Overall, the joints made with CMT process recorded superior properties than joints made with pulsed CMT process, and joints made with 4047 filler recorded higher fracture loads compared to joints made with 4043 filler.
References
Ashby M F, Materials selection in mechanical design, Butterworth-Heinemann, Burlington, MA (2005).
Das A, Shome M, Goeck S F, De A, J Manuf Process 27 (2017) 179.
Song J L, Lin S B, Yang C L, Ma G C, Liu H, Mater Sci Eng A 509 (2009) 31.
Zhang H T, Feng J C, He P, Mater Sci Technol 24 (2008) 1346.
Zhang Y, Huang J, Cheng Z, Ye Z, Chi H, Peng L, Chen S, Mater Lett 172 (2016) 146.
Li L, Xia H, Tan C, Ma N, J Mater Process Technol 252 (2018) 573.
Sadeghian B, Taherizadeh A, Atapour M, J Mater Process Technol 259 (2018) 96.
Zhaoa D, Renb D, Zhao K, Pane S, Guo X, J Manuf Process 30 (2017) 63.
Mori K I, Abe Y, Int J Lightweight Mater Manuf 1 (2018)1.
Basak S, Das H, Pal T K, Shome M, Mater Character 112 (2016) 229.
Kreimeyer M, Sepold G, in Proceedings of ICALEO 2002.
Pang J, Hu S, Shen J, Wang P, Liang Y, J Mater Process Technol 238 (2016) 212.
Cao R, Huang Q, Chen J H, Wang P C, J Alloys Compd 585 (2014) 622.
Zhang H T, Feng J C, He O, Zhang B B, Chen J M, Wang L, Mater Sci Eng A 499 (2009) 111.
Jacome L A, Weber S, Leitner A, Aremholz E, Bruckner J, Hock H, Pyzalla A R, Adv Eng Mater 11 (2009) 350.
Yang J, Li Y, Zhang K, Guo W, Mater Trans A 46 (2015) 5149.
Krishna P Y, Ravi N B, Koteswararao V R, BhanuSankaraRao K, Padmanabham G, J Mater Process Technol 214 (2014) 2949.
Zhang H T, Liu J H, Feng J C, Trans Nonferrous Met Soc China 24 (2014) 2831.
Rong J, Kang Z, Chen S, Yang D, Huang J, Yang J, Mater Charact 132 (2017) 413.
Narsimhachary D, Pal S, Shariff S M, Padmanabham G, Basu A, J Mater Eng Perform 26 (2017) 4274.
Zhang Y, Guo G, Li F, Wang G, Wei H, J Mater Process Technol 246 (2017) 313.
Jia L, Shichun J, Yan S, Cong N, Junke C, Genzhe H, J Mater Process Technol 224 (2015) 49.
Qin G L, Su Y H, Wang S J, Trans Nonferrous Met Soc China 24 (2014) 989.
Murakami T, Nakata K, Tong H, Ushio M., ISIJ Int 43 (2003) 1596.
Ma H, Qin G, Ao Z, Wang L, J Mater Process Technol 252 (2018) 595.
Kang M, Kim C, Mater Des 81 (2015) 95.
Denner S G, Jones R D, Met Technol 4 (1977) 167.
Kobayashi S, Yakou T, Mater Sci Eng A 338 (2002) 44.
Chen N, Wang M, Wang H P, Wan Z, Carlson B E, J Manuf Process 34 (2018) 424.
Heumann T, Dittrich S, Z Metall 50 (1959) 617.
Eggeler G, Auer W, Kaesche H, J Mater Sci 21 (1986) 3348.
Springer H, Kostka A, Payton E J, Raabe D, Kaysser-Pyzalla K, Eggeler G, Acta Mater 59 (2011) 1586.
Raghavan V, J Phase Equilib Diffus 33 (2012) 322.
Acknowledgements
The authors are grateful for the financial support provided by the Technology Development Board (TDB), Department of Science and Technology, Government of India.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yagati, K.P., Bathe, R., Joardar, J. et al. Al–Steel Joining by CMT Weld Brazing: Effect of Filler Wire Composition and Pulsing on the Interface and Mechanical Properties. Trans Indian Inst Met 72, 2763–2772 (2019). https://doi.org/10.1007/s12666-019-01753-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01753-6