
Abstract
The top burr is the common problem that faced in micro milling and presents the significant effect on the machining quality. The top burr minimization is desired to achieve high precision machining in micro milling. In this paper, the top burr formation mechanisms are analyzed, and then micro milling experiments are conducted to investigate the effect of machining parameters on the morphology and size of top burr. It is found that the top burr formation is caused by the unexpected material plastic side flow at the top side, which is an unresisted free surface with low support stiffness during micro milling. The unseparated chips that are connecting on the top side greatly increase top burr. The optimal machining strategies are suggested to minimize top burr.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The demands for precision micro products have been rapidly increasing in many applications with the development of various advanced equipment in both civil and military fields, such as precise instruments, electronic communication and new energy devices. The increasing demands for micro products bring significant challenges and opportunities to the micro machining technologies, and also greatly facilitate the innovation and development of various micro machining methods [1,2,3]. Among different micro machining methods, micro milling is one of the most widely used operations to manufacture micro parts because of the obvious advantages, such as the machining capacity of complex shapes, low production cost, high machining precision, and efficiency [4,5,6]. Compared with macro milling, micro milling is not the simply downscaling of tool diameter and machining parameters. Because the cutting thickness is comparable to tool cutting edge radius and the grain size of workpiece material, some problems and mechanisms, which are different from macro milling, are presented in micro milling, such as the size effect, the minimum uncut chip thickness and ploughing effect [7,8,9]. These problems greatly affect the cutting process, and are easy to result in the bad surface roughness and serious burrs. The harmful burrs that formed on workpiece edge can increase the difficulty of subsequent assembly process, worsen dimensional accuracy, and reduce the service performance of micro parts [10, 11]. The reduction and inhibition of burr formation are important for achieving the high precision machining in micro milling.
In ISO 13715, the burrs are defined as the residual material that overhangs outside the workpiece edge after machining [12]. In the respect of burr classification, four basic types of burrs are classified by Gillespie [13] based on different formation mechanisms, i.e., the Poisson burr, tearing burr, rollover burr, and cut-off burr. Chern [14] classified five burr types based on different shapes which are the knife-type burr, wave-type burr, curl-type burr, edge breakout burr, and secondary burr. Kiswanto et al. [15] classified four types of burrs according to the position on workpiece, i.e., entrance burr, exit burr, side burr, and top burr. Among them, the top burr usually presents the largest size and greatest effect on the machining quality.
To remove the harmful burr on workpiece edge, several deburring processes have been developed. Jang et al. [16] found that the magnetorheological fluid is an effective method for deburring the various burrs on micro grooves that are made of stainless steel. The burrs with height of 200 μm and thickness of 1 μm were successfully removed. George et al. [17, 18] applied the abrasive assisted brushing method to remove the burrs in micro milled grooves made of various materials. It was found that the burrs can be removed in several minutes but the groove depth may change at the same time. Hence, the burr formation minimization on micro parts during micro milling is more desirable and advisable compared with the deburring operations that may increase the production cost and damage the dimensional accuracy.
The top burr formation in micro milling is a very complicated process, and affected by many factors such as the material properties, tool geometries, machining parameters and coolant conditions. Lekkala et al. [19] studied the influences of cutting speed, feed rate, cutting depth, tool diameter, and number of flutes on the width and height of top burr during micro milling of aluminum and stainless steel. Among these parameters, the cutting depth and tool diameter were found to play the most significant roles on the burr size. Leticia et al. [20] found that cemented carbide microtools with the bigger diameter can obtain the smaller burrs, and the use of cutting fluid can decrease the burr height by 55%, compared to the dry condition in micro milling of duplex stainless steel. Wu et al. [21] found that the burr height can decrease to the minimum once the cutting thickness reduces to equal the tool cutting edge radius, and then increase with the further decrease of cutting thickness during micro milling of snake-shaped groove microstructure. Han et al. [22] found that the top burr formation strongly depended on the tool wear and groove depth in micro milling of micro-groove structure with high aspect ratio. Zhang et al. [23] proposed an analytical model to predict the burr height and width, the error was less than 16.8% compared with micro milling experiments. Kou et al. [24] used the instant adhesive as a supporting material which was deposited on workpiece boundary to prevent burr formation during micro milling. The experiment results showed that the burrs were formed on the supporting material instead of workpiece material.
From the above literatures, it is noted that many studies have been performed on the reduction of top burr formation in micro milling. Nevertheless, the substantive burr formation mechanisms are not fully understood. The systematic optimization strategy of machining parameters to minimize burr formation at various machining conditions still is insufficient. In this work, the basic mechanisms of top burr formation in micro milling are analyzed. Then, the effect of machining parameters on burr width and shape was observed. The guideline parameter optimization strategy to obtain the burr size minimization in micro milling is suggested.
2 Experimental setup
The tool used in this work was a two-flute micro end mill (MSE 230, NS Tool, Japan), as shown in Fig. 1. The tool diameter was 1 mm, the tool cutting edge length was 2.5 mm and helix angle was 30°. This micro end mill is suitable for manufacturing micro parts which are made of copper and aluminum metal materials. The tool cutting edge was inspected with the optical microscope (VHX1000, Keyence, Japan), and the cross-sectional profile of tool cutting edge is shown in Fig. 1c. The tool cutting edge radius was measured to about 4.4 μm, and the tool tip radius was about 5.3 μm.

Micro end mill, (a) bottom view, (b) side view, (c) cutting edge profile
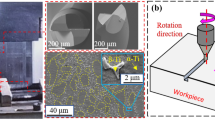
Micro milling experiments were conducted with a micro vertical machining center (OM-2A, HAAS, USA), as shown in Fig. 2. The machine tool can provide the repeated positioning accuracy of ±2 μm and the maximum spindle rotation speed of 30,000 rpm. Commercial pure copper T2 was utilized as workpiece material, the material properties are listed in Table 1. The workpiece was cut into small pieces with the dimension of 30 × 10 × 3 mm using wire electrical discharge machining (WEDM), and then mounted on the machine worktable. Before tests, the workpiece surface was pre-machined using an end mill with diameter of 5 mm to ensure flatness, and then the straight grooves were milled to study the effect of machining parameters. Micro milling parameters are listed in Table 2, the spindle speed varied from 8000 rpm to 20,000 rpm. The milling depth was changed between 2 μm and 14μm, and six levels of feed rate were selected, which contain the case that is larger and smaller than tool cutting edge radius.

Micro vertical machining center, (a) overall view, (b) enlarged view
The accurate evaluation and measurement of burr characteristics in micro milling are a challenging task due to its small size. But this is very important for the investigation of burr formation mechanisms and the optimization of machining parameters. In most literatures, the burr width and height or their summation are the generally measured parameters to reflect burr characteristics [23, 25]. Sometimes the burr area is employed to estimate burr characteristics as well, but the measurement is difficult [26]. In these methods, the burr width can be easily measured using optical microscope, and therefore was adopted to evaluate the burr characteristics in this study. As shown in Fig. 3, the burr width w is defined as the horizontal distance between the top edge side of machined groove and the burr vertex point. To measure burr width, two lines that parallel to the machined groove were marked to envelop the burr. To reduce the measurement error, five different positions were selected for each sample to measure top burr width, and the average values were adopted as the results. The top burr width both on the up milling and down milling side were measured because all of them are the main burrs that affect the service performance of micro parts.

Burr width measurement
3 Top burr formation in micro milling
3.1 Top burr formation mechanisms
In micro milling, the cutting thickness is downscaled to be comparable to tool cutting edge radius. As shown in Fig. 4, in the cutting process, the contact region between tool cutting edge and workpiece is divided into three sub-regions, the rake face (AB) in which the material flow along it to form chips, the tool cutting edge arc (BD) which the plastic deformation of workpiece material mainly occurs at it, and the flank face (DE) in which the contact is caused by the elastic recovery of machined surface. Under the action of cutting force, the tool presses workpiece in the cutting direction. Once the interacting stress on workpiece exceeds material yield strength, the plastic deformation occurs, and the material plastically flows along the direction which has the minimum resistance. In front of the cutting direction during orthogonal cutting, the forward and downward are strongly resisted by blank material, only the upward is a free surface without resistance. Hence, the material plastically flows upward along the rake face to produce chips in the cutting process. But, at some cutting conditions, the sideward is unresisted free surface with low support stiffness as well, such as the sideward in orthogonal cutting and the upward in micro milling. Hence, some material will plastically flow along the sideward because of the minor resistance. This is called material plastic side flow, and it causes some undesirable residual material that remained on workpiece edge.

Material plastic side flow in cutting process
During the cutting process, there is a stagnation point located on the tool cutting edge. The tool-workpiece contact region can be divided into two sub-regions based on different material flow directions, the sub-region (ABC) above the stagnation point in which material flows upward to the rake face, and the sub-region (CDE) below the stagnation point in which material flows downward over tool cutting edge to the flank face and machined surface. Subsequently, the material which has arrived the machined surface produces the elastic recovery and generates the tool-workpiece contact region (DE). The material plastic side flow can occur on both the two sub-regions (ABC) and (CDE). The residual material, which is caused by material plastic side flow at the tool-workpiece contact region (ABC), is moving upward with the chips and becomes the side part of chips. This can explain the side morphology of chips’ usually rugged and uneven characteristics [27]. However, the residual material, which is generated by material plastic side flow at the tool-workpiece contact region (CDE), is moving with the material at this region to arrive the machined surface. And it becomes the side part of machined surface, then the burr is formed on workpiece edge. During micro milling, this burr is formed on the top side of milled groove and called the top burr type.
Micro milling is an interrupted cutting process, the instantaneous cutting thickness h gradually increases from zero to the feed per tooth fz with tool rotating, as shown in Fig. 5a. As shown in Fig. 5b, in the cut in and cut out stage at two side positions, the instantaneous cutting thickness h is small and less than the minimum cutting thickness. There are no chips produced and the formed top burr will remain on the milled groove. In this cutting stage, the ploughing behavior becomes dominant. It causes the extensive material plastic side flow and the large top burr as well. When the instantaneous cutting thickness exceeds the minimum cutting thickness at the middle position with tool rotating, the cutting behavior can produce chips. And in this cutting stage, the formed top burr will be removed with the produced chips in the subsequent cutting pass. With the tool feed movement, this cutting behavior accompanied with top burr formation process can periodically go on, as shown in Fig. 5c and Fig. 5d. Due to the minimum cutting thickness at the cut in and cut out stage, the obtained profile of side surface of milled groove will become a serrated shape, as shown in Fig. 6. The side surface formation process is accompanied by the top burr formation process at the same time. Hence, it results in the shape characteristics of top burr on the final milled groove (the red line in Fig. 6), and also exhibits the serrated shape.

The serrated shape of side surface in micro milling

The serrated top burr in micro milling
3.2 The machining strategies to inhibit top burr formation
It is concluded that the top burr is generated by the unexpected material plastic flow along the unresisted free surface that has low support stiffness during the cutting process. Based on the burr formation mechanisms, the top burr is unavoidable because of the presence of stagnation point on tool cutting edge arc. The burr shape and size usually are proportional to the amount of unexpected material plastic flow which is determined by material properties and stress distribution in cutting zone. Based on the conclusions, the following machining strategies are suggested to inhibit and minimize top burr in micro milling:
1. Enhancing the support stiffness of the unresisted free surface on workpiece. The low support stiffness of free surface is mainly responsible for the unexpected material plastic flow. Hence, the supporting methods which strengthen the support stiffness of free surface can be used to prevent the unexpected material plastic flow and reduce top burr. The optional methods include the instant adhesive deposited on free surface [24] and the copper backup material placed against free surface [28].
2. Improving the mechanical properties of workpiece material. The materials that have higher plasticity and ductility usually produce more unexpected material plastic flow with the same stress acting on it. Then, the burr formation will be larger as well. Hence, the material treatment operations, which can decrease its plasticity and ductility, can be implemented on workpiece material to reduce the top burr formation [9].
3. Optimizing the machining parameters. The unexpected material plastic flow is proportional to the stress distribution in cutting zone. During micro milling, the stress distribution is easily concentrated on the bottom segment of tool cutting edge arc due to the size effect and negative effective rake angle [21]. This stress concentration can facilitate the material plastic side flow below the stagnation point, and then promote the top burr formation. This is the main reason that causes serious top burr in micro milling. By the machining parameters optimization to weaken size effect and negative effective rake angle, it is helpful to reduce top burr in micro milling.
Among these methods, the machining parameters optimization is the preferred choice to reduce top burr for many machining situations because of its economical and effective characteristics without the additional process and cost increasing. Hence, this paper then is mainly focused on the effect of machining parameters on the top burr shape and size according to the analysis of burr formation mechanism. The purpose is to obtain the guideline of parameter optimization to achieve top burr minimization.
4 Experiment results and discussions
4.1 Top burr morphology characters
Figure 7 shows the typical shape types of top burr observed both on the up milling side and down milling side. It is seen that the burr shape can be classified to three types based on different morphology features, i.e., the leaf shape, serration shape and flocky shape. The leaf shape type usually exhibits very large burr size, as shown in Fig. 7a and Fig. 7d. It is revealed that the leaf shape of top burr can be divided to two parts, the root part is formed by formation mechanism of material plastic side flow, the top part is formed by the unseparated chips with some curl and scattering. In the cut in and cut out stage, because of the small instantaneous cutting thickness, the cutting process is in the range of the minimum cutting thickness. The flat and ribbon chip type are intermittently produced owing to the severe extruding and ploughing effect. This chip type is difficult to normally break to separate with workpiece, and then is connecting on the top side edge of milled groove. These unseparated chips that combine with material plastic side flow become the main part of top burr. The top burr will exhibit larger and larger size with the more unseparated chips connecting on the top side edge.

Shape types of top burr on up milling and down milling side. a Leaf shape, b serration shape, c flocky shape, d leaf shape, e serration shape, f flocky shape
As shown in Fig. 7b and Fig. 7e, the typical serration shape of top burr is easily observed on both the up milling and down milling side, which is formed by the material plastic side flow almost without the unseparated chip. And the serration shape of top burr is slightly inclined along the feed direction. There are some dropping parts and small connecting chips in the top burr on up milling side, resulting in the serration shape on some local positions are incomplete. In comparison, the serration shape of top burr on down milling side is more complete than up milling side. The appeared serration shape of top burr on the up milling and down milling side completely proves the proposed formation mechanism of top burr in Section 3.1. As shown in Fig. 10c and Fig. 7f, when the top burr is very small size without the unseparated chip, it exhibits the flocky shape with very small serration spacing on up milling side, and the unobvious serration shape character on down milling side.
4.2 Top burr size
The width and shape of top burr vary with the feed per tooth fz when ap = 5 μm and n = 16000 rpm are showed in Fig. 8. It is seen that when the feed per tooth fz is less than tool cutting edge radius, the width of top burr shows an increase trend with the decrease of feed per tooth because of the negative effective rake angle in cutting process, especially in case of fz < 2.2 μm/Z. The minimum cutting thickness of copper is about 0.1–0.3 rβ (cutting edge radius) according to the existing literatures [25]. In this work, the minimum cutting thickness is calculated to be 1.32 μm calculated with tool cutting edge radius of 4.4 μm. Once the cutting process becomes in the range of the minimum cutting thickness, the cutting conditions with the severe negative effective rake angle and ploughing effect can promote the material plastic side flow, and produce the more unseparated chips at the same time. This results in the rapidly increasing of top burr size. When the feed per tooth fz is larger than cutting edge radius, the width of top burr becomes stable at relatively low level, and exhibits just a little increasing with the increase of feed per tooth. It indicates that the smallest top burr is obtained since the feed per tooth equal to tool cutting edge radius.

The width and morphology of top burr vary with feed per tooth
In comparison of top burr on the up milling and down milling side, when the feed per tooth is less than the minimum cutting thickness, the top burr shows large leaf shape type on the up milling side, but the serration shape or small leaf shape type on the down milling side. In this case, there is unstable chip formation in tool feed process. During a cutting pass, the tool cutting edge will extrude the material which does not form chip from the cut in side to cut out side along the circular cutting path. This produces some material accumulation on cut out side, and results in the larger actual cutting thickness on cut out side, as shown in Fig. 9. Since the cutting process is in the range of the minimum cutting thickness, in comparison, the down milling side of cut out stage is earlier to reach the cutting thickness for chip formation than the up milling side of cut in stage. It means that the down milling side exhibits the better chip formation ability, and produces the less unseparated chips. The unseparated chips are the main reason for the larger top burr. The different burr shape type result in the top burr size on down milling side is smaller than the up milling side.

The extruded material accumulation on cut out side
However, when the feed per tooth exceeds the minimum cutting thickness, the top burr shows the similar shape type both on the up milling and down milling side. And the size of top burr on the up milling side becomes less than down milling side. In this case, there is chip formation in every cutting pass when the tool rotation angle is located at the middle position. Therefore, the tool will extrude some chips from the middle position to cut out side along the circular cutting path. These extruded chips may remain on the cut out side and become a part of top burr, resulting in the larger top burr on the down milling side.
Figure 10 shows that the width and shape of top burr vary with the milling depth ap when fz = 2.2 μm/Z and n = 16,000 rpm. The tool tip radius in this work is 5.3 μm. It is found that when the milling depth is larger than tool tip radius, the top burr size both on the up and down milling side is gradually decreasing with the lower milling depth. When reducing the milling depth, the material removal amount in once cutting pass is decreasing. The cutting process usually presents the lower cutting force that is helping to alleviate the stress distribution on cutting edge arc. And then it results in the less material plastic side flow and top burr formation. At the same time, the cutting process produces the less chips that is helping to reduce the unseparated chips which connect on the top side edge.

The width and morphology of top burr vary with milling depth
But since the milling depth ap becomes less than tool tip radius γε, the top burr size does not continue to decrease with the milling depth. The top burr width on down milling side even exhibits a little increase when the milling depth ap reduces from 5 μm to 2 μm. When the milling depth ap less than tool tip radius γε, the actual cutting thickness hm is not equal but less than the nominal feed per tooth fz, as shown in Fig. 11. The reduced actual cutting thickness leads to the cutting process go in the range of the minimum cutting thickness. And the relatively large top burr is obtained. The results reveal that the minimum top burr size is achieved when the milling depth equal to tool tip radius. In addition, the top burr shape type both on the up and down milling side seems to show not obvious difference with various milling depth. In comparison, all the top burr size on the up milling side is less than that on the down milling side.

The actual cutting thickness in micro milling
When the ap = 5μm and fz = 2.2μm/Z, the width and shape of top burr vary with spindle speed n which is shown in Fig. 12. It is seen that the width of both top burr on the up milling and down milling side exhibits a gradual reduction trend with the increase of spindle speed. Since the cutting velocity increases, the times for the material plastic side flow reduces. Therefore, the amount of unexpected material plastic flow decreases, and the relatively less top burr formation is obtained. In comparison, the top burr exhibits the similar shape type under different spindle speed, and shows the smaller size on the up milling side than that on down milling side as well.

The width and morphology of top burr vary with spindle speed
5 Conclusion
This paper analyzes the top burr formation mechanism in micro milling, and then micro milling experiments are performed to study the effect of machining parameters on top burr shape and size. Based on the results, the following conclusions can be drawn:
-
1.
The top burr in micro milling is formed by the unexpected material plastic side flow along the top side that is an unresisted free surface with low support stiffness. The obtained side surface profile and top burr shape character show the serration shape because the instantaneous cutting thickness in the cut in and cut out stage at the side positions is less than the minimum cutting thickness.
-
2.
The unseparated chips that are connecting on the top side edge can greatly increase the top burr. The top burr size slightly decreases at first, and then rapidly increases with the reduction of feed rate. The top burr size exhibits a gradual reduction trend at first, and then becomes stable with the reduction of milling depth.
-
3.
During the cutting pass, the tool will extrude the material and chip from the cut in side to the cut out side along the circular cutting path. This behavior produces more material and chips that are easy to accumulate on the cut out side, and results in the different top burr on the up milling and down milling side.
-
4.
Based on the micro milling experiment results, the optimal machining strategy that is suggested to minimize top burr is concluded, the feed per tooth is preferred to the tool cutting edge radius, the milling depth is preferred to tool tip radius, and applying the high cutting speed and up milling path.
Data availability
All data supporting the results of this article are presented in the article.
References
Jain VK, Sidpara A, Balasubramaniam R, Lodha GS, Dhamgaye VP (2014) Micromanufacturing: a review-part I. Proc Inst Mech Eng B J Eng Manuf 228:1–22
Jain VK, Dixit US, Paul CP, Kumar A (2014) Micromanufacturing: a review-part II. Proc Inst Mech Eng B J Eng Manuf 228:995–1014
Chen N, Li HN, Wu J, Li Z, Li L, Liu G, He N (2021) Advances in micro milling: from tool fabrication to process outcomes. Int J Mach Tools Manuf 160:103670
Suzuki H, Okada M, Fujii K, Matsui S, Yamagata Y (2013) Development of micro milling tool made of single crystalline diamond for ceramic cutting. CIRP Ann Manuf Technol 62:59–62
Boswell B, Islam MN, Davies J (2018) A review of micro-mechanical cutting. Int J Adv Manuf Technol 94:789–806
Wu X, Shen J, Jiang F, Wu H, Li L (2021) Study on the oxidation of WC-Co cemented carbide under different conditions. Int J Refract Met Hard Mater 94:105381
Oliveira FB, Rodrigues AR, Coelho RT, Coelho RT, Souza AF (2015) Size effect and minimum chip thickness in micromilling. Int J Mach Tools Manuf 89:39–54
Chen N, Li L, Wu J, Qian J, He N, Reynaerts D (2019) Research on the ploughing force in micro milling of soft-brittle crystals. Int J Mech Sci 155:315–322
Wu X, Li L, He N, Zhao M, Zhan ZZ (2015) Investigation on the influence of material microstructure on cutting force and bur formation in the micro cutting of copper. Int J Adv Manuf Technol 79:321–327
Auchi JC, Dornfeld D, Arrazola PJ, Franke V, Leitz L, Min S (2009) Burrs—analysis, control and removal. CIRP Ann 58:519–542
Kumar P, Kumar M, Bajpai V, Singh NK (2017) Recent advances in characterization, modeling and control of burr formation in micro-milling. Manufacturing Letters 13:1–5
International Standard ISO 13715 (2000) Technical Drawings-Edges of Undefined Shape-Vocabulary and Indications. International Organizationfor Standardization: Geneva, Switzerland
Gillespie A (1976) The formation and properties of machining burrs. J Manuf Sci Eng 98:66–74
Chern GL (2006) Experimental observation and analysis of burr formation mechanisms in face milling of aluminum alloys. Int J Mach Tools Manuf 46:1517–1525
Kiswanto G, Zariatin DL, Ko TJ (2014) The effect of spindle speed, feed-rate and machining time to the surface roughness and burr formation of Aluminum Alloy 1100 in micro-milling operation. J Manuf Process 16:435–450
Jang KI, Kim DY, Maeng S, Lee K, Han J, Seok J, Je TJ, Kang S (2012) Deburring microparts using a magnetorheological fluid. Int J Mach Tools Manuf 53:170–175
George M, Shreyes M (2012) Effect of process parameters on the rate of abrasive assisted brush deburring of microgrooves. Int J Mach Tools Manuf 57:46–54
George M, Shreyes M, David R (2013) Material removal during abrasive impregnated brush deburring of micromilled grooves in NiTi foils. Int J Mach Tools Manuf 72:37–49
Lekkala R, Bajpai V, Singh RK, Joshi SS (2011) Characterization and modeling of burr formation in micro-end milling. Precis Eng 35:625–637
Leticia C, Marcio B (2019) Investigation of burr formation and tool wear in micromilling operation of duplex stainless steel. Precis Eng 60:178–188
Wu X, Li L, He N (2017) Investigation on the burr formation mechanism in micro cutting. Precis Eng 47:191–196
Han J, Hao XQ, Li L, Liu LH, Chen N, Zhao GL, He N (2020) Investigation on surface quality and burr generation of high aspect ratio (HAR) micro-milled grooves. J Manuf Process 52:35–43
Zhang XW, Yu TB, Wang W, Zhao J (2019) Improved analytical prediction of burr formation in micro end milling. Int J Mech Sci 151:461–470
Kou Z, Wan Y, Cai YK, Liang XC, Liu ZQ (2015) Burr controlling in micro milling with supporting material method. Procedia Manufacturing 1:501–511
Pankaj K, Vivek B, Ramesh S (2017) Burr height prediction of Ti6Al4V in high speed micro-milling by mathematical modeling. Manufacturing Letters 11:12–16
Medeossi F, Sorgato M, Bruschi S, Savio E (2018) Novel method for burrs quantitative evaluation in micro-milling. Precis Eng 54:379–387
Dib MM, Duduch JG, Jasinevicius RG (2018) Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis Eng 51:244–262
Zou Z, Liu L, Li B, Deng W (2016) Research on burr formation mechanism in metal cutting with a backup material. Int J Adv Manuf Technol 86:1895–1907
Acknowledgements
The authors thank Ke Sun and Kai Zeng for providing the experiment guidance.
Code availability
Not applicable
Funding
This work was supported by National Natural Science Foundation of China (51905182) and Fundamental Research Funds for the Central Universities (ZQN-805).
Author information
Authors and Affiliations
Contributions
The authors who contributed to this work have been listed in the author information.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wu, X., Du, M., Shen, J. et al. Experimental research on the top burr formation in micro milling. Int J Adv Manuf Technol 117, 3477–3486 (2021). https://doi.org/10.1007/s00170-021-07916-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07916-4