
Abstract
With the growing volume of palm oil production, palm oil mill effluent (POME) is an inevitable by-product that causes serious environmental hazards if discharged directly to the environment. This is mainly due to its high concentrations of chemical oxygen demand (COD) and biochemical oxygen demand (BOD). Note however that, with its high organic content, POME is a great source for biogas production. Therefore, POME pollution abatement coupled with biogas capture and utilisation are vital in order to promote sustainable development goal for the palm oil industry. Conventionally, POME is treated by employing open ponding system without capturing biogas released from the anaerobic process. This treatment system is inefficient, requires large footprint, long hydraulic retention time (HRT) and is unable to consistently comply with the proposed stringent BOD regulatory limit of 20 mg/L to be imposed by Department of Environment (DOE). Hence, the current POME treatment trend is gearing towards biogas capture technology and integrated POME treatment system with the ultimate aim of achieving zero discharge concept in the palm oil mill . This can be achieved by integrating several bioprocesses, with the aim to transform POME into value-added products. This chapter will discuss the current POME treatment and biogas capture technologies, as well as to identify issues and challenges faced by the palm oil miller which deters the development of biogas plants in the mill. Development of biogas from POME will no doubt contribute substantially in Malaysia’s renewable energy sector in the near future.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The palm oil industry in Malaysia has grown by leaps and bounds over the last five decades. Annual palm oil production has increased steadily from 0.09 million tonne in 1960 to 8.3 million tonne in 1998, and notched up to a record of 19.9 million tonne in 2017 [1]. Concurrent to this high production, a large quantity of industrial wastewater, commonly referred to as palm oil mill effluent (POME) has been generated. Generally, for every 100 MT of fresh fruit bunches (FFB) being processed, a total of 22 MT of crude palm oil (CPO) and 67 MT of POME will be generated in the mill [2]. In other words, the quantity of POME is actual threefold of that of CPO, which is the main product of the mill. This problem has become more apparent as the number of palm oil mills in Malaysia continues to grow rapidly from 334 mills in 1999 to 454 mills in 2017 [1, 3]. POME is a combination of wastewater streams generated from three main processing steps in the mill, i.e. sludge separation from CPO clarification (0.4 t/t FFB), condensate from fruits sterilisation (0.2 t/t FFB) and effluent from wet separation of kernel and shell (0.07 t/t FFB) [2].
Raw POME is a brownish colloidal suspension comprising 95–96% water, 0.6–0.7% oil and grease, as well as 4–5% solids, as shown in Fig. 1 [4]. It is hot, acidic and contains high organic matters as indicated by its high Biochemical Oxygen Demand (BOD) (Table 1), which is 100 times as polluting as domestic sewage. When the untreated POME is discharged directly to the river, natural decomposition will take place, in which dissolved oxygen in the river water will be depleted rapidly. This will cause the destruction of aquatic life and natural ecosystem. Although the highly polluting POME is non-toxic, it has an unpleasant odour and thereby creating a nuisance to the neighbourhood of the mills.

Raw POME
Based on the extent of pollution, the palm oil milling industry is identified as the largest pollution contributor to the rivers in Malaysia [5]. In realising the pollution menace caused by the palm oil industry, the government had imposed parameter limits for the discharge of POME through the enactment of Environmental Quality Acts (EQA) in 1978 as shown in Table 1.
To progress towards a greener environment, the Malaysian Department of Environment (DOE) has imposed more stringent regulations where the BOD discharge limit is reduced from 100 to 20 mg/L in environmentally sensitive areas of Sabah and Sarawak [6, 7]. However, the new regulation with 20 mg/L BOD is yet to be gazetted effectively, especially within the Peninsular of Malaysia, due to the lack of technology with limited land available for ponding treatment system. Hence, an efficient and feasible technology for POME treatment is an urgent need in order to achieve the stringent standard requirement on effluent discharge.
2 POME Treatment Technologies
The enforcement of laws promulgated under the EQA has led to the development of several technologies for POME treatment. In general, POME could be treated by physical, chemical or biological processes. These technologies are briefly described next.
2.1 Physico-Chemical Treatments
Some examples of physical and chemical approaches are simple skimming devices [8, 9]; land disposal [10]; use as animal fodder [10, 11]; chemical coagulation, flocculation and flotation [12]; electroflotation [13]; membrane technology [14, 15]; evaporation [16]; and adsorption [17]. However, very few have implemented such systems at full-scale operation because of their unsatisfactory performance, high capital investment, high operating and maintenance cost as shown in Table 2. Moreover, most of these approaches can only be adopted as pre-treatment or tertiary treatment steps for POME as they are still required to couple with other treatment system in order to meet the discharge limit.
2.2 Biological Treatment
Biological treatment includes anaerobic and aerobic processes. They are more promising and sustainable technology for POME treatment. With its high organic content, POME is a good source of nutrients for microorganisms and therefore, production of methane generated from anaerobic digestion is highly potential. With appropriate analysis and environmental control, almost all wastewaters containing biodegradable constituents with a BOD/COD ratio of 0.5 (or greater) can be treated easily by biological means [18]. As shown in Table 1, BOD: COD ratio of raw POME is approximately 0.5, implicating that POME is suitable to be treated by biological processes. The principal processes used for the biological treatment of wastewater can be classified with respect to their metabolic function as aerobic, anaerobic, and combined anaerobic–aerobic processes.
2.2.1 Conventional Anaerobic Treatment Methods
In general, aerobic systems are suitable for the treatment of low-strength wastewaters (biodegradable COD concentrations less than 1000 mg/L) while anaerobic systems are suitable for the treatment of high strength wastewaters (biodegradable COD concentrations over 4000 mg/L) [19]. Therefore, the very high level of organic matters in POME requires the adoption of anaerobic digestion as the primary treatment process. More than 50% of palm oil mills in Malaysia have adopted ponding system, involving anaerobic digestion for the treatment of POME (Fig. 2). This is mainly due to their low capital costs, simplicity and ease of handling [20]. Normally, the anaerobic digestion is operated at low rate, with organic loading rate (OLR) of 0.2–0.35 kg BOD/m3.day [21]. Open digesting tanks are used for POME treatment when limited land area is available for ponding system. It has been reported that open ponding system is capable in reducing the concentration of pollutants such as COD (100–1725 mg/L), BOD (100–610 mg/L) and ammoniacal nitrogen (100–200 mg/L) [22, 23]. However, these conventional methods have several drawbacks, such as long hydraulic retention time (HRT; 45–65 days), large areas of lands, and consistent desludging of the settled POME . More importantly, the treated effluent fails to meet the discharge standard consistently [24]. Besides, the potential for biogas utilisation is often being overlooked by the palm oil industry. The produced biogas from anaerobic digestion process emits directly to the atmosphere, posing a detrimental greenhouse effect on the environment [24, 25].

Typical anaerobic pond of a palm oil mill
2.2.2 Aerobic Treatment
Aerobic biological processes are commonly used in the treatment of organic wastewaters for achieving high degree of treatment efficiency. The aerobic treatment of POME was investigated by using: fungus Trichoderma viride in the fermentation of POME [26]; a tropical marine yeast (Yarrowia lipolytica) NCIM 3589 in the degradation of POME in a lagoon [27]; trickling filter [28]; rotating biological contactors [29]; and activated sludge process with a diffused aeration system [30]. Nevertheless, the aerobic treatment system is not commonly used in treating wastewater of high organic load, especially raw POME . The high organic level makes aerobic treatment on its own difficult to achieve the desired efficiency in both technical and economical points of view. Moreover, the BOD: N: P ratio of raw POME is reported as 100:3:0.8 (may be calculated based on data in Table 1), is slightly nutrient deficient for aerobic treatment; the latter requires a minimum nutrient ratio of 100:5:1 [18].
2.2.3 Conventional Anaerobic–Aerobic Treatment
Consequently, prior to aerobic treatment, anaerobic treatment may be used to reduce the organic strength of POME . Vijayaraghavan et al. [30] proved that the aerobic treatment of the anaerobically digested POME resulted in higher BOD and COD removal efficiencies than the aerobic treatment of diluted raw POME . It is due to the presence of partially degraded organics in the anaerobically digested POME , making them more amenable to aerobic digestion. There are many examples in which anaerobic processes provide partial stabilisation before further treatment with aerobic processes due to the relatively high organic strength of many industrial wastewaters (14,500–65,700 mg/L) [31, 32]. Published researches also reported that series reactors of anaerobic–aerobic processes are feasible for treating municipal, sewage and high organic strength wastewater resulting in lower energy requirements and less sludge production [33, 34].
In the case of POME treatment, some of the palm oil mills in Malaysia have adopted open tank digesters and extended aeration systems where POME is treated in an anaerobic digestion process followed by extended aeration in a pond (Fig. 3). Normally, the open tank digesters are operated at low rate, with OLR of 0.8–1.0 kg BOD/m3.day. If properly operated and maintained, this treatment system is capable of removing COD by 81% [35] and is able to meet the discharge limit [21]. However, one of the major problems of this system is that it occupies a vast area of land and requires a relatively long HRT of 20 days for the anaerobic process and 20 days for aerobic process. Besides, there is no system that captures the produced methane gas. Although this practice appears to be at minimal cost, the constraint lies on the availability of sufficient land for building the ponds and the length of the HRT taken to treat the POME . Continuous hikes in land and labour costs, as well as external pressures from global environmentalists are forcing palm oil millers to reconsider alternatives. Hence, treating POME within a short period of time at reduced space utility by using high-rate anaerobic and aerobic bioreactor with biogas trapping facilities may offer a viable alternative to replace these conventional anaerobic–aerobic systems.

a Anaerobic tank digesters; b extended aeration system
2.3 Greener Technology for POME Treatment—Biogas Capture System
Biogas production process exploits the natural ability of microorganisms to degrade organic wastes in the absence of oxygen, i.e. anaerobic digestion . Biogas typically composes of 50–75% methane (CH4), 25–45% carbon dioxide (CO2), trace amounts of H2S and other gases. POME with high organic contents may be considered as a renewable energy source. It is projected that the total power output is approximately 480 MW, if biogas produced from all palm oil mills in Malaysia (a total of 445 mills) could be captured and used [2]. Note that this estimation is based on gas engine conversion efficiency of 40% and biogas power plant operation hours of 7000 h per year [2]. Therefore, palm oil millers have shown great interest in recent years to implement greener and more sustainable technologies in their mills such as biogas capture technology, as well as moving towards zero waste approach [23].
In the current practise, biogas from POME in Malaysian mills is captured and utilised for the following purposes, which include steam generation, combined heat and power (CHP) for simultaneous production of steam and electricity, electricity generation for grid connection and downstream business activities [36]. The implementation of biogas capture is considered as one of the activities in Economic Transformation Programme (ETP) under the Palm Oil National Key Economic Area (NKEA) in Malaysia. It aims to increase the gross national income (GNI) by year 2020 [23].
There are two commonly used biogas capture technologies, i.e. covered lagoon and continuous stirred tank reactors (CSTR). According to Loh et al. [36], approximately 50 palm oil mills in Malaysia have employed tank-type technologies to capture the produced biogas , while 36 mills use covered lagoon systems. Table 3 shows the comparison between covered lagoon systems and CSTR systems. Their basic principles are briefly described next.
2.3.1 Covered Lagoon
A cost-effective way to capture biogas from the conventional open anaerobic ponds is to retrofit the existing ponding/lagoon system through the installations of floating plastic membranes on the open ponds. As it is more economical and easier to operate as compared to other anaerobic digester technologies, most palm oil mills in Malaysia installed sealed cover over existing anaerobic POME ponds to create an anaerobic digester system, as shown in Fig. 4 [3]. The sealed cover material is usually made of linear low-density polyethylene liners (LLDPE), or synthetic high-density polyethylene (HDPE) geo-membrane that are resistant to bad weather, biological degradation and UV radiation. This covered lagoon design typically handles a solids content of less than 2% and commonly operates in the mesophilic temperature range [37].

Covered lagoon
However, despite its simplicity, anaerobic lagoon exhibits several drawbacks. In general, it has poor bacteria-to-substrate contact, with a low loading rate. Besides, covered lagoon requires a long hydraulic retention time and has a large footprint. The production rate of a covered anaerobic pond was reported to be 0.03–0.16 kg CH4/kg COD treated [3]. The low methane production is mainly due to the lower efficiency of anaerobic pond system and the lack of operational control.
2.3.2 Continuous Stirred Tank Reactors (CSTRs)
Continuous stirred tank reactors (CSTRs) are typically concrete cylinders with a low height-to-diameter ratio. CSTR is equivalent to a closed-tank digester with mechanical agitator which provides more area of contact with the biomass and thus improving biogas production [38]. In operating the CSTR, feeding of POME should be continuous for maximum efficiency. It can be operated at mesophilic or thermophilic conditions. CSTR typically can handle a higher solids content of 3–10% than covered lagoon. Based on the economic analysis of biogas capture and utilisation in a 60 MT/h palm oil mill as shown in Table 3, the investment cost of CSTR is slightly higher than that of covered lagoon system—[39]. This estimation is based on the biogas system where the captured biogas is co-fired in the biomass boiler.
It was also reported that the CSTRs have better performance as compared to the covered lagoon, in terms of the amount of methane gas produced per kg of COD treated in the system. The closed anaerobic digester tank was capable of producing 0.07–0.23 kg CH4/kg COD treated [3]. The CSTR technology employs readily available microorganisms in the POME . Despite higher capital cost, CSTR has a higher rate of historical success and higher methane production (as compared to the covered lagoon). However, the major drawbacks of the CSTR include less efficient biogas production at high feeding rates and less biomass retention.
2.3.3 High-Rate Advanced Anaerobic Bioreactors
In recent years, new technologies have been developed to alleviate the problems faced by the conventional treatment systems. Improved high-rate anaerobic bioreactors with higher treatment efficiency and lower site area have been adopted in the treatment of POME . These include anaerobic filter and anaerobic fluidised bed reactor [40]; two-stage upflow anaerobic sludge blanket (UASB) reactor [41]; membrane anaerobic system [42]; modified anaerobic baffled bioreactor [43]; thermophilic upflow anaerobic filter [44]; expanded granular sludge bed (EGSB) [15] and anaerobic hybrid reactor (upflow anaerobic sludge blanket fixed film (UASFF) bioreactor) [4]. A comparison of various advanced anaerobic bioreactors available in Malaysia is tabulated in Table 4.
These high-rate bioreactors are more effective in biodegradation, with shorter retention times, higher methane yield (without compromising the OLR). It has been reported that these high-rate anaerobic bioreactors were able to achieve higher than 78% COD removal efficiency, and biogas product with at least 50% of methane at higher OLR (ranging between 1.6 and 40.0 kg COD/m3.day under mesophilic condition) [19].
Note however that, POME treatment using anaerobic high-rate bioreactor alone is insufficient to satisfy the new discharge standard. Thus, aerobic bioreactor is required to polish the effluent. The mill owners are reluctant to adopt these advanced bioreactors as most of them are designed and performances were only evaluated at laboratory scale. Their results may differ for a full-scale plant, due to the fact that actual working conditions are not as easily controlled or predicted.
On top of that, several technical problems have been reported in the operation of these anaerobic bioreactors. In particular, anaerobic filters and UASFF are susceptible to the clogging problem within the packing [44,45,47]. Attributable to high TSS concentration (Table 1) in POME , OLRs in these reactors should be reduced to ensure high treatment efficiency. In addition, UASB and EGSB reactors are frequently confronted with the foaming and scum formation problems especially at high OLRs, which are mainly caused by high concentration of oil and grease (O&G) in POME (Table 1) [15].
Thus far, almost all reported advanced technologies are standalone without proper integration for sustainable resource management and recovery [36]. Most of them are unable to degrade the organic matter to meet the effluent BOD discharge limit of 20 mg/L imposed by DOE. Therefore, it is essential to integrate the advanced anaerobic bioreactors with sustainable polishing technologies in order to move towards zero discharge POME treatment system.
2.3.4 Integrated Zero Discharge POME Treatment System
The zero discharge concept in the POME treatment system theoretically means all the incoming effluent is completely treated, no waste is being discharged. The ultimate target is to recover usable materials such as oil, sludge and water from the POME . Doing this leads to minimum waste generation and to convert the treated anaerobic and aerobic sludges to fertiliser without discharging into the environment [7, 39]. To date, there were only several studies being reported on the integrated zero discharge treatment, one at pre-commercialised plant [48], two at pilot studies and the other engineered at laboratory scale [39, 49].
-
(a)
Anaerobic expanded granular sludge bed (AnaEG™) technology
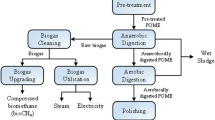
A zero discharge integrated POME treatment technology which consists of advanced anaerobic expanded granular sludge bed (AnaEG) and biotechnological aerobic process (BioAX) was developed at Kilang Kelapa Sawit (KKS) Labu, Malaysia, Sime Darby [7, 39]. As shown in Fig. 5, the AnaEG system consists of three major units, i.e. pre-treatment, biological treatment and membrane separation. The pretreatment unit is meant for the recovery of waste oil from POME . Biological treatment, on the other hand, is to produce biogas from POME and to generate final discharge with BOD lower than 20 mg/L. Membrane separation is meant to purify wastewater for reuse or recycling. The treated sludge from the AnaEG system is recovered as biofertiliser and it shows good fertiliser values than raw POME , due to the fact that organic fertiliser derived from treated sludge contains a higher percentage of nitrogen, phosphorus and potassium (NPK) [39]. Besides, the BOD of the treated effluent after BioAX stage was always less than 20 mg/L, with 80% consistency [7]. High-quality biogas is also reported with CH4 content ranging between 65 and 70% [39]. The reported HRT for AnaEG system is 9 days, which is significantly shorter than the conventional treatment system. The volume of biogas generated is 28 m3/MT POME , which is comparable to those reported values for CSTR and covered lagoon.

AnaEG system for POME treatment [39]
Overall, AnaEG system displays great potential in achieving zero discharge for the palm oil industry, in view of its capabilities in producing biofertiliser from treated POME and recycled water for boiler use. However, based on the economic analysis of the biogas system for a typical 60 MT/h FFB palm oil mill , the total capital cost of this system (see Table 4) [39] is slightly higher than those of CSTR and covered lagoon. Therefore, the economic aspects of this technique need to be further addressed for commercial uptake. Besides, the high oil and solids content in the POME should be reduced before entering this system; this requirement makes it to possess more pre-treatment facilities.
-
(b)
Integrated anaerobic–aerobic bioreactors (IAAB)
This IAAB system consists of a novel bioreactor based on the integration of anaerobic, aerobic and sedimentation processes (Fig. 6). The basic configuration of the bioreactor is depicted in Fig. 7. It was first developed at lab scale with a reactor volume of 60 L in 2009 (see Fig. 8), followed by a 1.8 m3 pilot scale IAAB in 2012 and a 3000 m3 pre-commercialised scale IAAB at Havys Oil Mill in 2015 (see Fig. 9) [48, 55]. As shown, the IAAB is a single reactor configuration with compartmentalisation. The rectangular tank is divided into three compartments, in which anaerobic, aerobic and sedimentation are to be carried out sequentially. The final discharge from the settling compartment was reported to meet the discharge standard of BOD 20 mg/L consistently [19]. To achieve zero liquid discharge, the treated water is further polished for recycling and reuse in the palm oil mill . The main advantages of IAAB include higher organic removal efficiency (up to 99.9%), higher biogas yield (up to 35 m3/MT POME ), much shorter retention time, i.e. 5–7 days (instead of 60 days with the current ponding system), and most importantly, reduced land footprint by 80%. Besides, the IAAB system is self-sustained in term of power consumption, for the OLR operating range of 8–13 kg COD/L/day. The relatively high performance of the IAAB was found to be attributed to several factors, which includes adequate retention of Mixed Liquor Volatile Suspended Solids (MLVSS) concentrations (population of microorganism in both anaerobic and aerobic compartments), development of good settling activated sludge and high recirculation ratio adopted in the anaerobic compartment leading to good hydraulic contact between the substrate and the sludge.

An IAAB system for the treatment for POME

Basic configuration of IAAB

Actual view of IAAB system a laboratory scale front view b rear view

Pre-commercialised scale of IAAB system (courtesy of Havys Oil Mill Sdn. Bhd.)
As compared to AnaEG, IAAB is simpler in terms of process and operation as it has lesser unit operations (see Fig. 7). Besides, IAAB has smaller land footprint due its lower HRT. Furthermore, no chemical is required for the operation of IAAB, which in turns leads to lower operating cost. In term of COD removal efficiency, AnaEG showed higher efficiency of 94%, as compared to 85% for IAAB (Table 4), however, at a much lower loading rate of 1.6 kg COD/m3.day as compared to 12.8 kg COD/m3.day for IAAB. This indicates that IAAB is capable to handle higher loading rates.
3 Current Issues, Challenges and Areas of Improvement
Malaysian government envisages all palm oil mills (estimated to reach 500 by year 2020) to have biogas trapping facilities installed by 2020 [2]. However, up to 2015, merely 17% of those mills had implemented biogas capture system [36]. In fact, Malaysia faced many issues and challenges in moving towards nationwide biogas capture implementation. Many problems encountered are related to technology, finance, governance and grid connectivity, which are discussed next.
3.1 Technology Challenges
The performance of the various biogas capture technologies is closely associated to the robustness of the technology in withstanding fluctuation of POME volume, OLR and flow characteristics in the digester. Besides, the operating conditions of the digester such as microorganism’s quality and populations, solid removals, reaction temperature, HRT and mixing system, etc. are also the key factors that will affect performances of the biogas capture technologies. One of the most critical issues is the seasonal fluctuation of oil palm FFB yield, which affects the volume of POME . Excess biogas would need to be flared off during the high crop season. Conversely, during the low crop season, there is insufficient of POME for the microorganisms and thus, less biogas is generated. As a result, most biogas plants of the existing palm oil mills have an average power output of 1 MW, although they have an installed capacity of 2 MW [2]. Therefore, designing a robust biogas trapping facility that can accommodate the fluctuating characteristics in the volume and quality of POME is important. The aforementioned problem during the low crop season can be potentially solved by co-digesting POME with the empty fruit bunch (EFB ) and mesocarp fibre (MF), which are generated along the production of CPO. EFB and MF may serve as a good carbon source to be co-digested with POME for biogas production. Besides, EFB and/or MF can counteract the low carbon and nitrogen content of POME in anaerobic digestion process. Both nutrients are equally important for microorganisms that carry out the digestion process, as carbon is the main food source for growth while nitrogen assists in enzyme production.
On the other hand, there are a few areas that are worth consideration in the integrated POME treatment approach. In the first place, the main wastewater source in the milling process should be reduced as it leads to huge production of POME . Second, the unwanted constituent of the biogas , i.e. H2S should also be reduced during the biogas production process. This is because H2S causes corrosion in some machineries through the formation of sulfuric acid (when H2S reacts with water). Therefore, H2S has to be removed from biogas through scrubber before the biogas is sent to the gas engine for power generation. The reduction of H2S can be achieved by employing special pre-treatment technique; the latter involves a series of physical and chemical treatments (oil separation tank, equalisation tank, air flotation and dosing tank), in order to break down the big molecules, i.e. particularly the protein-rich organic matter for easy biodegradation. Through pretreatment, H2S concentration can be reduced to 200 mg L−1 [36]. This is important as the H2S concentration can go as high as 3000 mg L−1, which result in higher scrubbing cost.
3.2 Safety and Operational Risks
The key challenges to the operators of the biogas plant include operational, potential explosion, corrosion hazards and GHG gas emissions reduction. Therefore, the safety aspect in operating biogas trapping facilities is vital. A Malaysian Standard (MS2581:2014) guidelines on general requirement, installation requirement, specific requirement, safety requirement, competent personnel requirement and maintenance and operation, etc. has been developed [36]. Unsatisfactory performance of the POME treatment plant is often due to the lack of competent personnel or operators. Therefore, the biogas plant operators need to ensure a stable operation while managing the seasonal POME characteristics change. Close monitoring of biogas and power generation systems during operation and maintenance are equally important.
3.3 Knowledge Transfer Between Industry and Academia
The advanced POME treatment technologies such as AnaEg and IAAB system are found to be effective and are able to achieve zero discharge concepts in the POME treatment as well as to maximise the utilisation of biogas generated as a source of renewable energy. However, some of the millers are sceptical. This is mainly due to the lack of companies’ commercial data. Collaboration with industry and academia to produce commercial data to show the efficiency of the biogas technology may improve millers’ confidence in investing in new technology [2].
3.4 High Investment Cost
One of the key challenges for the palm oil millers to build biogas plant for power generation system in the palm oil mills is its relatively high investment cost (as compared to the conventional ponding system). A survey conducted by Yahaya and Lau [50] reveals that many palm oil mills are not willing to acquire and adopt advanced POME treatment technology. In some cases, the palm oil millers claimed that the utilisation of biogas for power generation required high initial capital cost. The common perception is that this investment is not economically viable, as it does not give immediate profit and requires a long payback period (about 5 years via feed-in-tariff (FiT) payment) [3].
In reality, the utilisation of biogas for power generation is lack of demand and not so attractive to the palm oil millers. This is because most of the palm oil mills are already self-sufficient in energy, as MF and palm shell (PS) are utilised in the biomass boiler for steam and power generation for the production of CPO [51, 36]. Moreover, the national grid is well structured and the fuel is heavily subsidised. Therefore, anaerobic digestion -based biogas production in Malaysia has far lesser relevance to short energy supply than in its neighbouring countries such as Cambodia. Furthermore, palm oil mills are normally far from one another and isolated from any energy-intensive industrial activities within their vicinities. This in turn makes some of the well-developed biogas utilisation approaches (e.g. rural electrification and decentralised biogas power production) irrelevant, less attractive, and has little success. To overcome this, bottled bio-compressed natural gas (bioCNG) to ease transportation seems a viable approach [36]. In fact, biogas can be compressed the same way natural gas is compressed to CNG after removing its impurities such as CO2, H2S, and moisture.
3.5 Government Supports
Many mill owners have reflected that there are no clear-cut biomass and biogas policies and sufficient incentives to convince them in venturing into such projects. Besides, the procedural and approval processes for developing biogas plant in palm oil mill are long, tedious and currently requiring too detailed technical information [36]. This clearly indicates that attractive incentives and supports of the government will be a major factor that attracts the millers to adopt the new technologies. A more concerted governmental effort is required in processing applications, facilitating and coordinating nationwide biogas implementation under the current set up [36].
3.6 Grid Interconnectivity
It is difficult for those biogas plants to be connected to the national grid, especially for palm oil mills which are located in rural areas which are far from the interconnection point. This is due to the fact that the distance between the biogas power generation plant and the location of the interconnection point at the distribution system must be within 10 km to avoid power lost [3]. Longer distance will increase the connection cost and also power lost. To overcome this, those palm oil mills that are located near to each other but far away from the national grid interconnection point could connect their biogas plant together to form a mini-grid system for rural application. This system has high potential to be implemented in the states of Sabah and Sarawak (in Borneo island), where national grid electricity is out of reach in the rural areas [3].
Another challenge is that most of the parties involved in biogas development do not have expertise in grid interconnectivity knowledge. Therefore, regular series of interactive sessions between the parties involved and the relevant authorities are essential. First, this can assist in educating and creating awareness on engineering aspects of grid connection; and second to deal with policy intervention to ensure smooth implementation [36].
4 Conclusions
Treating POME in a sustainable manner by capturing biogas is vital to transform the palm oil industry into a greener industry. Covered lagoon and CSTR are currently the most commonly used biogas capture technologies. Due to the more stringent requirement of BOD 20 mg/L to be imposed by DOE, the existing treatment methods may face difficulty in complying with the discharge limit consistently. Therefore, the current POME treatment trend is gearing towards the reduction of the BOD content of POME (to less than 20 mg/L), reduction of HRT and footprint, while at the same time trapping the produced biogas . The ultimate aim of doing these is to achieve zero discharge concept in the palm oil mill . There are two advanced technologies, AnaEG and IAAB which show great potential in achieving zero effluent discharge due to their high treatment efficiency and methane yield along with the production of biofertiliser and recycled water. Nevertheless, there are barriers that hindered the palm oil millers to adopt these advanced integrated POME treatment system. These are closely related to technology, finance, governance and grid connectivity. With stronger support and more financial assistances from government, it is envisaged that all palm oil mill will be equipped with biogas facilities in the near future. While most researches are working on POME treatment via end-of-pipe processes, it is a good idea to consider a cleaner production. This can be done by reducing the main wastewater source in the milling process, as it is the root cause of abundant POME generation. Besides, practicing knowledge transfer between industry and academia can help to reduce any scepticism of the advanced technology and the realisation of advanced bioreactors into cost-effective full-scale plant.
References
MPOB (2018) Malaysian palm oil board. Retrieved 1 July 2018, from Home page: http://bepi.mpob.gov.my/index.php/en/statistics/production/186-production-2018.html
Yap CC, Soh KL, Chong MF, Chan YJ, Christina V (2017) Palm oil potential: the problem of methane emissions at Malaysia’s palm oil mills can be turned on its head – if the industry buys into biogas. Chem Eng 910:42–45
Chin MJ, Poh PE, Tey BT, Chan ES, Chin KL (2013) Biogas from palm oil mill effluent (POME): Opportunities and challenges from Malaysia’s perspective. Renew Sustain Energy Rev 26:717–726
Najafpour GD, Zinatizadeh AAL, Mohamed AR, Hasnain Isa M, Nasrollahzadeh H (2006) High-rate anaerobic digestion of palm oil mill effluent in an upflow anaerobic sludge-fixed film bioreactor. Process Biochem 41:370–379
Wu TY, Mohammad AW, Jahim JM, Anuar N (2007) Palm oil mill effluent (POME) treatment and bioresources recovery using ultrafiltration membrane: effect of pressure on membrane fouling. Biochem Eng J 35:309–317
Bello MM, Abdul Raman AA (2017) Trend and current practices of palm oil mill effluent polishing: application of advanced oxidation processes and their future perspectives. J Environ Manage 198:170–182
Tabassum S, Zhang Y, Zhang Z (2015) An integrated method for palm oil mill effluent (POME) treatment for achieving zero liquid discharge—A pilot study. J Clean Prod 95:148–155
Ng WJ, Goh AC, Tay JH (1988) Palm oil mill effluent treatment - liquid-solid separation with dissolved air flotation. Biological Wastes 25:257–268
Roge W, Velayuthan A (1981) Preliminary trials with Westfalia-3-phase decanters for palm oil separation. In: Pushparajah E, Rajadurai M (eds) Palm oil production technology eighties, Rep. Proc. Int. Conf., Inc. Soc. Plant. Kuala Lumpur, Malaysia, pp 327–334
Ma AN, Ong A (1986) Palm oil processing—new development in effluent treatment. Water Sci Technol 18:35–40
Sutanto J (1983) Solvent extraction process to achieve zero-effluent and to produce quality animal feed from mill sludge. Planter 59:17–35
Ahmad AL, Chong MF, Bhatia S (2008) Population Balance Model (PBM) for flocculation process: simulation and experimental studies of palm oil mill effluent (POME) pretreatment. Chem Eng J 140:86–100
Ho CC, Chan CY (1986) The application of lead dioxide-coated titanium anode in the electroflotation of palm oil mill effluent. Water Res 20(12):1523–1527
Ahmad AL, Chong MF, Bhatia S (2007) Mathematical modeling of multiple solutes system for reverse osmosis process in palm oil mill effluent (POME) treatment. Chem Eng J 132:183–193
Zhang Y, Yan L, Qiao X, Chi L, Niu X, Mei Z, Zhang Z (2008) Integration of biological method and membrane technology in treating palm oil mill effluent. J Environ Sci 20(5):558–564
Ma AN (1999) Innovations in management of palm oil mill effluent. The Planter 75:381–389
Ahmad AL, Sumathi S, Hameed B (2005) Adsorption of residual oil from palm oil mill effluent using powder and flake chitosan: equilibrium and kinetic studies. Water Res 39(12):2483–2494
Metcalf and Eddy (2003) Wastewater engineering treatment and reuse, 4th edn. McGraw Hill, New York
Chan YJ, Chong MF, Law CL (2011) A complete palm oil mill effluent (POME) treatment system using a novel integrated anaerobic–aerobic bioreactor (IAAB). Ph.D. thesis, Malaysia University of Nottingham
Liew W, Kassim M, Muda K, Loh SK, Affam A (2015) Conventional methods and emerging wastewater polishing technologies for palm oil mill effluent treatment: a review. J Environ Econ Manage 14:222–235
Ma AN (1993) Current status of palm oil processing wastes management. Palm Oil Res. Instit. Malaysia (PORIM) 111–136
Zahrim AY, Nasimah A, Hilal N (2014) Pollutants analysis during conventional palm oil mill effluent (POME) ponding system and decolourisation of anaerobically treated POME via calcium lactate-polyacrylamide. J Water Process Eng 4:159–165
Zainal NH, Jalani NF, And Mamat R, Astimar AA (2017) A review on the development of Palm Oil Mill Effluent (POME) final discharge polishing treatments. J Oil Palm Res 29(4):528–540
Chin KK, Lee SW, Mohammad HH (1996) A study of palm oil mill effluent treatment using a pond system. Water Sci Technol 34(11):119–123
Rupani PF, Pratap Singh R, Ibrahim MH, Esa N (2010) Review of current palm oil mill effluent (POME) treatment methods: vermicomposting as a sustainable practice. World Appl Sci J 11(1):70–81
Abdul K, Mohamed I, Kamil AQA (1989) Biological treatment of palm oil mill effluent using Trichoderma viride. Biol Wastes 27:143–152
Oswal N, Sarma PM, Zinjarde SS, Pant A (2002) Palm oil mill effluent treatment by a tropical marine yeast. Biores Technol 85:35–37
Zuhairi AA, Omar MAK, Norulaini NNAR, Hakimi MI (2001) Treatment of palm oil mill effluent (POME) using attached-film bioreactor: trickling filter as a case study. J Ind Technol 10(1):41–54
Najafpour GD, Yieng HA, Younesi H, Zinatizadeh AAL (2005) Effect of organic loading on performance of rotating biological contactors using palm oil mill effluents. Process Biochem 40:2879–2884
Vijayaraghavan K, Ahmad D, Aziz MEBA (2007) Aerobic treatment of palm oil mill effluent. J Environ Manage 82(1):24–31
Agdag ON, Sponza DT (2005) Anaerobic/aerobic treatment of municipal landfill leachate in sequential two-stage up-flow anaerobic sludge blanket reactor (UASB)/completely stirred tank reactor (CSTR) systems. Process Biochem 40(2):895–902
Aggelis GG, Gavala HN, Lyberatos G (2001) Combined and separate aerobic and anaerobic biotreatment of green olive debittering wastewater. J Agric Eng Res 80(3):283–292
Garbossa LHP, Lapa KR, Zaiat M, Foresti E (2005) Development and evaluation of a radial anaerobic/aerobic reactor treating organic matter and nitrogen in sewage. Braz J Chem Eng 22(4):511–519
Jenícek P, Dohányos M, Zábranská J (1999) Combined anaerobic treatment of wastewaters and sludges. Water Sci Technol 40(1):85–91
Yacob S, Shirai Y, Hassan MA, Wakisaka M, Subash S (2006) Start-up operation of semi-commercial closed anaerobic digester for palm oil mill effluent treatment. Process Biochem 41:962–964
Loh SK, Nasrin AB, Mohamad Azri S, Nurul Adela B, Muzzammil N, Daryl Jay T, Stasha Eleanor RA, Lim WS, Choo YM, Kaltschmitt M (2017) First report on Malaysia’s experiences and development in biogas capture and utilization from palm oil mill effluent under the economic transformation programme: current and future perspectives. Renew Sustain Energy Rev 74:1257–1274
Karthikeyan OP, Heimann K, Muthu SS (2016) Recycling of solid waste for biofuels and bio-chemicals. Springer, Berlin
Poh PE, Chong MF (2009) Development of anaerobic digestion methods for palm oil mill effluent (POME) treatment. Bioresour Technol 100:1–9
Loh SK, Lai ME, Muzzammil N, Lim WS, Choo YM, Zhang Z (2013) Zero discharge treatment technology of palm oil mill effluent. J Oil Palm Res 25(3):273–281
Borja R, Banks CJ (1995) Comparison of an anaerobic filter and an anaerobic fluidized bed reactor treating palm oil mill effluent. Process Biochem 30:511–521
Chaisri R, Boonsawang P, Prasertsan P, Chaiprapat S (2007) Effect of organic loading rate on methane and volatile fatty acids productions from anaerobic treatment of palm oil mill effluent in UASB and UFAF reactors. Songklanakarin J Sci Technol 2:311–323
Fakhrul-Razi A, Noor MJMM (1999) Treatment of palm oil mill effluent (POME) with the membrane anaerobic system (MAS). Water Sci Technol 39(10–11):159–163
Faisal M, Unno H (2001) Kinetic analysis of palm oil mill wastewater treatment by a modified anaerobic baffled reactor. Biochem Eng J 9:25–31
Mustapha S, Ashhuby B, Rashid M, Azni I (2003) Start-up strategy of a thermophilic upflow anaerobic filter for treating palm oil mill effluent. Process Saf Environ Prot 81(4):262–266
Borja R, Banks CJ, Sanchez E (1996) Anaerobic treatment of palm oil mill effluent in a two stage up-flow anaerobic sludge blanket (UASB) reactor. J Biotechnol 45:125–135
Poh PE, Yong WJ, Chong MF (2010) Palm oil mill effluent (POME) characteristic in high crop season and the applicability of high rate bioreactors for the treatment of POME. Ind Eng Chem Res 49:11732–11740
Zinatizadeh AAL, Mohamed AR, Abdullah AZ, Mashitah MD, Hasnain Isa M, Najafpour GD (2006) Process modeling and analysis of palm oil mill effluent treatment in an up-flow anaerobic sludge fixed film bioreactor using response surface methodology (RSM). Water Res 40(17):3193–3208
Lim S. (2018) Transforming sustainable oil palm research into reality. University of Nottingham Malaysia Blog, May 16. http://blogs.nottingham.edu.my/campusnews/2018/05/16/transforming-sustainable-oil-palm-research-into-reality/
Chan YJ, Chong MF, Law CL (2013) Optimization of palm oil mill effluent treatment in an integrated anaerobic-aerobic bioreactor. Sustain Environ Res 23(3):153–170
Yahaya SM, Lau S (2013) Pollution control: how feasible is zero discharge concepts in Malaysia palm oil mills. Am J Eng Res 2(10):239–252
Vijaya S, Ma AN, Choo YM, Nik Meriam NS (2008) Life cycle inventory of the production of crude palm oil—a gate to gate case study of 12 palm oil mills. J Oil Palm Res 20:484–494
Ahmad AL, Ismail S, Bhatia S (2003) Water recycling from palm oil mill effluent (POME) using membrane technology. Desalination 157(1–3):87–95
Lees EJ, Noble B, Hewitt R, Parsons SA (2001) The impact of residual coagulant on the respiration rate and sludge characteristics of an activated microbial biomass. Process Saf Environ Prot 79:283–290
Electrigaz Technologies Inc. (2007). Feasibility study anaerobic digester and gas processing facility in the Fraser valley. British Columbia
Chan YJ, Chong MF, Law CL (2012) An integrated anaerobic–aerobic bioreactor (IAAB) for the treatment of palm oil mill effluent (POME): start-up and steady state performance. Process Biochem 47:485–495
Acknowledgements
The authors would like to gratefully acknowledge the financial supports from Havys Oil Mill Sdn. Bhd. and Eureka Synergy Sdn Bhd for funding the pre-commercialised scale IAAB project.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Chan, Y.J., Chong, M.F. (2019). Palm Oil Mill Effluent (POME) Treatment—Current Technologies, Biogas Capture and Challenges. In: Foo, D., Tun Abdul Aziz, M. (eds) Green Technologies for the Oil Palm Industry. Green Energy and Technology. Springer, Singapore. https://doi.org/10.1007/978-981-13-2236-5_4
Download citation
DOI: https://doi.org/10.1007/978-981-13-2236-5_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2235-8
Online ISBN: 978-981-13-2236-5
eBook Packages: EnergyEnergy (R0)