
Abstract
Malaysia is one of the world’s largest palm oil exporter (39 % of world palm oil production and 46 % of world exports). In the process of producing palm oil, a considerable amount of water is needed, leading to the generation of large volumes of wastewater also known as palm oil mill effluent (POME). Anaerobic digestion of palm oil mill effluents (POME) has started as early as the 1990s using the anaerobic lagoon system comprising a series of ponds in combination with aerobic and pre-treatment ponds to effectively meet the effluent discharge standards. This conventional open pond system requires long hydraulic retention times, large land area and at the same time release uncontrolled greenhouse gas and odour to the atmosphere. Of late, there has been an emergence of more advanced anaerobic digesters in palm oil mills replacing the conventional lagoon system. This chapter discusses anaerobic technology for POME moving from a purely effluent treatment focus using conventional lagoons to more advanced controlled systems for energy recovery purposes using closed tank digesters. The issues of palm oil mill residues for energy recovery will also be looked at taking into consideration POME co-digestion with other materials and possible environmental impacts.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Palm oil mill effluent (POME) is wastewater that results from palm oil milling and typically originates from three main sources; sterilizer condensate, clarification wastewater and hydrocyclone wastewater. Anaerobic digestion presents a sustainable approach towards treating palm oil wastewater. This chapter begins with description of the palm oil milling and the generation of palm oil mill wastewater, to give readers an appreciation towards the characteristics of the effluent requiring treatment to meet the discharge standard. It is the objective of this chapter to present the evolvement of the anaerobic treatment from primarily to treat effluents using open lagoon pond systems, to more advanced anaerobic systems for energy recovery. This chapter also aims to highlight the support provided by the Clean Development Mechanism (CDM) in financing these modern digesters which saw the growth of advanced anaerobic digesters in the recent years. The efforts of the CDM and life cycle analysis encourages both energy recovery from palm oil mills whilst giving due considerations to the impact on the environment from such technologies.
2 Palm Oil Milling
Elaeis guineensis is a species of oil palm tree that is cultivated extensively for oil production given its highest yield of oil per unit area of all oil bearing plants. The plant can grow up to 50 m and may live for up to 200 years. That said, the plants are seldom allowed to grow for more than 30 m which makes harvesting less accessible, thus are usually cut and replanted. The use of palm oil is aplenty. The crude palm oil (CPO) is commonly used in a wide variety of food products such as cooking oil, shortenings and margarine. In addition to the crude palm oil, the palm kernel oil can also be extracted from the plant. The latter is a raw material in the production of non-food products which include toiletries candles, soaps, cosmetics, and detergents.
While Indonesia is the largest producer of palm oil in the world, Malaysia is the leading exporter of palm oil, accounting for 46 % of global exports. Together they make up over 88 % of palm oil exports. China, the European Union, India and Pakistan are the largest importers of palm oil (MPOB 2007).
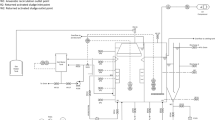
The production of palm oil in brief, involves the reception of fresh fruit bunches from the plantations, sterilizing and threshing of the bunches to free the palm fruit, mashing the fruit and pressing out the crude palm oil. The crude oil is further treated to purify for storage and export. Figure 1 shows the palm oil production process flow diagram at a palm oil mill in Nibong Tebal, Malaysia.

Simplified production process flow diagram
2.1 Fresh Fruit Bunches (FFB) Ramp
Fresh fruit arrives from the field as bunches or loose fruit at the Fresh Fruit Bunches ramp as shown in Fig. 2. Lorries will unload Fresh Fruit Bunches (FFB) in this area where the bunches will be graded as:

Fresh Fruit Bunch ramp
-
Hard bunches—Stalks which have fruits still attached on them after the sterilization and stripping process are called hard bunches, and have to be recycled back to sterilizers for further cooking. Hard bunches are detected by visible inspection.
-
Ripe bunches.
-
Over ripe bunches.
-
Rotten bunches/Disease bunches.
2.2 Sterilizer
The second stage of palm oil processing is to facilitate the mechanical stripping of fruits by using sterilizers or pressure vessels. Steam will soften the fruit mesocarp for digestion and help the release of oil while conditioning the nuts to minimize kernel breakage. In addition, sterilization inactivates the lipases in the fruits, and prevents build-up of free fatty acids (FFA). This is because a low oil yield could result since the fat-splitting enzymes would hydrolyse much of the oil during the fruit pulping process (Liew et al. 2015).
In the sterilizer, steam at 40 psig and a temperature of 145 °C is supplied in single-peak, double-peak or triple-peak cycles to cook the bunches. Steam consumption varies from 140 kg/ton FFB for a single-peak cycle to 224 kg/ton FFB for a triple—peak cycle. Figure 3 shows a horizontal cylindrical autoclave-type sterilizer operating at 60–90 min cooking time. The length of the sterilizer is dependent on the number of cages required for operation of the mill where 2.5–10 tons of FFB are usually accommodated by each cage (Sivasothy et al. 1986).

Horizontal cylindrical autoclaves
After sterilization, the softened FFB undergo threshing whereby these FFB are rolled and threshed in a revolving slated steel drum to separate the fruits from the bunch stalks (shown in Fig. 4a, b). The total oil loss absorbed on the stalks depends on the sterilizing conditions where prolonged sterilization will increase oil loss in stalks. Irregular feeding of the stripper may also result in increase of oil loss in stalks. Considering these facts, stringent monitoring of operating conditions are practiced at the mills, thus, the bunch stalks rarely contain oil and are removed. The bunch stalks are often disposed by incineration to provide fuel for boilers, while the ash is reclaimed as potash fertilizer. Remaining unburnt bunch stalks are transported to nearby plantations for use as mulch for plantation fertilization.

Revolving slated steel drum for fruit recovery (a) and palm oil drum strippers (b)
Following sterilization, the fruits are placed in a steel vat known as a fruit digester (Fig. 5). Here, steam is injected again and fruits are mashed by sets of stirring mechanical arms to loosen the fibre from the nuts of the fruits. At this stage, any oil extracted from such mashing are sent to the purification process.

Fruit digesters
2.3 Press Station
The Press Station as shown in Fig. 6 places the fibre-nut mash in a perforated press cage which is pressed to squeeze the oil and moisture from the fibre-nut mash. The extracted crude oil from such pressing flows into a crude oil tank into the Clarification Station for further purification. The press cake from the pressing will fall into a cake breaker conveyor and transported to the nut station for further processing.

Press station
2.4 Clarification Station
The extracted crude oil from the press station contains a mixture of oil, water and solids from the bunch fibres. In order to give a clear stable product of acceptable appearance, the water and impurities must be removed from the crude oil which is done in the Clarification Station (Fig. 7).

Clarification station
The process of removing water and impurities is done step by step, which includes separation, purifying and drying to produce purified oil. First, hot water is added to the mixture containing the crude oil to dilute and reduce the viscosity of the mixture. A vibrating screen is used to remove some of the solids. Then, the oil mixture is heated to 85–90 °C and left to settle in the clarification tank between 1 and 3 h. Oil from the top of the clarification tank is skimmed off while the lower layer is sent to the centrifugal separator to recover the remaining oil. Oil extracted from both the top and lower layer is purified in the centrifuge and sent to the vacuum dryer for drying. The final crude palm oil is then cooled and stored in storage tanks.
2.5 Nut Station
The press cake from the pressing process is processed at the nut station to produce the palm kernel oil. Figure 8 shows a depericarper, a rotating steel drum used to separate the nuts from the fibre. The nuts from the depericarper are dried in the nut silo prior to feeding them to the mills to facilitate the cracking and separation of the palm kernel from the nut shell. The cracked nuts from the mills are subsequently fed into a winnower, a blowing machine where the lighter shell fragments and any remaining fibre are blown off by air-jets. Only the heavier palm kernels with parts of the nutshells still attached remain.

Nut station
A hydrocyclone or a clay bath is used to further separate the mixture of palm kernel and nutshells. The clay bath principle works on the specific gravity of kernels of 1.07 and the shell of 1.17. Separation is achieved when the kernels float while the shells sink in a clay bath mixture of specific gravity of 1.12. A hydrocyclone on the other hand uses centrifugal force to separate the kernel from the shell using water. The kernels are then dried in hot air silos to reduce the moisture content to less than 7 %. About 0.4 Mt of kernels are produced with every Mt of CPO.
Palm kernel oil extraction results in the production of the Palm Kernel Cake (PKC). The palm kernel cake contains moderate nutrition with 16–18 % of crude protein and 13–20 % crude fiber making it popular as feeding material in ruminant diets. Its use in non-ruminant diets like poultry diets are limited due to the high fibre content of PKC (Sharmila et al. 2014).
3 Palm Oil Mill Effluent
3.1 Water Consumption in the Palm Oil Mill
Palm oil milling typically requires huge quantities of water for its process, for the operation of boilers and the hydrocyclone separator (DOE 1999; Chavalparit et al. 2006). The production of palm oil has grown over the years in Malaysia, from 4.1 million tonnes in 1985 to 18.9 million tonnes in 2011 (PalmOilWorld 2011). About 1.50 m3 of water is extracted from freshwater resources for the processing of 1 tonne of FFB. Nearby freshwater resources, such as rivers are usually utilized as sourcing from natural water resources incurs very little pumping and treatment costs.
The feed water for the boiler is evaporated into steam with the steam quality dependent on the feed water temperature as well as the temperature and pressure of the steam. The boiler at the palm oil mill in Nibong Tebal, Malaysia (POMNT) is fed using water sourced from Jabatan Bekalan Air (JBA) at 375 m3/day and treated using flocculation and clarification, to prevent corrosion of the boiler metal, scale formation, foaming, and priming.
Using a large quantity of water, the hydrocyclone separates wet kernels from the palm shells for further processing in the kernel silo. The hydrocyclone separators use the flow of water to separate two components of different densities by centrifugal force. The density of palm kernels is lower than that of the palm shells. At POMNT, the process water is sourced from the nearby Sungai Kerian at 7200 m3/day which is treated using alum and soda ash.
In the end, about 50 % (0.75 m3) of the water source for the palm oil milling eventually becomes palm oil mill effluent (POME) with the remaining 50 % ending up as used water. Due to the low contamination level, the used water rarely requires treatment and is usually discharged straight into the drains or rivers.
3.2 The Generation of Palm Oil Mill Effluent
Palm oil mill effluent is wastewater that results from palm oil milling and typically originates from three main sources; sterilizer condensate, clarification wastewater and hydrocyclone wastewater. The wastewater from the sterilizer condensate (or sterilizer waste) resulted from the FFB sterilization process in a horizontal sterilizer or horizontal cylindrical autoclaves (DOE 1999). About 36 % of the total POME constitutes sterilizer condensate (DOE 1999; Wu et al. 2010). The sterilizer at POMNT produces on average of 10.8 m3 sterilizer condensate per day reaching a maximum of 14.4 m3/day. The condensate must be removed quickly to prevent flooding of the bearings of the cage bogies and contamination of the sterilizer condensate with the hydrocarbon lubricant.
The clarification wastewater (or separator sludge) discharged from the process operation of clarification of the extracted crude palm oil is by far the major contributor to POME, producing about 60 % of the total effluent. The palm oil mill in Nibong Tebal produces an average of 12.6 m3/day of wastewater from its clarifier with a maximum value of 25.9 m3/day. The solids content in clarification wastewater is much higher compared to wastewater from the sterilizer or hydrocyclone, due to the presence of a higher proportion of both soluble and insoluble carbohydrate constituents in the wastewater (Ho et al. 1984). The smallest contributor to the POME is wastewater from the hydrocyclone wastewater, contributing only about 4 % of the effluent discharge (DOE 1999; Wu et al. 2010).
Palm oil mill effluent is a mixture of water, residue oil, and fine suspended components with very high organic matter content. The suspended solids in POME are mainly cellulose matter of vegetative origins like cell walls, organelles, short fibres, nitrogenous compounds (from proteins to amino acids), water-soluble carbohydrates (ranging from hemicelluloses to simple sugars including glucose, reducing sugars, and pectin), pentose (insoluble carbohydrate), free organic acids, lipids, minor organic and mineral constituents (Liew et al. 2015). Physically, fresh POME is thick, hot, acidic, odorous sand looking viscous brownish or grey slurry.
Although the palm oil mill effluent is more polluting than domestic sewage, about a hundred times over (Ma and Augustine Ong 1985; Khalid and Wan Mustafa 1992), the effluent is non-hazardous as the entire milling process is devoid of any chemicals (Ma and Augustine Ong 1985; Khalid and Wan Mustafa 1992; Igwe and Onyegbado 2007). That said, the COD and BOD values of POME are high enough to cause serious pollution and environmental problems for the rivers. As shown in Table 1, all parameters are excessive in the POME compared to sewage, based on data compiled from Felda Bukit Besar Palm Mill, Johor, Malaysia and municipal wastewater, respectively. Many improvements have been made to address the issue of POME treatment with concerted efforts of the policy makers, government agencies, scientists as well as the plant owners. One rising effort is the utilization of POME for energy production through the implementation of engineered anaerobic digestion systems for treating POME.
4 Fundamentals of Anaerobic Digestion
In anaerobic treatment, large organic molecules enter a digester and are converted, mainly, into methane and carbon dioxide by the action of bacteria in the absence of oxygen. The process of anaerobic digestion proceeds in three main stages; (i) hydrolysis, (ii) acid formation and (iii) methanogenesis.
Hydrolysis involves the conversion of the complex waste (particulate and soluble polymers) into soluble products by extracellular enzymes secreted by hydrolytic bacteria. The once complex insoluble organic polymers become more easily available for use by acidogenic bacteria in the next stage. Proteins present in the waste are converted into amino acids, fats into long chain fatty acids and carbohydrates into simple sugars.
In the acid formation step (acidogensis/acetogenesis) step, the organic monomers of sugars and amino acids released earlier are degraded by fermentative bacteria to produce volatile fatty acids (VFA) namely propionic, butyric and valeric acids, together with acetate, hydrogen (H2) carbon dioxide (CO2). The degradation of amino acids also produces ammonia.
Methane is produced from the raw materials of the previous stage during methanogenesis, the last stage. This is done in two ways; one through hydrogenotrophic methanogenesis producing methane by utilizing H2 and CO2 by the hydrogen-consuming bacteria in a syntrophic co-culture with the OHPA bacteria. The other by methanogenic aceticlastic bacteria which grow on acetate as the substrate, releasing methane and carbon dioxide. Of these, acetic acid and the closely related acetate are the main precursors to methane production accounting to about 75 % of the methane production.
The most important advantages of anaerobic wastewater treatment processes are the high percentage of stabilization obtained and the low percentage of conversion of organic matter to biological cells. The small quantities of sludge growth minimize the problems of biological sludge disposal, as well as the requirements for the inorganic nutrients, nitrogen and phosphorus. The end product of the anaerobic process, methane gas is a highly valuable material that can be utilized for energy consumption at site or sold to consumers, provided a consistent and sufficient quality gas is produced.
5 Anaerobic Pond for the Purpose of Effluent Treatment
Since the 80’s, biological treatment, consisting of anaerobic, facultative and aerobic pond systems (Wong 1980) has basically been the technique available for the treatment of POME in Malaysia. In 2011, only 13 % of 426 palm oil mills in Malaysia have installed biogas plants at their premises, with another 39 % slowly upgrading to biogas plants, while the remaining half still uses conventional open ponds (Chin et al. 2013). In fact, the use of sophisticated and controlled anaerobic reactors is still in its infancy and only a few mills have adopted the system. The pond system can achieve a reasonable degree of treatment using a relatively unsophisticated technology that is generally low in construction and operating costs. The pond technology is also easily maintained, thus the risks in treatment malfunction is greatly avoided. These pond methods are regarded as conventional POME treatment method whereby long retention times and large treatment areas are required.
Figure 9 shows the pond system at POMNT comprising of de-oiling tank, acidification ponds, anaerobic ponds and facultative or aerobic ponds. The size of the pond depends on the capacity of the palm oil mill as well as the area available for the ponds. POMNT has 9 ponds inclusive of 3 unit of anaerobic ponds, 3 unit aeration ponds and 1 unit each for the acid pond, cooling pond and polishing pond, respectively. In addition, the POME treatment needs 1 unit 500 tons de-oiling tank, 2 units concrete oil traps, and a belt press filter.

Process flow for effluent treatment at a palm oil mill in Nibong Tebal, Malaysia
5.1 Acidic Pond
Wastewater from the milling process first flows into an oil trap which is built of concrete for the recovery of residual oil; equalization and cooling of the effluent. The effluent will flow into the Acidic Pond thereafter. Here, the Acidification Phase of the anaerobic process is initiated, where the acid forming anaerobic bacteria or acidogens convert the hydrolysed complex organics into free fatty acids.
5.2 Cooling Pond
The cooling pond cools the wastewater to a temperature suitable for the growth of bacteria for anaerobic treatment. The wastewater from the cooling pond then flows to the anaerobic pond by gravity flow. Approximately 2–3 days are allocated for de-oiling/cooling and initial sludge settling/acidification.
5.3 Anaerobic Pond
Anaerobic bacteria in the Anaerobic Pond decompose organic matter to carbon dioxide, methane gas, other gaseous end products, organic acid and cell tissue. The principle biological reactions are acid formation and methane fermentation. The high organic loads produce strict anaerobic conditions (no dissolved oxygen) throughout the pond.
In terms of sizing, a palm oil mill with a processing capacity of 54 tons palm oil per hour, usually need an anaerobic pond that measures about 60 m in length, 30 m wide and 6 m deep (Yacob et al. 2006). Retention time of anaerobic ponds are the longest in the ponding system between 20 to about 200 days (Poh and Chong 2009).
The cost for the ponding system can be assumed to match that of open digesting tank. In 1986, the cost for initiating open digesting tank for POME treatment without land application for mills processing 30 tons FFB/h was RM 750,000. The cost was estimated to increase to RM 1,147,642 in the year 2006 for the same processing capacity and ponding system (Poh and Chong 2009).
5.4 Aeration Pond
In the Aeration Pond, a greater amount of dissolved oxygen is made available in the POME using an aerator. Through aeration, the aerobic microorganism in the pond will decompose most of the soluble organic matter. This produces the activated sludge system.
5.5 Secondary Facultative Pond
The facultative ponds act as stabilization ponds where heavy solids will settle to the bottom of the lagoon and lighter solid will float. It is important that the surface area of the facultative lagoon is large enough to provide an atmospheric oxygen transfer rate adequate to prevent anaerobic conditions on the lagoon surface. The depths of the facultative and aerobic ponds are more shallow, about 1.5 m. Facultative and aerobic ponds are necessary to further reduce BOD concentration in order to produce effluent that complies with the Environmental Quality (Prescribed Premises) (Crude Palm Oil) Regulations 1977, under the jurisdiction of Section 51 of the Environmental Quality Act, 1974. Table 2 presents the effluent discharge standards normally applicable to crude palm oil mills in Malaysia.
5.6 Belt Press Filter
The effluent from the prevailing ponds are then passed through a Belt Press Filter. Palm oil mill in Nibong Tebal (POMNT) uses the SD-3 Model from Green Mark Projects Sdn. Bhd. with a capacity of 30 m3 of slurry with up to 2 % solids contents. The belt press filter can be operated either manually or automatically for a maximum continuous operating time of 16 h per day. The machine belt press filter is capable of handling 25–30 ton of POME.
The effluent from the belt press filter which is the filtrate will be sent to the polishing pond. Wastewater from the polishing pond will be discharged by gravity flow through a pipeline into the nearby watercourse. The effluent discharge into Sungai Kerian is controlled through a meter with control ball valve at a quantity of 6–12 m3/h. The industrial wastewater production from the mill has been determined to be 504 m3 per day.
The solids scraped from the belt press filter usually contain 62–85 % moisture with N (2–2.5 %), P205 (0.5–1 %), K2O (1–1.5 %), CaO (1.5–2 %) and MgO (0.5–1 %). Due to its nutritional values, the solids are utilized for compost production at the mill.
The palm oil mill at Nibong Tebal has since added 1 anaerobic and 3 facultative pond to the nine 9 effluent treatment ponds, making it a total of 13 effluent ponds. The upgrade was done in order to meet the Department of Environment Limit (Second Schedule) according to the Environmental Quality (Prescribed Premises) (Crude Palm Oil) Regulations, 1977, as shown in earlier in Table 2.
The preference by the POMNT to upgrade the ponding system with more treatment ponds, rather than adoption of a more effective technology is an indication that most mill owners employ anaerobic treatment for the sole purpose of effluent treatment. The choice of more sophisticated anaerobic reactors is often weighed against the high costs involved and scepticism on return in investment in energy production.
5.7 Issues with Anaerobic Pond Treatment
5.7.1 Ineffective Pond Design Consideration
Empirical data from actual field experience for hydraulic retention time (HRT), solids retention time (SRT), influent and effluent concentrations and sludge age are common parameters used to design anaerobic pond systems. The performance of the pond and its design is measurable by BOD, as the pollution parameter. Areal or surface BOD loading (λs) is the weight of BOD applied per unit area of pond per day and is given as (Wong 1980):
where
- A:
-
Area of pond in hectares
- Q:
-
Flow rate of wastewater in m3/day
- L1 :
-
Influent BOD in kg/m3.
Volumetric loading rates are sometimes used particularly with anaerobic ponds. The weight of BOD applied per unit volume per day (λv) then (Wong 1980):
where
- D:
-
pond depth
- and AD:
-
retention time = t.
Then (Wong 1980)
The effectiveness of the ponds in effluent treatment can be maximized by considering biological kinetics and incorporating bio-kinetic factors in the anaerobic pond design. There are many literature with results of research on advanced anaerobic treatment such as membrane anaerobic system (Fakhrul Razi and Noor 1999), high rate up-flow anaerobic sludge fixed film (Zinatizadeh et al. 2006), anaerobic hybrid digester and modified anaerobic baffled reactor (Faisal and Unno 2001), for the treatment of POME. That said, literature on anaerobic stabilization pond system with regards to its biological behaviour is still limited, but is highly needed as the ponding system is widely used in palm oil mills.
Bio-kinetic coefficients are useful tools to obtain information on the rate of microbial growth and consumption of substrate, which is essential to determine the volume of the reactor and understanding the process control well through system simulation. Meanwhile, bio-kinetic coefficients also play an important role to illustrate the development of microorganism and substrate balances, the prediction of effluent concentration, the development of process design factors and the effects of kinetic coefficients on the process of design, performance and stability (Tchobanoglous et al. 2003).
Another issue with the pond design are the formation of scum on the POME surface and the tendency for solids build-up at the bottom of the pond. Furthermore, the sludge and scum will clump together inside the pond and thus lowering the treatment efficiency. Pond maintenance becomes an important trait. The system requires regular desludging by either using submersible pumps or excavators to maintain the design efficiency.
5.7.2 Under-Production of Methane Gas
Anaerobic ponds at pam oil mills are conducted only in the mesophilic temperature range in Malaysia, despite the raw POME being discharged around 80–90 °C (Zinatizadeh et al. 2006) which actually makes thermophilic processes feasible. A mesophilic treatment requires a cooling pond or cooling tower prior to digestion to bring the temperature down to the mesophilic range. The cooling pond/tower may be eliminated if a thermophilic system is adopted instead.
Anaerobic systems operating at 55 °C have higher substrate degradation rate and biogas production rate, acting four times faster than operation in the mesophilic temperature of 35 °C. Thermophilic digesters are able to tolerate higher OLRs and operate at shorter HRT while producing more biogas (Ahn and Forster 2002; Kim et al. 2006; Yilmaz et al. 2008). If all POME in Malaysia would be treated at thermophilic temperature and recovered biogas was to be fully utilized for electricity energy generation, it would generate 2250 million kWh which contributes approximately 4 % of the 1999 national electricity demand (Yeoh 2004).
However, in thermophilic condition, the production of volatile fatty acid is higher compared to the mesophilic temperature range (Yu et al. 2002). There is a risk of accumulation of volatile fatty acid which could inhibit methanogenesis leading to biomass washout and ultimately reactor instability. Due to the high risk involved, many mill owners prefer digesters operating at mesophilic temperature as the process is more stable and easier to control.
5.7.3 Untapped Energy Resource
POME contains a high concentration of organic matter, COD concentration in the range of 45,000–65,000 mg/L, BOD of 18,000–48,000 mg/L and oil and grease greater than 2000 mg/L (Chin et al. 1996).The effluent is thick, oily, dark brown in colour and smells obnoxious (Oswal et al. 2002; Bhatia et al. 2007; Fang et al. 2011).
The methane concentration from the palm oil anaerobic ponds is fairly consistent at 54.4 % in the gaseous mixture. However, the amount of methane emitted from the anaerobic ponds is influenced by seasonal cropping of oil palm and the mill activities (Yacob et al. 2006). Yacob et al. (2006) found that one anaerobic pond can emit about 1043 kg of methane each day. For a mill with four anaerobic ponds, a total of 4172.4 kg of methane gas can be produced each day. If carbon credit price of €10 per ton of carbon is used (Menon 2007) and 300 working days, it is likely that RM 1,027,975 per year (€228,438.9) revenue can be obtained from the anaerobic ponds and captured as renewable energy.
6 Utilization of Anaerobic Digestion for Energy Production
6.1 Design of Energy-Intensive Anaerobic Digesters
Up-flow or down-flow filters, fluidized beds (Idris et al. 2003), up-flow anaerobic sludge blanket (UASB) systems (Chaisri et al. 2007) or up-flow floe digesters (Zinatizadeh et al. 2006) are modern high rate anaerobic digester technologies, however, their applications in palm oil mill effluent treatment are scarce. At best, these reactors are designed and performance only evaluated at bench-scale. Removal efficiency of COD over 90 % under very short hydraulic retention times and high loading rates have been reported using advanced anaerobic digesters, however, the results of a full-scale implementation may differ owing to the fact that working conditions are not as easily controlled or predicted.
Investors shy away from these advanced anaerobic digesters due to the excessive capital and operating costs compared to the conventional anaerobic digestion system. In fact, justification for such a need has no basis as currently, there is no environment legislation on bio-methane emission from POME in Malaysia.
6.2 Floating Cover System
An in situ and cost effective alternative means to recover bio-methane from anaerobic ponds is to retrofit the existing ponding/lagoon system with a closed digester system (Lam and Lee 2011). A closed digester system simply means covering the exposed pond with floating plastic membranes to help capture the produced biogas and retain the gas product within the floating plastic enclosure. The cover material are usually made of linear low density polyethylene liners that are resistant to bad weather, biological degradation, UV radiation and prevent pooling of rainwater.
The captured biogas can be used as a mixing mechanism in the anaerobic ponds. Effective mixing encourages contact between the POME with microorganisms (particularly methanogens) and thus promoting better organic material degradation and higher emission rates of biogas. The biogas accumulated from the anaerobic ponds goes through a biogas recycling system and then pumped back to the bottom of the ponds thus, creating a mixing effect in the anaerobic pond. In addition, the biogas can be cleaned to recover methane gas and combusted as a boiler fuel or to generate electricity.
Effluent from the ponds will still be discharged to facultative and aerobic ponds for further organic matters degradation. A belt press filter is still required to recover the solids which can be used as organic fertilizer in plantations.
A geo-membrane cover has been used at a palm oil mill in Honduras, over two mesophilic anaerobic lagoons with a volume of 7500 m3 (Environmental Fabrics Inc 2009). The palm oil mill processing capacity is 20 ton/h with wastewater production of 340 m3 per day. The floating cover system was able to generate 10,000 m3 day of biogas and with the production of 6 GW/year using two 633 kW generator sets, an annual saving of 1 Million USD is achievable.
6.3 Single Stage Continuously Stirred Tank Reactors (CSTR)
In the continuously stirred tank reactor (CSTR), reactor feeding should be continuous for maximum efficiency, for example once a day. When influent substrate concentration of 3–8 % total solids (TS) is added, an equal amount of effluent is withdrawn. A large reactor volume is needed to cater for the large addition of water volume. The operating temperature is maintained constantly at mesophilic or thermophilic temperature. The system can also be operated at high substrate concentration in the range of 16–22 % TS (Gunaseelan 1997), so called a semi-dry digestion. However, the use of semi-dry anaerobic digesters at palm oil mill has not been reported.
In the 1980s, Kek Seng (M) Berhad introduced the single stage CSTR in Malaysia (Chua and Gian 1986), where, at that time, the use of closed anaerobic reactors was only applied at two or three palm oil mills (Chua and Gian 1986). The biogas generated was captured and used as boiler fuel, estimated to be about 1407 tonne/year. A total of 29,547 tonne CO2 of GHG emission was avoided per year. The biogas can also be used for the mill’s electricity consumption while any excessive biogas needs to be flared off. For CSTR, aerobic/facultative ponds or extended aeration system sometimes are necessary still to meet the effluent discharge standard of the Department of Environment.
In Thailand, the anaerobic CSTR at Asian Palm Oil Co., Ltd. Krabi has been in operation since December 2001. The anaerobic digester measures 13.5 m in diameter and 15.3 m in height giving an effective volume of 2100 m3 (Chotwattanasak and Puetpaiboon 2011). The reactor comprises of gear motor, torque tube, scrapper set and draft tube. Palm oil mill wastewater from the production process was pre-treated by oil recovery tank and primary ponds before feeding to the anaerobic digester by centrifugal pump at feeding rate 300 m3/day from the tank bottom as up flow.
The plant is able to produce about 0.51 m3 CH4/kg COD·day from 1 m3 (or 20 m3 biogas) of palm oil mill effluent when operated at an average organic loading rate of 4.53 kg COD/m3·day and hydraulic retention time of 7 days. About 92 and 64 % BOD5 and COD removal efficiency, respectively, can be achieved in this anaerobic digester.
In September 2005, a 500 kW biogas engine (Shengli biogas combustion engine Model 500GF-RZ) was installed at Asian Palm Oil Mill for the continuous production of renewable electricity. After more than 17,500 h of operating time, a second biogas engine was operated at the same site. Biogas from the digester was scrubbed to reduce hydrogen sulphide (H2S) using iron chip to prevent corrosion in any part of the engine. Hydrogen sulphide, nitrogen, particulates and water vapor are also removed from the gas stream. The 500 kW gas engine produced 20 m3 of gas from 1 m3 of wastewater or an electricity generation of 2.5 kWh/m3 of biogas. The efficiency of the gas engine using biogas with a CH4 content of 65 % achieved 35 % efficiency. The amount of power generation was about 2.2 million kWh/year which when sold to PEA creates a total average income of 4.9 Million Baht/year.
6.4 Expanded Granular Sludge Bed (EGSB)
EGSB is an advanced anaerobic digestion system, one of the few advanced anaerobic digesters in use at site to treat palm oil mill effluent. The EGSB at Kilang Kelapa Sawit (KKS) Labu, Negeri Sembilan, Malaysia comprises two reactors made of steel measuring 6 m diameter and 16 m in height (Wang et al. 2015). The reactor is separated into a three phase separator (top portion), reactor body (middle portion) and liquid distributor (end) which are operated in series using a set of valves and two dosing tanks. The influent is pumped through the bottom of the reactor while the treated effluent exits at the top. The suspended solids from the digestate is treated using dissolved air flotation (DAF) with some of the anaerobic sludge recycled back to the reactor.
The EGSB is operated at 35 °C with a hydraulic retention time (HRT) of 10 days. Its superficial hydraulic velocity was about 0.13 m/h, while superficial airflow velocity was about 1.76 m/h. When half of sludge was recycled via DAF, the anaerobic system removed 94.9 % of COD and from 71,179 to an average effluent COD of 3587 mg/L. About 28 m3 biogas can be produced from 1 m3 POME with 65–70 % CH4, 25–36 % of CO2, and 800–1500 ppm of H2S.
The effluent is further purified using a combination of ultrafiltration (UF) and reverse osmosis. The two UF modules have a nominal molecular weight cut-off (MWCO) of 100,000 g/mol and the reverse osmosis (ESPA-2 RO membrane (Hydranautics, USA) have a 99.6 % NaCl rejection rate. A set of biogas purifier and a biogas gas engine generator set were used to transform biogas (methane) into electrical energy. The pilot plant performance assessment showed that an integrated anaerobic and aerobic biological treatment system of POME was possible to achieve a ‘zero discharge’ integration system. However, the economics of this approach needs to be further addressed and justified to warrant such application in the palm oil mills.
7 Issues of Energy Recovery from Anaerobic Digestion
Biogas emission from the anaerobic ponds consisting of methane, carbon dioxide and traces of hydrogen sulfide is the main emission during POME treatment using the ponding system (Subramaniam et al. 2008). The biogas if left un-harvested, is a greenhouse gas which harms the quality of the air. Instead, if the biogas is harvested and used as energy in the palm oil mill, the impact from the POME is removed and POME becomes a savings to the environment (Subramaniam et al. 2008). This is due to the reuse of the treated POME as fertilizers at the plantations. However, the harvesting of biogas at palm oil mills through controlled anaerobic digestion is still limited.
Vijaya et al. (2010) also recommended palm oil mills to capture biogas for conversion into renewable energy in order to significantly reduce climate change impact from palm oil mill operations. Despite that knowledge, industries are still reluctant to use advanced anaerobic reactors due to, among others, the high cost of investment and the lack of infrastructure associated with national grid connection.
The Clean Development Mechanism (CDM) helps efforts to reduce carbon emission to the environment by allowing developing countries such as Malaysia, Thailand, Indonesia and Africa (as exporters of palm oil) to attract foreign investments to invest in local renewable energy projects such as anaerobic digestion (Menon 2002). The Kyoto Protocol sets binding targets for 37 industrialized countries and the European community for reducing greenhouse gas (GHG) emissions. Under Article 12 of the Kyoto Protocol, the Clean Development Mechanism (CDM) allows a country with an emission-reduction or emission-limitation commitment under the Kyoto Protocol (Annex B Party) to implement an emission-reduction project in developing countries. Such projects can earn saleable certified emission reduction (CER) credits, each equivalent to one tonne of CO2, which can be counted towards meeting Kyoto targets. The CDM through the Kyoto Protocol is the first global, environmental investment and credit scheme of its kind, providing a standardized emission offset instrument, CERs.
For anaerobic digestion of palm oil mill, the utilization of methane gas as a renewable energy from the anaerobic digestion can be used to obtain certified emission reduction (CER) credit (Tong and Jaafar 2006). In Malaysia, examples of CDM to recover methane from palm oil mill effluent includes the registration by Kim Loong Power Sdn. Bhd. (Project, 0867) and United Plantations Bhd. (Project, 1153). Payback period for investment on anaerobic bioreactors can be short if carbon credit prices remain high (Menon 2007).
That said, the benefits of the CDM in encouraging use of controlled amerce digestion at POME was short-lived. In 2012, the CDM program under the Kyoto Protocol expired leaving only the projects that have been accepted for CDM before the end of 2012 to be continued to mid-2015. The absence of this Emissions Trading Scheme means there is no longer financial support through sales of CERs to assist the development of new biogas plants in palm oil mills (Ji et al. 2013). Despite the known advantages of the more advanced anaerobic bioreactors against conventional ponding system, the route to energy recovery at POME via AD may take a while considering the financial and technical constraints.
8 Conclusions
The real-life applications of advanced reactors are still restricted to simple techniques such as the use of floating covers, one stage CSTRs and only recently the use of expanded granular sludge bed albeit only at pilot scale. The palm oil mill owners are now aware that anaerobic processes are not only are useful in treating palm oil mill effluent, but that the technology with modern approaches in the design and operation is useful for resource recovery specifically methane gas. Practising concept of knowledge transfer between mill operators and biogas technology providers can help to reduce any scepticism of the technology and ensuring a sustainable reactor. In addition, various means to finance biogas projects and other incentives are needed to promote and help the realisation of anaerobic reactors at both new and existing palm oil mills.
References
Ahn JH, Forster CF (2002) The effect of temperature variations on the performance of mesophilic and thermophilic anaerobic filters treating a simulated paper mill wastewater. Process Biochem 37(6):589–594
Bhatia S, Othman Z, Ahmad AL (2007) Pretreatment of palm oil mill effluent (POME) using Moringaoleifera seeds as natural coagulant. J Hazard Mater 145(1–2):120–126
Chaisri R, Boonsawang P, Prasertsan P, Chaiprapat S (2007) Effect of organic loading rate on methane and volatile fatty acids productions from anaerobic treatment of palm oil mill effluent in UASB and UFAF reactors. Songklanakarin J Sci Technol 29:311–323
Chavalparit O, Rulkens WH, Mol APJ, Khaodhair S (2006) Options for environmental sustainability of the crude palm oil industry in Thailand through enhancement of industrial ecosystems. Environ Dev Sustain 8:271–287
Chin KK, Lee SW, Mohammad HH (1996) A study of palm oil mill effluent treatment using a pond system. Water Sci Technol 34:119–123
Chin MJ, Poh PE, Tey BT, Chan ES, Chin KL (2013) Biogas from palm oil mill effluent (POME): Opportunities and challenges from Malaysia's perspective. Renewable and Sustainable Energy Reviews 26(2013):717–726
Chotwattanasak J, Puetpaiboon U (2011) Full scale anaerobic digester for treating palm oil mill wastewater. J Sustain Energy Environ 2(2011):133–136
Chua NS, HF Gian (1986) Biogas production and utilization—Keck Seng’s Experience. In: Proceedings of national Workshop on Recent Developments in Palm Oil Milling Techniques and Pollution Control, Kuala Lumpur, 5–6 Aug 1986
Damayanti A, Ujang Z, Salim MR, Olsson G (2011) The effect of mixed liquor suspended solids (MLSS) on biofouling in a hybrid membrane bioreactor for the treatment of high concentration organic wastewater. Water Sci Technol 9(63.8):1701–1706
Department of Environment (1999) Industrial Processes & the Environment (Handbook No. 3)—Crude Palm Oil Industry. Ministry of Science, Technology and the Environment, Malaysia
Environmental Fabrics Inc (2009) Biodigestion Processes in Palm Oil Mills. Methane to Markets Partnership Meeting CINTERMEX Monterrey, Mexico 27–29 Jan 2009
Faisal M, Unno H (2001) Kinetic analysis of palm oil mill wastewater treatment by a modified anaerobic baffled reactor. Biochem Eng J 9:25–31
Fakhrul Razi A, Noor MJMM (1999) Treatment of palm oil mill effiuent (POME) with the Membrane Anaerobic System (MAS). Water Sci Technol 39:159–163
Fang C, O-Thong S, Boe K, Angelidaki I (2011) Comparison of UASB and EGSB reactors performance, for treatment of raw and deoiled palm oil mill effluent
Gunaseelan VN (1997) Anaerobic digestion of biomass for methane production: a review. Biomass Bioenergy 13:83–114
Ho CC, Tan YK, Wang CW (1984) The distribution of chemical constituents between the soluble and the particulate fractions of palm oil mill effluent and its significance on its utilization/treatment Agric. Wastes 11(1):61–71
Idris AB, Noor MJMM, Al-Mamun A (2003) Modelling of anaerobic fluidized bed bioreactor in the treatment of palm oilmill effluent. Asian J Microb, Biotechnol and Env Exp Sci 5:137–44
Igwe JC, Onyegbado CC (2007) A review of palm oil mill effluent (POME) water treatment. Glob J Environ Res 1(2):54–62
Ji CM, Eong PP, Ti TB, Seng CE, Ling CK (2013) Biogas from palm oil mill effluent (POME): opportunities and challenges from Malaysia’s perspective. Renew Sustain Energy Rev 26(2013):717–726
Khalid AR, Wan Mustafa WA (1992) External benefits of environmental regulation: resource recovery and the utilization of effluents. Environmentalist 12(4):277–285
Kim JK, Oh BR, Chun YN, Kim SW (2006) Effects of temperature and hydraulic retention time on anaerobic digestion of food waste. J Biosci Bioeng 102:328–332
Lam MK, Lee KT (2011) Research review paper Renewable and sustainable bioenergies production from palm oil mill effluent (POME): win–win strategies toward better environmental protection. Biotechnol Adv 29(2011):124–141
Liew WL, Kassim MA, Muda K, Loh SK, Affam AC (2015) Conventional methods and emerging wastewater polishing technologies for palm oil mill effluent treatment: a review. J Environ Manage 149:222–235
Ma AN, Augustine Ong SH (1985) Pollution control in palm oil mills in Malaysia. J Am Oil Chem Soc 62:261–265
Menon R (2002) Carbon credits and clean development mechanism. Palm Oil Eng Bull 65:11–14
Menon RN (2007) Dialogue session with the palm oil industry and stakeholders. Palm Oil Eng Bull 83:11–14
MPOB (2007) Malaysian Oil Palm Statistics 2007. Economics & Industry Development Division, MPOB
Oswal N, Sarma PM, Zinjarde SS, Pant A (2002) Palm oil mill effluent treatment by a tropical marine yeast. Bioresour Technol 85:35–37
PalmOilWorld (2011) Malaysian Palm Oil industry, PalmOilWorld.org. http://www.palmoilworld.org/about_malaysian-industry.html. Accessed 3 Sept 2015
Poh PE, Chong MF (2009) Review development of anaerobic digestion methods for palm oil mill effluent (POME) treatment. Bioresour Technol 100:1–9
Sharmila A, Alimon AR, Azhar K, Noor HM, Samsudin AA (2014) Improving nutritional values of Palm Kernel Cake (PKC) as poultry feeds: a review. Malays J Anim Sci 17(1):1–18
Sivasothy K, Shafil AF, Lim NBH (1986) Analysis of the steam consumption during sterilization. Workshop on recent developments in palm oil milling technology and pollution control, Kuala Lumpur, p 19, Malaysian Palm Oil Board, Kuala Lumpur
Subramaniam V, Ngan MA, May CY, Sulaiman NMN (2008) Environmental performance of the milling process of Malaysian palm oil using the life cycle assessment approach. Am J Environ Sci 4:310–315
Tchobanoglous G, Franklin LB, Stensel HD (2003) Wastewater engineering, treatment and reuse, 4th edn. McGraw Hill, New York, pp 96–97
Tong SL, Jaafar AB (2006) POME Biogas Capture, Upgrading and Utilization. Palm Oil Engineering Bulletin, 78:11–17
Vijaya S, Ma A, Choo Y (2010) Capturing biogas: a means to reduce greenhouse gas emissions for the production of crude palm oil. Am J Geosci 1:1–6. doi:10.3844/ajgsp.2010.1.6
Wang J, Mahmood Q, Qiu J-P, Li Y-S, Chang Y-S, Li X-D (2015) Anaerobic treatment of palm oil mill effluent in pilot-scale anaerobic EGSB reactor. Biomed Res Int 2015:398028
Wong KK (1980) Application of ponding systems in the treatment of palm oil mill and rubber mill eflluents. Pertanika 3(2):133–141
Wu TY, Mohammad AW, Md Jahim J, Anuar N (2010) Pollution control technologies for the treatment of palm OIL mill effluent (POME) through end-of-pipe processes. J Environ Manag 91:1467–1490
Yacob S, Hassan MA, Shirai Y, Wakisaka M, Subash S (2006) Baseline study of methane emission from anaerobic ponds of palm oil mill effluent treatment. Sci Total Environ 366:187–196
Yeoh BG (2004) A technical and economic analysis of heat and power generation from biomethanation of palm oil mill effluent. In: Electricity Supply Industry in Transition: Issues and Prospect for Asia Conference, Thailand. Citeseer, pp 14–16
Yilmaz T, Yuceer A, Basibuyuk M (2008) A comparison of the performance of mesophilic and thermophilic anaerobic filters treating paper mill wastewater. Bioresour Technol 99:156–163
Yu HQ, Fang HHP, Gu GW (2002) Comparative performance of mesophilic and thermophilic acidogenic up flow reactors. Process Biochem 38:447–454
Zinatizadeh AAL, Mohamed AR, Abdullah AZ, Mashitah MD, Hasnain Isa M, Najafpour GD (2006) Process modeling and analysis of palm oil mill effluent treatment in an up-flow anaerobic sludge fixed film bioreactor using response surface methodology (RSM). Water Res 40:3193–3208
Acknowledgments
The authors gratefully acknowledge the valuable information provided by Messrs. United Palm Oil Industries, Nibong Tebal, Pulau Pinang, Malaysia.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Qamaruz-Zaman, N., Yaacof, N., Faraji, H. (2016). Anaerobic Digestion of Palm Oil Mill Residues for Energy Generation. In: Karthikeyan, O., Heimann, K., Muthu, S. (eds) Recycling of Solid Waste for Biofuels and Bio-chemicals. Environmental Footprints and Eco-design of Products and Processes. Springer, Singapore. https://doi.org/10.1007/978-981-10-0150-5_7
Download citation
DOI: https://doi.org/10.1007/978-981-10-0150-5_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-0148-2
Online ISBN: 978-981-10-0150-5
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)