
Abstract
This review focuses on the fundamentals, recent technology development, environmental and economic analyses, and commercialization of power generation by gasification of municipal solid wastes (MSW) and biomass wastes for distributed power application. Design and operational factors affecting the performance and emission characteristics of power generation systems using syngas are reviewed. The performance characteristics include maximum power output, engine efficiency, and specific fuel consumption of various technologies. Emissions characteristics include levels of carbon dioxide (CO2), carbon monoxide (CO), nitrogen oxides (NOx), unburned hydrocarbon (HC), sulfur dioxide (SO2), and polychlorinated dibenzo-p-dioxins and dibenzofurans (PCDD/PCDF). Large-scale system (>1 MW) is typically selected for power generation via MSW gasification, which is generally accomplished using plasma-based gasification followed by the use of internal combustion (IC) engines or gas turbines to achieve high efficiency. Plasma is preferred for treating MSW due to its unique capability to ionize materials, minimize tars, and improve syngas quality. Besides, co-gasification of MSW and biomass is also an alternative for power generation. Finally, techno-economic and life cycle analyses of power generation from plasma gasification system are summarized.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
With an increase in price of natural gas, gasification can take essential role in power production since clean energy from gasification can be harvested at a low cost and gasification is capable of using diverse types of feedstock such as biomass and MSW. Gasification allows the organic feedstocks to be in a limited oxygen environment inside the gasifier reactor in order to produce synthetic gas or syngas, which is a mixture of combustible gases such as carbon monoxide (CO), hydrogen (H2), and methane (CH4). Feedstocks such as biomass, agricultural residues, coal, and municipal solid waste (MSW) are commonly used [1]. As an illustration, recent natural gas price for industrial customers in China has reached to around 10–15 USD/MMBtu and is predicted to steadily increase in the coming years, while syngas production cost is approximately 5–6 USD/MMBtu [1, 2]. The increase in price of natural gas price is mostly contributed by the use of liquefied natural gas (LNG) in the natural gas pipeline networks that requires further processing for liquefaction and transportation at the receiving terminal that eventually increases the final cost, commonly known as landed price. The gasification process, through the use of local resources, such as biomass, coal, and MSW, can directly eradicate the necessity of pipeline network for delivering it to the end-customers.
The syngas can directly be utilized in an internal combustion engine and gas turbine to produce heat and electricity. Syngas energy content, when air is used as the gasifying medium, is approximately one-third compared to natural gas. Syngas energy content typically ranges from 4 to 15 MJ/Nm3, while natural gas energy content ranges from 35 to 40 MJ/Nm3 [3]. Although the energy content of syngas is considerably lower than that of natural gas, syngas provides several compensations. Syngas can be easily stored, transferred, and injected into natural gas pipeline network; syngas can be also further converted into several valuable chemicals, such as methanol, alkanes [4]. Moreover, syngas-operated engine provides an excellent performance for the power generation with minimum modification. The current development of the internal combustion engine has an output power range up to 6,500 kW and potentially brings a high return of the investment due to an increased efficiency, longer interval maintenance, lower noise level, and robust emission performance [5].
This chapter reviews power generation for distributed power application via biomass and MSW gasification and feeding 100% syngas into IC engine including gas turbines. Advantages and constraints such as system efficiency, modification requirement, and emission performances are discussed in detail. An economic assessment of power generation from MSW gasification is also presented.
2 Gasification Designs
To produce a high-quality and stable syngas that delivers high-power generation performance, selecting appropriate gasifier depending on requirements of feedstock and downstream equipment is critical. Each of the gasifiers has its unique operational characteristics including its advantages and disadvantages, (summarized in Table 1).
2.1 Fixed-Bed Gasifier
Fixed-bed gasifier can either be a downdraft or updraft. In downdraft gasifier, the biomass and syngas both move downward. The biomass is fed from the top, drops downward and reacts with the air or other gasifying agent, which is injected from another side of the reactor. Then, both producer gas (syngas) and solid products (ash and char) are formed and move down to the base of the reactor. In updraft gasifier, biomass is fed from the top and moves downward, but the gasifying agent is fed from the bottom of the reactor and moves upward to form syngas, which exits near the gasifier top (Table 1).
2.2 Fluidized Bed Gasifier
Fluidized bed reactors (FBGs) have been used for years in the gasification process because of their flexibility in accepting wide particle size, but their performance is limited due to low carbon conversion [6]. The gasification medium is fed in continuously from the bottom, while the feedstock is fed close to the bottom (reactor bed). The main advantage of FBGs is uniform distribution and mixing of feedstock with sand bed and gasifying agent, thereby reducing heat and mass transfer limitations. Generally, there are two main types of FBRs: the bubbling fluidized bed reactor (BFBG) and the circulating fluidized bed reactor (CFBG). Technically, CFBG is more preferred as it can handle large feed throughputs since it can recycle large amounts of solids [7], prevent the buildup of ash due to high operating temperature range (800–1000 ℃), avoid the oxygen trap in the bubble, and, therefore, maintain high efficiency [8].
2.3 Entrained Flow Gasifier
The entrained flow gasifiers (EFGs) operate based on the co-current feed of the fine materials (typically less than 75 μm) and the gasification medium in the pressurized and turbulent-flow environment [9, 10]. Normally operated at temperatures of 1,200–1,600 ℃ and at pressures of 2–8 MPa [7, 11], the gasifier has short residence time and high carbon conversion (98–99.5%); therefore, it can produce tar-free syngas [9]. Due to their advantages, EFGs are the most commonly used for commercial gasification of coal [11]. The disadvantage of this gasifier is mostly related to the high operating temperature. Such high temperatures reduce burner and refractory life and require the use of expensive materials of construction as well as the use of high-temperature heat exchangers to cool the syngas [11].
2.4 Plasma Gasifier
Plasma gasifier is a relatively new method of gasification especially for using municipal solid waste (MSW). The plasma gasification was firstly introduced by Dr. Camacho in 1973 [12]. “Plasma” is defined as any gas with part of the atoms or molecules partly or fully ionized. Plasma is formed by running an electric current through a gas resulting in high temperature that breaks organic molecule, thus generating syngas. At the same time, melting of inorganic components (glass, metal, silicate, and heavy metals) gives rise to a slag that vitrifies on cooling. Plasma gasification typically operates at temperatures of over 5,000 ℃ [13]. Due to unique characteristics and high complexity of MSW (properties compared in Table 2), plasma gasifier offers significant advantages including tar-free syngas, flexibility in accepting feedstocks including hazardous wastes, and high carbon conversion. Plasma gasifier can reduce up to 90% (volume basis) of the feedstock materials, making it a robust technology to reduce landfill area for disposing MSW [14]. However, drawbacks of this system mostly relate to its high capital cost, ranging from 5,000 to 13,000 USD/kW [14, 15], high process temperature compared to the conventional non-plasma gasifiers. Since it is a relatively new method for treating MSW, the technology is not well developed [14].
3 Syngas Properties
Performance of power generation through gasification is heavily dependent on syngas properties including gas composition, heating value, particulates, and tar contents.
3.1 Gas Composition
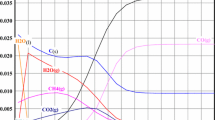
Gas composition affects the flame speed, ignition, knock characteristics, spark timing, and air-to-fuel ratio that are required to have an optimal engine performance [16]. Primary combustible portion of syngas includes carbon monoxide (CO), methane (CH4), hydrogen (H2), and small fraction of other hydrocarbons such as acetylene (C2H2), ethylene (C2H4), and ethane (C2H6). Non-combustible gases such as carbon dioxide (CO2) and nitrogen (N2) are also generally found in the syngas generated from biomass and MSW. Gaseous heavier hydrocarbon in the syngas can directly increase syngas energy content because heavier hydrocarbons, such as ethylene and ethane, have high energy content [17]. However, the process of producing heavier hydrocarbon of the syngas is impractical due to complex operating parameters in the gasification such as feedstock types, moisture content, reactor temperatures and pressure, gasification medium, residence time, and presence of bed catalyst [18]. Furthermore, high hydrogen content can increase efficiency of power production because hydrogen could improve cylinder pressure inside the combustion chamber, leading to an increase in thermodynamic efficiency of the internal combustion (IC) engine [19, 20]. High hydrogen content can also improve combustion temperature and flame speed inside the cylinder [21]. In addition, hydrogen potentially inhibits combustion knock during engine operation [22]. Syngas with high hydrogen content has also shown to reduce emissions of nitrogen oxides (NOx), hydrocarbon (HC), and carbon monoxide (CO) [19]. Both N2 and CO2, normally available in syngas do not contribute to syngas energy content, but the presence of these gases, especially CO2, might reduce the knocking tendency of the engine [23].
3.1.1 Effect of Feedstock Properties
In order to increase energy content of syngas, feedstock selection is crucial. Regardless of the feedstock type, homogeneous carbon-based material is highly preferred to generate CO and H2. In contrary, the non-combustible components such as ash and metal do not contribute to the syngas generation. MSW/biomass converts into syngas with an efficiency of 80–95% [7, 24]. However, gasifying MSW is more challenging than biomass due to its diverse composition that includes plastic and metal. Typically, organics content such as paper and food waste are abundant (63–71%) in MSW (composition of MSW in the world and USA as shown in Fig. 1). Plastics are found in the range of 10–13%.

As commonly known, the higher the heating value of syngas is, the better the combustion, flame quality, and performance of the power generation will be. Due to high ash content of MSW, the syngas generated from MSW is low in energy content. With air as a gasification medium, syngas energy content (LHV) ranged from 4.0 to 7.0 MJ/Nm3 [24, 25]. The energy content can increase up to 10 MJ/Nm3 if oxygen is used as a gasification medium [24]. In comparison, biomass gasification typically generates syngas with energy content of 4–6 MJ/Nm3 and 10–15 MJ/Nm3 when air and oxygen is used, respectively [7]. To further increase syngas energy content, steam can be used as a gasification medium as steam does not dilute the syngas with nitrogen as air does [26] and steam promotes the reaction producing hydrogen, such as water–gas and water–gas shift reactions [8].
Composition of MSW varies widely depending on collection method, but in general MSW contains plastics and has relatively high ash content. Most plastics are considered suitable feedstock for gasification, because these are carbonaceous materials and are converted into syngas. With 100% polypropylene as feedstock resulted in syngas with the heating value (LHV) of 6–9 MJ/Nm3 and tar content of 2 g/Nm3 [27]. However, results might be different if other plastic components are used including polyethylene terephthalate (PET), high-density polyethylene (HDPE), polyvinyl chloride (PVC), low-density polyethylene (LDPE), polypropylene, polystyrene, polyethylene (PE), acrylonitrile butadiene styrene (ABS), polyamide (PA) or nylons, and polybutylene terephthalate (PBT) [28]. Chlorinated plastics, such as PVC, can result in dioxin if reaction environment is favorable. However, gasification typically generates syngas free from dioxin (PCDD) and furan (PCDF) [29, 30].
3.1.2 Effect of Gasification Medium/Oxidizing Agent
The gasification medium heavily effects composition and energy content of the syngas. Air is commonly used as gasification medium to reduce cost, but nitrogen, present in the air, dilutes the syngas and lowers the syngas heating value. Steam or oxygen gasification generates syngas with higher energy content, but adds to capital and operating costs. Steam also promotes hydrogen producing reactions including water–gas and water–gas shift reactions [8]. An oxygen/steam gasification produces syngas with hydrocarbon components (e.g., ethylene and ethane) only in the order of less than 5% [31], while steam gasification can produce heavier hydrocarbons up to 7% [32], leading to an increase in syngas energy content. Heavier hydrocarbons of the syngas could potentially increase greenhouse gas (GHG) emissions because of incomplete combustion [33]. Typically, syngas energy (LHV) of 4–6 MJ/Nm3, 10–12 MJ/Nm3, and 15.69 MJ/Nm3 was reported using air, oxygen, and steam, respectively, as gasifying medium [32, 34, 35]. If the oxygen is used to partially oxidize the feedstock to provide heat required for endothermic reactions, the process is typically termed as directly heated, while indirectly heated gasification needs external energy sources [35].
3.2 Tar Content and Removal Mechanism
Another property of syngas that is severely important to control for power production is its tar content. Tar is defined as the organics produced under thermal or partial oxidation (gasification) of any organic material and assumed to be largely aromatic [36]. Based on chemical solubility and condensability of different tar compounds, tars are classified into five: tar class I (GC undetectable), tar class II (heterocyclic), tar class III (light aromatic: 1 ring), tar class IV (light polycyclic aromatic hydrocarbons (PAH) compounds), and tar class V (heavy PAH compounds) [37]. Tars lead to an increase in corrosion, agglomerations, and fouling in the engine and pipes, as well as considered a health hazard [23]. Tars also are detrimental to catalysts used for syngas conversion and application in fuel cell [4]. For power generation, syngas tar content should not exceed 100 mg/m3 to ensure reliable operation and life of an engine [36].
Tar removal techniques are generally categorized into (a) primary removal techniques and (b) secondary removal techniques. Primary removal techniques refer to techniques that are employed inside the gasifier without the need of a secondary reactor. These include selection of gasifier design, optimization of gasification operating conditions, and addition of catalysts in the gasifier bed (called in-bed catalysts) [37]. Secondary tar removal techniques use a separate reactor to destruct and reform tars. Secondary tar cleaning techniques are divided further into dry, wet, catalytic, and thermal/hot gas cleaning system [37]. As tar removal is critical for commercialization of gasification-based technologies, environmental friendly but effective and robust techniques, such as biomass filter [38] and low-density energy of plasma cracking [39], are also being explored. For power production, reciprocating IC engines are relatively more tolerant of contaminants than gas turbines [35, 40]. The recommended limit of syngas tar content for reciprocating IC engine ranges from 10 to 100 mg/m3 [36, 40]. Robust gas filter and syngas cleaning system are essential before syngas can be injected into IC engines.
4 IC Engine
IC engine is economical for power generation applications as compared to the newer technologies (e.g., microturbines, fuel cells) due to the technology maturity, proven performance, rapid start-up and shutdown, relatively high efficiencies, and low costs [5]. Current generation efficiencies range from 30 to 37% (HHV), and current installed costs range from about $1,000/kW to about $700/kW for generation capacities between 100 and 5,000 kW [5]. With maintenance cost of 0.01–0.02 USD/kWh, this technology is highly preferred especially for distributed power generation application.
Theoretically, three operating parameters that affect the engine power are engine design, operating conditions, and fuel consumption. The mathematical equation describing that condition can be expressed as below [41]:
where Pe = the power output of the engine, kW; n = the number of engine revolutions per second, rev/s; i = the index that depends on the engine type (1 for 2-stroke engine and ½ for 4-stroke engine); VT = the engine displacement, m3; ρia = the referenced air density, kg/m3 for intake manifold pressure and temperature; ηv = the engine volumetric efficiency; C = the volume correction factor, indicative of the volume occupied by the gaseous or vaporized fuel; Fre = the equivalence ratio in the engine admitted mixture; Fsm = the stoichiometric air-to-fuel ratio of engine intake mixture, kg of fuel per kg of air; Hve = the energy content of the fuel, kJ/kg; and ηe = the effective efficiency. Thus, the parameters affecting the engine are: (1) engine design, Kd = i · VT · ηv · ηc; (2) operating condition, Ko = n · ρia · Fre; and (3) fuel composition, EFQ = C · Fsm · Hve.
Typically, the IC engine can be classified into natural gas engine, gasoline engine, compressed ignition (diesel) engine, and gas turbine. These engines are technically proven to run on syngas generated from gasification of biomass and MSW as described below.
4.1 Natural Gas Engine
Natural gas engine is one of the spark ignition (SI) engines. The three advantages of using natural gas engine, compared to gasoline and diesel engines, are that it produces lesser emissions (sulfur, nitrogen, and carbon dioxide), are less expensive, and are considerably more efficient. In addition, the natural gas engines do not produce a pungent odor [42]. Sridhar et al. [43] fed syngas with LHV of 4.9 MJ/m3 and density of 1.7 kg/m3 into 12.1 L, 4-stroke, six-cylinder, and 101 kW natural gas engine at 1,500 rpm of engine speed and compression ratio of 10. By modifying the carburetor, they found that the maximum brake power output, brake-specific fuel consumption, and engine (electrical) efficiency were about 60 kW, 5.06 kg/kWh and 24.7%, respectively. CO and NOx emissions were 1.4–6.5 g/kWh and 0.7–2.5 g/kWh, respectively. Raman and Ram [34] fed 100% syngas with LHV of 5.6 MJ/m3 and density of 1.05 kg/m3 into six-cylinder, 100 kW natural gas engine running at engine speed of 1,500 rpm. The engine was adjusted to have compression ratio of 12 with air-to-fuel ratio of about 1.2. The tar content was reduced from 350 to 30 mg/m3 using a series of gas cleaning system equipment that included a venturi scrubber, chiller, fabric filter, and paper filter. The engine ran smoothly producing maximum power output of about 73 kW with the engine efficiency of about 21% and specific fuel consumption of about 3.21 kg/kWh. However, emissions performance was not reported. Tsiakmakis et al. [44] fed syngas generated from fluidized bed gasification of olive, peach, and grape kernel into a 4.7 kW, one-cylinder natural gas engine running at 3,400 rpm of engine speed with the compression ratio of 10, and air-to-fuel ratio of about 1.74. The syngas energy contents ranged from 4.52 to 6.96 MJ/Nm3, depending on the feedstock. Authors also used propane to increase the energy content of the syngas mixture up to about 23.73–24.4 MJ/m3. The maximum engine power output was 3.55–3.68 kW, depending on the feedstock with the engine efficiency in the range of 23.2–26.2%. The engine was not modified, and emission performance was not reported. Margaritis et al. [45] fed 100% syngas (containing 53.1–55% N2, 23.6–24.1% H2, 3.8–4.1% CH4, 9.5–10.6% CO, and small fraction of O2, with energy content of 5.65 MJ/Nm3) derived from downdraft gasification of olive kernel into six-cylinder 135 kW natural gas engine at 1,500 rpm engine speed and power setting of 70 kW. Tar and particulates from the syngas were removed using venturi scrubber, heat exchanger with chiller, a mist of eliminator, and a series of fine filters. A gas blower was also used to ensure stable flow of the syngas entering into the gas engine. The cold gas and electric efficiency were 75% and 16.1%, respectively. However, air-to-fuel ratio as well as any operational issues were not reported. Henriksen et al. [46] tested a two-stage gasifier—the pyrolysis and char gasification taking place in separate reactors—with a 75 kW three-cylinder natural gas engine and observed stable operation producing power for approximately 410 h. The syngas had 6.2 MJ/Nm3 of energy content with 32–35% H2, 28–30% N2, 20% CO2, 15–18% CO, and 2–3% CH4. The maximum power output of the engine runs with natural gas, and 100% syngas was 25 kW and 20 kW, respectively; hence, 80% of de-rating factor was observed. The efficiency from gas to mechanical power (engine efficiency) was about 28%. During the operation, one of the cylinders did not ignite for several reasons.
4.2 Gasoline Engine
The gasoline engine is a type of SI engine. Shah et al. [47] tested a 5.5 kW gasoline engine running on 100% syngas reducing tars to about 14 mg/m3. The engine was modified by adding two air venturies in series to establish the flow of syngas from the storage tank to the air intake manifold. To run the engine on syngas, the engine was first cranked on gasoline and then the gasoline was turned off with the syngas supply being turned on simultaneously. The engine efficiency was about 19% with maximum brake power of 1.39 kW. CO emissions decreased by 30–96% when syngas was used compared to gasoline. The higher CO emission of gasoline might be because of the operation of the gasoline in rich conditions and higher carbon content of gasoline (88.7% w/w versus 16.9% w/w of syngas) [48]. However, syngas operation resulted in 33–167% higher CO2 emission compared to gasoline. This can be attributed to higher conversion of CO to CO2 during the syngas operation. The exhaust CO2 was 10.6–13.1% for syngas operation and 4.9–8.1% for gasoline operation. There was no trend observed for HC emission—HC emission was found to be less than 40 ppm for almost all the load variation. This might be due to the very low HC (1.2–6.4%) in the syngas. Syngas operation resulted in 54–84% lower NOx emission than the gasoline operation. The Zeldovich mechanism can be used to explain the lower NOx emission from syngas. As LHV of syngas is lower (5.6 MJ/m3) than that of gasoline (44.4 MJ/kg), the temperature of combustion for syngas operation is lower, resulting in lower NOx emission. Mustafi et al. [16] tested a gasoline-based engine using syngas with LHV of 15 MJ/m3. The specific fuel consumption was about 1 kg/kWh at 2,000 rpm. The maximum torque produced was 22 Nm (~16.22 lb-ft), which resulted in maximum brake power output of 4.61 kW. The HC emissions from syngas were very low (about 0–20 ppm) compared to those from gasoline (90–225 ppm) and from natural (20–106 ppm). CO2 emissions from syngas were higher (19% v/v) compared to that from gasoline (15% v/v). CO emission was low, indicating complete combustion in the engine. However, syngas operation resulted in higher NOx emission (~4500 ppm), compared to gasoline operation (~1500 ppm).
4.3 Compressed Ignition (Diesel) Engine
Diesel engine is a type of reciprocating IC engine, called compression ignition (CI) engine. However, in CI engine, air is compressed first, and then, the fuel is injected in the CI engine allowing the engine to design for high compression ratio. Several studies reported performance of diesel engine (with little modification) running on syngas. Homdoung et al. [49] tested the modified diesel engine running on 100% syngas. The modification to the engine included changes to the combustion chamber, reduction of compression ratio, mounting of ignition system in place of injector nozzle, and mounting of air–gas mixer. The tar content of the syngas (LHV of 4.64 MJ/m3) was reduced using gas cleaning system to below 50 mg/m3. The highest engine efficiency attained was about 24% with the specific fuel consumption of 5.52 kg/kWh producing 3.5 kW at 1700 rpm. The compression ratio used was 14:1. CO, and HC emissions were in the range of 0.3–0.4% and 3.5–10 ppm, respectively. Sridhar et al. [43] also investigated performance of a modified 28 kW diesel engine running on syngas with tar content of about 60 mg/m3. A new carburetor was developed to ensure that the carburetor maintains the gas pressure close to that of air pressure, thereby ensuring that the air-to-fuel ratio is set irrespective of the total air–fuel flow rate. Homogeneity of the fuel and air mixture entering the engine was effected by long interconnecting duct along with a few bends (with a large diameter for keeping pressure losses to a minimum) between the gas carburetor and intake manifold. The maximum power achieved was 20 kW (engine efficiency of 27.6%, and de-rating of 20–30%) with the compression ratio of 17:1 and mixture energy density of 2.2 MJ/kg. The fuel-specific consumption was about 4.07 kg/kWh if the syngas density was assumed to be about 1.7 kg/m3. CO and NOx emissions were in the range of 14.4–57.6 g/kWh and 0.1–0.7 g/kWh, respectively. Nataraj et al. [50] investigated a single-cylinder, 3.7 kW (at 1500 rpm) diesel engine with compression ratio of 17.5 running on 100% syngas (energy content of 5–5.6 MJ/m3 and tar content below 50–60 mg/m3). The maximum power output and engine efficiency were 2.96 kW and 18.9%, respectively. Engine modification, if any, was not reported. CO, NOx, and HC emissions were in the ranges of 0.3–0.4%, 40–100 ppm, and 20–50 ppm, respectively. The summary of recent researches on these engines (natural gas, gasoline, and compressed ignition) is presented in Table 3.
4.4 Gas Turbine
The power plant based on advanced combined cycle gas turbine can offer gross thermal efficiency of 50–54% at HHV basis [51]. Recent advances in gas turbines have made these suitable to use syngas with low LHV (7–12 MJ/Nm3) [52]. However, gas turbines are generally very sensitive to gas quality and can only allow extremely low levels of contaminants including tar, alkali metals, sulfur, and chlorine compounds. General limits of contaminants are presented in Table 4 [35]. The use of a properly designed dual-fuel combustion system and their controls is key to achieving reliable and robust gas turbine operation using syngas generated from biomass and MSW [52].
An electrical efficiency of 31.5% was achieved by feeding syngas with LHV of 9–20 MJ/Nm3 that was generated from 2 × 80 MW CFB gasification of wood biomass (moisture of up to 37.5%) in Lahti Energia steam power plant of Valmet, Finland [53]. The CFB gasifier operated at 5–30 kPa and 750–900 ℃ using air as gasification medium, while the steam power plant was run on 120 bar and 550 ℃. The plant achieved nearly 80% of operational availability in 2014 with no major maintenance issue including no indications of corrosion or erosion on the boiler tubes; tube manufacturing marking was still visible after 13,000 h of operation. However, a small amount of dust/slag in gas cooler, and thin dust layer in the boiler was visible [53].
5 Power Generation from Biomass and MSW Gasification
The power generation through gasification of biomass and MSW is promising throughout the world, especially in the areas that have abundant availability of unused biomass and solid wastes and are still not connected to the electrical grid. Biomass gasification has been known and used since the World War II, when approximately one million downdraft gasifiers were used to operate cars, trucks, boat, train, and electric generators in Europe [54]. On the contrary, the use of MSW in gasification is relatively new as MSW generation is projected to increase globally from 1.3 billion tons (1.2 kg per person per day) in 2012 to over 2.2 billion tons (1.42 kg per person per day) in 2025 [55]. Compared to current practices of incineration and landfill of MSW, gasification is considered superior from environmental perspectives as it can produce power without release of methane, dioxins, and furans (PCDD/PCDF) [29], can reduce the landfill area needed by over 88% [14], and produce non-leaching vitrified slag [30].
5.1 Co-gasification of Biomass and MSW for Power Generation
Co-gasification is defined as gasification of a mixture of biomass, waste, or coal to improve operational reliability and/or achieve low carbon footprint by reducing greenhouse gas (GHG) emissions [56]. Most reports on co-gasification are based on a mixture of biomass and coal since the majority of conventional power plants are steam-based coal power plant and adding biomass to replace some parts of coal can reduce GHG emissions. Co-gasification of biomass and MSW offers significant advantages as global MSW generation has been increasing by approximately 69.2 million tons per year [55]. MSW has become a public health hazard by contaminating soil, water, and air through leaching and biodegradation processes. As compared to coal and biomass, MSW can generate additional revenue from tipping fees that can make the process much more economical. Low operational cost of MSW gasification can be achieved by deploying gasification technologies (e.g., fixed-bed gasifiers) instead of high-power thermal plasma gasification that generally used for the gasification of wastes [30, 57].
Robinson et al. [58] reported the co-gasification of wood pellets and refused derived fuel (RDF) in gasification temperature of 725, 800, and 875 ℃, with RDF ratio of 0, 25, 50, and 100 wt% and air as gasification medium and equivalent ratio of 0.29–0.31 in a bubbling fluidized bed gasifier. The tests resulted in a syngas with LHV of 4.9–5.7 MJ/Nm3, gasification efficiency of 48–58%, and tar content of 15–50 g/Nm3. However, agglomeration of ash was found at gasification temperature of 875 ℃ for all mixtures containing RDF that prevented the steady-state operation of gasifier.
Similarly, Ong et al. [59] conducted the co-gasification of wood chips and dried sewage sludge in a fixed-bed downdraft gasifier with sludge ratio of 0, 20, and 33 wt%. The tests generated syngas with LHV of 3.6–4.6 MJ/Nm3 and gasification efficiency of 63.2% at gasification temperature of 650–900 ℃. However, the test could only use sludge at maximum ratio of 33 wt% due to agglomerated ash that leads to blockage of gasifier.
Narobe et al. [60] performed the co-gasification of wood pellets and plastics with plastics ratio of 0, 25, 75, and 100 wt% on 100 kW dual fluidized bed gasifier with steam as gasification medium (steam-to-carbon mass ratio of 2.3) and using olivine as heterogeneous catalyst. The experiment resulted in syngas with LHV of 16 MJ/Nm3 at plastic ratio of 75 wt% in gasification temperature of 850–900 ℃ and generated tar of 0.2–1,3 kg/h with syngas flow rate of 7–17 kg/h. Elevating plastics content in feed lowered syngas yield but increased fractions of ethane and ethylene and decreased CO2 in syngas.
A co-gasification of switchgrass and MSW has recently been conducted at Oklahoma State University. The proximate and ultimate analysis of the feedstocks is summarized in Table 2 for MSW-3 and switchgrass. The ratio of MSW on the feedstock was varied from 0, 20, 40, and 60%. The gasification used downdraft reactor with thermal capacity of 60 kW and equivalent ratio of 0.20; air was used as the gasification medium. The feedstock throughput was constantly maintained at 95 kg/h. The co-gasification resulted in the syngas energy content (LHV) of 6.47, 6.76, and 6.72 MJ/Nm3 and cold gas efficiency (CGE) of about 68, 59.4, and 58.6% for MSW ratio of 0, 20, and 40 wt%, respectively. The co-gasification produced stable and maximum power output of 5 kW at all MSW ratios (0, 20 and 40 wt%) using 10 kW natural gas SI engine and confirm system workability for off-grid power generation application. Details regarding this are provided elsewhere [61].
At large scale, co-gasification of MSW and bottom ash has been reported [25]. With the feedstock throughput of 251.8 ton/day and using oxygen rich air (36% oxygen) as gasification medium, the operating temperature inside the gasifier (combustion and melting zone) reached 1,000–1,800 ℃ and generated syngas with LHV of 4.4 MJ/Nm3. With the total plant capacity of 50 MW consisting of steam turbine and gas engine, total power output of the steam turbine and gas engines reached 9.0 and 1.6 MW, respectively, with cold gas and power generation efficiencies of 54.6 and 18.9%, respectively, and with the average power generation of 408 kWh/t-MSW [25]. The PCDD/PCDF in the flue gas was 0.0082 ng/Nm3, much lower than the local regulation of 0.05 ng/Nm3 [25].
5.2 MSW Gasification Using Plasma Technology
Among thermochemical treatment processes, gasification using thermal plasma (“known as plasma gasification”) seems one of the most appropriate and proven technologies to deal with various components of MSW. The comparison between plasma gasification and other thermochemical treatment processes is summarized in Table 5.
Generally, plasma technology can be classified into two groups: thermal or equilibrium plasma and non-thermal plasma [57]. The main characteristics of thermal plasma are the use of extremely high temperature, high intensity, non-ionizing, and high energy density radiation that can reach temperature of up to 20,000 ℃. The main advantages of thermal plasma include high energy density and high temperature that allow high heat and reactant transfer rate, smaller footprint size of equipment, and rapid start-up and shutdown [62]. However, the major drawbacks include high electricity consumption (15–20% of power output of the plant [24]) and the need to replace electrode due to sputtering that increases the maintenance cost [63]. In comparison, non-thermal plasma (also known as “cold plasma”) has lower degree of ionization; thus, it is generated either at low pressure or at lower power, or in different pulsed discharge systems, requiring much less power consumption [57, 64]. Thermal plasma can be classified into four categories: direct current (DC) electric discharge, alternating current (AC), or transient arcs (e.g., lamps, circuit breakers, or pulsed arcs), radio frequency (RF) inductively coupled discharge, and microwave discharge. The non-thermal plasma can also be classified into several categories, which are corona discharge, pulsed corona discharge, dielectric barrier discharge, spark discharge, and atmospheric pressure plasma jet. The differences among these categories are discussed in more detail elsewhere [64]. A MSW plasma gasification with capacity of 300 ton/day using four 300 kW plasma torches operated in Utashinai, Japan, producing syngas with high CO and H2. The syngas generated was used to produce steam for powering steam turbine producing 8 MW power. However, about half of total power output was used for the plant operation [65].
5.3 Recent Commercialization of MSW Gasification for Power Generation
Several power plants using plasma gasification, mostly using plasma torches that run on high temperature (>4,000 ℃), have been reported (summary of plants operating since the late 1990s is in Table 6). Among these plants, several have stopped operating due to inconsistent supply of feedstock or inefficient operation. However, many plants are operational and economically competitive because of their uniqueness of processing complicated MSW feedstock such as medical and hazardous wastes.
6 Environmental and Emissions Standards
The environmental pollutants produced during power generation through gasification of biomass and MSW are available either in three forms: (1) ash/slag, (2) fly ash/flue gas, and (3) engine emissions. Among the elemental pollutants generated (shown in Table 7), hazardous and lethal pollutant that are of major concern include PCDD/PCDFs and tar that can be significantly reduced by the limited oxidizing environment of gasification and robust syngas cleaning system.
Ash generated from biomass/MSW gasification must comply with pertinent standard. Leaching test and acid extraction are the common method used to measure potential to contaminate groundwater. Table 8 shows contaminants from gasification of a MSW power plant with capacity of 50 MW and associated standard [25].
Table 9 compares the emission performance of a biomass gasification power plant using steam cycle with emission standards. The plant used CFB gasifier and operated at 5–30 kPa and 750–900 ℃, while the steam power plant was run on 120 bar and 550 ℃. Among the emissions, NOx emission was dominant (~161 mg/Nm3), but still under the EU and USA standards.
MSW gasification offers considerably high reduction of emissions as compared to incineration and landfill disposal with gas capture. MSW gasification generates only about 1 kg of CO2 equivalent per kWh of generated power, while landfill with gas capture produces approximately 2.75 kg/kWh and incineration releases approximately 1.6 kg/kWh of power generated [66]. MSW gasification generates 31 g of NOx and 9 g of SO2 per ton of waste, while landfill releases 68 g of NOx and 53 g of SO2 per ton waste, and incineration generates more than 192 g of NOx and more than 94 g of SO2 per ton waste [66].
7 Economics of Power Generation from Plasma Gasification
Plasma gasification is one of the most promising thermal conversions of waste-to-energy (WtE) technologies. A number of plasma WtE projects were deployed throughout the world with varied capital cost depending upon the technology used. In UK, for instance, total waste processing capacity can reach over 978,000 tons per year in 2021 as a number of advanced waste gasification projects, mostly for power generation, are under construction including high-temperature plasma gasification (>4,000 ℃) of Tees Valley that has a capital cost of around 13,000 USD/kW [15]. However, due to technical difficulty and hard economic return, the Tees Valley project has been discontinued since 2016. As comparison, an integrated biomass gasification combined cycle (IBGCC) power generation has a capital cost of 2,319 USD/kW that includes preparation of yard, gasifier, and supporting systems, and prime movers (gas turbine and steam turbine generator) and supporting systems [67]. Compared to other thermal processing technologies such as incineration, pyrolysis, and thermal plasma (high temperature), to date the gasification of biomass and MSW using air as gasification medium still exhibits greater economic return including lower construction cost and lower unit cost per generating capacity (based on a comparative analysis of commercial facilities at the scale of 250 tons per day (tpd) in the USA as shown in Table 10 [68]).
8 Conclusions
This book chapter reviews power generation from biomass and MSW through gasification for distributed power application. Gasification is a promising technology to reduce MSW carbon footprint, to generate electricity at remote locations utilizing local resources, and to support sustainable management of MSW. Running 100% syngas generated from biomass and MSW gasification into commercial engines, including gasoline, diesel, and natural gas engines, requires minimum modifications. However, wide commercialization of power production from gasification of biomass and MSW requires future development to address technical challenges, especially in removing syngas contaminants and increasing reliability and efficiency of advanced syngas to power conversion technologies, such as combined system with fuel cell and advanced gas turbine. Plasma gasification is another technology suitable for MSW utilization, but high capital and energy requirement is a barrier for its commercialization. The use of low-temperature plasma has potential to reduce the power requirement as non-thermal plasma is not considered energy or capital intensive. Economic feasibility of biomass/MSW gasification for power production appears more promising at medium scale than that at small or large scale [61]. However, compared to conventional methods such as incineration and landfills, gasification is still considered environmental friendly to reduce release of greenhouse gases and pollutants.
References
Fair D (2015) Gasification—positioning for growth. In: Annual meeting 2016 of gasification technology council. Colorado Springs
Denton D (2015) Update on clean energy R&D projects and programs at RTI international. Gasification technology council, Arlington
EIA (2017) Natural gas. https://www.eia.gov/dnav/ng/ng_cons_heat_a_EPG0_VGTH_btucf_a.htm
Kumar A, Jones DD, Hanna MA (2009) Thermochemical biomass gasification: a review of the current status of the technology. Energies 556–581
Zogg R, Smutzer C, Roth K, Brodrick J (2007) Using internal-combustion engines for distributed generation. ASHRAE Journal 76–80
Tremel A, Becherer D, Fendt S, Gaderer M, Spliethoff H (2013) Performance of entrained flow and fluidised bed biomass gasifiers on different scales. Energy Convers Manag 69:95–106
McKendry P (2002) Energy production from biomass (part 3): gasification technologies. Biores Technol 83:55–63
Ruiz J, Juarez M, Morales M, Munoz P, Mendivil M (2013) Biomass gasification for electricity generation: review of current technology barriers. Renew Sustain Energy Rev 18:174–183
Phillips J (2006) Different types of gasifiers and their integration with the gas turbines. National Energy Technology Laboratory, Morgantown
Mahinpey N, Gomez A (2016) Review of gasification fundamentals and new findings: reactors, feedstock, and kinetic studies. Chem Eng Sci 148:14–31
Minchener AJ (2005) Coal gasification for advanced power generation. Fuel 84:2222–2235
Camacho SL (1973) Refuse converting method and apparatus utilizing long arc column forming plasma torches. U.S. Patent 3 779 182, December
Leal-Quir´os E (2004) Plasma processing of municipal solidwaste. Braz J Phys 34(4B):1587–1593
Pourali M (2010) Application of plasma gasification technology in waste to energy—challenges and opportunities. IEEE Trans Sustain Energy 1(3):125–130
Cothran C (2015) Identifying likely late-stage UK WTE projects, Colorado springs. Gasification Technology Council, Colorado
Mustafi N, Miraglia Y, Bansal P, Elder S (2006) Spark-ignition engine performance with ‘Powergas’ fuel (mixture of CO/H2): a comparison with gasoline and natural gas. Fuel 85:1605–1612
Khartchenko NV (1998) Advance energy systems. Taylor & Francis, Washington D.C
NNFCC (2009) Review of technologies for gasification of biomass and wastes. Ecolateral, London
Kahraman N, Ceper B, Akansu SO, Aydin K (2009) Investigation of combustion characteristics and emissions in a spark-ignition engine fuelled with natural gas-hydrogen blends. Hydrog Energy 34:1026–1034
Arroyo J, Moreno F, Munoz M, Monne C, Bernal N (2014) Combustion behavior of a spark ignition engine fueled with synthetic gases derived from biogas. Fuel 50–58
Korakianitis T, Namasivayam A, Crookes R (2011) Natural-gas fueled spark-ignition (SI) and compression-ignition (CI) engine performance and emissions. Prog Energy Combust Sci 89–112
Szwaja S (2009) Hydrogen rich gases combustion in the IC engine. KONES Powertrain Transp 447–454
Martinez JD, Mahkamov K, Andrade RV, Lora EES (2012) Syngas production in downdraft biomass gasifiers and its application using internal combustion engines. Renew Energy 1–9
Arena U (2012) Process and technological aspects of municipal solid waste gasification. A review. Waste Manag 32:625–639
Tanigaki N, Manako K, Osada M (2012) Co-gasification of municipal solid waste and material recovery in a large-scale gasification and melting system. Waste Manag 32:667–675
Indrawan N, Thapa S, Bhoi PR, Huhnke RL, Kumar A (2017) Engine power generation and emission performance of syngas generated from low-density biomass. Energy Convers Manag 148:593–603
Toledo JM, Azna MP, Sancho JA (2011) Catalytic air gasification of plastic waste (polypropylene) in a fluidized bed. part II: effects of some operating variables on the quality of the raw gas produced using olivine as the in-bed material. Ind Eng Chem Res 50:11815–11821
Sharuddin SDA, Abnisa F, Daud WMAW, Aroua MK (2016) A review on pyrolysis of plastic wastes. Energy Convers Manag 115:308–326
Jenkins S (2015) Environmental advantages of gasification: public and agency awareness. Colorado Springs, GTC, Colorado
WPC (2013) Westinghouse plasma gasification is the next generation of energy from waste technology. In: USEA annual meeting. Washington D.C.
Lv P, Yuan Z, Ma L, Wu C, Chen Y, Zhu J (2007) Hydrogen-rich gas production from biomass air and oxygen/steam gasification in a downdraft gasifier. Renew Energy 2173–2185
Hernandez J, Barba J, Aranda G (2012) Combustion characterization of producer gas from biomass gasification. Global Nest 14(2):125–132
Hagos FY, Aziz ARA, Sulaiman SA (2014) Trend of syngas as a fuel in internal combustion engines. Adv Mech Eng 1–10
Raman P, Ram N (2013) Performance analysis of an internal combustion engine operated on producer gas, in comparison with the performance of the natural gas and diesel engines. Energy 63:317–333
Belgiorno V, Feo GD, Rocca CD, Napoli R (2003) Energy from gasification of solid wastes. Waste Manag 23:1–15
Milne T, Evans R, Abatzoglou N (1998) Biomass gasifier “Tars”: their nature, formation, and conversion. NREL, Golden
Anis S, Zainal Z (2011) Tar reduction in biomass producer gas via mechanical, catalytic and thermal methods: a review. Renew Sustain Energy Rev 15:2355–2377
Thapa S, Bhoi PR, Kumar A, Huhnke RL (2017) Effects of syngas cooling and biomass filter medium on tar removal. Energies 10(3):1–12
Van Heesch BE, Pemen GA, Yan K, van Paasen SV, Ptasinski KJ, Huijbrechts PA (2000) Pulsed corona tar cracker. IEEE Trans Plasma Sci 28(5):1571–1575
Baratieri M, Baggio P, Bosio B, Grigiante M, Longo G (2009) The use of biomass syngas in IC engines and CCGT plants: a comparative analysis. Appl Thermal Eng 3309–3318
Tinaut FV, Melgar A, Horrillo A, de la Rosa AD (2006) Method for predicting the performance of an internal combustion engine fuelled by producer gas and other low heating value gases. Fuel Process Technol 135–142
Basshuysen RV, Schafer F (2016) Internal combustion engine handbook, 2nd ed. SAE International
Sridhar G, Sridhar H, Dasappa S, Paul P, Rajan N, Mukunda H (2005) Development of producer gas engines. Automob Eng 219:423–438
Tsiakmakis S, Mertzis D, Dimaratos A, Toumasatos Z, Samaras Z (2014) Experimental study of combustion in a spark ignition engine operating with producer gas from various biomass feedstocks. Fuel 122:126–139
Margaritis NK, Grammelis P, Vera D, Jurado F (2012) Assessment of operational results of a downdraft biomass gasifier coupled with a gas engine. Soc Behav Sci 48:857–867
Henriksen U, Ahrenfeldt J, Jensen TK, Gøbel B, Bentzen JD, Hindsgaul C, Sørensen LH (2006) The design, construction and operation of a 75 kW two-stage gasifier. Energy 31:1542–1553
Shah A, Srinivisan R, To SDF, Columbus EP (2010) Performance and emissions of a spark-ignited engine driven generator on biomass based syngas. Biores Technol 101(12):4656–4661
Heywood J (1988) Internal combustion engine fundamentals. McGraw-Hill, New York
Homdoung N, Tippayawong N, Dussadee N (2015) Performance and emissions of a modified small engine operated on producer gas. Energy Convers Manag 94:286–292
Nataraj KM, Banapurmath N, Manavendra G, Yaliwal V (2016) Development of cooling and cleaning systems for enhanced gas quality for 3.7 kW gasifier-engine integrated system. Int J Eng Sci Technol 8(1):43–56
Phillips J (2015) Can future coal power plants meet CO2 emission standards without carbon capture and storage? Electric Power Research Institute (EPRI), Palo Alto
Brdar RD, Jones RM GE IGCC technology and experience with advanced gas turbines. GE Power System, New York
Isaksson J (2015) Commercial CFB gasification of waste and biofuels—operational experiences in large scale. Gasification Technology Council, Colorado Springs
Reed TB, Das A (1988) Handbook of biomass downdraft gasifier engine systems. Solar Energy Res Inst, Golden, Colorado, p 140
Bank TW (2012) What a waste: a global review of solid waste management. Washington D.C., The World Bank
Farzad S, Mandegari MA, Görgens JF (2016) A critical review on biomass gasification, co-gasification, and their environmental assessments. Biofuel Res J 12:483–495
Gomez E, Rania DA, Cheesema C, Wise DDM, Boccaccini A (2009) Thermal plasma technology for the treatment of wastes: a critical review. J Hazard Mater 161:614–626
Robinson T, Bronson B, Gogolek P, Mehrani P (2017) Air-blown bubbling fluidized bed co-gasification of woody biomass and refuse derived fuel. Can J Chem Eng 95:55–61
Ong Z, Cheng Y, Maneerung T, Yao Z, Tong YW, Wang C-H, Dai Y (2015) Co-Gasification of woody biomass and sewage sludge in a fixed-bed downdraft gasifier. AIChE J 61(8):2508–2521
Narobe M, Golob J, Klinar D, Francetic V, Likozar B (2014) Co-gasification of biomass and plastics: pyrolysis kinetics studies, experiments on 100 kW dual fluidized bed pilot plant and development of thermodynamic equilibrium model and balances. Biores Technol 162:21–29
Indrawan N, Thapa S, Bhoi PR, Kumar A, Huhnke RL (2017) Distributed power generation via co-gasification of municipal solid waste and biomass. In: Gasification and syngas technology council (GSTC) 2017. Colorado Springs
Ducharme C (2010) Technical and economic analysis of plasma-assisted waste-to-energy processes. Department of Earth and Environmental Engineering, Columbia University, New York
Ruj B, Ghosh S (2014) Technological aspects for thermal plasma treatment of municipal solid waste—a review. Fuel Process Technol 126:298–308
Fridman A (2012) Plasma chemistry. Cambridge University Press, New York
Heberlein J, Murphy AB (2008) Thermal plasma waste treatment. J Phys D Appl Phys 41:1–20
Wilson B, Williams N, Liss B, Wilson B (2013) A comparative assessment of commercial technologies for conversion of solid waste to energy. EnviroPower Renewable, Boca Raton
EPA U (2007) Biomass combined heat and power catalog of technologies. Washington D.C., US EPA
Wilson B (2014) Comparative assessment of gasification and incineration in integrated waste management systems. EnviroPower Renewable, Boca Raton
EPA U (2016) Municipal solid waste. U.S. EPA, 29 March. https://archive.epa.gov/epawaste/nonhaz/municipal/web/html/. Accessed 2017
Bhoi P (2016) Sample identification: MSW. Hazen Research Inc, Golden
Patil KN, Huhnke RL, Bellmer DD (2006) Performance of a unique downdraft gasifier. In: ASABE annual international meeting. Portland
Bhoi PR, Huhnke RL, Kumar A, Thapa S, Indrawan N (2017) Scale-up of a downdraft gasifier system for commercial scale mobile power generation. Renew Energy
Pareek D, Joshi A, Narnaware S, Verma VK (2012) Operational experience of agro-residue Briquettes based power generation system of 100 kW capacity. Int J Renew Energy Res 2(3):477–485
Ryu C, Shin D (2013) Combined heat and power from municipal solid waste: current status and issues in south Korea. Energies 6:45–57
Agon N (2015) Development and study of different numerical plasma jet models and experimental study of plasma gasification of waste. Ghent University, Gent
Messenger B (2016) Air products to ditch plasma gasification waste to energy plants in teesside. In: Waste management world, 4 May. https://waste-management-world.com/a/air-products-to-ditch-plasma-gasification-waste-to-energy-plants-in-teesside. Accessed 24 June 2017
Willis KP, Osada S, Willerton KL (2010) Plasma gasification: lessons learned at Ecovalley WTE facility. In: Proceedings of the 18th annual North American waste-to-energy conference. Orlando
Taylor MR, Rubin ES, Hounshel DA (2005) Control of SO2 emissions from power plants: a case of induced technological innovation in the U.S. Technol Forecast Soc Chang 72:697–718
EPA (2016) Mercury and air toxics standards: cleaner power plant. US EPA, 10 June. https://www.epa.gov/mats/cleaner-power-plants. Accessed 16 April 2017
Brown TD, Smith DN, O’Dowd WJ, Jr RAH (2000) Control of mercury emissions from coal-fired power plants: a preliminary cost assessment and the next steps for accurately assessing control costs. Fuel Process Technol 65–66:311–341
Zaman AU (2010) Comparative study of municipal solid waste treatment technologies using life cycle assessment method. Int J Environ Sci Tech 7(2):225–234
EPA (1999) Nitrogen oxides (NOx), why and how they are controlled. US EPA, Research Triangle Park
Mountouris A, Voutsas E, Tassios D (2006) Solid waste plasma gasification: equilibrium model development and exergy analysis. Energy Convers Manag 47:1723–1737
Caton JA (2012) The thermodynamic characteristics of high efficiency, internal-combustion engines. Energy Convers Manag 58:84–93
Pereira MS (2004) Polychlorinated dibenzo-p-dioxins (PCDD), dibenzofurans (PCDF) and polychlorinated biphenyls (PCB): main sources, environmental behaviour and risk to man and biota. Quim Nova 27(6):934–943
Dyke P, Coleman P, James R (1997) Dioxins in ambient air, bonfire night 1994. Chemosphere 34(5–7):1191–1201
Kulkarni PS, Crespo JG, Afonso CA (2008) Dioxins sources and current remediation technologies—a review. Environ Int 34:139–153
Dopico M, Gómez A (2015) Review of the current state and main sources of dioxins around the world. J Air Waste Manag Assoc 65(9):1033–1049
Addink R, Olie K (1995) Role of oxygen in formation of polychlorinated dibenzo-p-dioxins/dibenzofurans from carbon on fly ash. Environ Sci Technol 29:1586–1590
Buekens A, Cornelis E, Huang H, Dewettinck T (2001) Fingerprints of dioxin from thermal industrial processes. Chemosphere 40:1021–1024
UCR (2009) Evaluation of emissions from thermal conversion technologies processing municipal solid waste and biomass. BioEnergy Producers Association, Los Angeles
Wielgosiński G (2011) The reduction of dioxin emissions from the processes of heat and power generation. J Air Waste Manag Assoc 61:511–526
Lundin L, Jansson S (2014) The effects of fuel composition and ammonium sulfate addition on PCDD, PCDF, PCN and PCB concentrations during the combustion of biomass and paper production residuals. Chemosphere 94:20–26
Lechtanska P, Wielgosinski G (2014) The use of ammonium sulfate as an inhibitor of dioxin synthesis in iron ore sintering process. Ecol Chem Eng S 21(1):59–70
UNEP (2008) Guidelines on best available techniques and provisional guidance on best environmental practices relevant to Article 5 and Annex C of the Stockholm convention on persistent organic pollutants. United Nations Environment Programme, Geneva
Yoshida K, Yamamoto T, Kuroki T, Okubo M (2009) Pilot-scale experiment for simultaneous dioxin and NOx removal from garbage incinerator emissions using the pulse corona induced plasma chemical process. Plasma Chem Plasma Process 29:373–386
Kamińska-Pietrzak N, Smoliński A (2013) Selected environmental aspects of gasification and co-gasification of various types of waste. J Sustain Mining 12(4):6–13
Buekens A, Huang H (1998) Comparative evaluation of techniques for controlling the formation and emission of chlorinated dioxinsrfurans in municipal waste incineration. J Hazard Mater 62:1–33
Nifuku M, Horvath M, Bodnar J, Zhang G, Tanaka T, Kiss E, Woynarovich G, Katoh H (1997) A study on the decomposition of volatile organic compounds by pulse corona. J Electrost 40, 41:687–692
Obata S, Fujihira H (1998) Dioxin and NOx control using pilot-scale pulsed corona plasma technology. Combust Sci Technol 133:3–11
Zhou Y, Yan P, Cheng Z, Nifuku M, Liang X, Guan Z (2003) Application of non-thermal plasmas on toxic removal of dioxin-contained fly ash. Powder Technol 135–136:345–353
Mitoma Y, Egashira N (2004) Approach to highly efficient dechlorination of PCDDs, PCDFs, and coplanar PCBs using metallic calcium in ethanol under atmospheric pressure at room temperature. Environ Sci Technol 38:1216–1220
Ratafia-Brown J, Manfredo L, Hoffmann J, Ramezan M (2002) Major environmental aspects of gasification-based power generation technologies. US DOE, NETL, Morgantown
Themelis NJ (2006) Thermal treatment review. In: Waste management world, July–August, pp 37–45
Psomopoulos C, Bourka A, Themelis N (2009) Waste-to-energy: a review of the status and benefits in USA. Waste Manag 29:1718–1724
Lauber J, Morris ME, Ulloa P, Hasselriis F (2006) Comparative impacts of local waste to energy versus long distance disposal of municipal waste. In: AWMA conference. New Orleans
Acknowledgements
This work was supported, in part, by Oklahoma Agricultural Experiment Station and Indonesia Endowment Fund for Education (LPDP).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Indrawan, N., Kumar, A., Kumar, S. (2018). Recent Advances in Power Generation Through Biomass and Municipal Solid Waste Gasification. In: De, S., Agarwal, A., Moholkar, V., Thallada, B. (eds) Coal and Biomass Gasification. Energy, Environment, and Sustainability. Springer, Singapore. https://doi.org/10.1007/978-981-10-7335-9_15
Download citation
DOI: https://doi.org/10.1007/978-981-10-7335-9_15
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-7334-2
Online ISBN: 978-981-10-7335-9
eBook Packages: EnergyEnergy (R0)