
Abstract
Gasification is a thermochemical process, which converts solid biomass in oxygen-deficient environment into combustible producer gas. The products of gasification are used for thermal applications, electricity generation of combined thermal and electrical power outputs (cogeneration). The updraft gasifier reactor was designed for 4–10 kg/h fuel consumption rates with the thermal capacity of 10,000–25,000 kcal/h. Combustion chamber of producer gas and shell and tube type heat exchanger was designed and developed. The performance of the designed updraft gasifier-based heat exchanger was evaluated at different fuel consumption rates (4, 6, 8 and 10 kg/h) and air flow rates (200, 300, 400, and 500 m3/h) using various biomass fuels. Diameter of reactor, height of reactor, area required, and volume of reactor for the updraft biomass gasifier were 0.40 m, 1.00 m, 0.1256 m2, and 0.1256 m3, respectively. The amount of carbon monoxide (CO), hydrogen (H2), methane (CH4), and calorific value of producer gas were decreased with the increase in fuel consumption rates. The maximum and minimum gasifier efficiency were found as 79.24, 80.11, and 69.18% and 75.88, 73.97, and 62.43% for maize cobs, Prosopis juliflora, and saw dust briquettes, respectively. The maximum heat exchanger effectiveness was found as 70.45, 74.88, and 74.73% at 4 kg/h fuel consumption rate and 500 m3/h air flow rate using maize cobs, P. juliflora, and saw dust briquettes, respectively. The maximum hot air temperature 89, 92, and 83 °C was measured at 10 kg/h fuel consumption rate and 200 m3/h air flow rate using all three fuels. The biomass gasification-based heat exchanger system is suitable for thermal application.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Energy is a key input for technological, industrial, social, and economical development of a nation. A large number of consumers in domestic, agricultural, commercial, and industrial sectors are faced with a situation of energy availability that is characterized by inadequate quantity, poor quality, unaffordability, unsustainability, and negative environmental consequences. The challenge for the country is ensuring affordable clean energy for all in a sustainable manner. Agriculture and energy have always been tied by close links, but the nature and strength of the relationship have changed over time. The link between agriculture and energy output markets weakened in the twentieth century as fossil fuels gained prominence in the transport sector. The use of renewable resources would contribute to a country’s economic growth, especially in developing countries, many of which have abundant biomass and agricultural resources that provide the potential for achieving self-sufficiency in materials. Biomass is an important type of renewable energy fuel source for electrical or thermal power production. Biomass includes agricultural residues, urban wastes even sewage sludge waste and it contributes a significant share of global primary energy consumption and its importance is likely to increase in future world energy scenarios (Vasudevan et al. 2005). Biomass used as fuel for energy production in heating or electricity generating applications, biomass is the fourth primary energy sources after coal, oil, and natural gas accounting for about 14% of the world’s total energy supply.
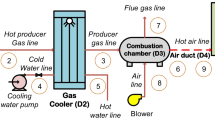
There are three methods to convert biomass material into a useful form of energy, viz. the direct combustion, the biological conversion, and the thermochemical conversion (Zainal 1996). Gasification is a thermochemical process, which converts the solid biomass in oxygen-deficient environment into combustible producer gas. The products of gasification are used for thermal applications, electrical generation, or combined thermal and electrical power outputs (cogeneration). For thermal applications, the drying process is one of the biggest challenges for many industries to get a cheap and clean heat source; for example, timber drying and food processing. The major combustible components of producer gas are carbon monoxide, hydrogen, methane, and hydrocarbons. Organic byproducts are readily available in agricultural and agro-industrial sectors (Vyas 2003). The shell and tube type heat exchanger are closed coupled with the updraft gasifier for hot air generation for drying of the agricultural as well as industrial products. The air in the shell side passes across the vertically placed tubes and the hot flue gases in the tube side with two passes. The hot gases from the combustion chamber of producer gas will be induced up and down through the tubes of the heat exchanger using a draft fan fixed in the exhaust of the chamber. Gas-to-air heat exchanger will be used to heat up clean air as a thermal power output for drying process, space heating, or any other thermal process.
The small, rural-forested communities have the economic need to develop a wood products industry to replace the loss of large saw mills and maintain forest health. The potential of using producer (wood) gas to fire a hot water boiler for a small dry kiln capable of drying both softwood and hardwood lumber (Bergman 2005). The externally fired “turbo charger based” micro-gas turbine using biomass fuel in a small-scale flexible unit which could be used in the simple form without the electrical generator to fulfill the industrial demands of a cheap and clean hot air for different drying processes (Alattab and Zainal 2006). The gross efficiency of the micro-gas turbine depends on output power but not on the gas heating value, within our measurement accuracy of a gas engine (Rabou et al. 2007). The Olive mill technology generates a variety of biomass wastes: olive pits/stones and remaining pomace resultant from olive oil extraction. Thermodynamic calculations evaluate the optimum operating parameters of a small-scale gasification system. Simulation results showed the most important operating parameters are turbine inlet temperature (TIT), pressure ratio (PR) and hot side temperature difference of the heat exchanger (HTHE). High electric efficiency (20%) and overall efficiency (65%) were achievable with such a system (Vera et al. 2011).
A biomass gasifier coupled with the combustion chamber for heating air, which can be used for the thermal conditioning of poultry houses, drying of agricultural products, etc. The gasifier was capable of generating synthesis gas using firewood with different dimensions that, burned in a close coupled combustion chamber, efficiently generates clean warm air that can be used for agricultural purposes, such as space heating for broilers or grain drying (Silva et al. 2014).
Drying is a major heat energy consuming operation in agro processing industries. The potential problems associated with solar drying such as the inability of commercial and community producers to process agricultural and fishery products during inclement weather conditions and night time, a biomass fuelled energy source integrated to the dryer as a separate component will solve the weather dependent conditions. The heat energy obtained from combustion of biomass can be used directly or supplied through carriers like steam and hot air. With the development of technology for drying of food and agricultural products supply of hot air at reasonable cost and controlled temperatures and in regulated quantity has become extremely important. The design and development of a producer gas-based heat exchanger to generate hot air for drying application is discussed in this paper.
Methodology
Physical Properties and Proximate Analysis of Different Biomass
Available biomass namely maize cobs, Prosopis juliflora, and biomass briquettes considered for gasification material. The physical properties (i.e., size, bulk, and true density) and proximate analysis (i.e., moisture content, volatile matter, ash content, and fixed carbon) were determined using ASAE (ASTM 1983) and ASTM (ASABE 2006) standards for maize cob, P. juliflora, and biomass briquettes as fuel used in updraft gasifier. The calorific value of biomass was measured using advanced bomb calorimeter.
Performance Evaluation of Updraft Gasifier
The updraft gasifier is designed and developed at Department of Renewable Energy Engineering, College of Agricultural Engineering & Technology (CAET), Anand Agricultural University, Godhra. The gasifier has a single-stage chamber namely, gasifier-gasification chamber. This part is made of a mild steel sheet. It is a batch-feeding gasifier system, biomass feeding port is placed on the top of the gasifier chamber to feed the biomass into the gasifier and it is fit by clamp and isolated cover. Air is supplied with control valve to the gasification chamber at almost atmospheric pressure. The flow of air is passing through a bottom of the grate to provide a good mixing with the gases from the gasifier chamber. An incomplete combustion in the gasification chamber creates a very hot zone which pushes the gases upward and creates a stack effect which creates a vacuum pressure in the gasifier chamber and pulls the air through a controlled air intake in the down side and into the gasifier chamber to complete the gasification process. The schematic diagram of the experimental setup of the biomass updraft gasifier is shown in Fig. 1.

Actual photographic view of updraft gasifier
Development of Single Pass Shell and Tube Type Heat Exchanger
The high-temperature heat exchanger (HTHE) is the key to the success in the externally fired gas turbine (EFGT). It is required to transfer heat from the heat source like combustion chamber or furnace to the working fluid for the thermal application. At the higher temperature, the heat exchanger can provide the higher system efficiency (Perry 1963). The high-temperature heat exchanger had been designed and the design was based on single pass shell and tube type heat exchanger. The combustion gas temperature is assumed to be in the range of 500–1000 °C and the air temperature after the heat exchanger is assumed to be in the range of 60–240 °C. Different size air flow rates of the air blower were used to study the performance of the biomass gasifier-based heat exchanger for different fuels and fuel consumption rates. The shell and tube type heat exchanger for thermal application was thermally designed by trial and error calculations using the Kern method (Kern 1965).
Heat transfer area (A) required:
where
- A :
-
Heat transfer area, m2
- Q :
-
Heat duty of the exchanger, kcal/s
- \( U_{{o,{\text{assm}}}} \) :
-
Overall heat transfer coefficient, kcal/h m2 °C
- LMTD:
-
Log Mean Temperature difference, °C
- F T :
-
Correction factor
Number of tubes (n t) required to provide the heat transfer area (A):
where
- n t :
-
Number of tubes
- d i :
-
Inside tube diameter, m
- d o :
-
Outside tube diameter, m
- L :
-
Tube length, m
The thermal performance of heat exchanger, effectiveness of the heat exchanger (ε) was calculated from Eq. 4:
where
- C air :
-
Heat capacity rate for air, kcal/kg °C
- C gas :
-
Heat capacity rate for gas, kcal/kg °C
C min is the minimum heat capacity rate and it is equal to C air in this design, it was calculated from Eq. 5:
To calculate the efficiency of the heat exchanger, the mass flow rate of the hot combustion gases were calculated from Eq. 6:
Total thermal power of the combustion gases (Q combustion gases) was calculated from Eq. 7:
Thermal power transferred to the hot air (Q air) through heat exchanger was calculated from Eq. 8:
Efficiency of the heat exchanger (η HE) was calculated from Eq. 9:
In order to understand the main factors affecting the heat exchanger efficiency (ε), Eq. 4 was simplified into Eq. 10:
The detailed design drawing and photographic view of the shell and tube type heat exchanger are shown in Figs. 2 and 3, respectively.

Detail drawing of shell and tube type heat exchanger

Actual photographic view of shell and tube type heat exchanger
Results and Discussion
Physical Properties and Proximate Analysis of Different Biomass
Physical properties of different biomass in terms of length, diameter, bulk density, and true density were determined. The average physical properties and proximate analysis of maize cobs, P. juliflora, and saw dust briquettes are shown in Table 1. The calorific value of different biomass indicated good characteristics for gasification because higher heat generated during combustion leads to high temperature in gasification, i.e., reaction zone.
Design Parameters of Updraft Biomass Gasifier and Shell and Tube Type Heat Exchanger
Table 2 shows the data on diameter of reactor, height of reactor, fuel consumption rate, specific gasification rate, volume of reactor, diameter and height of heat exchanger, number of tubes, inside and outside diameter of the tube designed, and development for experimentation.
Effect of Fuel Consumption Rate on Producer Gas Composition and Calorific Value for Various Biomass
The producer gas composition at different fuel consumption rates, i.e., 4, 6, 8, and 10 kg/h using different biomass is shown in Fig. 4. The value of CO, H2, and CH4 was decreased with increase of fuel consumption rates. It could be seen from the statistical analysis that the producer gas composition was found statistically significant on 5% level of significance.

Variation in producer gas compositions with fuel consumption rates using different biomass
The calorific value of producer gas and efficiency of gasifier at different fuel consumption rates, i.e., 4, 6, 8, and 10 kg/h using different biomass are given in Table 3. The gasifier efficiency was decreased with increase in fuel consumption rate due to decrease in calorific value of the producer gas.
Effect of Air Flow Rate, Fuel Consumption Rate, and Gas Flow Rate on Air Outlet Temperature of Heat Exchanger
Variations in air outlet temperature of the heat exchanger at different fuel consumption rates and air flow rates using different biomass are tabulated in Table 4. It can be seen that value of air outlet temperature of the heat exchanger was increased with increase in fuel consumption rate but decreased with increase in air flow rates. The effect of interaction of these factors on air outlet temperatures was found statistically significant on 5% level of significance.
Effect of Air Flow Rate, Fuel Consumption Rate on LMTD, Heat Transfer Area, and Heat Exchanger Effectiveness Using Different Biomass
The variation in LMTD (log mean temperature difference) of the heat exchanger with fuel consumption rate and air flow rate using different biomass is shown in Fig. 5. The LMTD of the heat exchanger was increased with increase in fuel consumption rate but decreased with increase in air flow rate. The effect of interaction of these two factors on LMTD was found statistically significant on 5% level of significance.

Variation in LMTD of the heat exchanger with fuel consumption rate and air flow rate using different biomass
The variation in heat transfer area of the heat exchanger with fuel consumption rate and air flow rate using different biomass are shown in Fig. 6. The value of heat transfer area of the heat exchanger was decreased with increase in fuel consumption rate but increased with increase in air flow rate. The air flow rate and fuel consumption rate increased, the heat transfer area was found statistically significant on 5% level of significance.

Variation in heat transfer area of the heat exchanger with fuel consumption rate and air flow rate using different biomass
The variation of heat exchanger effectiveness with fuel consumption rate and air flow rate using different biomass are shown graphically in Fig. 7. The heat exchanger effectiveness was varied in between 60.99–70.45; 64.87–74.88 and 68.38–74.73% at all the levels of fuel consumption rates, i.e., 4, 6, 8, and 10 kg/h and air flow rates, i.e., 200, 300, 400, and 500 m3/h using maize cobs, P. juliflora, and saw dust briquettes, respectively. The minimum heat exchanger effectiveness 60.99, 64.87, and 68.38% was obtained at 10 kg/h fuel consumption rate and 200 m3/h air flow rate. The maximum heat exchanger effectiveness 70.45, 74.88, and 74.73% was obtained at 4 kg/h fuel consumption rate and 500 m3/h air flow rate. The heat exchanger effectiveness increased with increase in air flow rate and decreased with decrease in fuel consumption rate.

Variation in heat exchanger effectiveness with fuel consumption rate and air flow rate using different biomass
Effect of Air Flow Rate and Fuel Consumption Rate on Dryer Inlet Hot Air Temperature Using Different Biomass
The variation in dryer inlet hot air temperature with fuel consumption rate and air flow rate using different biomass is shown in Fig. 8. The dryer inlet hot air temperatures were varied in between 66–89; 69–82 and 62–83 °C at all the levels of fuel consumption rates, i.e., 4, 6, 8, and 10 kg/h and air flow rates, i.e., 200, 300, 400, and 500 m3/h using maize cobs, P. juliflora, and saw dust briquettes, respectively. The dryer inlet hot air temperatures were increased with increase in fuel consumption rates but decreased with increase in air flow rates. The air flow rate and fuel consumption rate were increased, the dryer inlet hot air temperature was found statistically significant on 5% level of significance.

Variation in dryer inlet hot air temperatures with fuel consumption rate and air flow rate using different biomass
Conclusion
The producer gas-based heat exchanger was designed and evaluated using different biomass for drying application. The physical properties and proximate analysis of the different biomass show good fuel value for the developed gasifier. Diameter of reactor, height of reactor, area required, and volume of reactor were computed for maize cobs, P. juliflora, and saw dust briquettes used in the updraft biomass gasifier as 0.40 m, 1.00 m, 0.1256 m2, and 0.1256 m3, respectively. The amount of carbon monoxide (CO), hydrogen (H2) and methane (CH4), and calorific value of producer gas were decreased with increase in fuel consumption rate. The minimum gasifier efficiency of 75.88, 73.97, and 62.43% was found at the fuel consumption rate of 10 kg/h respectively using maize cobs, P. juliflora, and saw dust briquettes as fuel in the system. The minimum and maximum heat exchanger effectiveness 60.99, 64.87, and 68.38% and 70.45, 74.88, and 74.73% was obtained at 10 and 4 kg/h fuel consumption rate and 200 and 500 m3/h air flow rate, respectively, using maize cobs, P. juliflora, and saw dust briquettes. The minimum hot air temperature of the dryer 66, 69, and 62 °C was measured at 4 kg/h fuel consumption rate and 500 m3/h air flow rate, respectively, using maize cobs, P. juliflora, and saw dust briquettes. The maximum hot air temperature 89, 92, and 83 °C was measured at 10 kg/h fuel consumption rate and 200 m3/h air flow rate using maize cobs, P. juliflora, and saw dust briquettes, respectively. From the above, it can be concluded that the producer gas base heat exchanger is good for thermal application.
References
Alattab KA, Zainal ZA (2006) Externally fired gas turbine for small scale power unit/hot air production unit for drying processes using biomass fuel. In: International conference on energy and environment, 28–29 Aug 2006. University Tenaga National, Kuala Lumpur, Malaysia
ASABE (2006) ANSI/ASAE S424.1—method of determining and expressing particle size of chopped forage materials by screening. ASABE Standards, St. Joseph, MI:—American Society of Agricultural and Biological Engineers, pp 619–621
ASTM (1983) Annual book of ASTM standards. American Society for Testing of Materials, Philadelphia, p 19103
Bergman RD (2005) Small scale lumber drying using wood gasification as heat source. Western Dry Kiln Association, pp 40–46
Kern DQ (1965) Process heat transfer, Int. edn. McGraw-Hill Book Company
Perry JH (1963) Chemical engineer’s handbook, 4th edn. McGraw Hill book Company, New York
Rabou LPLM, Grift JM, Conradie RE, Fransen S, Verhoeff F (2007) Micro gas turbine operation with biomass producer gas. In: Contribution to the 15th european biomass conference, Berlin
Silva JND, Zanata FL, Scholz V, Galvarro SFS (2014) Biomass gasifier coupled to a gas combustion chamber and it’s potential for thermal conditioning of poultry house and grain drying. In: International conference of agricultural engineering (AgEng), Zurich, 06–10.07.2014. www.eurageng.eu
Vasudevan P, Sharma S, Kumar A (2005) Liquid fuel from biomass: an overview. J Sci Ind Res 64:822–831
Vera D, Jurado F, Carpio J (2011) Study of a downdraft gasifier and externally fired gas turbine for olive industry wastes. Fuel Process Technol 92:1970–1979
Vyas DK (2003) Studies on biomass gasification for power generation. Unpublished M.Tech. thesis, College of Agricultural Engineering and Technology, Gujarat Agricultural University, Junagadh
Zainal ZA (1996) Performance and characteristics of a biomass gasifier. Ph.D. thesis, University of Wales, Cardiff, United Kingdom
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Vyas, D.K., Kapdi, S.S., Gaur, M.L. (2018). Design and Development of Producer Gas-Based Heat Exchanger for Drying Application. In: Singh, V., Yadav, S., Yadava, R. (eds) Energy and Environment. Water Science and Technology Library, vol 80. Springer, Singapore. https://doi.org/10.1007/978-981-10-5798-4_21
Download citation
DOI: https://doi.org/10.1007/978-981-10-5798-4_21
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-5797-7
Online ISBN: 978-981-10-5798-4
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)