
Abstract
Paddy parboiling in rice industries is an energy-intensive process that requires huge attention for energy conservation, fuel economy, and sustainability. Thus, several research initiatives have been undertaken to adopt a suitable energy conversion system in such industries to improve thermal efficiency and reduce environmental impact. In this study, exergy performance and exergy-based sustainability indicators have been investigated on a reversible bed paddy dryer coupled with a rice husk-fuelled downdraft gasifier. The experiment was conducted at the optimum operating conditions such as an equivalence ratio of 0.2 in the gasifier and a drying air temperature of 80℃ in the dryer. The exergy efficiency of the reversible bed dryer and the gasifier were 65.53% and 70.92% respectively. The lowest exergy efficiency of 35.29% was seen in the combustion chamber since a huge exergy destruction of 2.75 kW occurred. Therefore, the combustion chamber has a high potential improvement of about 1.66 kW. Due to less exergy destruction, the gas cooler and air duct showed high exergy efficiency of 62.36% and 76.2% respectively and the lowest values in exergy-based sustainability indicators. The assessment of environmental and sustainability factors on each component showed that the combustion chamber has a high waste exergy ratio of 0.688, environment effect factor of 1.95, exergy destruction coefficient of 0.69, and exergy sustainability index of 0.51.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Parboiling is an essential and energy-intensive process that is done in the parboiling industries to produce cooking rice. The increase in population increases the rice demand, and hence, the energy consumption in the parboiling mills also increases. Paddy is being parboiled in traditional and modern mills using biomass such as rice husk and firewood to generate steam for parboiling and hot air for drying. The less efficient equipment in the mills leads to huge fuel consumption and pollution (Beno Wincy and Edwin 2020; Chakrovorty et al. 2020). Research in modifying the processing equipment and development of new equipment is undergoing to reduce fuel consumption and improve energy efficiency, and sustainability (Kwofie et al. 2017a; Kumar et al. 2022; Das et al. 2023). To identify the loss in the thermal system, each equipment is to be analyzed separately (Compton and Rezaie 2017). The exergy study provides valuable insights into the quality of energy utilized and lost in each system component, aiding in the design and optimization of energy systems. To evaluate the possibility of improving the exergy efficiency of various system components, one of the most important concepts in exergy analysis is the Potential Improvement (PI). The PI quantifies the amount that a component’s energy efficiency may be increased compared to its existing state. The sustainability of the system can also be assessed with the exergy performance. Several kinds of literature analyze the exergy performance of boilers or steamers, pipelines, heat exchangers, dryers, and furnaces operated with biomass that are used for paddy drying. It reports the part of the system which needs more attention on improvement.
In a cheese powder-making process, a spray dryer was operated between 160℃ and 230℃ with an exit air temperature between 60℃ and 100℃. It reported that the exergy efficiency was in the range of 2.66 to 6.0% and the potential improvement (PI) was between 7.54 kW and 10.96 kW. It was mentioned that higher inlet temperature and lower outlet temperature should be maintained to achieve higher exergy efficiency (Erbay and Koca 2012). It was reported that the exergy performance of the dryer strongly depends on the particle size, temperature, velocity, and quantity processed (Prommas et al. 2010). An experiment on chilly and ginger drying in a solar tunnel dryer under the drying temperature of 42–61℃ and 37–57℃ for 42 h and 33 h showed that the exergy inflows were less than 0.031 kW and 0.023 kW, and the average exergy efficiency of the dryer was observed as 63% and 43% respectively (Rabha et al. 2017). A lab-scale convective type paddy dryer showed 32.64–67.75% exergy efficiency and the sustainability index between 1.05 and 1.42 at temperatures 40, 50, and 60℃ and air velocities 0.5, 0.8, and 1.1 m/s. Whereas, the PI was very low between 0.132 kW and 0.252 kW (Beigi et al. 2017). In a plug flow fluidized bed paddy drying process, the exergy efficiency of the drying chamber was between 4.18% and 12.0% with a PI of 0.762–1.33 kW (Khanali et al. 2013).
In an industrial pasta production dryer, an exergy efficiency of 2.96% was observed and found that the dryer had a potential of 165.54 kW exergy for improvement (Colak et al. 2013). In a solar-operated dryer, the dryer showed a mean exergy efficiency of 53.57% and a PI of 0.04 kW in potato drying (Kesavan et al. 2019). During the banana drying process, the natural convection solar dryer performed with 7.4–45.32% exergy efficiency when the exergy inflow was between 3.36 kJ/kg and 25.21 kJ/kg and had an average efficiency value of 21.57% (Lingayat et al. 2020). A mixed-flow dryer operated with a heat pump for peanut drying showed an average exergy efficiency of 34.5% whereas the improvement potential shows an opposite trend of the exergy efficiency (Yan et al. 2022). In a solar dryer, the exergy efficiency was found below 18% whereas the exergy inflow and outflow of the dryer were lower than 50 kW and 14 kW respectively (Rao and Sivalingam 2023). The highest dryer exergy efficiency of 78.2% was recorded during the drying of myrobalan in a solar dryer with a thermal storage system (Kondareddy et al. 2023). Likewise, several kinds of literature investigated the exergy performance and PI on various dryers used for paddy and other food drying. However, no literature is available on the assessment of the exergy-based sustainability of paddy dryers.
An investigation on an industrial furnace operated by natural gas showed that 72.63% of exergy is lost in the furnace providing a low exergy efficiency of 27.73% and sustainability index of 1.38. It also reported that the industrial furnace had an environmental destruction index of 3.65 and an environmental benign index of 0.38 (Chowdhury et al. 2021). A maximum of 86.4% exergy destruction was observed in a biomass-fired furnace component of a boiler (Azami et al. 2018). In the author’s previous work on the exergy analysis of a boiler driven by a gasifier, the gasifier performed with an exergy efficiency of 71% when fuelled with rice husk at the equivalence ratio of 0.25. It was also mentioned that the combustor in the boiler had higher exergy destruction than all other components (Beno Wincy et al. 2020, 2022). The maximum exergy efficiency of the gasifier fuelled with rice husk was found at the equivalence ratio of 0.25 (Zhang et al. 2015). Kwofie et. al. developed an integrated parboiling system consisting of a rice husk combustor, steamer, and dryer. The system had a very low exergy efficiency of 10.93% which was due to the exergy loss of around 60% in the combustor (Kwofie et al. 2017b). The huge difference in the ambient and combustion chamber could be the cause of huge exergy destruction. Hence, efforts on improvements in the combustion chamber must be concentrated (Saidur et al. 2010; Li et al. 2015; Terhan and Comakli 2017). Table 1 shows the data that have been gathered from other literature works to compare exergy efficiency, potential improvement, sustainability index, and other factors between different thermal systems.
Several works reported on the exergy performance and the sustainability of the dryer, and gasifier systems. However, to the authors’ knowledge, no studies have addressed the exergy-based sustainability of gasifier-operated dryer systems. Therefore, the primary goal of this study is to address the exergy performance and exergy sustainability with various sustainability indicators of a gasifier-operated dryer system. The analysis includes the waste exergy ratio, environmental effect factor, exergy destruction coefficient, exergy sustainability index, and exergy recoverability ratio of the gasifier-operated dryer system.
System description and procedure
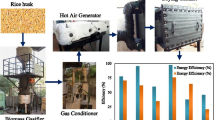
A pilot-scale reversible bed dryer driven by a biomass gasifier system (BGRD) was developed to dry the parboiled paddy. Rice husk was used as fuel in the gasifier. The schematic diagram of the experimental setup is shown in Fig. 1. The system consists of five components: biomass gasifier (D1), gas cooling system (D2), combustion chamber (D3), air duct (D4), and reversible bed dryer (D5). The component D5 has a capacity of 30 kg parboiled paddy per batch. The operation of D5 is quite different from the other dryers. The direction of air movement has to be reversed from top to bottom and vice versa at a proper interval to perform uniform drying and maintain constant temperature difference in the bed which results in less energy consumption, and high head rice yield (Wincy et al. 2023). D1 was used to generate the producer gas from the rice husk without any pretreatment. From the author’s previous study, an equivalence ratio of 0.2 was identified as optimum for gasifying rice husk in the downdraft gasifier (Beno Wincy et al. 2020). The same equivalence ratio was maintained during the experiment by keeping a constant fuel and air supply computed based on the stoichiometric air and fuel required for complete combustion. Due to this, the calorific value of producer gas had an average value of 4.9 MJ/m3 and the gasification temperature was also maintained at an average of 840℃. The D2 component is a wet scrubber that cools down the hot producer gas to room temperature to reduce the thermal stress in the gas blower. It reduced the sensible heat of the gas where the calorific value of the gas was not affected. D3 is a box-type chamber in which air is passed to increase its temperature. Baffles were provided in the inside wall of the D3, which is exposed to the producer gas flame, to enhance the heat transfer between the hot surface exposed to the flame and the air. The producer gas was burned at the bottom of D3 using a producer gas burner with a proper air supply. The advantage of adopting a gasifier in drying is that the drying air temperature can be easily maintained in a narrow range by controlling the gas flow rate. In this experiment, an average drying temperature of 80 °C was maintained in the drying air. The drying condition was set for the optimum performance parameters as discussed in the author’s previous work (Wincy et al. 2022).

Schematic representation of gasifier-operated dryer system
Before the experiment, paddy was parboiled in the laboratory using a producer gas-operated steamer as per the common procedure followed by the local parboiler. The parboiled paddy is then transferred to D5 after tempering. The initial moisture content was found from the paddy sample using the hot oven technique in which the wet paddy was kept in the oven at 105℃ for 24 h (Wincy et al. 2024). After loading the dryer with parboiled paddy, components D1 to D3 are operated systematically to supply hot air from D3. The weight loss was monitored throughout the experiment at an interval of 15 min and at that time the direction of air was also reversed. The calorific value and exergy ratio of the rice husk depends on its chemical composition. The results of the ultimate and proximate analyzes are listed in Table 2, and the chemical composition of rice husk was thus analysed per the ISO standards. The experiment was continued until the final moisture content of 14% was reached. The weight change in paddy was noted every 15 min and the reduction in moisture content of paddy was observed using the following relation (Tohidi et al. 2017). This helped to attain the desired moisture content of the paddy.
During the experiment, the temperature of air to D1, producer gas temperature before and leaving D2, water entering and leaving D2, air entering D3, flue gas leaving D3, air entering and leaving D4, air entering and leaving D5 were recorded. Moreover, the air and gas mass flow rates were also noted. The reference environment is important in evaluating the exergy utilization. The reference environment must be in stable equilibrium and should act as an infinite system. With the slight exception of Gaggioli and Petit’s model, which Dincer and Saidur support (Dincer et al. 2004; Saidur et al. 2010) and according to weather pattern in Tamil Nadu, the ambient temperature (T0) and atmospheric pressure (P0) are considered as 25℃ and 100 kPa respectively.
Analysis
Exergy performance
For the components, D1 to D5 shown in Fig. 1, the exergy at the inlet, outlet, exergy destroyed, exergy efficiency, and various sustainability indicators have been evaluated by considering the following assumptions.
-
1.
The processes in all the components take place in steady-state conditions.
-
2.
Negligible potential and kinetic energy in the system.
-
3.
Air behaves as an ideal gas and hence its specific heat capacity is constant.
-
4.
Ambient conditions (Temperature = 25℃ and pressure = 100 kPa) remain the same during the experiment.
-
5.
The heat input and heat output are considered constant in all the components.
-
6.
Gasification is considered as isothermal and at equilibrium conditions.
-
7.
Constant gas composition is obtained throughout the process.
The general exergy balance of a system is given by, (Bareen et al. 2023)
The exergy efficiency of component D1 is determined from the exergy in the supplied rice husk and the exergy in the generated gas and is expressed as, (Xiang et al. 2021)
The exergy efficiency of D2 is calculated by accounting for the exergy input through hot producer gas and cooling water and the exergy leaving the D1 through the cold gas and the outlet water and it is expressed as (Wincy and Edwin 2022)
The exergy efficiency of component D3 is determined using the exergy of cold producer gas burned, air supplied, and the hot air and flue gas leaving the component. The expression used is given, (Wincy and Edwin 2022)
The exergy efficiency of D4 is calculated by the exergy of air entering and leaving which can be expressed as (Wincy and Edwin 2022)
The exergy efficiency of D5 is calculated from the ratio of exergy utilized in the drying process to the exergy in the air supplied and it is expressed as, (Sarker et al. 2015)
The relations used to find the exergy of fluids at various points of the gasifier-operated reversible bed dryer system are given in Table 3.
Sustainability assessment
Exergy analysis helps to determine the effective utilization of energy resources and the effect of energy conversion equipment on the environment. The stringent international pollution norms have compelled us to conduct the exergy-based sustainability analysis in all industrial processes. It identifies the equipment with major loss and to which extent it affects sustainable development. To perform the sustainability analysis various indicators have been used to reveal the extent of environmental damage in the future concerning the present energy utilization. Concerning sustainable development in the paddy processing sector, the gasifier-operated reversible bed dryer system has been analyzed under five categories. They are potential improvement (PI), waste exergy ratio (WER), environmental effect factor (EEF), exergy destruction coefficient (EDC), and exergy sustainability index (ESI).
Potential improvement
The prime objective in sustainable development is to minimize the exergy destruction in the processing equipment. This can be achieved by minimizing the difference between the exergy supplied and the exergy utilized. The exergy which is recoverable at the equipment and that could improve the exergy efficiency is termed a potential improvement (PI). The PI in all the components in the system is determined by, (Beigi et al. 2017)
Waste exergy ratio
The exergy supplied to a system is wasted due to the inefficient conversion equipment and thus a low exergy output is produced. This waste exergy is subdivided into reusable and unusable exergy and its quantity is measured using the reusable exergy ratio and unusable exergy ratio respectively. In the micro approach, these exergies are also evaluated to increase the reusable waste exergy and minimize the unusable waste exergy to enhance environmental sustainability. The ratio of exergy wasted in the process to the exergy input is termed as waste exergy ratio (WER) which can be represented as, (Chowdhury et al. 2021)
Environmental effect factor
The environmental effect factor (EEF) is an important parameter which indicates the impact of the system on the environment using the unusable waste exergy and the exergy destroyed. The EEF value ranges from 0 to + \(\infty\). Which represents that the EEF value nearer to zero has less effect on the environment. Whereas a higher EEF value will have a large impact on the environment. The EEF can be calculated from the expression, (Midilli and Kucuk 2015)
Exergy destruction coefficient
An important component in determining the system’s beneficial impact on energy-based sustainability is the exergy destruction coefficient (EDC). The system’s beneficial role is to increase the targeted energy output, reduce irreversibility, and reduce waste energy outputs during operation. The reference value of EDC must approach “zero” for better exergy-based sustainability and it ranges between 0 to 1. The EDC is determined by the inverse of exergy efficiency and it is represented as, (Midilli and Dincer 2009)
Exergy sustainability index
The exergy sustainability index (ESI) is an important parameter to indicate how the energy source is effectively utilized in the system toward sustainable development in terms of the second law of thermodynamics. The ESI can be calculated from the inverse of the environmental effect factor which ranges between 0 to +\(\infty\) and the expression to find ESI is, (Aydin et al. 2014)
Experimental uncertainty
The following relation was used to calculate the effect of measuring equipment uncertainties on evaluating the performance parameters by the standard technique outlined in the literature (Holman 2000)
Based on the uncertainty in measurements, the total uncertainty in evaluating the exergy inflow, outflow, destroyed, efficiency, and PI of biomass gasifier is found as ± 0.703%, ± 0.699%, ± 0.638%, ± 2.62%, and ± 2.117% respectively. Likewise, the uncertainty in the parameters of the other components were determined and is found in an acceptable range.
Results and discussion
The exergy performance of the biomass gasifier-operated reversible bed paddy drying (BGRD) system was analyzed in terms of exergy input, exergy output, exergy destruction, exergy efficiency, and various exergy sustainability indicators in each component such as biomass gasifier (D1), gas conditioner (D2), combustion chamber (D3), air duct (D4), and drying chamber (D5). The potential improvement (PI), exergy-based sustainability indicators, such as waste exergy ratio (WER), environmental effect factor (EEF), exergy destruction coefficient (EDC), and exergy sustainability index (ESI), have been evaluated on each of the components and the results are portrayed and discussed. During the experiment, the necessary parameters such as temperature and mass flow rates of producer gas, ambient air, and drying air needed to evaluate the exergy performance were recorded and its uncertainty are given in Table 4.
The inflow, outflow and destroyed exergy in each component have been determined and are shown in Fig. 2. The exergy supplied through the fuel and air is 5.4 kW whereas at D5 the inlet exergy is 0.88 kW. It shows that around 84% of exergy is destroyed before the energy supplied to the component D5. In other words, 24% of the total exergy supplied to the system is only entered into the D5. This can be seen from Fig. 2 that the exergy supplied is decreased in the successive components. It is found that in D3, the exergy destruction is 2.57 kW which is around 47% of the exergy supplied to the system. This indicates that D3 has the maximum exergy destruction among the various components followed by D1 (1.58 kW) and D5 (0.58 kW). The reason for the huge exergy destruction in D3 is the large temperature difference between the temperature of air and producer gas entering D3 and the temperature inside D3. Also, the irreversibility associated with chemical reactions in producer gas combustion may contribute to the exergy destruction in D3. The exergy destruction is found to be 29.3%, 2.4%, 5.1%, and 10.7% in D1, D2, D4, and D5 respectively. To improve the overall exergy performance, the exergy destruction in the components D1, D3, and D5 have to be minimized. In the case of D1, the exergy destruction can be minimized by proper chamber insulation, and by preheating the gasifying medium by recovering the waste heat from the walls of D1. In D3, the optimization of design parameters and the insulation has to be considered to reduce the exergy destruction. This could also be encountered by preheating the air entering D3 by installing a waste heat recovery system to utilize the waste exergy taken away by hot flue gas. Whereas in D5, the improved tray design and effective utilization of heat leaving the D5 after the initial few hours (after the evaporation of surface moisture) to preheat the dryer inlet air could reduce the exergy loss. The overall exergy loss in the BGRD system is estimated as 5.14 kW.

Exergy inflow, outflow and destruction in the components and the system
Based on the exergy leaving a component and the exergy supplied to that component, the exergy efficiencies were determined and are plotted in Fig. 3. It is obvious that the lower the exergy destruction, the higher the exergy efficiency. Thus, the exergy efficiency in the overall system is found to be high in the D4 component (air duct) at 76.2%. This is because of the smaller surface area of component D4 when compared with the other components. Also, the exergy efficiency in the other components is found as 70.9% for D1, 65.63% for D5, and 62.36% for D2. When compared with previous literature, exergy efficiency in an industrial fluidized bed paddy dryer was found to be less than 58.14% (Sarker et al. 2015) and in a gasifier, it showed 46% when torrefied rice husk pellet was used (Manatura et al. 2017). This showed the outstanding performance of the components of the BGRD system. Component D3 has the lowest exergy efficiency with 35.29% as it has huge exergy destruction when compared with other components. It is reported that in a natural gas-fired boiler, the combustion chamber has the lowest exergy efficiency of 45.18% (Saidur et al. 2010) and in a rice husk fuelled combustor it was around 40% (Kwofie et al. 2017b). From this, it is understood that serious attention to component D3 must be paid to its design as well as operating parameters to improve its exergy performance. Since the D1 and D2 handle a significant amount of exergy in addition to other components, it is clear from Figs. 2 and 3 that they must be carefully addressed in the design and operation of the drying system to improve its overall exergy performance. Moreover, the exergy efficiency of the overall system is also evaluated and found to be 21.2%. The necessary improvements as discussed will considerably improve the overall exergy efficiency of the system.

Exergy efficiency of various components in the BGRD system
The Grassmann diagram is used to represent the exergy flow in each component of a system as shown in Fig. 4. It clearly shows the quantity of exergy utilized and destroyed in each component. Also, it portrays an easy way to understand which component the concentration must be kept more for the enhancement of exergy performance. It can also encompass the exergy inflow, outflow, and efficiency of all the components of the BGRD system. The exergy inflow to the BGRD system was 5.44 kW which has been utilized and destroyed in each component and at last 0.58 kW of exergy was left the system as exergy loss.

Grassmann diagram for exergy flow in BGRD system
The PI of the components in the BGRD system has been evaluated and is shown in Fig. 5. The higher the exergy destruction, the higher the potential for exergy recovery. From Fig. 5, it is found that the component D3 has the maximum potential to recover the exergy of 1.66 kW. Though component D1 handles huge exergy, the potential to recover the exergy loss is less which is 0.46 kW. This could be due to the extensive exergy performance of D1 when compared with the other components. Figure 5 shows that component D5 also has a significant potential in recovering the exergy of 0.2 kW. The components D2 and D4 show the least PI of 0.049 kW and 0.066 kW.

PI of various components in the BGRD system
The exergy-based sustainable parameters such as WER, EEF, EDC, and ESI of all the components have been evaluated and are depicted in Fig. 6 (a)–(d) respectively. The WER in a component represents the exergy lost in the component to the exergy supplied to it. To maintain sustainability, the WER must be equal or nearer to 1. Figure 6 (a) shows the WER of different components computed using Eq. 9. It denotes that WER is higher for D3 and followed by D5 with 0.688 and 0.66 respectively. This is due to the huge exergy destruction caused by these components. Further, the components D1 and D4 have WER of 0.29 and 0.24 respectively and D2 has the least WER of 0.033 due to its less exergy destruction. The optimization technique can be performed on each component to identify the best operational parameter targeting to bring down the value of WER nearer to zero. The calculated EEF of the components of the BGRD system is shown in Fig. 6 (b). It follows the same pattern of the WER among which component D3 has the highest EEF of 1.95 and D2 has the minimum EEF of 0.05. These implied that the D3 component has a high negative impact on the environment followed by D5 and D1. The EEF of the other components D1, D4, and D5 were found as 0.41, 0.31, and 0.99 respectively.

Exergy-based sustainability parameters (a) WER, (b) EEF, (c) EDC, and (d) ESI of various components in the BGRD system
The exergy destruction in a component is what controls the EDC. Therefore, the EDC must be maintained to a minimum while designing any energy conversion system. To achieve a sustainable performance, the value of EDC must be zero. However, in practice, the value of EDC approximates zero. From Fig. 6 (c), it is found that component D3 has the maximum EDC of 0.69 whereas the other components D1, D2, D4, and D5 have 0.29, 0.03, 0.24, and 0.66 respectively. This implies that component D3, i.e., the combustion chamber must be seriously considered more in improving sustainability and then followed by D5. In addition to that, for a clear study on sustainability, it is better to discuss the ESI of the component. It is obvious that the higher the ESI lower the environmental impact. Figure 6 (d) portrays that component D2, i.e., gas conditioner with ESI of 18.49 is found to be more sustainable and the other components D1 and D4 are also found to be significantly sustainable. Due to the high EEF and EDC, the ESI for component D3 i.e., the combustion chamber is the lowest with 0.51. Thus, towards sustainability, the system must have the least exergy destruction, which in turn reduces the WER, EDC, and EEF and increases the ESI.
Conclusions
The exergy performance and various sustainability factors of a biomass gasifier-operated reversible bed paddy dryer (BGRD) were investigated. To optimize the performance of the system, components must be modified to perform at low exergy destruction, PI, WER, EEF, EDC and high exergy efficiency and, ESI. However, the analyses show that the exergy destruction in D1 is 1.58 kW which is lesser than D3 with 2.57 kW. Due to the huge exergy destruction, component D3 has the lowest exergy efficiency of 35.29% whereas it is 70.92% in D1. Also, component D3 has a maximum environmental impact which can be understood from the lower values of the factors WER, EDC, and EEF with 0.688, 2.83, and 1.95 respectively. It has a high PI of 1.66 and shows the lowest value of ESI which indicates that D3 has a huge impact on resource sustainability and the environment. It is concluded that in all energy conversion systems, the combustion chamber must have given huge attention to its design and heat loss. Practical strategies to increase exergy performance and decrease irreversibility in the combustion chamber include appropriate insulation, preheating the incoming air, lowering the temperature in the combustion zone, and installing a heat recovery system to exploit the exergy loss through exhaust gas. Due to proper insulation and less exergy handled, component D4 has the maximum exergy efficiency of 76.2%. Even though this study focuses on the irreversibility of the components further studies are needed on enviroeconomic, exergoenvironmental, and exergoenviroeconomic analysis to have clear knowledge of the cost of waste exergy and environmental advantages.
Data Availability
The datasets generated during this work are not publicly available; however, they are available upon reasonable request to the corresponding author.
Abbreviations
- \(\dot{E}x\) :
-
Exergy rate (kW)
- \(\dot{m}\) :
-
Mass flow rate (kg/s)
- CV:
-
Calorific value (kJ/kg)
- PI:
-
Potential improvement (kW)
- MC:
-
Moisture content (%)
- U:
-
Uncertainty (%)
- F:
-
Experimental result
- u1,u2,..un :
-
Uncertainty in the independent variable
- z1,z2,..zn :
-
Independent variable
- WER:
-
Waste exergy ratio
- EEF:
-
Environment effect factor
- ESI:
-
Exergy sustainability index
- EDC:
-
Exergy destruction coefficient
- EDI:
-
Environmental destruction index
- EBI:
-
Environmental benign index
- CPG:
-
Cold producer gas
- CW:
-
Cold water
- HPG:
-
Hot producer gas
- HW:
-
Hot water
- HA:
-
Hot air
- FG:
-
Flue gas
- A:
-
Ambient air
- EA:
-
Exit air
- RH:
-
Rice husk
- in:
-
Inflow
- out:
-
Outflow
- dest:
-
Destruction
- i:
-
Initial
- f:
-
Final
- ψ :
-
Exergy efficiency
- ε :
-
Exergy ratio
References
Aydin H, Turan O, Karakoc TH, Midilli A (2014) Exergetic sustainability indicators as a tool in commercial aircraft: a case study for a turbofan engine 12:28–40.https://doi.org/10.1080/15435075.2014.889004
Azami S, Taheri M, Pourali O, Torabi F (2018) Energy and exergy analyses of a mass-fired boiler for a proposed waste-to-energy power plant in Tehran. Appl Therm Eng 140:520–530. https://doi.org/10.1016/j.applthermaleng.2018.05.045
Bareen A, Dash S, Kalita P, Dash KK (2023) Experimental investigation of an indirect solar dryer with PCM-integrated solar collector as a thermal energy storage medium. Environ Sci Pollut Res 1–17. https://doi.org/10.1007/S11356-023-26690-2/FIGURES/7
Beigi M, Tohidi M, Torki-Harchegani M (2017) Exergetic analysis of deep-bed drying of rough rice in a convective dryer. Energy. https://doi.org/10.1016/j.energy.2017.08.100
Beno Wincy W, Edwin M (2020) Techno-economic assessment on the implementation of biomass gasifier in conventional parboiling rice mills. Int J Energy Res 44:1709–1723. https://doi.org/10.1002/er.4991
Beno Wincy W, Edwin M, Joseph Sekhar S (2020) Energy and exergy evaluation of rice processing mills working with biomass gasifier in parboiling process. Fuel 259:116255. https://doi.org/10.1016/j.fuel.2019.116255
Beno Wincy W, Edwin M, Arunachalam U, Joseph Sekhar S (2022) Exergy based performance analysis of rice husk fuelled producer gas operated boiler for thermal application in parboiling mills. Fuel 313:123018. https://doi.org/10.1016/J.FUEL.2021.123018
Chakrovorty RS, Roy R, Forhad HM et al (2020) Modification of conventional rice parboiling boiler to enhance efficiency and achieve sustainability in the rice parboiling industries of Bangladesh. Process Saf Environ Prot 139:114–123. https://doi.org/10.1016/j.psep.2020.04.024
Chowdhury H, Chowdhury T, Hossain N et al (2021) Exergetic sustainability analysis of industrial furnace: a case study. Environ Sci Pollut Res 28:12881–12888. https://doi.org/10.1007/S11356-020-11280-3/FIGURES/2
Colak N, Erbay Z, Hepbasli A (2013) Performance assessment and optimization of industrial pasta drying. Int J Energy Res 37:913–922. https://doi.org/10.1002/ER.2895
Compton M, Rezaie B (2017) Enviro-exergy sustainability analysis of boiler evolution in district energy system. Energy 119:257–265. https://doi.org/10.1016/j.energy.2016.11.139
Das HJ, Saikia R, Mahanta P (2023) Thermo-economic assessment of bubbling fluidized bed paddy dryers. Energy 263:125668. https://doi.org/10.1016/J.ENERGY.2022.125668
Dincer I, Hussain MM, Al-Zaharnah I (2004) Energy and exergy utilization in transportation sector of Saudi Arabia. Appl Therm Eng 24:525–538. https://doi.org/10.1016/j.applthermaleng.2003.10.011
Erbay Z, Koca N (2012) Energetic, exergetic, and exergoeconomic analyses of spray-drying process during white cheese powder production. Drying Technol 30:435–444. https://doi.org/10.1080/07373937.2011.647183
Holman JP (2000) Experimental methods for engineers, McGraw-Hill, New York
Kesavan S, Arjunan TV, Vijayan S (2019) Thermodynamic analysis of a triple-pass solar dryer for drying potato slices. J Therm Anal Calorim 136:159–171. https://doi.org/10.1007/s10973-018-7747-0
Khanali M, Aghbashlo M, Rafiee S, Jafari A (2013) Exergetic performance assessment of plug flow fluidised bed drying process of rough rice. Int J Exergy 13:387–408. https://doi.org/10.1504/IJEX.2013.057357
Kondareddy R, Nayak PK, Krishnan KR et al (2023) Experimental investigation and energy-exergy-environmental-economic analysis of modified indirect solar dual collector dryer while drying myrobalan slices. Environ Sci Pollut Res 1–15. https://doi.org/10.1007/S11356-023-27693-9/TABLES/10
Kumar D, Mahanta P, Kalita P (2022) Performance analysis of a novel biomass-fired grain dryer integrated with thermal storage medium. Biosyst Eng 216:65–78. https://doi.org/10.1016/J.BIOSYSTEMSENG.2022.02.001
Kwofie EM, Ngadi M, Sotocinal S (2017a) Energy efficiency and emission assessment of a continuous rice husk stove for rice parboiling. Energy 122:340–349. https://doi.org/10.1016/j.energy.2016.12.104
Kwofie EM, Ngadi M, Sotocinal S (2017b) Thermodynamic evaluation of a rice husk fired integrated steam and hot air generation unit for rice parboiling. Energy 128:39–49. https://doi.org/10.1016/j.energy.2017.04.013
Li C, Gillum C, Toupin K, Donaldson B (2015) Biomass boiler energy conversion system analysis with the aid of exergy-based methods. Energy Convers Manag 103:665–673. https://doi.org/10.1016/j.enconman.2015.07.014
Lingayat A, Chandramohan VP, Raju VRK (2020) Energy and exergy analysis on drying of banana using indirect type natural convection solar dryer. Heat Transfer Eng 41:551–561. https://doi.org/10.1080/01457632.2018.1546804
Manatura K, Lu JH, Wu KT, Te HH (2017) Exergy analysis on torrefied rice husk pellet in fluidized bed gasification. Appl Therm Eng 111:1016–1024. https://doi.org/10.1016/J.APPLTHERMALENG.2016.09.135
Midilli A, Dincer I (2009) Development of some exergetic parameters for PEM fuel cells for measuring environmental impact and sustainability. Int J Hydrogen Energy 34:3858–3872. https://doi.org/10.1016/J.IJHYDENE.2009.02.066
Midilli A, Kucuk H (2015) Assessment of exergetic sustainability indicators for a single layer solar drying system. Int J Exergy 16:278–292. https://doi.org/10.1504/IJEX.2015.068227
Prommas R, Keangin P, Rattanadecho P (2010) Energy and exergy analyses in convective drying process of multi-layered porous packed bed. Int Commun Heat Mass Transfer 37:1106–1114. https://doi.org/10.1016/j.icheatmasstransfer.2010.06.013
Rabha DK, Muthukumar P, Somayaji C (2017) Energy and exergy analyses of the solar drying processes of ghost chilli pepper and ginger. Renew Energy 105:764–773. https://doi.org/10.1016/j.renene.2017.01.007
Rao TSSB, Sivalingam M (2023) Assessment of energy, exergy, environmental, and economic study of an evacuated tube solar dryer for drying Krishna Tulsi. Environ Sci Pollut Res 30:67351–67367. https://doi.org/10.1007/S11356-023-27085-Z/FIGURES/11
Saidur R, Ahamed JU, Masjuki HH (2010) Energy, exergy and economic analysis of industrial boilers. Energy Policy 38:2188–2197. https://doi.org/10.1016/J.ENPOL.2009.11.087
Sarker MSH, Ibrahim MN, Abdul Aziz N, Punan MS (2015) Energy and exergy analysis of industrial fluidized bed drying of paddy. Energy 84:131–138. https://doi.org/10.1016/j.energy.2015.02.064
Terhan M, Comakli K (2017) Energy and exergy analyses of natural gas-fired boilers in a district heating system. Appl Therm Eng. https://doi.org/10.1016/j.applthermaleng.2017.04.091
Tohidi M, Sadeghi M, Torki-Harchegani M (2017) Energy and quality aspects for fixed deep bed drying of paddy. Renew Sustain Energy Rev 70:519–528. https://doi.org/10.1016/J.RSER.2016.11.196
Wincy WB, Edwin M, Sekhar SJ (2022) Optimization of process parameters to implement biomass gasifier for drying high moisture paddy in reversible flatbed dryer. Energy 249:123771. https://doi.org/10.1016/J.ENERGY.2022.123771
Wincy WB, Edwin M (2022) Experimental energy, exergy, and exergoeconomic (3E) analysis of biomass gasifier operated paddy dryer in parboiling industry. Biomass Convers Biorefin 1–16. https://doi.org/10.1007/S13399-021-02156-8/TABLES/8
Wincy WB, Edwin M, Sekhar SJ (2023) Exergetic evaluation of a biomass gasifier operated reversible flatbed dryer for paddy drying in parboiling process. Biomass Convers Biorefin 13:4033–4045. https://doi.org/10.1007/s13399-021-01322-2
Wincy WB, Santhappan JS, Murugan PC (2024) Deep‐bed drying kinetics and thermodynamic parameters of high‐moisture parboiled paddy (ASD‐16) in a reversible airflow fixed bed dryer. J Food Process Eng 47. https://doi.org/10.1111/jfpe.14563
Xiang X, Gong G, Wang C et al (2021) Exergy analysis of updraft and downdraft fixed bed gasification of village-level solid waste. Int J Hydrogen Energy 46:221–233. https://doi.org/10.1016/J.IJHYDENE.2020.09.247
Yan J, Wei H, You Z et al (2022) Energetic and exergetic performances during drying of freshly harvested peanut with industrial mixed-flow dryer. Energy Rep 8:7457–7467. https://doi.org/10.1016/J.EGYR.2022.05.252
Zhang Y, Zhao Y, Gao X et al (2015) Energy and exergy analyses of syngas produced from rice husk gasification in an entrained flow reactor. J Clean Prod 95:273–280. https://doi.org/10.1016/j.jclepro.2015.02.053
Author information
Authors and Affiliations
Contributions
Study conception and design, experimentation, data collection, analysis, and manuscript writing were performed by Beno Wincy Winsly. The author read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The author declares no competing interests.
Additional information
Responsible Editor: Ta Yeong Wu
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Winsly, B.W. Assessing the exergy sustainability of a paddy drying system driven by a biomass gasifier. Environ Sci Pollut Res 31, 44218–44229 (2024). https://doi.org/10.1007/s11356-024-34097-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-024-34097-w