
Abstract
Carbon–carbon composites (C/Cs) are of significant technological importance in various advanced applications, owing to their unique mechanical and thermal properties. C/Cs are composed of carbon fiber-reinforced carbon matrix. This chapter summarizes various aspects of C/Cs in terms of matrix and reinforcement precursors, fabrication of C/Cs and effects of various processing parameters on their mechanical and thermal properties, and their applications. Effects of processing parameters and architecture of carbon fiber reinforcement have been highlighted.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
- Advanced composites
- High-temperature materials
- Carbon fiber
- Carbon matrix
- Thermal stability
- Thermal conductivity
- Densification
- Crack propagation
Introduction
Carbon is one of the most important elements that remains present as a main constituent of all the living organisms and also is present in countless molecules essential in various aspects of human activity because of its extraordinary characteristics, i.e., it may combine with other elements or by itself to form different structural materials. Apart from its presence in form of various compounds, carbon, its elemental form, exists as various allotropes such as diamond, graphite, carbynes, and fullerenes. The allotropes of carbon exhibit a diverse range of properties and are important both scientifically and technologically. Among all, graphite is the most abundantly available allotrope, which consists of stacks of tightly bonded and hexagonally arranged basal planes (graphene layers) separated by a distance of 0.335 nm. The graphite structure is illustrated in Fig. 10.1.

Structure of graphite
The atoms within the graphene layer have a covalent bond strength of ~524 kJ/mol [1], while the bonding energy between the basal planes is ~7 kJ/mol because of weak van der Waals forces between them [2]. As a result, the crystalline graphite is anisotropic, being almost isotropic within the basal planes. Depending on the arrangement of the atomic bonds, carbon can form various structures with respect to microstructure, ranging from the randomly oriented two-dimensional amorphous or glassy carbon structure to the highly crystalline three-dimensional graphite structure, where the density ranges from 0.5 to 2.2 g/cm3 with different shapes. The various types of graphites, synthesized under specific processing conditions, are also termed as synthetic or engineered carbons. Examples include porous carbons, activated carbons, glassy carbons, carbon blacks, cokes, carbon nanotubes, carbon fibers, carbon–carbon composites (C/Cs), etc.
Owing to the presence of strong covalent bonds, carbons in solid forms exhibit superior resistance to extreme environmental conditions of temperature or corrosion, which makes them suitable for structural applications under such conditions. Theoretically, the covalent bonding can provide them extremely high specific strength of up to 40–50 GPa over a broad temperature range. In nonoxidizing atmospheres, solid carbons can retain their high strength for temperatures as high as 1500 °C or more [3, 4]. However, owing to the presence of various defects, the normal synthetic carbons exhibit a strength of <2 % of the theoretical values. In order to achieve and utilize the covalent bond strength to the maximum in bulk carbons, carbon fibers having high strength and modulus values have been developed [5].
Carbon Fibers
Carbon fibers, consisting mainly of turbostratic carbon, are being employed as the main reinforcement in high specific strength composites for advanced applications including structural, sports, aerospace, etc. These fibers pose several advantages such as high strength and modulus, excellent thermal and electrical conductivity, creep resistance, thermal shock resistance, chemical inertness, and low thermal expansion, which enable their application with a broad range of matrix materials, i.e., polymers, ceramics, and metals, employing various processing techniques [6–8]. The demands for low density, high strength, and stiff composite structures from the aeronautical sector led to the interest for the development of carbon fiber-reinforced structural composites. These carbon fibers are the only choice for advanced applications such as high-temperature composites because of their high specific thermal and thermomechanical properties. The majority of products based on carbon fiber still belong to the high-technological applications such as space and aeronautics. Subsequently, the applications of carbon fibers are extended to civilian sectors such as sports goods, transport vehicles, biomedical sectors, etc. [8–10]. At present, all commercial carbon fibers are manufactured by thermal decomposition of various organic fiber precursors. The popular precursors are polyacrylonitrile (PAN) polymers, pitch, rayon, etc. In an alternative process using catalytic chemical vapor deposition (CCVD), a low-cost and discontinuous high-performance carbon fiber called as vapor-grown carbon fiber (VGCF) is also made. The associated processing steps and properties of carbon fibers are discussed in the subsequent sections.
Polyacrylonitrile-Based Carbon Fibers
Polyacrylonitrile (PAN) is an atactic linear polymer consisting of carbon backbone with polar carbon–nitrogen pendent groups. The PAN precursor for developing carbon fiber needs to have high molecular weight, minimum molecular defects, low comonomer content (2–5 %), high strength, high modulus, and high carbon yield. To produce carbon fibers from PAN precursor, generally four steps are considered [11, 12], i.e.:
-
1.
Spinning and stretching of PAN precursor
-
2.
Stabilization at 220 °C in air under tension
-
3.
Carbonization at ~1400 °C in an inert atmosphere
-
4.
Graphitization at 2500 °C in an inert atmosphere
Spinning and Stretching
In the first step, polyacrylonitrile plastic is prepared by using a conventional suspension or solution polymerization process where a mixture of acrylonitrile powder and another monomer such as methyl acrylate or methyl methacrylate is reacted in presence of a catalyst. The next step involves the formation of polyacrylonitrile fibers by spinning the plastic. This step is important as the internal atomic structure of the fiber is formed during the spinning process. The spinning of fibers can be performed by using any of the conventional methods based either on solution-based or thermal process. In solution-based processes, the plastic is mixed in an appropriate solvent, and the mixture is pumped through tiny jets into a chemical bath or quench chamber where the plastic coagulates and solidifies as fibers. In thermal processes, the plastic mixture is heated and pumped through tiny jets into a chamber, where the solvents evaporate to form solid fibers. In the final step, fibers of desired diameter are formed by stretching the spun fibers. This step also helps molecular alignment of the polymeric chains within the fiber to provide the basis for the formation of aligned structures during carbonization [13–15].
Stabilization
Before carbonization, the linear structure of fibers needs to be converted to ladder architecture, a thermally more stable structure, by heating them in air at 220 °C for 30–120 min. The process is termed as stabilization, during which the fibers react with oxygen and rearrange their molecular arrangement through a number of complex chemical reactions involving several steps. The process must be controlled carefully as the exothermic nature of the chemical reactions may lead to overheating of the fibers. Numerous techniques have been developed to perform the stabilization process. For example, a series of heated chambers can be employed to perform the stabilization of the fibers. Another technique involves stabilization by passing the fibers over hot rollers. Sometimes, a mixture of air and other gases heated to certain temperatures is also used to accelerate the stabilization process [16–19].
Carbonization
To form carbon fibers, the stabilized polyacrylonitrile fibers are carbonized by thermal treatment at elevated temperatures ranging between 900 °C and 1400 °C. The fibers are heated for several minutes in a furnace having inert atmosphere and a pressure higher than the normal atmospheric pressure. During heat treatment, thermal decomposition of the polymer takes place, and lower hydrocarbons, water, and other volatile by-products such as NH3, CO, CO2, H2, N2, etc., are produced. The remaining carbon atoms are crystallized to graphitic/turbostratic layers aligned more or less parallel to the fiber axis. During this stage the high mechanical properties are introduced in the carbon fibers. The development of these properties is directly related with the formation and orientation of turbostratic graphite-like fibrils or ribbons within each individual fiber [20, 21].
The carbonized fibers have a comparatively inactive surface, which, when used in composites, cannot provide strong bonding with various resins/polymers used as the composite matrix. Hence, it necessitates surface modification of the carbon fiber to provide proper bonding properties. One of the routes to surface modification is surface oxidation, which leads to the addition of oxygen-containing functional groups and the enhancement of the surface roughness. Both of these help to provide better mechanical bonding. The surface oxidation can be attained by reacting the fibers with various gases such as air, CO2, or ozone or liquids such as sodium hypochlorite or nitric acid. Apart from surface oxidation, coatings of various conductive materials can be applied on the fiber surface. The surface treatment may involve formation of tiny surface defects, which must be avoided by controlling the process parameters carefully as formation of defects may lead to reduced mechanical performance of the fibers. The surface-treated fibers are finally coated with specific chemicals, termed as sizing agents. The sizing agent protects the fiber surface from damage during winding or weaving. The sizing agents used in the process are such that they are compatible with the possible matrix materials to be used to form carbon fiber-reinforced composites [5, 14, 15].
Graphitization
In general, graphitization is performed by heating the carbonized fibers to relatively higher temperatures ranging in between 1900 °C and 2500 °C under inert atmosphere. Graphitization improves the crystalline order of the graphite-like crystallites within each individual fiber, which leads to improved tensile modulus of the fiber. The term “graphite fiber” is used for the fibers having a carbon content more than 99 %, whereas the term “carbon fiber” is used where the fiber has 80–95 % of carbon. The carbon content in the fiber is a function of the heat treatment temperatures. The density of carbonized and graphitized fibers generally ranges from 1.6 to 2.1 g/cm3 as compared to that of 1.2 g/cm3 for PAN fibers. The final diameters of fibers generally range from 5 to 10 μm [12, 15].
The tensile modulus of PAN-based carbon fibers depends mainly on the degree of heat treatment, because the modulus is determined by the orientation of the graphite-like crystallites along fiber axis, which is a function of the heat treatment temperature. The tensile modulus of a fiber, heat treated at 1100 °C, is found to be 210 GPa, whereas those with 345 GPa are processed at 2200 °C. Unlike tensile modulus, the tensile strength of carbon fiber is not only dependent on the heat treatment temperatures, and also it is not yet fully understood. The tensile strength of fibers may be controlled by the presence of discrete flaws both within the volume of the material as well as on the surface. The typical strain to failure of a low-modulus (210 GPa), high-strength (3275 MPa) fiber is approximately 1.5–1.6 %, whereas for a high modulus (450 GPa) with lower tensile strength (1620 MPa), the value is 0.36 % [11, 12, 15].
Pitch-Based Carbon Fibers
Pitch materials are generally by-products in the destructive distillation of coal and crude oils. This pitch is a very cheap and readily available source of carbon for use as a carbon fiber precursor. In addition to low cost, it also gives high carbon yield during carbonization. Pitch-based carbon fibers are produced by two processes. The first of these processes results low-modulus fibers unless the stress graphitization at extremely high temperatures is employed. The precursor for this process is a low softening point isotropic pitch. The processing scheme is as follows [11, 12]:
-
1.
Melt spinning of isotropic pitch
-
2.
Thermosetting at relatively low temperatures for long periods of time
-
3.
Carbonization in an inert atmosphere
-
4.
Stress graphitization at extremely high temperatures
Tensile strength as high as 2585 MPa and tensile modulus of elasticity in excess of 480 GPa can be attained in fibers produced by this technique. On the other hand, the non-stress-graphitized fibers produced by this process tend to have tensile modulus of elasticity values in the range of 35–70 GPa [11]. Since, the isotropic pitch process is not commercially viable, the most commonly used pitch is mesophase (anisotropic) pitch. For high-performance carbon fibers, mesophase pitch needs to have low ash content; 100 % anisotropic, softening point in the range of 230–280 °C; low viscosity at the spinning temperature; good spinning ability and thermal stability; high oxidation activity; and good carbon yield. The processing scheme for making mesophase pitch-based carbon fibers is as follows [12, 15]:
-
1.
Preparation of mesophase pitch
-
2.
Spinning
-
3.
Thermosetting
-
4.
Carbonization
-
5.
Graphitization
Preparation of Mesophase Pitch
Heat treatment of commercial pitch above 350 °C for a prolonged time results in the succession of dehydrogenative condensation reaction among the molecules, thus forming large molecules, which further aggregate into liquid crystalline phase known as mesophase. It has higher surface tension than isotropic pitch [22–25].
Spinning and Thermosetting
Mesophase pitch can be spun into filamentary form by means of a variety of techniques. Melt spinning is the most common technique adopted for this purpose. In this process, the material to be spun (generally about 50–90 % mesophase) is loaded into either a monofilament or a multifilament die, heated in the temperature range of 250–300 °C, and pushed through the die with pressurized inert gas. The final diameter, which usually ranges from 10 to 15 μm, can be varied by varying take-up rates of the fibers [11, 25, 26]. Since the mesophase pitches are somewhat thermoplastic, it is necessary to change into thermoset state prior to carbonization in order to obviate relaxation tendencies at high temperatures. The thermoset fibers can be made either by heat treating them at approximately 300 °C for a short period of time (2.5 h.) in an oxygen-containing atmosphere or by immersing them in strong oxidizing liquids. During these treatments, the large plate-like molecules that formed in the mesophase are linked together via oxidative polymerization reactions; as a result, the fibers are stabilized against melting, which, in turn, allows them to be carbonized [5, 11, 15].
Carbonization and Graphitization
The carbonization and graphitization steps are similar to that of PAN-based carbon fibers. These heat treatments result in conversions of the mesophase pitch to coke then carbon and ultimately graphite. The tensile modulus increases rapidly as the processing temperature is increased. This is a result of higher degree of preferred orientation imparted to the fibers by the higher heat treatment temperatures. The fibers, which are heat treated at 1700 °C, exhibit tensile modulus values of approximately 210 GPa and in the case of heat-treated fibers at 3000 °C can have modulus values of 880 GPa. The ultimate tensile strength also apparently increases linearly with processing temperature, ranging from an average of 1380 MPa for fibers heat treated at 1700 °C to 2205 MPa for those processed at 3000 °C. The ultimate tensile strength values are relatively low, and, as a result, the strain to failure for the fibers is also low. This could be a major limitation with respect to their use in advanced composites [12, 14, 15]. In general, the fibers derived from PAN have higher strength than the pitch-derived fibers and later exhibit higher elastic moduli. The commercially available fibers can be categorized as high-strength (HT), high-modulus (HM), and intermediate-modulus (IM) fibers, based on their specific properties. Table 10.1 lists the mechanical properties of some of the commercially available both PAN- and pitch-based carbon fibers [15].
Rayon-Based Carbon Fibers
Rayon is a cellulosic material produced by wet spinning after extracting solid products from the wood pulp. Unfortunately, the carbon fibers produced from this precursor are rather weak in properties due to the high internal void contents and modifiers present in the precursor. Also, the yield of carbon is only 10–36 % upon carbonization. These are the main reasons for rayon-based carbon fibers not to become popular and being less commercially available [5, 12, 14].
Vapor-Grown Carbon Fibers
Vapor-grown carbon fibers (VGCFs) are discontinuous or short fibers produced by decomposing a hydrocarbon gas such as methane, benzene, etc. on a heated substrate in the presence of transition metal such as iron, nickel, cobalt, etc. [27, 28]. The filaments first nucleate on the metal particles and then grow away from the hot substrate. As transition metal is employed, VGCFs are sometimes referred as CCVD carbon filaments. Depending on the type and distribution of catalyst, temperature, and substrate position during the vapor deposition process, different types of VGCFs can be grown [5]. Low-temperature deposition (>900 °C) normally results in vermicular filaments with low density and nonuniform ring-like structures, while high temperatures (1500–2500 °C) favor the growth of long and straight filaments. These are also graphitized when heat treated to 3000 °C. The diameters of the VGCFS vary from 1 to 100 μm and lengths range up to 100 mm. As a result of the above, the mechanical properties vary widely. Since the VGCF does not exhibit catastrophic failure, they may prove to be attractive low-cost reinforcements for applications such as C/C brake pads and other related applications [5, 14].
Carbon Fiber Architecture
Once the reinforcing phase has been decided, one must find a way to place the fibers in the desired directions to obtain best properties. Textile preforming is a method of placing reinforcing fibers in a desired arrangement prior to form a composite structure. Starting with linear assemblies of fibers in continuous and/or discrete form, these micro-fibers can be organized into two-directional (2-D), three-directional (3-D), or multidirectional (4-D to 11-D) structures by means of textile processing technology such as interlacing, intertwining, or interlooping [5, 29]. These preform structures are also referred as fiber architecture. In addition, the fiber placement method also creates textile preforms that possess a wide spectrum of pore geometries and their distribution, a broad range of structural integrity, fiber volume fraction, and its distribution, as well as a wide selection of formed-shape and net-shape capabilities. Thus, proper selection of geometric arrangement and/or fiber placement methods can tailor the structural performance of composites.
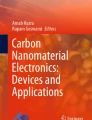
In C/Cs, the fiber architecture not only imparts rigidity to the composites, but also in combination with fiber properties, it determines the other properties of composites. Therefore, the choice of preform or fiber architecture is made on the basis of intended applications. On the basis of structural integrity and fiber linearity and continuity, Ko et al. have classified fiber architecture into four categories: discrete, continuous, planar interlaced (2-D), and fully integrated (3-D) structures [30]. Figure 10.2 shows some of these types of fiber architectures.

Classification of fiber architecture
Discrete Fibers
The composites using discrete (random) fibers are produced either by spray layup or pulp molding. It is difficult to control precisely the orientation of fibers. Fiber volume fraction and strength translation efficiency in these composites made of discrete fiber systems are also quite low. The discrete fiber products are available in the form of chopped strand mat and tissues [14].
Unidirectional Fibers
The second category of fiber architecture consisting linear continuous fibers (i.e., unidirectional system) shows a highest level of property, i.e., load translation efficiency. Theoretically, these systems may have the highest fiber packing efficiency, in the order of 90 % (although only 50–60 % fiber volume fraction is the optimum), and possess low and controlled porosity. These fibers are either processed by filament winding or hand layup or by angle ply tape layup. The disadvantage is that the composites made out of these fibers show poor out-of-plane strength [5, 14].
Planar (2-D) Preforms
For applications where more than one fiber orientation is required, a fabric combining 0° and 90° fiber orientation is useful. The majorities of these products are woven. The fabrics consist of a regular pattern or weave style produced by interlacing of warp (0°) and weft (90°) fibers. The integrity of fabric is maintained through the mechanical interlocking of fibers. There are mainly three basic weave geometries: plain, satin, and twill weave [5, 8]. Plain weave, which is the most highly interlaced, is the tightest basic fabric design and shows the most resistant to in-plane shear movement. Satin weave represents a family of constructions, woven as standard, four-, five-, or eight-harness satin with the least amount of yarn interlacing. In satin weave, a warp yarn skips over a few weft yarns and goes under one weft yarn. Like in four-harness (4H) satin, the warp yarn skips over three weft yarns and goes under one. The satin weave constructions offer few advantages like high volume fractions, higher strength and modulus, and higher stress translation efficiency over plain fabrics. In addition to these advantages, the satin fabrics are preferred over plain fabrics due to its ability to conform complex contours [31, 32]. Twill weave has patterned in between plain weave and satin weave with warps and wefts interlacing regularly. Figure 10.3 shows the structural geometry of more commonly found biaxially woven fabrics. Although the interlaminar failure problems associated with the unidirectional fiber architecture are taken care in planar structures, the interlaminar strength is still governed by the matrix properties, which can be improved by placing the fiber in the thickness or third direction of the structure.

Structural geometry of commonly found biaxially woven fabrics. (a) Plain, (b) twill, (c) satin (4H)
Three-Directional (3-D) Preforms
The 3-D preforms are the most important and critical component of advanced C/Cs, especially for aerospace applications, since the fiber architecture controls the processing as well as the properties of final C/Cs. These are also termed as through-the-thickness reinforcements; the fibers are laid in three directions using braiding, knitting, weaving, and nonwoven techniques. These reinforcements overcome some of the limitations of 2-D composites, especially the out-of-plane strength and interlaminar shear strength [5, 12, 30].
Multidirectional Structures
The composites with higher fiber volume fractions and isotropic properties can be fabricated by multidirectional reinforced preforms. It has been seen in practice that the 4-D to 11-D composite structures can be obtained by placing fibers in angular positions or along the diagonals depending on the final applications. The main drawback of multidirectional reinforcements is that it enhances the off-axis properties at the expense of on-axis properties [5].
Carbon–Carbon Composites
Availability of carbon fibers in the late 1950s led to the development of an improved class of materials, which are now known as carbon–carbon composites (C/Cs). C/Cs form a new class of engineering materials of ceramic nature but exhibit brittle to pseudoplastic behavior. Carbon fiber reinforcements when embedded in carbonaceous matrix material result in C/Cs (Fig. 10.4). These composites are a family of materials consisting of carbon (or graphite) fiber-reinforced carbon (or graphite) matrix. The composites exhibit the properties of both the carbon and the composites. The C/C family is unique in that it is the only elemental composite. The carbon fiber reinforcement makes them stronger, tougher, and highly resistant to thermal shock as compared to the bulk carbons. Again, owing to low density of carbon, their specific properties (property/density), i.e., specific strength, specific modulus, and specific thermal conductivity, remain the highest among traditional composites. Moreover, low thermal expansion coefficient (~0) and retention of properties at elevated temperature (>2000 °C) in nonoxidizing atmosphere are the other unique features of the C/Cs, making them more attractive than any other traditional engineering material in high thermal management areas [33–35]. Figure 10.5 depicts the variation of specific strength of C/Cs including other engineering materials with temperature. While the strength decreases with increasing temperature for other engineering materials, C/Cs exhibit an opposite behavior. The increase in strength of C/Cs with increasing temperature is attributed to the fact that when exposed to high temperatures, the internal structure of the composites changes [36]. C/Cs can range from simple unidirectional fiber-reinforced structures to the complex woven three-directional structures. A variety of carbon fibers and multidirectional weaving techniques are now available, which allow tailoring of C/Cs to meet complex design requirements. By selection of fiber type, layup (or fiber weave), matrix, and composite heat treatment, the properties can be suited to different applications.

Schematic of carbon–carbon composites

Variation of strength of engineering materials with temperature [36]
Importance of Carbon–Carbon Composites
These composites are one of the best among all high-temperature materials because of their exceptional thermal properties such as high thermal stability (melting point >3000 °C), high thermal conductivity, and low thermal expansion coefficient, which makes them highly resistant to thermal shock. They can retain their mechanical strength even at very high temperatures. Also, these composites maintain good frictional properties over the entire temperature range with low wear. They have high fracture toughness and do not fracture in a brittle manner like conventional ceramics. A multimode mechanism of fracture occurs where the fibers break and bonding between fibers and matrix ceases to exist. The brake disks for high-speed aircrafts like Mirage 2000, Concorde, and Airbus-320 are some of the examples where the favorable frictional properties were put into the use. The first-generation C/Cs held the limitation of proneness to oxidation over long exposures to atmosphere, heat, etc. However, with the advent of second-generation oxidation-resistant composites, this limitation was overcome. These unique features of C/Cs have made them the favorite materials for reentry nose tips, leading edge material for space shuttle wings, rockets, nozzles, thrust vectoring nozzles using C/C ball, socket joints, high-performance turbojet engines, nose cones of intercontinental ballistic missiles, brake systems in racing cars, etc.
Current International Status of C/Cs
C/Cs have their origin in the jet vanes used in the German V 2 rockets. The jet vanes are made up of graphite, which erodes rapidly and has limited lifetime. Subsequently pyrolytic graphite A TJ from UCAR Carbon UCAR® is used, which when reinforced with carbon fibers gives birth to C/Cs. Currently, major work is going on in the USA, France, and Russia. There is a great demand for C/C brake disks for aircraft, trains, trucks, and even racing cars. The pioneers in this field were Bendix in the USA and Dunlop in the UK; Germany and Japan tried to use these composites in industrial applications. Israel, Taiwan, and Egypt are also reported to have initiated some R&D activities. C/Cs are an important material for glass industry, furnace, and semiconductor industry and also for preventing corrosion in chemical plants. One interesting and innovative use is as tooling material for metallurgical superplastic stage forging process. Other high-tech applications are as heat exchanger tubes for helium-cooled high-temperature nuclear reactors, high-temperature crucibles, fasteners, load-bearing plates, rods, and heating elements. Elemental carbon is known to have the best biocompatibility with blood and soft tissues. Thus it finds use in hip bone end prosthesis, bone plates, osteosynthesis, and artificial heart valves.
Structural Designs of C/Cs
One of the main advantages of multidirectional C/Cs is the freedom to orient the selected fibers. The multidirectional composites may be formed by using the carbon fiber arrays of desired directionality (Fig. 10.6). Multidirectional preform fabrication technology provides the means to produce tailored and net-shape composites, in order to meet the directional properties required.

Schematic showing three-directional (3-D) and 5-directional (5-D) arrays of carbon fibers
Mechanical, thermal, and physical properties can also be controlled by the appropriate design of substrate parameters such as fiber orientation, volume fraction of fibers in the required direction, etc. Preform weaving technology provides the ideal approach to tailor the structural composites. The simplest type of multidirectional structure is based on a three-directional (3-D) orthogonal construction, which consists of multiple yarn bundles located within the structure described in Cartesian coordinates. In any direction, fiber bundles are straight in order to obtain the maximum structural capability of fiber. The type of fiber, the number of fiber per site, the fiber bundle spacing, the volume fraction distributions, and the woven bulk densities characterize the preform. These characteristics can be calculated for a typical unit cell of the preform. Several weave modifications to the basic orthogonal designs can be made to form more isotropic structure. To enhance the composite properties between the planes and diagonal, yarns can be introduced. The conventional weaving with dry yarns and pierced fabrics and assembly of pre-cured rods on manual, semiautomated, or automatic loom setups can be made. The weaving technology and defect characterization techniques are developed to realize defect-free preforms.
Structural Aspects of C/Cs
The important factors to achieve tough and high thermal conductive C/Cs include the choice of reinforcing carbon fibers, the carbon matrix microstructure, the density and microstructure of CCs, the processing routes, and the choice of carbon precursor. Properties of the composites are governed significantly by these factors. For example, the choice of reinforcing carbon fibers affects the strength of the final product, while the microstructures of the matrix and the C/Cs affect the failure mechanism. Table 10.2 lists some of the micro-/macrostructural features of C/Cs that are shown in the SEM micrograph of Fig. 10.7. The presence of voids and cracks on carbon fibers is found to depend on their fabrication route, with less number of voids in pitch-derived fibers processed through hot isostatic press (HIP) as compared to that in the CVD or phenolic resin-derived carbon fibers. These structural features of carbon fibers also influence the thermal transport mechanism of the C/Cs, and hence, it is desired to reduce the micro-/macrocracking. Among other approaches, coating of pyrolytic carbon on the surface of the fibers is used to obtain desired fiber/matrix bonding and to reduce the cracking. Similar to fiber microstructural features, the matrix microstructure also affects the performance of C/Cs. For high strength, a carbon matrix having semicrystalline or amorphous nature is desired, which can arrest the crack propagation effectively. On the other hand, for high thermal and electric conductivity, highly graphitic nature of the matrix is desired. The development of the amorphous carbon matrix may be obtained through thermosetting polymer route, while the crystalline carbon matrix is formed through CVD route or pitch route.

SEM micrograph of 2-D C/C composite showing fiber/matrix and matrix/matrix cracks and voids [36]
Fabrication of Carbon–Carbon Composites
The classical method for fabricating carbon materials involves combining solid particles of pure carbon such as filler coke with a carbon precursor that can be carbonized to serve as a binder. In C/Cs, the carbon preforms are used as primary carbon instead of filler coke. During carbonization, the mass loss and shrinkage of the matrix precursor takes place, which results porosity in the final material as porous skeleton. In order to densify, repeated infiltration–pyrolysis is carried out, which is called as a densification process. This is achieved by impregnating liquid or gaseous carbon precursor and subsequent carbonization/pyrolysis. A key factor in the selection of a matrix carbon precursor involves the ability to achieve a high char yield and to fully densify the preform.
There are three basic methods, and the classifications are based on the type of matrix precursor used for fabricating C/Cs. Figure 10.8 shows a schematic for processing of C/Cs [5, 36]. The first two methods are based on thermal degradation of a thermosetting resin or a thermoplastic pitch. The third method involves deposition of carbon into a fibrous preform using gas-phase or chemical vapor infiltration (CVI), which uses hydrocarbon compounds such as methane, ethane, propane, and benzene as precursors. As discussed in following sections, the choice of fabrication method depends to a major extent on the geometry of the part being processed. Thin sections are prime candidates for CVI; however, since this method tends to preferentially deposit in and on the surface layers, it is not suitable for the fabrication of thick sections. Thick sections are produced using resin or pitch infiltration.

Processing of carbon–carbon composites [36]
Chemical Vapor Infiltration
The CVI process is also known as chemical vapor deposition (CVD). For carbon deposition it uses volatile hydrocarbon precursor gases such as methane, propane, benzene, and others with low molecular weight. Thermal decomposition of any gas is achieved on the hot surfaces of the substrate (Fig. 10.9), resulting in deposition of pyrolytic carbon and emission of volatile by-products, which consist mainly of hydrogen. An important feature of the deposit is its anisotropy and its adherence to the contour of substrate, so that in preform all of the filaments are coated with carbon. However, the overall deposition rate is highly sensitive to the substrate surface area and the concentration of cracking gas. In addition, factors that influence the structure, uniformity, and rate of deposition of a CVI matrix include the nature of the substrate, the carrier gas temperature and pressure, and the geometry, particularly the thickness of the final structure [37]. There are three methods of forming carbon by CVI process, namely, isothermal, thermal, and pressure gradient.

Schematic of chemical vapor infiltration setup
Isothermal Chemical Vapor Deposition
In this process, a carbon preform is placed within a susceptor of induction furnace and is heated uniformly. The pressure and the temperature of the furnace are kept constant at typical values of 6 kPa and ~1100 °C, respectively. The flow rate of hydrocarbon gas is predetermined depending on the surface area of the substrate. Machining of the surface is required in between because the CVD leaves a crust on the outer surface of the substrate. The machining cycle is repeated until the desired density is achieved [31]. Although this process is quite costly and time consuming, it is still used in production of a large number of parts.
Thermal Gradient Vapor Deposition
In this technique, the carbon preform is supported on a mandrel. Inductive coils heat the surface of mandrel to a temperature of about 1200 °C. The hottest portion of substrate is in contact with the mandrel, while the other side is in contact with the reacting gas, which is cooler. Thus, a thermal gradient through the substrate thickness is created. As the hydrocarbon gas passes through the furnace at atmospheric pressure, carbon is deposited on the hottest region of structure. This hot section migrates through the thickness of structure as the densified region grows toward the colder surface. This technique prevents the formation of crust on the outer surface of preform. Thus, the machining step is eliminated. Unfortunately, the process tends to be restricted to large individual parts [5].
Differential Pressure Chemical Vapor Deposition
Differential pressure CVD is a variation of the isothermal technique in which the inner portion of fiber preform is sealed off from the furnace chamber at the base. A pressure higher than that of the furnace chamber is used to feed the hydrocarbon gases into the inner cavity. The pressure difference thus created forces the hydrocarbon flow through the pores, where they decompose to deposit carbon. The by-products such as hydrogen are produced across the wall of structure [31]. This technique also prevents the formation of crust on the surface of preform and facilitates the densification uniformity.
Moreover, the densification process and final density of the composite using CVD technique not only depend on the temperature, pressure, gas concentration, and location of the substrate but also on the geometrical configuration of the fiber preform, initial porosity, and fiber packing density in the initial composite structure [5, 15]. The lower the fiber volume content with higher initial porosity, the higher the ultimate density. Generally, 30–50 % of fiber volumes appear to be the most suitable for achieving high-density C/Cs. In woven structures, depending on the geometric arrangement of the fibers, the matrix will form within the geometric interstices and fiber bundles. However, as discussed above, the formation of surface cluster and final density of the composite can be controlled by pressure and temperature.
Liquid-Phase Infiltration
This process involves impregnation with liquid impregnates. The criterion for the selection of impregnates is based on the characteristics like viscosity, carbon yield, matrix microstructure, and matrix crystalline structure, which are considerably influenced by the time–temperature–pressure relationships during the process. Two types of liquid impregnants are used to fabricate C/Cs. The first includes thermosetting resins, and the other is derived from thermoplastic pitch, which may be coal tar- or petroleum-based material. Both types of liquid impregnants are used because they have suitable viscosities, and the carbon yields are high enough to achieve high-density (up to 1.9 g/cm3) C/Cs. Thus, the two general categories are aromatic, ring-structured, conventional thermosetting resins such as phenolic, furans, and advanced resins like pyrenes, ethynyl, or pitches based on coal tar, petroleum, and their blends using the multiple impregnation, carbonization (1000 °C), high-pressure (1000 bars) carbonization (HIP), and graphitization (2750 °C). During carbonization the thermosetting resins remain solid; however, pitches soften and tend to flow from carbon preform at high temperatures. Therefore, they require additional reinforcing agent during carbonization. In atmospheric pressure carbonization, the carbon yields obtained from pitch are only around 50 %, comparable to those from high-yield thermosetting resins. The carbon yields from pitch can be enhanced to 90 % by carbonizing it under high pressure (1000 bars). Hence, the use of high pressure makes the carbonization process more efficient. Pressure applied during pyrolysis also affects the matrix microstructure. High pressure aids formation of the more coarse and isotropic microstructure due to the suppression of gas formation and escape. High pressure also helps in lowering the temperature of mesophase formation in pitch, which results into highly oriented crystalline structure. Complex shapes are difficult to fabricate using either pitch matrix or CVI materials owing to the difficulty of maintaining the dry fiber preform shape during initial carbonization. To avoid this difficulty in the process, hybrid densifications are sometimes practiced. In this first, a rigid structure is made using the resin prepreg autoclave molding processes. After first carbonization, subsequent infiltrations of C/C skeletons are made with low viscosity resin or pitch or CVI materials in the next densification [5, 14, 15].
Thermosetting Resins
Thermosetting resins have been widely used as impregnants because of their easy availability in the liquid state. These have moderate viscosity at room temperature and the ability to polymerize to form a highly cross-linked solid when heated at around 200 °C. Also, they will not flow from the fibrous preforms during the first carbonization. Phenolic and furan resins have been used as binders and impregnates for a long time. In addition to these, wide ranges of new types of resin have also been tried as precursors because of their importance in C/Cs. The char yield or carbon content of some of the resins is listed in Table 10.3 [5, 15].
Although some new resin precursors have been developed that have higher carbon content, because of their high price and problems in the manufacture of initial polymer composites for processing of C/Cs, in general, phenolic resins are used for the initial impregnation and carbonization cycles, while furan resins are used as an impregnate in the subsequent densification cycles [5, 15].
Phenolic–Carbon Fiber Composites
Phenolic resins are a group of a thermosetting resin formed in a condensation polymerization of phenol and formaldehyde. The phenolic resins exhibit large variation in their structural and mechanical properties, which depend on the processing conditions during synthesis of the prepolymer. The parameters such as temperature, condensation time, pH, catalyst, formaldehyde to phenol molar ratio, etc. are the governing parameters. These are mainly two types, novalac and resol. The latter resin has a higher potential as a matrix material than the former because of its low cost, higher carbon yield, high nonvolatile content, higher alkali resistance, high dimensional stability, wear resistance, good chemical resistance and good interfacial adhesion with carbon fibers, and better moldability [38, 39].
When the resin is incorporated with carbon fiber, the formed composites not only serve as green composites (starting material) for fabrication of C/Cs but also as potential candidates for other structural applications. As mentioned earlier, carbon fibers present several advantages such as high strength and modulus, excellent thermal and electrical conductivity, creep resistance, thermal shock resistance, chemical inertness, and low thermal expansion. Utilizing the advantages of the resin and carbon fibers, polymer composites (PCs) have shown the properties comparable with those of other traditional composite materials and metals. These are increasingly finding their applications in thermal protection systems of reentry vehicles and rocket engine components due to their excellent ablation resistance and mechanical properties [40–45]. Also, these are used in some of the automotive parts like rotors, pistons, and bearings since they have non-seizure characteristics and self-lubricating properties [45–49]. Furthermore, in other applications, the resin matrix is also modified with ~5–8 wt% of nanosized fillers like zinc oxide (ZnO), silicon carbide (SiC), and carbon black to improve the wear and frictional resistance of PCs [45, 50].
Processing of Carbon–Carbon Composites with Pitch Matrices
The basic fabrication method for production of C/Cs using pitch matrix is to use pressure to force pitch into an evacuated cavity that contains the dry carbon fiber preform. Pitches are thermoplastic in nature, which soften and tend to flow from carbon preform at high temperatures, but must be carbonized very slowly under pressure. In a typical process, the carbonization of the pitch matrix is carried out by heating to 1000 °C at atmospheric pressure and then densification is done with additional pitch under a very slight partial pressure of nitrogen (i.e., 2 MPa). It is also known as liquid-phase impregnation (LPI). The carbon yield in this process is around 50 wt% for ordinary pitch and 80–85 % for mesophase pitch [51]. In this process carbonization and impregnations are carried out as distinct steps. Sometimes, after carbonization, the composites are heat treated to 2800 °C (intermediate graphitization) to open more and more pores for subsequent impregnations [52]. Using this technique, unidirectional and 2-D composites of density values of 1.7–1.85 g/cm3 can be obtained. However, in multidirectional and big-sized composites, the achievable densities are limited to 1.6–1.8 g/cm3.
Significant increases in the carbon yield can be obtained by the use of high pressure, i.e., 100 MPa, during carbonization. Yields as high as 90 % have been observed [15, 32, 53]. Pressure is applied by using HIP where both carbonization and impregnation take place in a single step. Hence, the process is also known as hot isostatic pressure impregnation–carbonization (HIPIC) process. At the higher pressure, more coarse and isotropic microstructure is formed probably due to suppression of the gas formation and escape during carbonization. Above 400 °C, the isotropic liquid pitch consists of spheres, known as mesophase, exhibiting a highly ordered structure similar to liquid crystals. These spheres coalesce on prolonged heating to form larger regions of lamellar order. Upon subsequent heating to ~2500 °C, the lamellar regions convert preferably to graphitic carbon [54]. The formation of mesophase takes place at comparatively lower temperatures when high pressure is applied. The optimum applied pressure has been found to be ~100 MPa, as the coalescence of mesophase does not take place at very high pressures (~200 MPa) [15, 55]. The density of HIPIC products remains higher compared to that of the LPI products, requiring a smaller number of cycles to achieve a density of 1.9 g/cm3.
Low-Cost Fabrication of Carbon–Carbon Composites
The fabrication of C/Cs using the above methods is not only very expensive but also time consuming because every method has difficulties in its own way. As discussed earlier, in CVI process, it is difficult to infiltrate effectively thick parts or complex fiber performs; therefore, it is limited to thin structure. The rate of deposition of pyrolytic carbon is also very slow, which leads to large consumption of energy and high costs. In addition, the initial setup cost is high and requires highly skilled operators. On the other hand, in polymer pyrolysis routes, both resin and pitch are carbonized at high temperatures to convert the polymers into carbon matrix. Weight loss due to evolution of volatile materials and the shrinkage of precursors during carbonization result in matrix cracking and subsequently a highly porous structure accompanied by low strength. In order to improve the density of composites for better final properties, in conventional densification process, multiple cycles of re-infiltration and re-carbonization of the liquid carbon precursors are carried out, which are again time consuming and costly processes. Thus, C/Cs have been used only in a limited number of applications despite their earlier said unique material properties.
In order to expand the area of the applications of C/Cs, researches have been focused through cost reduction within the manufacturing steps. One of the effective routes to reduce the manufacturing cost is to increase the otherwise low rate of carbonization of resins. However, the rate of carbonization cannot be set too high as during carbonization, a number of processes such as cleavage of C–H and C–C bonds to form reactive free radicals, molecular rearrangement, polymerization, condensation, and elimination of side products (e.g., H2) take place, which lead to shrinkage, cracking, and development of thermal stresses [56, 57]. To minimize these adverse effects, low carbonization/heating rates (typically <10 °C/min) are usually required. However, change in the heating rate affects the final properties of the composites [58–63].
Another way to reduce the manufacturing costs of C/Cs is to increase the carbon yield by modifying the matrix precursors, especially through polymer pyrolysis routes. It is observed that the modification of the thermosetting resin or thermoplastic pitch matrix by adding fine carbon fillers such as coke powder, carbon black, and graphite fillers allows the manufacturing of C/Cs to a satisfactory density in one step or less number of steps with improvement in some of the mechanical and physical properties depending on the type and amount of fillers and heat treatment temperatures used during processing of C/Cs [5, 15].
Furthermore, references may be made to the published articles or patents in the literature for bringing down the processing cost of C/Cs. Howdayer et al. have described a process of densification by immersing the porous structure in a boiling liquid of hydrocarbon and heating the same by induction to temperatures in between 1000 °C and 1300 °C [64]. It is found that the carbon or pyrolytic graphite is deposited in the pores or cavities of the initial porous structures. Density of 1.75 g/cm3 is achieved in 2 h by this method compared to in 80 h by normal CVD method.
Takabatake has invented a process for producing high-density and high-strength C/Cs, which does not require high-cost secondary treatment [65]. This process includes impregnating bundle of carbon fibers with liquid dispersions prepared by secondary carbonaceous particles of graphite, carbon, and carbon black in carbonaceous liquid such as phenolic resin or pitch and then impregnated with phenolic resin, furan resin, or pitch. The advantage of this process is that carbonization can be done easily even with pitch under atmospheric pressure because formation of pores during carbonization is greatly reduced. Further, using fine graphite powder of size 5–0.1 μm, the high-density, high-strength, and less brittle composites are obtained due to the formation of fine mosaic matrix structure. But the reduction in strength is observed when larger- and too-small-size particles are used. This is due to the nonuniform distribution of particles at larger size and at very small size, which causes agglomeration of particles. This further causes a tendency to prevent impregnation of matrix.
Upadhya and Hoffaman have described a process in which a rapid densification of porous article is achieved by a single processing cycle instead of multiple cycles [66]. In this process, the article surface is kept in proximity to a plasma containing densifying species for carbon deposition. An electric bias, with respect to the plasma, is applied to the article such that the energized densifying species are attracted toward the article. The process, which requires about 3–4 days to complete, is highly efficient as compared to the usual processes of densifying and graphitizing a carbon preform, requiring typically ~6 months to complete. They have achieved the density of 1.8–2.2 g/cm3 by this method of CVI.
Thurston et al. have described a process in which a preform is densified by heating while immersed in a precursor liquid [67]. Heating is achieved by passing a current through the preform or by an induction coil immersed in the liquid. In this way, the total cost of densification is reduced. Final bulk density achieved in case of 1.5″ tubular and 6″ long preform is 1.83 g/cm3, and the porosity is around 6 %.
A process for low-temperature densification of carbon fiber preforms has been reported by Sheehan, where colloidal graphite is impregnated in the preform followed by mechanical consolidation [68]. The process may be used to reduce the cost of C/C fabrication significantly. In this, a highly porous carbon fiber preform is impregnated by a liquid suspension of colloidal graphite and dried in air at low temperatures. Multiple impregnations and drying provide soft and flexible C/Cs. Subsequent mechanical consolidation methods such as pressing or rolling are used in combination with rigidation by pitch or resin impregnation and carbonization. From this method, the bulk density of around ~2 g/cm3 is obtained.
A process for making C/Cs with improved properties in a single step has been invented by Withers et al. [69]. In this, at first, they have prepared the matrix comprised essentially of a mixture of a noncrystalline carbon particulate such as green carbon coke (gcc) that is soluble in an organic solvent (isopropanol alcohol, furfuryl alcohol, and methyl ethyl ketone) and a binder comprised of an organic carbon precursor that has a liquid phase such as phenolic resin and pitch. Then, the prepared matrix mixture is combined with the reinforcing materials to form an uncured structure. The uncured structure is carbonized in an inert atmosphere to produce the desired carbon composite structures, for example, piston for an internal combustion engine or a sheet or other shape for thermal management. It is noticed that the carbon yield of the matrix mixture is around 90 %. Also, the liquid matrix precursor is able to penetrate within the carbon architectures and produces a low porosity matrix within the reinforcement as well as in the spaces between reinforcement. With this method, they have obtained the final density of composite ranging from 1.68 to 2.0 g/cm3 depending on the final heat treatment in one single step. In addition, it is observed that the smaller the particle size, the greater the strength of the composites. Also, the strain to failure of the cured carbon composite structure, wherein the coke particles are dissolved in organic solvent, is found to be twice the strain to failure of cured carbon composite structures that are made by mixing the gcc and phenolic resin without an organic solvent. Finally, from the study, they have concluded that the strength of the composite is affected by the size of particles, solvent used, molding and curing conditions, pyrolysis rate, and pyrolysis temperature.
Wielage et al. have described a process of densification using catalytic effects of metal carbonyl on the cross-linking efficiency of polymers used for a rapid and cost-effective densification [7]. In this process, the open pores in the matrix of C/Cs obtained via polymer pyrolysis are effectively closed in one-shot densification process by applying a dicobalt octacarbonyl [Co2(CO8)]-modified polysilane. They have achieved flexural strength of 125 MPa with 63 % fiber volume content in 2-D C/Cs. Besides the successful densification of C/Cs, using the modified polysilane, improvement in the oxidation behavior of C/Cs at elevated temperatures is also recorded.
A method for developing C/Cs of high density in a single step using a special technique has been invented by Bahl et al. [70]. In this, a special type of the sample holder is designed for heat treatment of polymer composite material up to 1000 °C. Then, the green composites are placed in the sample holder and covered from both the sides by two other plates. Finally, these three plates are sandwiched containing composite samples in the center. After that the sample holder is kept for carbonization up to 1000 °C in an inert atmosphere at the desired heating rates. Now, these C/Cs are further heat treated to 2600 °C in an inert atmosphere at the desired heating rates to obtain the C/Cs of 1.8–1.85 g/cm3 density, which can be used for various structural applications.
Liu et al. have introduced a densification mechanism, known as chemical liquid deposition (CLD) process [71]. In their work, low-cost C/Cs are prepared by taking industrial fuel as the precursor for carbon matrix and carbon fiber felt as the reinforcement. The results show that the properties of CLD C/Cs are the same as those of CVD C/Cs, i.e., the bulk density is up to 1.6 g/cm3, and the axial compressive strength is up to 92 MPa. But the densification rate of CLD process is five times faster when compared with the conventional CVD process. Consequently, the deposition time is also less. CLD carbon matrix includes both rough laminar pyrocarbon and smooth laminar pyrocarbon. Also, improvement in mechanical properties is observed due to the carbon matrix having an onion structure at fiber/matrix interface.
Another method for manufacturing of C/Cs by hot pressing has been invented by Huang et al. [72]. In this method, a mixture of carbon fibers, pitch, and optional additives for frictional applications is compressed in a cavity of vessel using a single- or dual-action ram. During compression, in order to form a preform, current is applied to the mixture to generate a temperature of at least 500 °C by means of resistance offered by the mixture. Once the preform is formed, carbonizable material such as phenolic resin or pitch is impregnated into voids in the compressed preform to form an impregnated preform. Then, the product is carbonized in an inert atmosphere. The impregnation and baking steps are optionally repeated. The impregnated preform is then graphitized to a final temperature of at least about 2000 °C to form the composite material. The advantage of this method is that the heating rate used is preferably at least 100 °C/min and as high as about 1000 °C/min or even higher. Depending on the heating rate, the initial heating and pressing steps just take nearly 3 h to less than 10 min, which is a much shorter time than the days required in conventional heating/pressing systems. Additionally, the density of the preform formed in this step is preferably at least 1.3 g/cm3 and as high as 1.7 g/cm3 without densification procedures. This is much higher than the density generally achieved in conventional methods, where the density of composite preform is about 0.6–1.3 g/cm3. As a consequence, one or two infiltration cycles are required to achieve a final density of 1.5–1.9 g/cm3 depending on the impregnant such as phenolic resin or pitch with this hot pressing method compared with the conventional methods.
Alternatively, the resin transfer molding (RTM) process can also be used for fabricating C/Cs of desired density in a just two cycles of reimpregnation and carbonization. In this process, the manufacturing of resin matrix composite part as well as impregnation of the carbonized parts is carried out simultaneously. RTM densification is about twice as fast as the conventional resin impregnation method, and it is environmentally friendly. The reported density and mechanical properties of just two time-densified C/C panels are superior or nearly same as the reported data in the literature by other processes [73, 74].
Properties of Carbon–Carbon Composites
C/Cs are not a single material but rather a family or class of materials whose properties can be varied depending on how and from where they are made. Therefore, it is important to know the behavior of its various systems under different tests and operating conditions before using in particular applications. The properties, which are essential and often addressed in the literature, are strength, stiffness, fracture toughness, thermal conductivity, thermal expansion, ablation resistance, etc. The operating mechanisms for all these properties are quite different. The mechanical properties are determined by the fiber/matrix bond strength and crack propagation mechanism, whereas the thermal properties are governed by thermodynamic and thermal transport phenomena [36]. In addition, properties of C/Cs depend on many other factors such as type of reinforcing carbon fibers, fiber architecture, carbon matrix microstructure, density, and macrostructure of the composites such as type, size, and quantities of defects, i.e., defects, pores, cracks, etc. [5, 36].
For most composites, the primary consideration for a given application is the properties of the reinforcing fibers. The strength and modulus of carbon fibers are also related to the physical properties such as thermal and electrical conductivity and coefficient of thermal expansion. The choice of a fiber based on one property usually determines the value of the other properties. For example, the microstructure of very-high-modulus fibers usually consists of perfectly aligned basal planes parallel to the fiber axis. As a result, the transverse modulus will be relatively low, the thermal and electrical conductivity will be high in the longitudinal direction, and the thermal expansion coefficient will be small or negative [15].
On the other hand, a composite matrix usually serves to protect the reinforcing fibers from damage or reaction with the environment, to provide some amount of support in compression, to provide adequate matrix-dominated properties, and to provide a continuity of material. This last property is important in electrical and thermal applications and is particularly important in mechanical applications since load must be transferred to the fibers through the matrix. In this respect, a load can be transferred to the fibers across a chemically or physically bonded interface or across a mechanically interlocked one formed by the matrix shrinking onto and thereby gripping the fiber surface during processing of C/Cs.
The tensile and flexural properties of C/Cs are fiber dominated, whereas the matrix-dominated properties such as transverse tensile strength and modulus, transverse flexural strength and modulus, compression strength and modulus, interlaminar shear strength (ILSS), thermal coefficient of expansion, and thermal conductivity are mainly affected by the density and matrix morphologies. The amorphous or semicrystalline carbon matrix structures, being partially or fully randomly oriented, can arrest the crack propagation to enhance the strength as well as modulus of the composites [75]. On the other hand, the graphite matrix structure can provide high thermal as well as electrical conductivities and high oxidation resistance [36]. However, the graphitic matrix exhibits brittle nature.
Elastic Modulus
In C/Cs, the value of Young’s modulus could be much greater than calculated from the rule of mixture [76]. One of the regions for this is that improvement in crystallinity of the fiber due to the process induced thermal stresses and repeated thermal cycling. As mentioned before, the commercial carbon fibers are manufactured from PAN and pitch precursors, and their properties vary considerably again depending on raw materials and processing conditions used. Low-modulus carbon fibers are expected to exhibit more improvement in the crystallinity than highly heat-treated high-modulus carbon fibers [77].
Similarly, depending on the heat treatment temperature and precursor material, the microstructure of the matrix also varies from amorphous to graphitic with random or parallel alignment. For example, the amorphous matrix obtained by thermosetting resin route may be converted to graphitic form by heating at temperatures >3000 °C. On the other hand, since the matrices derived through pitch/CVD routes provide comparatively higher graphitic order than that of the thermosetting resin-derived matrices, they can be graphitized by heating at comparatively lower temperatures of ~2100 °C. On the other hand, in CVD process, depending on the concentration or partial pressure of the reactant gas and the processing temperature, the formed matrix will be isotropic and laminar (smooth and rough) structures. The former is nongraphitic and latter is graphitic [78–80].
However, the modulus of the matrix is much lower than the fibers. For a given volume fraction of fibers with similar bonding, the matrix contributes significantly to the stiffness of the composites, if it is highly crystalline, and planes of graphite crystal are arranged parallel to the fibers. This type of matrix structure can be obtained easily by using pitch precursor and choosing proper processing conditions [76]. Matrix in the interfilament region, with possibly large variance in microstructures, possesses a range of mechanical properties. A tensile modulus of 3–40 GPa has been obtained for the randomly arranged carbon or graphite matrix, whereas for a highly aligned graphitic structure, it is 400–700 GPa [5]. The effects of the same matrix precursor can be further enhanced by using carbon fibers with a highly aligned graphitic structure (high-modulus pitch carbon fibers). Whereas in thermosetting resin-derived composite, the modulus improves due to the formation of lamellar-type structure around the fibers because of stress-induced graphitization of the matrix at the fiber/matrix interface, when the composite is heat treated at around 2200 °C [5, 15].
Strength
The strength of C/Cs is governed by the Cook–Gorden theory for strengthening of brittle solids as the simple law of mixtures cannot explain their behavior. Thus, it depends on fiber/matrix bond strength, fiber microstructure, fiber volume fraction and its architecture, amount of porosity, matrix microstructure (degree of graphitization), and processing parameters [81–84]. In C/Cs the fiber/matrix interface bond strength must be optimal as too high bond strength may lead to extremely brittle nature, catastrophic failure, and poor strength of the composites, while too low bond strength leads to composites with poor fiber strength translation, exhibiting a pure shear-dominated failure [85, 86]. Thus, among (1) non-surface-treated unsized carbon fibers (too low in bond strength), (2) non-surface-treated sized carbon fibers (optimum), (3) surface-treated unsized carbon fibers (too high in bond strength), and (4) surface-treated sized carbon fibers (too high in bond strength), the non-surface-treated sized carbon fibers give C/Cs of higher strength. These optimum composites fail in a mixed mode fracture. Similarly, carbon fibers that have been oxygen treated give higher strength than plasma treated ones and those which have not been treated at all. Moreover, carbon fibers, which have been oxidized by nitric acid and then plasma treated, give composite of higher strength than those oxidized but not treated [85, 87].
It is very difficult to reach theoretical longitudinal strength of composites due to the twisting and distortion of the fibers, variations in fiber orientation, and stress concentration associated with the test method. Generally, 50–60 % volume fraction of fibers is optimum for attainment of good strength in C/Cs. The key factor in optimum fiber utilization is good alignment with respect to the axis of the load. In the case of woven fibers, there is misalignment due to the crimping (fiber crossover region), which occurs as a result of weaving process. The fibers are not aligned with the principal stress axis, and thus effective strengths are reduced [15, 85, 88]. Variation of strengths of C/Cs with fiber orientation has been shown in Fig. 10.10.

Strength of carbon–carbon composites with fiber orientation [36]
The other major factor, which determines the strength of C/Cs, is the density of the material, which depends on the porosity or void content. The pores and voids present in the composites act as stress concentration sites and reduce the strength of the composites, but these can be filled effectively during densification cycles. It is observed that even after four or more cycles, the composites still contain a large degree of porosity. Despite this, large increase in strength is obtained due to the reduction in the amount of porosity, and the reimpregnation tends to smooth the geometry, which reduces the stress concentration effects of pores and voids. Moreover, the intermediate graphitization treatments during densification cycles also influence the final strength of composites than the single graphitization after repeated densifications because the former treatment helps in filling the pores effectively, which improves the bulk density of the composites [5].
The weave pattern of carbon fabric also affects their densification [89]. For example, the 8H satin weave is favored over the plain weave; microcracks develop beneath the bundle crossover points in plain weave because of the inhomogeneous matrix distribution. Hence, the composites consisting of plain weave exhibit catastrophic failure due to bundle pullout. On the other hand, shear-type failure with fiber pullout is observed in the composites made with the satin weave fabric. Again, with densification, the flexural strength increases appreciably for the satin weave composites compared to marginal increments observed for the composites made with plain weave fabric.
Furthermore, the types of matrix precursor and processing parameters also affect the strength of composites. As mentioned earlier, depending on the nature of fiber surface, the choice of precursor for the matrix is also important because it controls the binding strength and adhesion strength. The processing parameters such as heating rate and final heat treatment also affect the properties of composites. In all cases, the bulk density increases with slow heating rates, which further increases the strength of composites [76].
The heat treatment temperatures also govern the mechanical properties of composites by changing the failure modes of composites. In general for carbonized composites that are heat treated around 1100 °C, the matrix-dominated failure prevails and depends on the fiber surface, and the fracture energy and strength of the composites change accordingly [36, 90]. Whereas in the intermediate temperature range 1200–2200 °C, mixed mode failure prevails, because the interface weakens in this temperature range; the strength of the composite increases till interface bond strength becomes an optimum to deflect the formed cracks without harming the fibers and strong enough to effectively utilize the stress transfer capability of the matrix with low fiber pullout [36]. On further heating to 2500 °C and above, the matrix will be in the form of graphite. The graphitized matrix has low shear strength and fail in a jagged fashion. The fiber/matrix interface strength also becomes very low (Fig. 10.11). As a result, the matrix is decoupled from the fibers, and therefore, the matrix contributes least to the composite strength. The failure is dominated by the fiber failure [36, 87, 90].

Effect of heat treatment temperature on strength and fracture mode of carbon/carbon composites [36]
Fracture Toughness
In addition to strength and stiffness, the toughness of the composite is also important from a structural point of view. The fracture toughness (energy release per unit crack area) for carbon in both bulk and fiber alone is in the range of 0–200 J/m2. However, more value of higher toughness and work of fracture can be obtained in case of C/Cs with optimum fiber/matrix bonding. The key parameters governing the toughness of C/Cs include the choice of reinforcement, carbon matrix microstructure, etc. The micromechanical process, which imparts toughness to C/Cs, includes matrix cracking, interface debonding, fiber fracture, friction at fiber/matrix interface, bridging effects, and fiber pullout. The 3-D orthogonal carbon fiber woven composites exhibit the highest work of fracture. Because the cracks diffuse in tortuous manner, probably by tracking pre-existing voids or microcracks, and the failure of the composites takes place by propagation of a series of stable cracks across the matrix and yarn bundles, until the cracks becomes unstable, propagation of which leads to failure [91]. The failure takes place through two dominating mechanisms, namely, the fiber bundle breakage and the matrix cracking, whereas C/Cs made using carbon felt exhibit the lowest value for work of fracture, while those made with random fibers or 2-D cloth exhibit intermediate values [5, 15].
Matrix-Dominated Properties
The matrix-dominated properties are also dependent on fiber/matrix interface bond strength, fiber architecture and volume fraction, density and microstructure of matrix, etc. The better properties are obtained in case of composite with good fiber/matrix interface bond strength [92]. In addition, the volume fractions of the fiber also affect the properties. In the case of well-bonded composite, the transverse strength will be independent of volume fraction of fibers and approximately equal to the strength of the matrix. Conversely, in poorly bonded composite, a dependence on volume fraction will be observed, and strengths are appreciably lower than the strength of the matrix.
The increase in density of the composite also improves the properties. In composites, the compressive behavior is controlled by ILSS. As the density increases, ILSS of the samples also increases, but up to certain value, which is again clear from this that the shear strength of the matrix governs the ILSS of composites [53]. ILSS for carbonized pitch-densified materials appears to be superior to resin–char matrices [77]. Thus, it is difficult to interpret matrix-dominated properties by varying one parameter while keeping other factors constant. These properties can be maximized by optimizing all the parameters. However, the greatest improvement in these properties is obtained by placing fibers in the appropriate directions.
Thermal Properties
Being composed of complex microstructures of reinforcing fibers and matrix, along with embedded micro-/macropores and voids, estimation of thermal properties of the C/Cs becomes difficult. However, the thermal properties of C/Cs may be tailored by proper choice of constituents, their configuration, and processing conditions [36]. In C/Cs, the thermal conductivity in the fiber direction is high and low in perpendicular direction (Fig. 10.12). Also, it depends on whether fibers are derived from PAN- or pitch-based composites because they possess different heterogeneous microstructures along their cross section. Pitch-based fibers are more conductive than the PAN-based fibers along the fiber axis. Moreover, the vapor-grown carbon fibers also exhibit high thermal conductivity. Using these, high thermal conductivity composites can be fabricated conveniently [5, 15].

Thermal conductivity of carbon/carbon composites with different fiber/matrix combinations [36]
The type of matrix microstructure also contributes to the thermal conductivity. If graphite matrix orients around the fibers, the planes oriented in the fiber direction contribute to the thermal conductivity. In the case of thermosetting resin-derived C/Cs, the increase in thermal conductivity is observed with heat treatment temperature due to stress graphitization of the matrix. In contrast to thermoset-derived composites, the pitch precursor-derived composites exhibit high thermal conductivity and are attributed to the graphitic microstructure of the matrix among the filaments where all of the graphitic layers lie parallel to the fibers. This type of matrix structure can easily obtained by the use of mesophase pitch and HIPIC process. The improvement in thermal conductivity is more than 70 % when PAN fibers are replaced by pitch-based fibers in pitch-derived matrix, whereas in CVD-derived carbon matrix, it exhibits a wide range of microstructures, from isotropic to highly anisotropic rough laminar structures. Accordingly, the thermal conductivity of C/Cs with a CVD matrix also varies. The C/Cs with rough laminar microstructure exhibit highest thermal conductivity [5, 15].
The voids, pores, and cracks also disrupt the heat flow, thus decreasing the thermal conductivity. If the formation of matrix defects could be controlled then the thermal conductivity of matrix could be increased by sixfold. The fiber/matrix interface bond strength also contributes to thermal conductivity. In the case of good bond strength, the defects will be in the region of matrix due to its shrinkage on the fibers, whereas in the case of poor bond strength, the matrix defects tend to reduce. Hence, the latter composites will exhibit higher thermal conductivity both perpendicular and parallel to the fiber axis than the former. In addition, the thermal conductivity of composite material also increases with fiber volume fraction and density [5, 93, 94].
Similar to thermal conductivity, the amount of heat absorbed (specific heat) in C/Cs depends on voids, cracks, and defects as well as microstructure, i.e., the type of fiber and matrix present in the composites and structural arrangements of the two [93, 94]. The high-modulus pitch-type fibers exhibit higher specific heat than the PAN-based fibers, because high-ordered graphitic structure of the former scatters less thermal energy and absorbs more energy as compared to the latter. Similarly, matrix with highly ordered graphitic structure exhibits high specific heat than the less ordered graphitic structure. The voids, pores, and cracks also disrupt the heat flow, thus decreasing the specific heat. If the formation of matrix defects could be controlled, then specific heat of the composites could be increased.
Similarly, the thermal expansion of C/Cs in the direction of reinforcement is mainly controlled by the fibers, whereas in the direction perpendicular to it, the type and content of matrix and porosity have major influence [5, 93, 94].
Effects of Heating Rate on the Properties of C/Cs
Initial carbonization is an important step in the manufacturing of C/Cs derived from thermosetting resins. During carbonization, thermal degradation of polymers takes place, generating various volatile by-products, which lead to generation of temperature and pressure gradients within the composites [95–98]. The degradation of polymer chains leads to the irreversible physicochemical transformations in the composite. The composite experiences several macroscopic changes such as formation of cracks and voids by delamination, warping, and damages in the matrix. Again, the high-temperature carbonization leads to reduced density and changed thermal properties such as heat capacity and thermal conductivity [98]. In order to diminish these adverse effects, generation of both pressure as well as temperature gradients during carbonization should be minimized by controlling the rate of heating, which eventually controls the rate of production of volatile by-products. However, as low heating rates lead to high manufacturing costs, an optimization is generally adopted. Hence, the initial carbonization emerges as the rate determining step in the manufacturing process of C/Cs.
Studies of the carbonization behavior of resin-based composites have been performed either through experimental investigations or by developing numerical model. Experimental investigations mainly focus the effects of heating rates on the mechanical properties of C/Cs. Ko and Chen have studied the effect of heating rate on pyrolysis of a plain-woven PAN-based carbon fabric/phenolic resin composite by varying the heating rates between 0.1 and 5 °C/min [58]. The study suggested no significant effect of heating rate on the yield of the C/Cs carbonized at 1000 °C for the heating rates below 3 °C/min. Similarly, Roy has found that the interlaminar strength of 8H satin-woven PAN-based carbon fabric/phenolic resin composite remains unaffected by changing the heating rates between 0.03 and 0.8 °C/min [59]. On the other hand, Chang et al. have revealed that the density and flexural strength of plain-woven PAN-based carbon fabric/phenolic resin composites decreases by 0.7 % and 6.6 %, respectively, by changing the heating rate from 0.5 °C/min to 3 °C/min [60]. Again, no effect of heating rate on the weight loss and flexural modulus of the composites is observed.
Apart from experimental studies, numerical studies also predict the effect of heating rate on the properties of C/Cs. For example, using 1-D numerical model, Nam and Seferis have studied the carbonization behavior of 8H satin-woven PAN-based carbon fabric/phenolic resin composite when carbonized to 1000 °C at a heating rate of 2–7 °C/min [95]. The model predicts the variation of different parameters such as the pressure buildup, the temperature distribution, and the degree of degradation with the processing time and the through-thickness position in the composites. It is observed that a higher heating rate and a larger thickness of the composite give a larger pressure buildup and temperature gradient within the composites. Hence, higher heating rate could lead to a nonuniform carbonization and the development of internal stresses through the laminates due to thermal as well as pressure gradients, leading to localized delamination of the matrix.
Effects of Carbon Additives on the Properties of Carbon–Carbon Composites
As mentioned earlier, the pyrolysis produces cracks, pores, and voids in the composites due to the anisotropic shrinkage of matrix during carbonization. Researchers have observed that the modifications of the matrix by adding fillers such as fine powder of coke, graphite powder, and carbon black fillers to precursor matrix minimize the shrinkage, which not only reduce the manufacturing cost of C/Cs by improving their density in one step or less number of steps but also improve some of the properties of composites depending on the type and amount of fillers and heat treatment temperature used. Recently, carbon nanofibers (CNFs), carbon nanotubes (CNTs), and nanospheres have also been used as additives for thermosetting resins in very small quantities (1–5 %). These nanocarbon additives are preferred over coarse carbon materials due to their larger surface area as well as their inherent properties, which are translated to ultimate properties, but uniform distribution of these is a challenge. Also, costs are generally higher than the coarse carbon materials [5, 15, 34].
Furthermore, references may be made to published articles or patents in the literature to study the effects of carbon additives on the properties of C/Cs. Manocha et al. have reported that the addition of carbon black or graphite fillers to the resin matrix precursor increases the properties like density, strength, stiffness, and quasitensile fracture behavior of C/Cs, because the filler loading inhibits shrinkage cracks during carbonization of polymer and changes the microstructure of the bulk carbon matrix of the C/Cs from nongraphitizable to fine-grained graphitic carbon when it is treated at high temperatures [34].
Fitzer et al. have mentioned that the addition of graphite powder of 50 % to phenolic resin reduces the shrinkage of the composite samples from 20 % to 5 % after carbonization and exhibits accessible pores and cracks in case of composites made with surface-treated carbon fibers, which can be filled more effectively during subsequent densification cycles [5, 76]. Hence, less number of densification cycles is required compared to composites without fillers. In addition, the graphite filler loading also increases the failure strain as well as the fracture toughness of the composites.
Savage has mentioned that the interlaminar fracture toughness (ILFT) of 2-D C/Cs can be increased by more than a factor of 2 by the introduction of particulate graphite [15]. The graphite powder reduces the shrinkage of the matrix during carbonization that increases the fracture toughness by crack deflection and blunting mechanism. Optimization of filler content and particle size has resulted in the toughness value as high as 250 J/m2 .
In other studies, Kowbel et al. have observed the C/Cs of improved density, flexural strength, and shear strength by adding 70 % of carbon black fillers to thermosetting resin carbon fabric composites [99]. The improvement in density is observed above the heat treatment temperature of 1700 °C because of progressive graphitization of the matrix, which further improves the flexural strength and shear strength of the composites. Yasuda et al. have added the graphite powder up to 45 % to thermoset resin matrix and have made composites using unidirectional carbon fiber with or without surface treatment [100]. Then, the composites are carbonized at 1000 °C and graphitized at 3000 °C. The C/Cs of improved flexural strength are obtained at lower filler content (5–10 wt%). With further loading of fillers, the strength of C/Cs decreases depending on the fiber treatment and heat treatment temperatures. Also, the fracture pattern of the samples changes. The effect of carbon black filler loading on the phenolic-PAN fiber felt-based C/Cs has been studied by Ko et al. [101]. At 2500 °C, the addition of 10 wt% of carbon black filler improves the graphitization of the matrix and exhibits nearly 300 % improvement in flexural strength.
In another study, Hu et al. have studied the effect of mesocarbon microbead loading (0–30 %) on various properties of C/Cs prepared from oxidative PAN fiber, a resol-type phenolic resin, and mesophase pitch derived from coal tar [102]. C/Cs containing 10–30 wt% mesophase exhibit higher density, greater stacking size, and higher preferred orientation than those without any mesophase. Incorporation of mesophase enhances the flexural strength and flexural modulus by ~20 % to 30 % and ~15 % to 31 %, respectively. These composites also show improvement in thermal conductivity from ~12 % to 31 %.
Fitzer and Hutner have also reported a steady increase of flexural strength in the case of phenolics as precursor with increasing the graphite filler addition, whereas in the case of pitch, the flexural strength of the composites moves through a maximum [76]. Decrease in the strength with higher graphite contents is due to the reduction in the number of carbon binder bridges between the fibers. Hence, to achieve better strength, the graphite filler addition should not affect the binder bridges. From the study, it is also observed that the graphite grain size of 2 μm is too high to guarantee a homogeneous distribution in the composite, especially at higher filler content.
Moreover, the addition of nanostructured carbons in thermoplastic pitches also changes their microstructures. The added carbon introduces the oriented structures in isotropic pitches. This shows an increase in graphitic ordering and hence mechanical properties, while nanoscale mosaic structures in mesophase pitches reduce the planar cleavages and shear failure [34, 103]. Further, it is also observed that the addition of carbon black to coal tar pitch increases the carbon yield and strength, improves the thermal properties, and reduces the porosity of pitch-based cokes [104, 105].
The effect of carbon additives on the ILSS of 2-D C/Cs has been reported by Seok et al. [106]. These composites are prepared by compression molding method and then carbonized at 1400 °C. Additives such as graphite powder, carbon black, milled carbon fiber, and carbon fiber mat are added during preparation. The composites with 9 vol% of graphite powder show the greatest values of ILSS and flexural strength because of improvement in the density of composites. Whereas, in case of carbon black, the composites show a slight improvement of ILSS at 3 vol%, but the flexural strength decreases. When milled carbon fiber and carbon fiber mat are added, the lack of resin and the heat shrinkage during the carbonization cause the delamination in the composites, which further results in decrease of density, ILSS, and flexural strength of composites.
Manocha et al. have studied the interfaces in nanostructured C/Cs and their effect on matrix microstructure and thermophysical properties of the composites [107]. Composites are made with vapor-grown carbon fibers (VGCFs) and petroleum-derived nanospheres filled with thermosetting (polyfurfuryl alcohol) matrices. The amount is varied in between 1–5 wt% in the case of VGCF and 5–20 wt% in the case of nanospheres. The composites are heat treated at 1000 °C and 3000 °C. The structural transformations are studied as a function of heat treatment through X-ray diffraction (XRD), scanning electron microscopy (SEM), and Raman spectroscopy. It is observed that the addition of these nanostructured materials brings nanocrystalline anisotropic orientations at the interfaces, which increases the electrical conductivity of the composites.
Jain et al. have investigated the influence of carbon nanofibers (CNFs) on the microstructure and interlaminar shear strength (ILSS) of C/Cs by using different loadings of 0 %, 2 %, and 5 % (w/w) of CNFs [108]. It is observed that the CNFs provide bridging mechanism for matrix microcracking and reduce the matrix shrinkage that occurred during the first carbonization.
Dae et al. have studied the effect of the addition of CNTs on the tribological behavior of C/Cs. C/Cs are fabricated by using CNT/carbon composite layers having CNT loadings ranging between 0 wt% and 20 wt% [109]. With increasing CNT loading, the wear loss is found to decrease significantly, while the friction coefficient increases lightly. Chen et al. have studied the effects of multi-walled CNTs (MWCNTs) on the microstructure of resin carbon and thermal conductivity of C/Cs [110]. In this, they have added MWCNTs into furan resin. Then, unidirectional preforms are densified with the nanotube-doped furan resin by impregnation–carbonization cycles. The results show that MWCNTs induce the ordered arrangement during heat treatment and enhance the graphitization degree of resin carbon. Also, incorporation of small amounts of MWCNTs enhances the thermal conductivity of C/Cs significantly. The enhancement is found more significant for the direction perpendicular to the fiber axis. Higher concentrations of MWCNTs are found to decrease the thermal conductivity due to their improper dispersion. Sheikhaleslami et al. have developed a method for preparing a nanohybrid resin comprised of carbon nanomaterials such as carbon black and carbon nanotubes (CNTs) and phenolic resin [111]. In this, at first, carbon nanomaterials are dispersed in an organic solvent such as ethylene glycol and/or 1, 2 propandiol. Then, the dispersed organic solvent is mixed with phenolic resin by 10–15 % by weight. The advantage of introducing carbon nanomaterials is to increase the carbon yield of the resin and to form graphitic phase in residual carbon after carbonization in order to overcome the shortcoming of glassy structure of residual carbon from the resin without nanomaterials, because glassy carbon exhibits low mechanical strength and poor oxidation resistance. The evolution of graphite phase is characterized by X-ray diffraction pattern after heating the hybrid resin system at 1100 °C. It is observed that, among both the nanomaterials, CNTs show better results as a graphitizing agent.
Li et al. have studied the effect of carbon nanofiber (CNF) additive on the mechanical properties of C/Cs by using carbon composites containing 0.5 %, 10 %, 15 %, and 20 % of CNFs [112]. Both flexural strength and elastic modulus of the composites are found to increase with CNF incorporation. For 5 % loading, flexural strength and elastic modulus are found to increase by 76.3 % and 55.5 % compared to those of the composite without CNFs. However, the properties (flexural properties and ILSS) are found to decrease for higher (20 %) CNFs containing composite, which may be attributed to the presence of voids in the structure. Jinsong and Ruiying have studied the effects of CNFs on the flexural properties and interlaminar shear strength of CNF-reinforced C/Cs [113]. The flexural strength, modulus, and ILSS of the composite containing 5 wt% of CNFs exhibit enhancements of 21.5 %, 33.5 %, and 40.7 %, respectively, as compared to those of the composite without CNFs. Again, the mechanical properties decrease for higher loading (20 %) of CNFs.
Machining of Carbon–Carbon Composites
C/Cs are increasingly finding their use in the aeronautical, aerospace, nuclear, biomedical, and automotive industries because of their superior properties. Though the composites are made to near net shape, due to the high fabrication costs, any deficiency on conformity with the design specification of a product results in serious performance/financial losses. In order to meet the stringent manufacturing demands and for better performances, the need to machine these materials adequately increases.
Machining is the final operation on the fabrication of C/Cs in which the dimension precision and the surface finishing are determined. A very little information on machining of C/Cs has been found in the literatures as the machining of C/Cs is difficult by using conventional methods due to their non-homogeneity, anisotropy, variable hardness gradient within structure, and intrinsic brittleness. Ferriera et al. have studied some aspects of the C/Cs machinability using turning tests [114]. The performances of different tool materials like ceramics, cemented carbide, cubic boron nitride, and diamond are studied. Results show that only diamond tools are suitable for use in finishing of materials. In rough turning, the carbide tools can be used with some restrictions in parameters.
Mueller et al. have used laser machining for creating the grid features in the carbon–carbon grid blanks for ion engines [115, 116]. In addition, Gureev et al. have studied the possibility of pattern cutting of sheet made of C/Cs using laser radiation [117]. It is experimentally demonstrated that the continuous-wave laser radiation could be efficiently used only for pattern cutting of C/Cs with a thickness up to 1.5 mm. For larger thickness of the composites, the use of pulse-recurrent radiation with high pulse-repetition rate in the multipass-cutting mode is recommended.
Hocheng et al. have studied the feasibility of electrical discharge machining (EDM) in C/Cs [118]. In this, the material is machined by electrical discharge sinker. In this process, the important parameters include the pulse current and pulse duration time, which control the material removal rate, the surface topography, and the recast layer that remained on the workpiece surface. Experimental investigations by George et al. have revealed empirical relations as a function of machining variables to analyze the machinability of C/Cs [119, 120]. The machinability parameters (response functions) include relative circularity of hole, overcut, electrode wear rate, and material removal rate (MRR), while pulse current, pulse on time, and gap voltage are the machining variables.
Applications of Carbon–Carbon Composites
As mentioned before, C/Cs are considered to be a class of materials having a wide spectrum of properties and applications. C/Cs with desired shape and properties required for particular application can be produced by meticulously choosing the type, architecture, and amount of carbon fiber and matrix precursor and processing conditions. Moreover, the ongoing development of high-performance carbon fibers and newer matrices based on pitch or advanced high-char-yielding resins continuously adds to the spectrum of C/C properties and products, which offer a high-performance engineering material. Therefore, in addition to the defense, aircraft, and spacecraft applications, a steady interest is also growing in civilian applications [5, 15]. In the following sections, general applications of C/Cs are mentioned according to the various specific properties of the composites.
Carbon–Carbon Composites as Brake Disks
The development of high-speed and large-capacity aircrafts requires improved braking systems. The requirements are lightweight materials with a smooth frictional behavior and capable of withstanding high temperature. This is particularly important during takeoffs of aircraft. During this, the temperature of the frictional surface rises to more than 2000 °C in about 20 s [5, 121]. The conventional steel brake disk, if successful in stopping the aircraft in an emergency, is likely to get destroyed by warping or melting due to the intense heat generation during stoppage of vehicles. C/Cs, which are stable at high temperatures and have excellent friction and wear characteristics, are the obvious solution to this problem. Higher heat capacity (2.5 times that of steel) and high strength at elevated temperatures of C/C-based brakes make it possible to reduce the brake weight by 40 % and to increase their service life by a factor of two [15].
The potential for significant growth in C/C brakes is further underlined by the interest shown by manufacturers of racing cars, heavy-duty surface transport systems, and passenger cars in their advanced automotive braking systems [5, 15]. Figure 10.13 shows images of brake disks made of C/Cs.

Brake disks made of carbon–carbon composites (Image Courtesy to carid.com)
Carbon–Carbon Composites for Aerospace Industries
C/Cs are continuously finding their applications in the aerospace field. Examples include thermal protection system of space shuttles, exit cones, nose tips of the reentry vehicles, etc. Thermal, thermophysical, mechanical, thermomechanical, and structural properties of C/Cs are utilized in these applications.
These are used in wing leading edges and nose caps of space shuttle because it encounters temperatures subzero in outer space and close to 2000 °C during reentry operations, which is well beyond the operating temperature of the metals. These components provide thermal protection to the instrumentation from the searing heat of reentry and maintain structural integrity during operation [122, 123]. In addition to the space shuttles, nuclear missiles also employ nose cones and heat shields. For such applications, C/Cs are ideal candidates due to their high thermal conductivity and high specific heat so that the components operate as a heat sink and absorb the heat flux without any problem. The porosity should be low and uniform so as to have a uniform low ablation/erosion. These stringent requirements are achieved through three-directional (3-D) fibrous reinforcement and the HIPIC densification route [5].
However, the leading edges are formed from 2-D carbon fabric with carbon matrix derived from phenolic resin/pitches. Furthermore, these are generally protected against oxidation resistance coatings for the high-temperature applications. Other components used for aircraft industries are gas rudders and thrust deflectors for military aircrafts and expansion nozzle of hypersonic propulsion unit [5, 121].
In rocket motors with a solid propellant system, the throat and exit cone are made of C/Cs. The exhaust gases from the propellant chamber pass out through the throat and then finally out through the exit cone. These also necessitate the choice of high-density 3-D C/Cs [5, 14, 15].
Carbon–Carbon Composites for Aeroengine and Turbine Components
The efficiency of heat engines is greatly improved by operating them at high temperatures and permitting high combustions. The choice of C/Cs in jet engine rotors and stators offers the possibility of operating at higher temperatures than those used in conventional high-temperature alloys. Furthermore, the use of C/Cs results in a significant reduction in a weight, engine size, and fuel consumption. The various jet engine components include turbine wheels, combustions chambers, and exhaust nozzles [5, 14, 15, 121]. Images of C/C-based turbine rotors have been shown in Fig. 10.14.

Turbine rotor made of carbon–carbon composites (Image Courtesy to grabcad.com)
Carbon–Carbon Composites in Nuclear Reactor
Carbon-based materials are of significant interest in nuclear reactor design owing to their desirable neutronic properties and are being used in the nuclear reactors since the development of very first nuclear reactor CP-1. Low atomic weight coupled with high neutron scattering cross section and low neutron absorption cross section has made carbon a suitable moderator and reflector material in high-temperature nuclear reactors. For Generation IV nuclear reactors, C/Cs are being considered for better tailor-made properties, mainly with respect to thermal conductivity and strength. The high-temperature reactors, designed by India, propose to use C/Cs in fuel tube, downcomer, and reflector blocks (Fig. 10.15) [124].

Cross-sectional view of compact high-temperature reactor [124]
However, the irradiation properties of C/Cs are not well established. Burchell et al. irradiated 1-D, 2-D, and 3-D C/Cs at 600 °C and to damage doses up to 1.5 dpa. 3-D C/Cs have more isotropic dimensional changes than that of 1-D or 2-D composites [125]. Pitch fiber composites are more dimensionally stable than PAN fiber composites, and high graphitization temperatures are found to be beneficial.
Though graphite is used in high-temperature reactors, where its irradiation defects get annealed out, it cannot be used in low-temperature thermal nuclear reactors due to accumulation of Wigner energy, which is the stored energy in graphite lattice due to displacement of atoms from lattice position by neutron or particle irradiation [126]. In such cases amorphous carbon–carbon composites have been proposed [127]. Dasgupta et al. have shown that carbon black–phenolic resin-derived carbon composite is a candidate material for such application [128, 129]. Figure 10.16 shows the flow sheet for making such composite.

Flow-sheet for making amorphous C/Cs [129]
Pyrolytic graphite, artificial fine-grained graphite, and C/Cs have been adopted as plasma-facing components in fusion devices. Owing to their high thermal conductivity and high thermal shock resistance, C/Cs are one of the ideal choices compared to the conventional graphite materials for the fusion reactors. The use of C/Cs as plasma-facing materials has been reported in Tokamak Fusion Test Reactor (TFTR), Joint European Torus (JET), Tore Supra, and JT-60 in Japan. Tokamak fusion devices utilize carbon materials for their first-wall linings, limiter, and armor on their plasma-facing components (PFC) as shown in Fig. 10.17. C/Cs possess a number of attributes such as low atomic number, high thermal shock resistance, high sublimation temperature, and high thermal conductivity, which makes it a good choice in the fusion reactors. These C/Cs may be the choice for International Thermonuclear Experimental Reactor (ITER) which must endure severe environment including high-heat fluxes, high armor, surface temperature, and eddy-current-induced stresses during plasma disruption. The plasma-facing C/Cs will suffer structure and property degradation as a result of carbon atom displacements and crystal lattice damage, caused by impinging high-energy fusion neutrons and energetic helium ions for carbon transmutations. As C/Cs are infinitely variable family of materials, the processing and design variables such as (1) architecture, i.e., 1-D, 2-D, 3-D, or random fiber distribution; (2) fiber precursor, i.e., pitch, polyacrylonitrile (PAN), or vapor grown; (3) matrix, i.e., liquid impregnation (pitch or resin) or CVI; and (4) final graphitization temperature will influence the properties and behavior of C/Cs.

Schematic of the plasma-facing components (PFC) of a Tokomak fusion reactor [125]
Carbon–Carbon Composites for Diesel Engine Components
Piston-driven engines such as diesel engines could also operate with increased efficiency and reduced weight if cooling requirements are minimized through the use of materials, which function efficiently at high temperatures. C/Cs are currently being evaluated for many such applications. The various components include piston crown valves, cylinder liners, and connecting rods [5, 14, 130].
Carbon–Carbon Composites as Refractory Materials
It is known that polygranular carbon and graphite materials are widely used as refractory materials in an oxidizing environment. With carbon fiber reinforcement, the mechanical properties of these carbon refractories can be further improved. Thus, C/Cs are increasingly finding their applications in industries also.
Hot Press Dies
The traditional material used in die manufacturing for high-temperature, high-pressure sintering of ceramics and metals is thick-walled fine-grained polycrystalline graphite. As an alternative, thin-walled fine-grained C/C dies with a high hoop strength have been tested for molding in powder metallurgy and have been found to withstand repeated applications. For example, the die for hot molding of cobalt-based metal powders and tools for superplastic forging of titanium are made of entirely with C/Cs [5, 121]. Furthermore, cylindrical heating elements made of C/Cs for hot isostatic presses provide a constant resistance; hence, fewer power adjustments are required during operations, and costs are reduced. This not only allows a high-temperature application but also increases the life span of the mold by a factor of 10 compared with graphite mold [5, 15].
High-Temperature Mechanical Fasteners
Bolts, screws, nuts, and washers made of C/Cs are used where high temperature and severe chemical resistance are present. The strength and stiffness at high temperature guarantees high fastening stability. Also, due to the anisotropic coefficient of thermal expansion, the systems made of C/Cs are self-fastening at high temperatures. The parts are used in the semiconductor industry, furnace construction, and other high-temperature apparatus and equipments. Examples include liners, plates, crucible sleeves, and other auxiliary aids [5, 14].
Carbon–Carbon Composites for Glassmaking
Carbon and graphite are not easily wetted by molten glass. Additionally, C/Cs possess a higher thermal shock resistance and impact toughness, and their porosity and thermal conductivity may be controlled; hence, there is no impairment of glass surfaces. Therefore, C/Cs are used in various parts of glass container forming machines, i.e., in channeling systems to carry the gobbets of molten glass, as molds for crystal glass products and as an asbestos replacement for hot-end glass contact elements for moving hot glassware articles [5, 15].
Carbon–Carbon Composites for Use at Intermediate Temperatures
C/Cs having high thermal and electrical conductivities and resistance to most chemicals are used as electrodes and other structural components in fuel cells. Also, these are the materials of choice even for vanes for rotary vane compressors and vacuum pumps. Moreover, these may be preferred for nuclear waste storage containers and also used in laser shields to protect space-based satellite systems from the heat of high-powered laser beams [5, 14, 121].
Carbon–Carbon Composites for Chemical Industries
C/C packings are highly effective for separation columns used to separate liquid mixtures in distillation–rectification plants. They are also used for stirrers, feed pipes, support grids, filter plates, and thin-walled heat exchangers [5, 14, 121].
Carbon–Carbon Composites as Biocompatible Materials
Elemental carbon is considered to be the most biocompatible among all known materials. It is compatible with blood, soft tissues, and bones. Therefore, C/Cs are used as bone plates in osteosynthesis and endoprosthesis. Also, these are used in artificial heart components [5, 121, 131].
Emerging Applications
C/Cs can be made in any complex shape. With their highly flexible properties, these are materials of choice for newly evolving applications, i.e., advanced aircrafts and thermal management systems. Examples include parabolic radio frequency (RF) antennae, reflectors for satellite communications, RF limiters, plasma-facing surfaces, cladding elements, and diverter plates for nuclear fusion reactors [5, 14, 15].
Oxidation Protection Mechanism
Carbon–carbon composites have excellent mechanical and thermal properties at elevated temperatures, but some of the potential applications like turbine structural components, which require long-term exposure to high temperature, are restricted due to the inherent reactivity of carbon with oxygen beyond 450 °C. For sufficient lifetime of C/Cs at elevated temperatures in normal atmospheres, their protection from oxidation is essential. A number of different oxidation protection mechanisms have been explored to improve the oxidation resistance of C/Cs. The developed techniques can be categorized as:
-
(a)
Surface coatings – single layer/multilayers, using chemical vapor deposition, pack cementation, physical vapor deposition (PVD), and plasma spray.
-
(b)
In-depth protection includes sol–gel process impregnation with inorganic salts but for limited temperature range and melt impregnation or in-depth deposition of SiC matrix. With the external protection methods, the thermal expansion mismatch between carbon material and possible refractory coatings is the main problem to be overcome. Microcracks developed in refractory layers have to be sealed with glassy coatings. The best oxidation resistance is achieved when CVD surface coatings are formed in addition to in-depth protection.
Internal protection methods include:
-
(i)
Direct removal and/or deactivation of catalytic impurities
-
(ii)
Incorporation of oxidation inhibitors and total or partial substitution of matrix material
A successful protection system comprises a coating, internal inhibitor, and a compatible substrate since C/Cs constitute a diverse class of materials with a wide range of mechanical, thermal, and morphological properties. Selection of appropriate fiber, preform fabrication technique, matrix precursor, and densification processing method is essential if good oxidation resistance as well as physicochemical compatibility between substrate and coating is to be achieved. For higher oxidation resistance, we introduce a ceramic matrix like SiC instead of carbon matrix in the carbon fiber preform, which gives higher oxidation resistance than that of oxidation-resistant C/C. These composites are known as C/SiC composites. It provides a good trade-off between the high-temperature capability of carbon fibers and the high oxidation resistance of ceramic matrices. Extensive work has been carried out on C/SiC composites for liquid propellant rocket and air breathing engines, thrust vectoring nozzles, hot gas valves and tubes, and space plane thermal structures. The third family of thermo-structural composites, viz., SiC/SiC, employs ceramic fibers (SiC) and ceramic matrix (SiC). These composites provide an excellent oxidation resistance for long durations and are capable of withstanding thermal cycling for reusable structures. SiC/SiC composites are used for liquid propellant rocket engine chambers, jet engines, gas turbine components, and space thermal structures. However, SiC/SiC composites start losing the mechanical strength beyond 1200 °C unlike carbon–carbon composites.
Prospective and Challenges
C/Cs have many advantages and can be tailored to meet the specific functional requirements, yet these are used only in special applications. This is due to cost associated with the fabrication of composite materials using conventional methods. In order to expand the area of applications, researchers have focused their works through cost reduction within the manufacturing steps. Logically, one simplest way is to increase the carbonization rate/heating rate in the resin pyrolysis technique. This is because generally complex shapes are difficult to fabricate using either pitch matrix or CVI materials due to the difficulty of maintaining the dry fiber preform shape during the initial carbonization step. To avoid this difficulty in the process, hybrid densifications are sometimes practiced. In this process, first a rigid structure is made using the resin pyrolysis technique. After first cycle of carbonization, depending on the final applications, subsequent infiltrations of C/C skeletons are made with low viscosity resin or pitch or CVI materials in the densification cycles. In the resin pyrolysis technique, PCs are widely used as green composites (starting materials) for fabrication of C/Cs because of low cost and high carbon yield of phenolic resin. During carbonization, the phenolic matrix material absorbs energy (heat) from the surrounding area, resulting in degradation reactions and further causing volatile generation and weight loss of solid material, which in turn form the pressure and temperature gradients within the composites. As a result of these, shrinkage, cracking, and thermal stresses may build up during carbonization. Also, as described earlier, from the studies, it has generally been agreed that the high carbonization rates can deteriorate the mechanical performance of the composites. To minimize the adverse effects, low carbonization/heating rates are generally preferred. But the low heating rates lead to high processing cost because of long cycle times. Thus, the initial carbonization step becomes rate determining step in the manufacturing of C/Cs and more detailed investigation of this is essential.
Furthermore, PCs not only serve as green composites for fabrication of C/Cs but also as potential candidates for other structural applications. When these composites are exposed to high temperature, changes in the properties of composites such as decrease of density and non-monotonic behavior of heat capacity and thermal conductivity are expected, which further affect the performance of the composites. Thus, detailed investigations of these properties of PCs under high temperatures at different heating rates are essential.
Another way to reduce the manufacturing costs of C/Cs is to increase the carbon yield by modifying the matrix precursors, especially through polymer pyrolysis routes. As described earlier, modification of the matrix by adding carbon additives such as fine powder of cokes, graphite powders, carbon black fillers, CNFs, CNTs, and nanospheres to the resin matrix minimizes the shrinkage, which not only reduces the manufacturing cost of C/Cs by improving their density in one step or less number of steps but also improves some of the properties of composites depending on the type and amount of fillers and heat treatment temperature used. But uniform distribution of these fillers is a challenge. Also, costs are generally higher than the coarse carbon materials. Furthermore, the modification of the resin matrix with fillers shows an improvement of wear and frictional characteristics of precursor PCs. But no study has clearly discussed the effects of graphite fillers loading on the mechanical properties of precursor PCs and their C/Cs when these are heat treated at different temperatures, because the laminate thickness and density of the precursor composites change when these are made under similar processing conditions due to viscosity of the resin, which increases as the filler loading increases. Here, the advantage of using graphite filler is to get its low cost benefits.
As mentioned before, C/Cs are widely used in high-technological applications because of their superior properties compared to other traditional materials. Though these composites are made to near net shape, these materials have to be machined to meet the manufacturing demands and for better performances. A very little work on machining of C/Cs has been found in the literature. This is because of difficulties to machine the composites by conventional methods due to their non-homogeneity, anisotropy, variable hardness gradient within structure, and intrinsic brittleness. However, researchers have established that these can be machined by some of the nontraditional methods such as laser machining and electrodischarge machining. Since the composites are difficult to machine, a detailed study of their machinability features is essential using alternative methods.
References
Kanter MA (1957) Diffusion of carbon atoms in natural graphite crystals. Phys Rev 107(3):655
Dienes GJ (1952) Mechanism for self-diffusion in graphite. J Appl Phys 23(11):1194
Pierson HO (1993) Handbook of carbon, graphite, diamond and fullerenes- properties, processing and applications. Noyes Publications, Park Ridge
Burchell TD (1999) Carbon materials for advanced technologies, 1st edn. Elsevier, Oxford
Fitzer E, Manocha LM (1998) Carbon reinforcements and carbon/carbon composites. Springer, Germany
Park SJ, Jang YS (2001) Interfacial characteristics and fracture toughness of electrolytically Ni plated carbon fiber-reinforced phenolic resin matrix composites. J Colloid Interface Sci 237(1):91
Wielage B, Odeshi AG, Mucha H, Lang H, Buschbeck R (2003) A cost effective route for the densification of carbon-carbon composites. J Mater Process Technol 132(1):313
Morgan P (2005) Carbon fibers and their composites. CRC Press, Boca Raton
Edie DD (1998) The effect of processing on the structure and properties of carbon fibres. Carbon 36(4):345
Manocha LM (2001) Carbon fibres. In: Buschow KJ (ed) Encyclopedia of materials science and technology. Elsevier, Amsterdam/New York, p 906
Lubin G (1990) Hand book of composites. Van Nostrand Reinhold Company, New York
Donnet JB, Wang TK, Reboulillat S, Peng JCM (1998) Carbon fibers, 3rd edn. Marcel Dekker, New York
Ram MJ, Riggs JP (1972) Process for the production of acrylic filaments. US Patent 3657409
Buckley JD, Edie DD (1992) Carbon-carbon materials and composites. Noyes Publications, Park Ridge
Savage G (1993) Carbon-carbon composites. Chapman & Hall, London
Clarke AJ, Bailey JE (1973) Oxidation of acrylic fibres for carbon fiber formation. Nature 243(5403):146
Bahl OP, Manocha LM (1974) Characterization of oxidised PAN fibres. Carbon 12(4):417
Fitzer E, Muller DJ (1975) The influence of oxygen on the chemical reactions during stabilization of PAN as carbon fiber precursor. Carbon 13(1):63
Thorne DJ (1985) Manufacture of carbon fibre from PAN. In: Watt W, Perov BV (eds) Strong fibres. Elsevier, Amsterdam, p 475
Morita K, Miyachi H, Hiramatsu T (1981) Stabilization of acrylic fibers by sulfur atoms mechanism of stabilization. Carbon 19(1):11
Riggs DM, Shuford RJ, Lewis RW (1982) Graphite fibers and composites. In: Lubin G (ed) Handbook of composites. Van Nostrand Reinhold Company, New York, p 196
Diefendorf RJ, Tokarsky E (1975) High performance carbon fibers. Polym Eng Sci 15(3):150
Singer LS (1977) High modulus high strength carbon fibers produced from mesophase pitch. US Patent 4005183
Diefendorf RJ, Riggs DM (1980) Forming optically anisotropic pitches. US Patent 4208267
Nazem FF (1982) Flow of molten mesophase pitch. Carbon 20(4):345
Edie DD, Dunham MG (1989) Melt spinning of pitch-based carbon fibers. Carbon 27(5):647
Tibbetts GG (1990) Vapor-grown carbon fibers. In: Figueiredo J, Bernardo CA, Baker RTK, Hiittenger KJ (eds) Carbon fibers filaments and composites. Kluwer, Dordrecht, p 79
Baker RTK (1990) Electron microscope studies of catalytic growth of carbon fibers. In: Figueiredo J, Bernardo CA, Baker RTK, Hiittenger KJ (eds) Carbon fibers filaments and composites. Kluwer, Dordrecht, p 405
Scardino FL (1989) Introduction to textile structures. In: Chou TW, Ko FK (eds) Textile structural composites. Elsevier, New York, p 1
Ko FK (1989) Three-dimensional fabrics for structural composites. In: Chou TW, Ko FK (eds) Textile structural composites. Elsevier, Tokyo, p 129
McAllister LE, Lachman WL (1983) Multidirectional carbon-carbon composites. In: Kelly A, Mileiko ST (eds) Fabrication of composites. Elsevier, Amsterdam, p 109
Klein AJ (1986) Which weave to weave. Adv Mater Process 3:40
Tzeng SS, Chr Ya-ga (2002) Evolution of microstructure and properties of phenolic resin-based carbon/carbon composites during pyrolysis. Mater Chem Phys 73(2–3):162
Manocha LM (2005) Introduction of nanostructures in carbon–carbon composites. Mater Sci Eng A 412(1–2):27
Diwedi H, Mathur RB, Dhami TL, Bhal OP, Monthioux M, Sharma SP (2006) Evidence for the benefit of adding a carbon interphase in an all-carbon composite. Carbon 44(4):699
Manocha LM (2003) High performance carbon-carbon composites. Sadhana 28(1–2):349
Kaae JL (1985) The mechanism of the deposition of pyrolytic carbons. Carbon 23(6):665
Knop A, Pilato LA (1985) Phenolic resins chemistry applications and performance future directions. Springer, Berlin, p 91
Aierbea GA, Echeverrıab JM, Martina MD, Etxeberriac AM, Mondragona I (2000) Influence of the initial formaldehyde to phenol molar ratio (F/P) on the formation of a phenolic resol resin catalyzed with amine. Polymer 41(18):6797
Mottram JT, Taylor R (1987) Thermal conductivity of fibre-phenolic resin composites. Part I: thermal diffusivity measurements. Compos Sci Technol 29(3):189
Mottram JT, Taylor R (1987) Thermal conductivity of fibre-phenolic resin composites. Part II: numerical evaluation. Compos Sci Technol 29(3):211
Wang S, Adanur S, Jang BJ (1997) Mechanical and thermo-mechanical failure mechanism analysis of fiber/filler reinforced phenolic matrix composites. Compos Part B 28(3):215
Sreejith PS, Krisnamurthy R, Narayanasamy K, Malhotra SK (1999) Studies on the machining of carbon/phenolic ablative composites. J Mater Process Technol 88(1):43
Sreejith PS, Krisnamurthy R, Malhotra SK, Narayanasamy K (2000) Evaluation of PCD tool performance during machining of carbon/phenolic ablative composites. J Mater Process Technol 104(1–2):53
Zhang ZZ, Su F-H, Wang K, Jiang W, Men X, Liu WM (2005) Study on frictional and wear properties carbon fabric composites reinforced with micro and nano particles. Mater Sci Eng A 404(1–2):251
Kim SS, Park DC, Lee DG (2004) Characteristics of carbon fiber phenolic composites for journal bearing materials. Compos Struct 66(1–4):359
Kim JW, Kim HG, Lee DG (2004) Compaction of thick carbon/phenolic fabric composites with autoclave method. Compos Struct 66(1–4):467
Park DC, Lee DG (2005) Through-thickness compressive strength of carbon–phenolic woven composites. Compos Struct 70(4):403
Park DC, Lee SM, Kim BC, Kim HS, Lee DG (2006) Development of heavy duty hybrid carbon–phenolic hemispherical bearings. Compos Struct 73(1):88
Park DC, Kim SS, Kim BC, Lee SM, Lee DG (2006) Wear characteristics of carbon-phenolic woven composites mixed with nano-particles. Compos Struct 74(1):89
White JL, Sheaffer PM (1989) Pitch-based processing of carbon-carbon composites. Carbon 27(5):697
Fujiura R, Kojima K, Kanno K, Mochida I, Korai Y (1993) Evaluation of naphthalene-derived mesophase pitches as a binder for carbon-carbon composites. Carbon 31(1):97
Fitzer E, Terwiesch B (1973) The pyrolysis of pitch and the baking of pitch bonded carbon/carbon composites under nitrogen pressure up to 100 bar. Carbon 11(5):570
Marsh H, Menendez R (1989) Mechanisms of formation of isotropic and anisotropic carbons. In: Marsh H (ed) Introduction to carbon science. Butterworths, London, p 37
Forrest MA, Marsh H (1983) The effects of pressure on the carbonization of pitch and pitch/carbon fibre composites. J Mater Sci 18(4):978
Lewis IC (1982) Chemistry of carbonization. Carbon 20(6):519
Lausevic Z, Marinkovic S (1986) Mechanical properties and chemistry of carbonization of phenol formaldehyde resin. Carbon 24(5):575
Ko TH, Chen PC (1991) Study of the pyrolysis of phenolic resin reinforced with two-dimensional plain-woven carbon fabric. J Mater Sci Lett 10(5):301–303
Roy AK (1993) Effect of carbonization rates on the interlaminar tensile stiffness and strength of two-dimensional carbon–carbon composites. Thermomechanical Behavior of Advanced Structural Materials ASME AD-vol34/AMD-vol173
Chang WC, Ma CCM, Tai NH, Chen CB (1994) Effect of processing methods and parameters on the mechanical properties and microstructure of carbon/carbon composites. J Mater Sci 29(22):5859
Gupta A, Harrison IR (1994) Small-angle X-ray scattering (SAXS) in carbonized phenolic resins. Carbon 32(5):953
Olsen RE, Reese HF, Backlund SJ (1997) Process for forming carbon–carbon composite. US Patent 5686027
Sastri SB, Armistead JP, Keller TM (1999) Carbon-based composites derived from phthalonitrile resins. US Patent 5965268
Howdayer M, Gieres SJ, Van TD (1984) Process for the densification of a porous structure. US Patent 4472454
Takabatake M (1990) Process for producing high strength carbon-carbon composite. US Patent 4975261
Upadhya K, Hoffaman PW (1995) Densification of porous articles by plasma enhanced chemical vapor infiltration. US Patent 5468357
Thurston SG, Suplinskas JR, Carroll JT, Connors FD, Scaringella DT, Krutent CR (1998) Method for densification of porous billets. US Patent 5733611
Sheehan JE (1999) Low temperature densification of carbon fiber performs by colloidal graphite impregnation and mechanical consolidation. US Patent 5993905
Withers CJ, Loutfy OR, Kowbel W, Bruce C, Vaidyanathan R (2000) Process of making carbon-carbon composites. US Patent 6051167
Bahl OP, Mathur RB, Dhami TL, Chauhan SK (2006) A single step process for the preparation of high density carbon-carbon composite material. Indian Patent 2005DE00567
Liu HL, Jin ZH, Hao ZB, Zeng XM (2007) Research of low cost preparation of carbon/carbon composites: chemical liquid deposition process. J Solid Rocket Technol 30(6):529
Huang D, Snyder D, Lewis TR, Lewis CI (2007) Manufacture of carbon-carbon composites by hot pressing. US Patent 7207424
Abali F, Shivkumar K, Hamidi N, Sadler R (2003) An RTM densification method of manufacturing carbon/carbon composites using primaset-P30 resin. Carbon 41(5):893
Shivakumar NK, Avva SV, Sundarresan JM, Abali F, Cunningham A, Sadler LR (2008) Apparatus and method for forming densified carbon-carbon composites. US Patent 7332112
Weisshaus H, Kenig S, Sivegmann A (1991) Effect of materials and processing on the mechanical properties of C/C composites. Carbon 29(8):1203
Fitzer E, Huttner W (1981) Structure and strength of carbon/carbon composites. J Phys D Appl Phys 14:347
Fitzer E, Huttner W, Manocha LM (1980) Influence of process parameters on the mechanical properties of carbon/carbon-composites with pitch as matrix precursor. Carbon 18(4):291
Bokoros JC, Walker PL (1969) Chemistry and physics of carbon. CRC Press, Boca Raton
Pierson HO, Liebermann ML (1975) The chemical vapor deposition of carbon on carbon fibers. Carbon 13(3):159–166
Oh SM, Lee JY (1988) Structure of pyrolytic carbon matrices in carbon-carbon composites. Carbon 26(6):763
Hatta H, Aoi T, Kawahara I, Kogo Y, Shiota I (2004) Tensile strength of carbon-carbon composites: I- effect of density. J Compos Mater 38(19):1667
Hatta H, Aoi T, Kawahara I, Kogo Y (2004) Tensile strength of carbon-carbon composites: II- effect of heat treatment temperature. J Compos Mater 38(19):1685
Hatta H, Goto K, Ikegaki S, Kawahara I, Aly-Hassan MS, Hamada H (2005) Tensile strength and fiber/matrix interfacial properties of 2-D and 3-D carbon/carbon composites. J Eur Ceram Soc 25(4):535
Kogo Y, Kikkawa A, Saito W, Hatta H (2006) Comparative study on tensile fracture behavior of monofilament and bundle C/C composites. Compos Part A 37(12):2241
Manocha LM, Yasuda E, Tanabe Y, Kimura S (1988) Effect of carbon fiber surface-treatment on mechanical properties of C/C composites. Carbon 26(3):333
Manocha LM (1994) The effect of heat treatment temperature on the properties of polyfurfuryl alcohol based carbon-carbon composites. Carbon 32(2):213
Kowbel W, Shan CH (1990) The mechanism of fiber/matrix interactions in carbon-carbon composites. Carbon 28(2–3):287
Aglan MA (1993) The effect of intermediate graphitization on the mechanical and fracture behavior of 2-D C/C composites. Carbon 31(7):1121
Manocha LM, Bahl OP (1988) Influence of carbon fiber type and weave pattern on the development of 2-D carbon-carbon composites. Carbon 26(1):13
Zaldivar RJ, Rellick GS, Yang JM (1993) Fiber strength utilization in carbon-carbon composites. J Mater Res 8(3):501
Algan H (1992) The effect of microstructural heterogeneities on the fracture behavior of 3-D carbon-carbon composites. J Mater Sci Lett 11(4):241
Perry JL, Adams DF (1974) An experimental study of carbon-carbon composite materials. J Mater Sci 9(11):1764
Manocha LM, Warrier A, Manocha S, Sathiyamoorthy D, Banerjee S (2006) Thermophysical properties of densified pitch based carbon/carbon materials-I. Unidirectional composites. Carbon 44(3):480
Manocha LM, Warrier A, Manocha S, Sathiyamoorthy D, Banerjee S (2006) Thermophysical properties of densified pitch based carbon/carbon materials-II. Bidirectional composites. Carbon 44(3):488
Nam JD, Seferis JC (1992) Initial polymer degradation as a process in the manufacture of carbon–carbon composites. Carbon 30(5):751
Trick KA, Saliba TE (1995) Mechanisms of the pyrolysis of phenolic resin in a carbon/phenolic composite. Carbon 33(11):1509–1515
Trick KA, Saliba TE, Sandhu SS (1997) A kinetic model of the pyrolysis of phenolic resin in a carbon/phenolic composite. Carbon 35(3):393
Dimitrienko YI (1997) Thermomechanical behavior of composite materials and structures under high temperatures: 1. Materials. Compos Part A 28(5):453
Kowbel W, Chellapa V, Withers JC (1996) Properties of C/C composites produced in one low cost manufacturing step. Carbon 34(6):819
Yasuda E, Tanabe Y, Manocha LM, Kimura S (1988) Matrix modification by graphite powder additives in carbon fiber/carbon composite with thermosetting resin precursor as a matrix. Carbon 26(2):225
Ko TH, Kuo WS, Han WT, Day TC (2006) Modification of carbon/carbon composites with a thermosetting resin precursor as a matrix by addition of carbon black. J Appl Polym Sci 102(1):333
Hu HL, Ko TH, Kuo WS (2005) Changes in the microstructure and characteristics of carbon/carbon composites with mesophase mesocarbon microbeads added during graphitization. J Appl Polym Sci 98(5):2178
Chollona G, Sirona O, Takahashia J, Yamauchib K, Maedab K, Kosakab K (2001) Microstructure and mechanical properties of coal tar pitch-based 2D-C/C composites with a filler addition. Carbon 39(13):2065
Aggarwal RK, Bhatia GJ (1978) Physical characteristics of baked carbon mixes employing coal tar and petroleum pitches. J Mater Sci 13(8):1632
Menendez R, Fernandez JJ, Bermejo J, Cebolla V, Mochida I, Korai Y (1996) The role of carbon black/coal-tar pitch interactions in the early stage of carbonization. Carbon 34(7):895
Seok JS, Hun KC, Jong HJ (2000) The improvement of interlaminar shear strength for low density 2-D carbon/carbon composites by additives. Polymer (Korea) 24(6):845
Manocha LM, Manocha S, Raj R, Yasuda E, Tanabe Y (2005) Effect of nanosized additives in carbonaceous precursors on microstructure of thermosetting resin based carbon-carbon composites. In: Singh M (ed) Proceedings of the international conference on high temperature ceramic matrix composites (HTCMC 5). American Ceramic Society Publication, Westerville, p 137
Jain R, Vaidya KU, Haque A (2006) Processing and characterization of carbon-carbon nanofiber composites. Adv Compos Mater 15(2):211
Dae SL, Jeong WA, Hwack JL (2002) Effect of carbon nanotube addition on the tribological behavior of carbon/carbon composites. Wear 252(5–6):512–517
Chen J, Xiong X, Xiao P (2009) The effect of MWNTs on the microstructure of resin carbon and thermal conductivity of C/C composites. Solid State Sci 11(11):1890–1893
Sheikhaleslami MS, Golestanifard F, Sarpoolaky H (2009) Method of preparing phenolic resin/carbon nano materials (hybrid resin). US Patent 0318606
Li JS, Luo RY, Ma TT, Bai SL (2006) Effect of carbon nanofibers additive on densification and mechanical properties of carbon/carbon composites. Tansu Jishu Bianjibu Publ 25(4):1–5
Jinsong L, Ruiying L (2008) Study of the mechanical properties of carbon nanofiber reinforced carbon-carbon composites. Compos Part A 39(11):1700
Ferriera JR, Coppini NL, Levy NF (2001) Characteristics of carbon-carbon composite turning. J Mater Process Technol 109(1–2):65
Mueller J, Brophy JR, Brown DK (1995) Endurance testing and fabrication of advanced 15 cm and 30 cm carbon-carbon composite grids. In: AIAA 95-2660 31st AIAA/ASME/SAE/ASEE Joint propulsion conference and exhibit, San Diego
Mueller J, Brophy JR, Brown DK (1996) Design fabrication and testing of 30 cm diameter dished carbon-carbon ion engine grids. In: AIAA 96-3204 32nd AIAA/ASME/SAE/ASEE Joint propulsion conference and exhibit, Lake Buena Vista
Gureev MD, Kuznetsov SI, Petrov AL (1999) Laser beam pattern cutting carbon based composites. J Russ Laser Res 20(4):349
Hocheng H, Guu YH, Tai NH (1998) The feasibility analysis of electrical discharge machining of carbon-carbon composites. Mater Manuf Process 13(1):117
George PM, Raghunath BK, Manocha LM, Warrier AM (2004) Modeling and machinability parameters of carbon-carbon composites a response surface approach. J Mater Process Technol 153–154:920
George PM, Raghunath BK, Manocha LM, Warrier AM (2004) EDM machining of carbon-carbon composite- a Taguchi approach. J Mater Process Techol 145(1):66
Fitzer E (1987) The future of carbon-carbon composites. Carbon 25(2):163
Curry DM (1988) Carbon-carbon materials development and flight certification experience from space shuttle. In: Howard GM (ed) Oxidation-resistant carbon-carbon composites for hypersonic vehicle applications. NASA CP-2051, Washington, DC, p 29
Martin J (1988) Creating the platform of the future NASA-The national aerospace plane. Def Sci 7(9):55
Dulera IV, Sinha RK (2008) High temperature reactors. J Nucl Mater 383:183
Burchell TD (2001) Carbon materials for energy production and storage. In: Rand B et al (eds) Design and control of structure of advanced carbon materials for enhanced performance. NATO series E, vol. 374, Kluwer Academic Publishers, Antalya, Turkey, pp 277–294
Marsden BJ (1998) Irradiation damage in graphite (The works of Professor B.T. Kelly). In: Graphite moderator lifecycle behavior. Proceedings of a specialists meeting, IAEA-TECDOC-901, Bath, United Kingdom, p-32.
Dasgupta K, Roy M, Tyagi AK, Kulshrestha SK, Venugopalan R, Sathiyamoorthy D (2007) Novel isotropic high density amorphous carbon composite for moderator application in low temperature thermal reactors. Compos Sci Technol 67:1794
Dasgupta K, Barat P, Sarkar A, Mukherjee P, Sathiyamoorthy D (2007) Stored energy release behaviour of disordered carbon. Appl Phys A 87:721
Dasgupta K, Prakash J, Tripathi BM (2014) Novel low Wigner energy amorphous carbon-carbon composite. J Nucl Mater 445:72
Taylor A (1989) Fabrication and performance of advanced carbon-carbon piston structures. In: Buckley JD (ed) Fiber-Tex 1988. NASA CP-3038, Washington, DC, p 375
Claes L, Fitzer E, Hiittner W, Kinzl L (1980) Torsional strength of carbon fiber reinforced composites for the application as internal bone plates. Carbon 18(6):383
Acknowledgment
The authors acknowledge the financial support provided by the Board of Research in Nuclear Science, India, for carrying out this research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Sharma, R., Ravikumar, N.L., Dasgupta, K., Chakravartty, J.K., Kar, K.K. (2017). Advanced Carbon–Carbon Composites: Processing Properties and Applications. In: Kar, K. (eds) Composite Materials. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-49514-8_10
Download citation
DOI: https://doi.org/10.1007/978-3-662-49514-8_10
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-662-49512-4
Online ISBN: 978-3-662-49514-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)