
Abstract
In this study, the target product was the generation of sugars from woody biomass that can be the substrate for conversion into value-added chemicals, such as polyhydroxyalkanoates, lactic acid, succinic acid, etc. In order to release sugars from wood economically, wood needs to be pretreated to enhance the enzymatic hydrolysis of cellulose and hemicelluloses. The primary goal of this study was to determine the optimal condition to obtain fermentable monosaccharides from hydrolysates of hybrid poplar by a hot-water pretreatment (150–210 °C, 0–30 min). The pretreatment conditions were optimized using a response surface methodology (RSM) on a 23 full central composites design was performed by varying on temperature, reaction time, and solid loading. After pretreatment, the solid residue was subsequently treated with a cellulase preparation, and released sugars were quantified by HPLC. The total sugar yield was applied as response variable to the RSM. The optimal pretreatment condition for producing sugars was 200 °C, 18 min, and 20 % solid loading.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Lignocellulosic biomass includes a wide range of carbon-rich resources, which can be utilized as feedstock for production of many industrial products ranging from lumber, paper, chemicals, biofuels, and value-added biodegradable polymers [1]. The technique for conversion of lignocellulosic biomass to fuel ethanol has been well developed. Cellulosic ethanol, however, has economic barriers to overcome to be economically competitive [2, 3]. Therefore, upgrading the conversion of cellulosic biomass to higher value products such as polyhydroxyalkanoates (PHA) would gain better commercial value compared to cellulosic ethanol. The cost of the carbon substrate reportedly contributes more than 40 % of the production cost of PHA [4–6]. The use of inexpensive renewable agricultural materials such as woody biomass as feed stocks could be a tremendous advantage to the economics of PHAs production.
Hybrid poplar, as a short rotation fast growing wood species with low lignin content, has been highlighted as a good biomass resource for fuel and chemical production [7, 8]. Xylose is the main constituent of hardwood hemicellulose (acetyl-4-o-methylglucuronoxylan). Recently, studies showed that xylose can be obtained via a pretreatment process using dilute sulfuric acid (H2SO4) [9, 10]. Cellulose in wood is present as a semi-crystalline polymer and is comprised of glucose building blocks linked by β-o-4 linkages which can be cleaved by acids or enzymes. The major proportion of cellulose exists in the crystalline form. However, cellulose is more susceptible to degradation in its amorphous form [11]. Thus, breaking down cellulose crystalline structure to make it more accessible to cellulase enzymes usually requires pretreatment with heat, long reaction time, and addition of catalysts [8]. Lignin as a bonding component in wood is an inhibitor for hydrolysis or further fermentation process [11]. A pretreatment process can not only depolymerize lignin structure, but also remove some lignin in wood [12, 13]. Enzymatic hydrolysis is the most common method for converting woody biomass to sugars. Compared with acid hydrolysis, enzymatic hydrolysis yields no fermentation inhibitors such as furfural and it does not need neutralization and detoxification [2]. The only disadvantage of enzymatic hydrolysis is longer reaction times required for releasing the sugars. However, enzymatic hydrolysis is a better choice if further fermentation or bioconversions are required to produce value-added chemicals.
Hot-water pretreatment with controlled pH has been shown to improve enzymatic digestibility of lignocellulosic biomass [2, 14]. Acetic acid and other organic acids are released from the hemicelluloses, which help autocatalyze hemicellulose hydrolysis and disrupt cellulose and lignin structure. Unlike the anaerobic fermentation for cellulosic ethanol production, organic acids, such as acetic acid, are not considered as inhibitors during PHA biosynthesis but used as carbon source for PHA production [6]. The pH of the pretreatment liquor needs to be between 4 and 7 to minimize decomposition of sugars [2]. For the purpose of scale-up or industrial production, determining the optimal pretreatment conditions by using statistical approach is important. The experimental design works for variety of species, chemical reagents, temperature, and reactor features.
The aim of this study was to find optimal conditions to obtain total sugars (mainly glucose and xylose) by enzymatic hydrolysis via a hot-water pretreatment. A response surface methodology (RSM) was chosen to determine the optimal pretreatment conditions for sugar concentrations in enzymatic hydrolysates. Reaction time, temperature, and solid loading were the three variables tested in this design.
2 Materials and Methods
2.1 Raw Materials
Hybrid poplar (Potlatch Corp., ID, USA) was milled to <40 mesh using a Wiley mill (Thomas Scientific, NJ, USA), vacuum dried, and stored in sealed plastic bags (moisture content of 4.6 %). Chemical composition analysis was determined using procedures described in [15].
2.2 Hot-Water Pretreatment
Pretreatment was conducted in a 76 mL pressure reactor, (Model 4740, Parr Instrument Co., IL, USA) connected to a temperature controlled block heater built in-house. Wood meal (5.00 g) was introduced to the reactor to which water was added giving a solid loading range from 20.0 to 46.8 % and sealed. The reaction temperature ranged from 170 to 210 °C. A 23 full factorial design for temperature, time, and solid loading was conducted (Table 9.1). An additional temperature probe was used for controlling the outside temperature of the reactor vessel. The reaction vessel took 5 and 10 min, respectively, to reach 170 and 200 °C. After pretreatment, the vessel was placed in an ice-water bath to quench the reaction. The pretreated samples then were washed with hot-water (200 mL, 90 °C) [2, 3] to extract out the sugars and acids generated and centrifuged (10,000 rpm) to separate the solid and liquid fractions. The liquid fraction was named pre-liquid (PL) and pH was measured. The solid residue collected was used for enzymatic hydrolysis trials.
2.3 Enzymatic Hydrolysis
Enzymatic saccharification was done on the pretreated solid wood following the LAP method 009 [16]. The hydrolysis was conducted in 250 mL Erlenmeyer flasks in an oil bath for 3 days in citrate–Na2PO4 buffer (pH 4.8, 100 mL), at 50 °C, and with magnetic stirring (200 rpm). The pH was adjusted using 4 M NaOH. The enzyme loading for experimental design samples was 1 mL cellulase (612 u/(g mL), Fisher Scientific, IL, USA). Samples were taken every 24 h to determine sugar content by high performance liquid chromatography (HPLC).
Two commercial enzyme solutions (Cellic CTec2 (1.238 g/mL) and HTec2 (1.209 g/mL), Novozymes North America Inc., NC, USA) were also evaluated as received. Enzyme loading was based on solution weight % (100 × g enzyme solution/g wood)). The enzyme loadings used here were 1.5 % (CTec2 0.06 mL, HTec2 0.06 mL), 3 % (CTec2 0.12 mL, HTec2 0.12 mL), 6 % (CTec2 0.24 mL, HTec2 0.25 mL), and 30 % (CTec2 1.21 mL, HTec2 1.24 mL).
2.4 Experimental Design
A RSM was used to determine the optimal pretreatment condition for producing maximum total reducing sugars. The method has been described in other studies [8, 17, 18]. The design was based on a 23 full factorial central composite design (CCD) and was conducted using Design Expert 8.0 software (Stat-Ease, Inc. MN, USA). The experiment conditions with corresponding codes are listed in Table 9.1. The three variables were temperature, reaction time, and solid loading with six repeated experiments in the central point (185 °C, 20 min, 30 %). Since the total sugar was a dependent variable, all the three variables were coded to real independent variables. The independent variables were calculated as (condition of the run-condition at central point)/ step change of the variable. Therefore, the coded values were X1(temp-185)/15, X2(time-20)/10, and X3(solid-30)/10.
2.5 Analytical Methods
Sugars were quantified by HPLC using two Rezex RPM columns in series (7.8 mm × 30 cm, Phenomenex, Torrance, CA, USA) and a Waters HPLC (Waters, Milford, MA, USA) equipped with differential refractive index detector (ERC-5710, ERMA), on elution with water (0.5 mL/min) at 85 °C. Aliquot portions of hydrolysates (6 mL) were centrifuged and the supernatant (5 mL) was transferred to a test tube containing inositol as an internal standard (1 mL, 0.5 mg/mL), mixed, deionized (column-containing Amberlite IR-120 H+ (0.5 mL) and Amberlite IR-402 OH− (0.5 mL) resins), and filtered (0.45 μm).
Acetic acid was quantified by HPLC using a Rezex ROA organic acid column (7.8 mm × 30 cm, Phenomenex, Torrance, CA, USA) and a Waters HPLC (Waters, Milford, MA, USA) equipped with differential refractive index detector (ERC-5710, ERMA), on elution with 0.005 N aqueous H2SO4 (0.5 mL/min) at 65 °C. An aliquot of hydrolysate (1 mL) was taken and filtered (0.45 μm) into an HPLC vial.
The total reducing sugar yield (%) for each sample was calculated as Eq. 9.1. Since the maximum sugar yield was detected after 3 days hydrolysis, the third day total sugar yield was used in the response surface optimization analysis.
3 Results and Discussion
3.1 Response Surface Model for Total Sugars Yield
Chemical composition analysis of the poplar wood was shown to consist of 49 % glucan, 21 % xylan, 1.5 % galactan, 1.0 % arabinan, 2.5 % mannan (total 75 % carbohydrate), 22 % Klason lignin, 2 % extractives, and 0.8 % ash.
In the hydrolysates, five reducing sugars (glucose, xylose, galactose, arabinose, and mannose) were measured. Neither furfural nor hydroxymethylfurfural were detected by HPLC in the hydrolysates and therefore not deemed in sufficient quantity to inhibit fermentation. In this preliminary trial, using a readily available cellulase enzyme, the sugars and acetic acid yields in both PL and enzymatic hydrolysates are listed in Table 9.2. In the PL, xylose was the main sugar while very little amount of other sugars could be detected. However, glucose was the major sugar released followed by xylose after enzymatic hydrolysis. Experiment 2 (200 °C, 10 min, 20 % solid loading) gave the highest total sugars yield (34 %). While experiment 11 (185 °C, 3.2 min, 30 % solid loading) gave the lowest sugars yield (14.8 %) which also had least total sugars in the PL. This result indicated that experiment 11 was not a severe pretreatment condition due to short reaction time (3.2 min).
The acetyl group is readily released from 4-o-methylglucuronoxylan as acetic acid during pretreatment [19] and therefore was quantified. Acetic acid concentrations in both PL and enzymatic hydrolysates were <1.2 mg/mL (Table 9.2) and below the level (5 mg/mL) at which it could act as an inhibitor for fermentation [8, 9, 20, 21]. Compared with an acid pretreatment, a hot-water pretreatment generates much less acetic acid during the process [2]. The pH in all experiments which was about 4 together with the low acetic acid concentrations observed will result in limited sugar degradation. The highest acetic acid levels were observed at a pretreatment of 200 °C for 30 min. This suggests that pretreatment temperature and reaction time were important factors. A hot-water wash process can help reduce acetic acid and other inhibitors levels generated from pretreatment [2, 3].
Considering further fermentation or reaction for producing PHA, total sugars yield from enzymatic hydrolysis would be a major target. Therefore, RSM used total sugars yield as response variable. Before determining the optimization pretreatment condition, an RSM model was conducted using 20 experiments (Tables 9.1 and 9.2) (total sugars yield, %). Figure 9.1 is a three-dimensional (3D) plot that modeled the pretreatment conditions for total sugars yield in a curved surface and predicted the optimal sugars yield at fixed variable (solid loading, 30 %). This is a direct view of the data generated from this experimental design. Since 30 % solid loading was the central point in the design, it was selected to be the fixed variable and the other two more significant variables (based on analysis of variance (ANOVA) results) were displayed in the response surface. From Fig. 9.1, the highest surface occurred at 200 °C and a reaction time around 20 min.

Three-dimensional plot of RSM for total sugars yield based on 23 CCD (solid loading was set to 30 % and the maximum predicted response was 31.4 % of total sugar yield at 200 °C and 18.1 min)
The modeling results are shown in Fig. 9.2 and Eq. 9.2.

The contour plot of RSM for optimization of total sugars yield (the maximum predicted response was 32.6 % of total sugar yield at 200 °C for 18.2 min and 20 % solid loading)
Equation 9.2 was established based on ANOVA results in Table 9.3. Temperature (A) was shown to be the most significant variable while time (B) in the second order was significant and the interaction term of temperature × time had influence on total sugars yield (95 % significant level). Since solid loading was the least effective variable based on ANOVA results, the 3D plot was given on the other two variables (temperature and time). The R-square of the model was 0.86, which was acceptable to give a decent prediction on total sugars yield with appropriate pretreatment condition. Repeated experiments on the optimal pretreatment condition were done to support the model. Model coefficients were generated by fitting Y to the least squares of variables A, B, and C (solid loading).
3.2 Response Surface Optimization for Total Sugars Yield
The optimization of total sugars yield was conducted based on the model generated in Eq. 9.2. The 2D contour plot (Fig. 9.2) gave the optimization result based on the quadratic model (response surface). The maximum predicted response was 32.6 % of total sugar yield (pretreated at 200 °C for 18.2 min and 20 % solid loading followed by cellulase treatment). Pretreatment examinations were conducted at the optimal condition (200 °C, 18 min, 20 %) to confirm the predicted model. Heating the reactor to 200 °C took about 10 min and the total sugar yield was 34 % on average, which was a little higher than model predicted value. So this model was confirmed to be reliable for determining pretreatment condition. Chemical composition analysis indicated that a complete hydrolysis would theoretically yield 75 % total sugars. However, results from these 20 experiments followed by cellulase treatment did not achieve the theoretical maximum yield. This is likely due to the low enzyme activity of the commercial cellulase used in this preliminary trial. Therefore, two industrial enzymes were chosen to conduct further enzymatic hydrolysis trials on the optimal pretreatment condition.
3.3 Enzyme-Loading Examination Under Optimal Pretreatment Condition
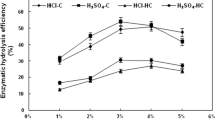
Due to the poor performance of the original cellulase preparation, two industrial enzymes specifically designed for cellulosic ethanol production were evaluated, namely CTec2 (cellulase and xylanase) and HTec2 (xylanase). Results using these enzymes on the pretreated material approached the maximum theoretical yield (Fig. 9.3). After 2 days of enzymatic hydrolysis, the mixed enzyme (CTec2) can extract almost 60 % total sugars in wood at 6 % enzyme loading. When using higher enzyme loadings of 30 %, the mixed enzyme can reach maximum sugar yield in 2 days. The xylanase (HTec2) preparation could also yield 60 % total sugars within 2 days, which indicated this enzyme had cellulase activity.

Total sugars yield (% dry wood) from enzymatic hydrolysis at optimal hot-water pretreatment condition (200 °C, 18 min, 20 %) with different enzyme loadings (CTec2 and HTec2) at (a) 2 days and (b) 3 days
The total sugars yield after 3 days enzymatic hydrolysis reached 78 % sugar yield using the mixed enzyme at 6 % loading, while the xylanase achieved 58 % sugars. Therefore, the mixed enzyme can be used for further saccharification on hybrid poplar at a loading between 3 and 6 %. To note, the enzyme loading appears high since it is in a stabilizing buffer solution but it is actually a dilute protein solution (actual protein concentration is proprietary information).
3.4 Opportunities for Bioproducts
Work by Kazi et al. [22] had estimated the cost of ethanol production from ligncellulosic biomass at US $1.14/kg (US $0.90/L), and this was dependent on feedstock and enzyme costs (assumed enzyme price as US $0.23/kg of ethanol produced). Due to the poor returns for ethanol, alternate uses of sugars for bio-products offer higher value propositions and some are listed in Table 9.4. For example, succinic acid market price is at US $5.9–8.8/kg [23] and can be used in a variety of food products and as a building block in polymers. Another valued bioproduct, PHA, has a market price at US $4.4–6.1/kg [24]. PHA can be produced from low value sugars and organic acids [1, 4] derived from woody-biomass feedstocks, rather than current practices of using refined sugar as a carbon source, which offers significant financial advances in reducing PHA manufacturing costs by 50 % [1]. Future work will investigate the use of these hydrolysates for the manufacture of PHA using mixed microbial consortia [6].
4 Conclusions
A simple hot-water pretreatment on hybrid poplar was achieved and optimized by using a response surface methodology on a 23 central composite design. The optimized pretreatment condition (temperature 200 °C, time 18 min, solid loading 20 %) was used in further experiments. A subsequent cellulase/xylanase hydrolysis step resulted in yielding high-level of sugars. Thus, pretreatment was shown to be an important step for cost effective enzymatic hydrolysis of wood with low levels of inhibitory side-products. Future work will focus on enzyme loading, conversion to targeted bioproducts (PHA), energy balance, and cost.
References
Keenan TM, Nakas JP, Tanenbaum SW (2006) Polyhydroxyalkanoate copolymers from forest biomass. J Ind Microbiol Biotechnol 33:616–626
Kim Y, Mosier NS, Ladisch MR (2009) Enzymatic digestion of liquid hot water pretreated hybrid poplar. Biotechnol Prog 25(2):340–348
Nagle N, Elander R, Newman M, Rohrback B, Ruiz R, Torget R (2002) Efficacy of a hot wash process for pretreated yellow poplar to enhance bioethanol production. Biotechnol Prog 18:734–738
Reis MAM, Serafim LS, Lemos PC, Ramos AM, Aguiar FR, Van Loosdrecht MCM (2003) Production of polyhydroxyalkanotes by mixed microbial cultures. Bioprocess Biosyst Eng 25:377–385
Choi J, Lee SY (1997) Process analysis of economic evaluation of poly(3-hydroxybutyrate) production by fermentation. Bioprocess Eng 17:335–342
Coats ER, Loge FJ, Wolcott MP, Englund K, McDonald AG (2007) Synthesis of polyhydroxyalkanoates in municipal wastewater treatment. Water Environ Res 79(12):2396–2403
Hamelinck C, Hooijdonk G, Faaij A (2005) Ethanol from lignocellulosic biomass: techno-economic performance in short-, middle- and long-term. Biomass Bioenergy 28(4):384–410
Kim HY, Lee JW, Jeffries TW, Choi IG (2011) Response surface optimization of oxalic acid pretreatment of yellow poplar (Liriodendron tulipifera) for production of glucose and xylose monosaccarides. Bioresour Technol 102:1440–1446
Hu R, lin L, Liu T, Liu S (2010) Dilute sulfuric acid hydrolysis of sugar maple wood extract at atmospheric pressure. Bioresour Technol 101:3586–3594
Yamaguchi T, Aoyama M (2010) Hydrolysis of Tilia japonica wood for production of a fermentable substrate. Cellul Chem Technol 44(7–8):293–298
Kumar P, Barrett DM, Delwiche MJ, Stroeve P (2009) Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind Eng Chem Res 48:3713–3729
Mok WS-L, Antal MJ (1992) Uncatalyzed solvolysis of whole biomass hemicelluloses by hot compressed liquid water. Ind Eng Chem Res 31:1157–1161
Weil J, Sarikaya A, Rau SL, Goetz J, Ladisch C, Brewer M, Hendrickson R, Ladisch MR (1997) Pretreatment of yellow poplar sawdust by pressure cooking in water. Appl Biochem Biotechnol 68:21–40
Mosier NS, Hendrickson R, Ho NWY, Sedlak M, Ladisch MR (2005) Optimization of pH controlled liquid hot water pretreatment of corn stover. Bioresour Technol 96:1986–1993
Jain T, Van Gerpen J, McDonald AG (2010) Production of fuel ethanol from woody biomass. J Biofuels 1:109–114
Brown L, Torget R (1996) Enzymatic saccharification of lignocellulosic biomass, chemical analysis and testing task laboratory analytical procedures (LAP 009). NREL Biomass Program
Perez J, Ballesteros I, Ballesteros M, Saez F, Negro M, Manzanares P (2008) Optimizing liquid hot water pretreatment conditions to enhance sugar recovery from wheat straw for fuel-ethanol production. Fuel 87(17–18):3640–3647
Lee J, Rodrigues R, Jeffries T (2009) Simultaneous saccharification and ethanol fermentation of oxalic acid pretreated corncob assessed with response surface methodology. Bioresour Technol 100(24):6307–6311
Fengel D, Wegener G (1989) Wood: chemistry, ultrastructure, reactions. Walter de Gruyter, New York
Delgenes J, Moletta R, Navarro J (1996) Effects of lignocelluloses degradation products on ethanol fermentations of glucose and xylose by Saccharomyces serevisiae, Zymomonas mobilis, Pichia stipitis, and Candida shehatae. Enzyme Microb Technol 19(3):220–225
Takahashi C, Takahashi D, Carvalhal M, Alterthum F (1999) Effected of acetate on the growth and fermentation performance of Escherichia coli K011. Appl Biochem Biotechnol 81(3):193–203
Kazi FK, Fortman J, Anex R, Kothandaraman G, Hsu D, Aden A, Dutta A (2010) Techno-economic analysis of biochemical scenarios for production of cellulosic ethanol. National Renewable Energy Laboratory, Technical Report NREL/TP-6A2–46588
Pastor M, Pellegrino JL, Carole TM (2004) Industrial bioproducts: today and tomorrow. www.energetics.com/resourcecenter/products/studies/Pages/Bioproducts-opportunities.aspx. Accessed 02 May 2012
de Guzman D (2010) http://www.icis.com/Articles/2010/10/25/9402443/bioplastic-development-increases-with-new-applications.html. Accessed 07 May 2012
Acknowledgments
The project was supported by USDA—National Institute of Food and Agriculture—Wood Utilization Research program grant 2010-34158-20938. The enzymes CTec2 and HTec2 were kindly provided by Dr. Kurt Creamer at Novozymes North America Inc., Franklinton, NC, USA.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Dai, J., McDonald, A.G. (2013). Response Surface Optimization of Hot-Water Pretreatment for Enzymatic Hydrolysis of Hybrid Poplar: First Step of Bioconversion of Woody-Biomass to Value-Added Bioproducts. In: Fang, Z. (eds) Pretreatment Techniques for Biofuels and Biorefineries. Green Energy and Technology. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-32735-3_9
Download citation
DOI: https://doi.org/10.1007/978-3-642-32735-3_9
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-32734-6
Online ISBN: 978-3-642-32735-3
eBook Packages: EnergyEnergy (R0)