
Abstract
Biodiesel has emerged as one of the most growing biofuels to replace diesel fuel. Its preference as one of the most popular alternative fuels was based on its characteristics as it is environment friendly, sustainable, biodegradable, and non-toxic. Biodiesel is mandated by many governments worldwide for incorporation into their diesel supply base. Biodiesel is easily produced through transesterification reactions of vegetable oils (triglycerides). However, current commercial usage of refined vegetable oils for biodiesel production is impractical and uneconomical due to high feedstock cost and priority as food resources.
Low-grade oils, typically waste cooking oils, brown greases, crude corn oils, etc., can be better alternatives; however, the high free fatty acids (FFAs) content in such oils has become the main constrain for those potential feedstocks, and therefore pretreatment methods become necessary to prepare such feedstocks to make biodiesel. The chapter highlights the pretreatment methods to utilize and convert the FFAs from various feedstocks to biodiesel and presents the advantages and limitations of using enzymes and conventional catalysts, distillation, blending, and glycerolysis methods to lower FFAs in the feedstocks. An overview on the current status of biodiesel production, the feedstocks and the FFAs factors are also discussed. With the proper pretreatment methods, the high-FFAs feedstocks can indeed become the next ideal feedstocks for the production of biodiesel.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Biodiesel production is a globally advancing field, with biodiesel fuel increasingly being used in compression diesel engines to replace diesel fuel which stands at a market value of $200 billion US dollars per year worldwide. The biodiesel, which is becoming one of the most popular alternative and environment-friendly fuels, is mandated by many governments for incorporation into their diesel-supply base. Society’s concerns with the environment have made governments, industries, and businesses start to assess how their activities affect the environment. Such biodiesel is a more natural, more sustainable biofuel known to reduce carbon dioxide emission by 78 % when compared to regular diesel and its energy content is 88–95 % that of diesel [1].
Production scale of biodiesel in the European Union in 2006 was estimated to be approximately 4.8 million tons, which constitutes about 77 % of the produced biodiesel in the world followed by the US with 13 %, and the rest of the world to be 10 %. Market growth rate data in Europe was over 50 % in 2006 after growth of 37 % in 2005. It is estimated that biodiesel will reach 3.3 billion gallons by 2022, an increase of 2.5 billion gallons from 2011, where nearly 80 % of the increase comes from three feedstocks: soybean oil (31 %), corn oil (22 %), and palm fatty acid distillate (26 %) [2]. The volume of all biodiesel is growing at a 10 % rate per year and stood at $22 billion market value in 2007, and is estimated to reach $88 billion by 2020 [3, 4].
2 Biodiesel Acceptable Standards
The biodiesel acceptable standards around the world normally follow either the American Society for Testing and Materials (ASTM) specification D6751 [5] or the European Specification EN14214 [6]. The variable level of substituted or bound glycerol to fatty acid as tri-, di- and mono-glycerides is summed up and calculated as the total bound glycerin value with an allowable value lower than 0.24 % in biodiesel. The biodiesel specification in Europe EN14214 includes a minimum requirement for the ester content (96.5 %) and individual maximum levels for the mono-, di-, and tri-glycerides. Both specifications limit the level of total glycerin remaining in biodiesel fuel to approximately the same value (0.24 % in ASTM D 6751 and 0.25 % in EN 14214). When measuring the level of free fatty acids (FFAs), the total FFAs should be below 0.25 mg/ml.
3 Feedstock’s Decomposition
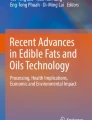
Virgin oil when exposed to moisture, microbial contamination, heating, and light in the presence of air such as in the case of long-term storage or cooking, undergoes a decomposition process such as oxidation and hydrolysis leading to the formation of FFAs and other low- and high-molecular weight hydrocarbons, alcohols, oxidized monomers, dimmers, and trimers. Moisture and lipases excreted by microorganisms promote the hydrolysis of vegetable oil triglycerides to form FFAs, mono- , and di-acylglycerols, which result in increasing of the refining losses directly related to the free fatty acid content of oils and fats (Fig. 18.1). Oxygen and heat cause oxidation of oil triglycerides which results in the formation of hydroperoxides, leading to volatiles responsible later for the unpleasant odor of spent frying oils. The heat can also initiate cyclization reactions; both intra- and inter-molecular, occurring via electrocyclic Diels–Alder and Ene reactions. Furthermore, deterioration of heated oil used for multiple frying operations, is characterized by the formation of a polymeric dark mass and other low-molecular weight compounds. During frying operations, different compounds which include fatty acids, mono-, di-, and tri-glycerides, low- and high-molecular weight polymeric dark brown materials accumulate in oil. It has been reported that oxidation of oil is mostly responsible for much more of the deterioration of fats and oils than hydrolysis [7].

Moisture and lipase-aided decomposition of oil triglycerides
The decomposed oil loses fatty acids which become detached FFAs, or “used” oil and therefore less expensive feedstock to purchase. In order to increase the overall yield of biodiesel, the high-FFAs oil requires pretreatment processing that means subjecting the oil to acidic conditions, where the FFAs are converted to fatty acid esters and thereby lowered pH to acceptable values in the oil, so that the oil will later be converted to biodiesel by conventional alkaline catalysts (reactions 1 and 3, Fig. 18.2) [8]. The FFAs can also be removed under alkaline conditions (reaction 2, Fig. 18.2) when treated with alkaline reagent such as KOH to yield fatty acid potassium salts or soap which can be removed by water-wash process [9, 10].

Formation of fatty acid methyl esters (biodiesel) and fatty acid salts from vegetable oil and fatty acids in the presence of methanol and a catalyst
The conventional chemical synthesis of biodiesel is typically carried out under alkaline conditions and to a lesser extent under acidic conditions [11, 12]. The alkaline reaction involves transesterification conditions using vegetable oil (triglyceride and to a lesser extent mono- and di-glycerides), methanol, and a chemical base such as sodium hydroxide (NaOH) (reaction 3, Fig. 18.2). The reaction can also be carried out with sodium methylate (NaOCH3) as a catalyst which produces biodiesel and glycerol with improved reaction yields [13–15]. The transesterification of glycerides and methanol can also be carried out by acid catalysis to produce fatty acid methyl esters (FAMEs) and glycerol; however, this type of reaction is unfavored due to its low rates and its strict reaction conditions with regards to high temperatures and high excess of methanol.
4 Feedstock Factor
The feedstock constitutes 70–95 % of the biodiesel’s production costs [16]. The price of biodiesel in the open market stands approximately at $1,300/ton. This means the lower the cost of feedstock which contains higher %FFAs, the bigger the margins and the more profit is made on biodiesel from lower value feedstock. When choosing feedstock, there are several important factors to consider such as quality, price, availability, and ability to meet product specifications “ASTM and EN specs” which can be achieved by choosing proper pretreatment and to some extent post-treatment methods [6]. Understandably, higher quality feedstocks which don’t need pretreatment typically are much more costly. Refined, bleached, and deodorized (RBD) vegetable oils are more expensive than crude vegetable oils, both vegetable oils are more expensive than tallow and waste-cooking oil (yellow grease), yellow grease is more expensive than fat trap (brown grease), and so on. However, soybean oil which is very abundant is also more expensive than palm oil simply because of its process ability and inherent characteristics that impacts cloud point (CP) and cold filter plugging point (CFPP) of the biodiesel product [17, 18].
Crude corn oil which is available as byproduct of the ethanol industry typically contains 10–15 % FFAs and is reddish in color, requires pretreatment process. The purification needed is to minimize the sterol, glycosides, waxes, and FFAs to ASTM acceptable levels in the oil in order to make an acceptable transesterification feedstock [19]. The ability to convert FFAs into methyl esters instead of soap increases product yield and reduces feedstock cost per gallon of biodiesel. The high-FFAs crude corn oil is 20 ¢ cheaper than the soybean oil, and it has a −3 °C CP, nearly 5 °C better than soybean [20]. This is great to the biodiesel consumers, especially since there will be at least twice as much crude corn oil in the market in 2012 compared to 2011 which will also yield biodiesel suitable for cold winters [20].
5 FFAs Factor
Crude plant oils typically contain FFAs < 3.0 % and gums in the range of 0.05–0.5 % [21]. The only pretreatment needed for such oil feedstocks is to remove the gums using either conventional degumming methods or using enzymes [22]. Higher FFAs oil feedstocks, such as recovered yellow grease, are no longer viable for the production of biodiesel by the conventional alkaline process. Such feedstocks containing up to 9 % FFAs can be pretreated by different methods such as the SRS (see Sect. 18.6.1) continuous flow acid by SRS Engineering, removal of FFAs by distillation or adsorption, or treated with enzymes (Table 18.1) [27]. Crude corn oil or yellow grease with FFAs >9 % requires acidic pretreatment, enzymes or Ca(OH)2 (Table 18.1). High FFAs oil which is disposed in the drains “brown grease” is a potentially problematic waste stream and it clogs installations in waste-water treatment plants and thus, it adds to the cost of treating effluent [23, 24]. Such potential feedstock contains typically 30 % and up to 100 % FFAs, requires an enzymatic or acid-based esterification methods (Table 18.1).
Biodiesel producers always have to decide on what is the cutoff of the FFAs level in the feedstock and decide how to move forward with biodiesel production. Some producers work with feedstock streams containing FFAs lower than 1 % (virgin oil) where any known technology for making biodiesel can be applied (Table 18.1).
When the feedstock contains up to 3.5 % FFAs, the soap formation during the alkaline reaction will be challenging to work with. One way to deal with it, is blending such oil (FFAs <3.5 %) with a lower FFAs feedstocks (<1 %) to obtain oil feedstocks of FFAs less than 2 %. Also, feedstocks containing FFAs levels below 3 % can be pretreated by adsorbents which extract FFAs from the oil out into the matrix. Spent adsorbents can normally be disposed off in a landfill. Another approach would be to convert the FFAs to their potassium salts and be removed by either water-wash process or centrifugation. When oil feedstocks contain higher than 3.5 % FFAs, pretreatment methods should be applied for the removal of FFAs, simply because the alkaline biodiesel production process converts the FFAs to soaps which eventually result in complicating of the downstream processing of the final products [25].
Not all pretreatment methods are suitable for every biodiesel production plant. Several factors will have to be considered such as the process type (alkaline, acidic, heterogeneous, enzymatic, etc.), the type of existing equipment in the plant, the long-term availability of feedstocks used with variable contents of FFAs, and how the pretreatment technology ties into those systems.
6 Pretreatment Methods
Pretreatment means the applied stages required in the plant in order to process feedstocks prior to their conversion to biodiesel. Such stages typically involve reducing factors of negative impacts on the biodiesel production process such as water, gums, suspended particles, polymers, and mostly FFAs. Water normally leads to formation of increased concentration of soaps during alkaline transesterification, reacts with the alkaline catalyst sodium methylate to form methanol and sodium hydroxide, and also shifts the equilibrium reaction toward hydrolysis under acid-catalysis conditions. The soaps can solidify or freeze up and clog lines which results in equipment lost time (downtime). One pretreatment method involves reacting caustic soda with FFAs; however, there will be significant yield losses in such pretreatment method. On the other hand, the acid pretreatment doesn’t lead to the formation of soaps and therefore will be minimal yield losses. Polymers, gums, and particulates in oil feedstocks impose also negative impacts on the biodiesel production process as they lead to destroying of the catalyst and also implications on phase separation of oil/glycerol phases. The biodiesel industry worldwide has adopted several pretreatment methods that are described below:
-
Liquid acid treatment—Pretreatment by esterification of FFAs with a liquid acid catalyst (Sect. 18.6.1).
-
Distillation—Removal of FFAs by distillation (Sect. 18.6.2).
-
Blending—Blending low FFAs feedstock with higher FFAs feedstock (Sect. 18.6.3).
-
Glycerolysis—Glycerol reaction with FFAs (Sect. 18.6.4).
-
Acid esterification with solid catalysts—Lower FFA with ion exchange (Sect. 18.6.5).
-
Removal of FFA with solid adsorbents (Sect. 18.6.6).
-
Pretreatment with enzymes (Sect. 18.6.7).
-
Degumming—Removal of gums from crude oils (Sect. 18.6.8).
6.1 Liquid Acid-Catalyzed Pretreatment Process of High-FFAs Feedstocks
Feedstocks containing FFAs >10 % require pretreatment with a strong acid, such as sulfuric acid, to remove the FFAs by converting the FFAs to their methyl esters, thereby reducing the FFAs level in the feedstock. The acidic process requires high temperature and high excess of methanol in order to achieve high conversions during a reasonable reaction time. Water is produced during the esterification, and as it accumulates in the reaction medium leads to slowing down of the reaction rate. The disadvantage of the acidic process is the need to neutralize the acid at the end of the reaction producing a large amount of salts which moves into the water/methanol phase, generating large amounts of low-grade methanol/water/salts solution. The neutralized oil feedstock is then treated by alkaline catalyst and methanol to produce biodiesel [26].
The biodiesel industry has adopted a liquid acid technology for the conversion of FFAs to FAMEs. SRS Engineering, USA has developed a continuous flow acid esterification system that utilizes methanol and acid to convert FFAs into usable oil feedstocks as opposed to washing with caustic soda which contribute to high yield losses [27]. Such process is energy efficient, prevents soap formation, and converts up to 15 % FFAs feedstock to biodiesel (Table 18.1). SRS further adds to this process a proprietary process of utilizing a modified waste additive to remove excess water from the oil prior to a transesterification process to further prevent the development of soap production [28].
US-based Crown Iron Works (CIW) has established experience in removing FFAs from culinary oils a process known as oil deodorization. The company has adapted this technology for FFAs treatment in biodiesel feedstocks. CIW’s biodiesel pretreatment plants are designed for continuous operation to achieve maximum efficiency and safety. The process is similar to a typical oil refining plant used for refining edible oils. Oils or fats containing high amounts of phosphorus and high amounts of fatty acids are degummed (degumming will be further explained later in the chapter) and de-acidified in two steps. The degumming process, which removes the phosphorus, is similar to the standard oil and fat pretreatment process but does not neutralize the fatty acids. After degumming, the fatty acids are removed by distillation under vacuum at a high temperature (>100 °C), or by alkaline neutralization followed by centrifugation and then water wash.
This de-acidification process is also known as stripping because a small amount of low-pressure steam is used to strip the fatty acids from oils or fats. Some oils and fats containing low amounts of phosphorus and high amounts of fatty acids are degummed by adding acid along with diatomaceous earth which enhances the adsorption process [29]. The acid is added and reacted in a separate vessel prior to the addition of diatomaceous earth addition step. Phosphorus and fatty acid-discharged oil is equivalent to refined and bleached oil (Fig. 18.3).

Crown Iron Works standard oil and fat pretreatment flow diagram
6.2 Fatty Acid Distillation
When the FFAs value is below 10 %, some companies remove such range of FFAs% by distillation. The distillation of crude fatty acids removes both the low and high boiling impurities typically present in such feedstocks. Fatty acids depending on their degree of saturation are sensitive to heat, oxidation, and corrosion effects. Normally, the higher degree of saturation of FFAs is the higher resistance of FFAs toward heat and oxidation conditions. Distillation of FFAs from oil feedstocks is in general carried out under high vacuum and lower temperatures and with the shortest residence time allowable. Normally, feedstocks are pre-dried and degassed under vacuum and then fed to the distillation unit. Either tripping steam or high vacuum systems are provided to improve circulation and reduce partial pressure, thus lowering the distillation temperature and reducing degradation losses of FFAs [30].
6.3 Blending of Feedstocks
It is favored that the feedstock is low FFAs virgin oils which can be blended with lower quality oils without seriously compromising production of high-quality biodiesel. Although this technique is widely practiced by biodiesel producers such pretreatment method doesn’tsolve the long-term problem of low-quality oil and also would not offer any potential solution for the conversion of FFAs to biodiesel.
6.4 Glycerolysis of FFAs
Glycerolysis is a process in which the content of FFAs is reduced in feedstocks by combining FFAs with glycerin to create mono-, di-, and tri-glycerides as shown in the process flow diagram of Albemarl Corp (Figs. 18.4 and 18.5) [20]. The glycerin is routed back to a reactor where it is combined with the high FFAs feedstock. The effluent of the glycerolysis process is a low FFAs feedstock, typically less than 1 %, suitable for alkaline transesterification process under normal operating conditions. JatroDiesel, USA, offers a unit for the glycerolysis of acid feedstocks with different levels of FFAs. Glycerolysis with up to 100 % FFAs has been demonstrated at industrial scales while acid esterification process has been used for feedstocks with FFAs below 25 %, and stripping of FFAs has been used with 15 % FFAs or lower, prior to alkaline transesterification process for the production of biodiesel [20].

The glycerolysis reaction between glycerol and free fatty acids to produce glycerides

Albemarle conversion of FFAs to mono-, di-, and tri-glyceride
6.5 Heterogeneous Ion Exchange Resin Catalyzed Reduction of FFAs
Resin beads containing exotic catalytic sites can also be used as heterogeneous catalysts for lowering the FFAs content in a pretreatment process for feedstocks with high content of FFAs. Resin beads do not dissolve with the reagents as homogeneous catalysts do, making their separation a great deal easier [31]. Furthermore, the use of such resins does not require neutralizing acid, so no water or salts are generated at the end of the biodiesel production process, leading to cleaner biodiesel and glycerol byproduct. Resin beads can be used in both stirred tank (batch and continuous) reactors and in continuous packed column reactors. Currently, one of the most promising resin catalysts for esterification of FFAs is AMBERLYST BD20 from Rohm and Haas (part of the Dow group). Emulsions form upon transesterification of high-FFAs feedstocks whereas a clean separation occurs when the FFAs content in feedstocks is first esterified using AMBERLYST™ BD20 technology [32, 33].
Bayer Technology Services has designed a complete biodiesel production system to get the best performance from this catalyst. The technology converts FFAs into their FAME’s. It is a versatile system that can be adopted to deal with any amount of FFAs up to 100 % by adding more reactors in series. Depending on the initial FFAs content allowable in the oil going downstream, a single reactor will deal with oils containing around 5 % FFAs, two reactors push this to around 70 % and three to 100 % conversion. Several resins are available commercially. Rohm and Haas has Amberlite 1R 120 or IRA 900 or Duolite C20 as strong-cation exchange resins; IRA 93SP or Duolite A 378 as weak-anion exchange resins; and the mixed bed polishing resins C20MB and A 101D as strong-cation and anion exchange resins [34].
6.6 Heterogeneous Adsorbent Additives for Removing Free Fatty Acids
Pretreatment of feedstocks with adsorbents such as magnesium silicates (such as Magnesol 600R, The Dallas Group, USA) were found to be very effective in removing FFAs. D-SOL has been introduced successfully at commercial scales for food frying operations to remove FFAs from frying oil. At 2 % additive concentration, the Magnesol 600R reduced FFAs from 3.8 % to around 1.24 %. When a blend of chicken fat and vegetable oil with FFAs concentration of 1.45 % was tested with Magnesol, all concentrations of the 600R product reduced the FFAs to below 1 %. This means, the 600R is a low-cost solution for reducing FFAs levels of <4.0 % which works out to be about 5 % per gallon per 1% FFAs reduction [35].
Bentonite clay on the other hand, reduced calcium, magnesium, and phosphorus in feedstocks better than the Magnesol 600R. If a plant relies on a proprietary catalyst, the producer is tied-in to one manufacturer. It is possible that as the market matures different catalyst manufactures will offer drop-in alternatives [36].
6.7 Immobilized Enzyme-Catalyzed Reduction of FFAs
Enzyme is a new biocatalyst to the biodiesel industry. Lipases belonging to the enzyme group of hydrolases are capable of converting FFAs in an esterification reaction with methanol to biodiesel and water byproduct. If used properly, the use of lipases is cost effective and environment friendly. Lipases can be easily used for lowering the FFAs in different feedstock through esterification with methanol to form FFAs and water [37]. The use of such type of biocatalyst would provide an elegant solution for reducing the environmental impact of yellow grease collected from restaurants, brown grease (>90 % FFAs) and fat collected in municipal and industrial waste-water treatment plants [38, 39].
Most recently TransBiodiesel, Israel has developed and commercialized unique immobilized biocatalysts for the conversion of crude and low-grade feedstocks to biodiesel. The developed biocatalysts are capable of converting any grade of vegetable oil and animal fat to biodiesel with minimal waste products [40, 41]. The biocatalysts would act on any oil feedstock with any level of FFA-containing oil including crude vegetable oils, vegetable oil distillates, yellow and brown greases, and virgin oil, and to reduce their FFAs content to lower than 1 %. These feedstocks with high FFAs levels are much cheaper feedstocks than virgin plant oils (40–60 % cheaper). It is estimated that 20–40 % of the operational costs alone can be saved when dealing with the enzymes developed by TransBiodiesel (www.transbiodiesel.com).
The proposed enzyme technology offers biodiesel manufacturers flexibility in their choice for feedstocks which might contain FFAs in the range of 0–100 %. It allows biodiesel manufacturers to expand their feedstocks selection from expensive virgin oil (approx $1,100/t) to yellow grease ($700/ton) to inexpensive brown-grease feedstock obtained from waste-water treatment plants ($300/t). The major advantages of the enzymatic process over the chemical processes are summarized in Table 18.2. It has been demonstrated that feedstocks need not be FFAs free in the enzymatic process, and de-hydrated feedstock is not a requirement as in the case of the chemical process. Operating at a relatively low temperature and with no need to neutralize acid, TransBiodiesel’s enzymatic process produces remarkably clear biodiesel and high-quality glycerol that needs little refining because enzymes are used at room temperatures (20–30 °C) without any other acids or bases.
TransBiodiesel has two main enzymes TransZyme and EsterZyme. TransZyme is an immobilized lipase of high transesterification as well as esterification activity. TransZyme is capable of converting any type of feedstock, including virgin oils, crude plant oils, animal fats, waste-cooking oils, acid oils, and brown grease, regardless of the FFAs content (0–100 %), to form biodiesel through transesterification and esterification processes simultaneously [40, 41]. TransZyme favors more transesterification and esterification than hydrolysis even in the presence of 1–10 % water. TransZyme is also capable of transesterifying phospholipids and wax esters to form biodiesel and free alcohols allowing the use of crude unrefined vegetable oils. Due to the capability of the developed biocatalyst to transesterify phospholipids the overall yield of biodiesel production from crude plant oils would be increased by 1–3 %.
EsterZyme is an immobilized lipase of high esterification activity. It transforms free fatty acid in the presence of methanol (or other alcohols) and under reduced amount of water (preferably below 0.5 %) and glycerol into biodiesel and water byproduct [40, 41]. Furthermore, EsterZyme exhibits relatively high transesterification activity toward partial glycerides and wax esters and lower activity toward triglycerides. The biocatalyst can also be used for lowering the FFAs% in any type of feedstock down to 0–2 % starting from any type of feedstock containing FFAs from 3 % and up to 100 %.
Both enzymes developed by TransBiodiesel are suitable for use in batch and continuous reactors using stirred tank or packed column reactors (Fig. 18.6). While many plants using acid esterification and de-gum their feedstock, TransBiodiesel’s technology uses crude feedstock without resorting to de-gumming since gums don’t interfere with the enzymatic step.

TransBiodiesel’s commercial enzymatic process for the production of biodiesel
6.8 Degumming
The presence of phospholipids in feedstocks is a serious concern to the biodiesel industry. This is basically due to their emulsifying properties and their negative impact on cold soak filtration times and consequently cold weather fuel performance. When phospholipids are present in the biodiesel alkaline transesterification production process they complicate phase separation of products as they lead to the formation of emulsions which are hard to break. This situation can be detrimental to downstream processing by ion-exchange resin, processing yield, and final product quality. Also, phospholipids pose many problems for the storage and processing of the crude oil, therefore must be removed from oil during refining by a process known as degumming [42, 43].
Lipids obtained by screw pressing (mechanical extruding) and solvent extraction are termed “crude oils” which form deposits or gums upon storage. The chemical nature of these gums consists mainly of phosphatides which entrain oil and meal particles which are formed when the oil absorbs water. Under such conditions gums become oil-insoluble (hydrated phosphatides) which can be readily removed by filtration.
Accordingly, hydrating the gums and removing the hydrated gums before storing the oil can prevent the formation of gum deposits; such treatment is called water degumming. Other ingredients, including FFAs, hydrocarbons, ketones, tocopherols, glycolipids, phytosterols, phospholipids, proteins, pigments, and resins, which are oil-soluble or form stable colloidal suspensions in the oil are normally removed from vegetable oils by chemical or physical refining processes which involve the use of phosphoric acid, citric acid, or other degumming substances [44, 47, 48].
Degumming process plays a critical role in the physical refining process of edible oils. Traditional degumming processes, including use of membranes [49], chelating agents [50], enzymes [42, 51, 52], water degumming, acid treatment, and TOP degumming (water degummed oil is heated up to 90–105° C, thoroughly mixed with degumming acid, mixed with dilute caustic and then separated, and washed with water) or “total degumming process,” [45, 46] cannot all guarantee the achievement of low phosphorus contents required for physical refining. Such methods are not always optimally suited for all oil qualities because of the high content of non-hydratable phospholipids [53].
The vegetable oil refining industry has also recently experienced the use of free microbial enzymes for degumming of plant oils. Phospholipase A1 (Lecitase Ultra, Novozymes) and Phospholipase C (Purifine, Verenium) are the most prominent enzymes which already have found real industrial applications in oil degumming [42, 51]. Phospholipase A1 catalyzes the hydrolysis of fatty acyl groups at the sn-1 position of phospholipids to form 1-Lyso-phospholipids and a free fatty acid in the first stage, and glycerophospholipids and a free fatty acid in the second hydrolysis stage. The formed 1-Lyso-phopholipids and glycerophospholipids have both increased hydrophilic characteristics which can be easily washed out of oil with mild-acidic water solution.
Phospholipase C cleaves the phosphoric acid ester bondage in phospholipids molecules to form di-glycerides and phosphoryl alcohols. The formed phosphoryl alcohols are hydrophilic molecules which can also be washed easily with water to obtain degummed oils [22].
Both enzymes, Phospholipase A1 and Phospholipase C have been applied at industrial scales in the oil refining industry; however, because of their costs are still not widely used in the oil industry. Similarly, the costs related to the use of both enzymes in degumming of oils feedstocks are economically unaffordable in the biodiesel industry.
It has been demonstrated that the immobilized enzymes, TransZyme and EsterZyme, both developed by TransBiodiesel, are capable of transesterifying phospholipids and methanol to form biodiesel and glycerophospholipids, thereby allowing the use of crude plant oils in the biodiesel production process. While the formed glycerophospholipids are of hydrophilic characteristics, they accumulate in the glycerol/water phase and thereby facilitating the biodiesel downstream processing as well as increasing the biodiesel production yield by 1–2 %.
References
Burrell A (ed) (2010) JRC scientific and technical reports impacts of the EU biofuel target on agricultural markets and land use: a comparative modeling assessment. European commission. http://ec.europa.eu/energy/renewables/studies/doc/land_use_change/study_jrc_biofuel_target_iluc.pdf. Accessed 25 June 2012
Sims B (2012) Is there sufficient supply of feedstock to support the build-out of a 6 billion gallon biodiesel industry over the next decade. Biodiesel Mag. http://www.biodieselmagazine.com/articles/8296/keeping-pace. Accessed 25 June 2012
Bart JCJ, Palmeri N, Cavallaro S (2010) Biodiesel science and technology: from soil to oil. Woodhead, Cambridge
Eisentraut A (2010) Sustainable production of second generation biofuels. International Energy Agency. http://www.iea.org/papers/2010/second_generation_biofuels.pdf. Accessed 25 June 2012
ASTM (2008) D6751-08 Standard specification for biodiesel fuel blend stock (B100) for middle distillate fuels in annual book of ASTM standards. ASTM International, West Conshohocken
European Committee for Standardization (2008) Biodiesel Standard EN14214. Brussels
List GR, Wang T, Shukla VKS (2005) Storage, handling, and transport of oils and fats. In: Shahidi F (ed) Bailey’s industrial oil and fat products, 6th edn. Wiley, New York
Keim GI (1945) Treating fats and fatty oils. US Patent 2,383,601
Kawahara Y, Ono T (1979) Process for producing lower alcohol esters of fatty acids. US Patent 4,164,506
Jeromin L, Peukert L, Wollman G (1987) Process for the pre-esterification of free fatty acids in fats and oils. US Patent 4,698,186
Haas MJ, Michalski PJ, Runyon S, Nunez A, Scott KM (2003) Production of FAME from acid oil, a by-product of vegetable oil refining. J Am Oil Chem Soc 80:97–102
Lele S (2006) Biodiesel and jatropha plantation. Agrobios India, Jodhpur
Van Gerpen J (2005) Biodiesel processing and production. Fuel Process Technol 86:1097–1107
Knothe G, Van Gerpen J, Krahl J (eds) (2005) Biodiesel handbook. AOAC Press, Champaign
Canakci M, Van Gerpen J (2001) Biodiesel production from oils and fats with high free fatty acids. Trans ASAE 44:1429–1436
Elsolh N (2011) The manufacture of biodiesel from the used vegetable oil. Dissertation, Kassel University
Moss P (2012) Feedstock flexibility: key to future profitability. Biodiesel Mag. http://www.biodieselmagazine.com/articles/8281/feedstock-flexibility-key-to-future-profitability. Accessed 25 June 2012
Ion Exchange (India) Ltd. Product data sheet of INDION® BF 100. http://www.ionresins.com/pds/BF%20100 %20PDS.pdf. Accessed 25 June 2012
Fjerbaek L, Christensen KV, Norddahl B (2009) A review of the current state of biodiesel production using enzymatic transesterification. Biotechnol Bioeng 102:1298–1315
Voegele E (2012) A critical component. Biodiesel Mag. http://biodieselmagazine.com/articles/8295/a-critical-component. Accessed 25 June 2012
Leung DYC, Wu X, Leung MKH (2010) A review on biodiesel production using catalyzed transesterification. Appl Energy 87:1083–1095
Hitchman T (2009) Purifine® PLC industrial application in oil degumming and refining soybean phospholipid. Oil Mill Gazetter 115:2–4
Gold M (2001) Restaurants stuck with a problem. Los Angeles Times. http://articles.latimes.com/2001/jan/10/local/me-10620. Accessed 25 June 2012
Tunc MF, Gurbuz H, Türkay SZ (2010) Non-evaporative solvent recovery step in deacidification of used frying oil as biodiesel feedstock by methanol extraction. J Am Oil Chem Soc 87:195–203
Li Y, Zhang X, Sun L (2010) Fatty acid methyl esters from soapstocks with potential use as biodiesel. Energy Convers Manage 51:2307–2311
Ataya F, Dubé MA, Ternan M (2007) Acid-catalyzed transesterification of canola oil to biodiesel under single- and two-phase reaction conditions. Energy Fuel 21:2450–2459
SRS Engineering Corp (2012) Feedstock pretreatment—high FFA pretreatment. http://www.srsbiodiesel.com/HighFFAPretreatment.aspx. Accessed 25 June 2012
Thane P (2012) Pretreatment biofuels. Biofuels Int 6:59–63
Silverson Machines Inc. Refining of edible oils. http://edge.silverson.com/assets/PDFs/AppReports/Food/FEdibleOils.pdf. Accessed 25 June 2012
Lurgi AG (1991) Fatty acid technology, technical brochure no. 197e/3.91/30, Lurgi AG, Frankfurt
Lam MK, Lee KT, Mohamed AR (2010) Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: a review. Biotechnol Adv 28:500–518
Rohm and Haas Company (2009) AMBERLYST™ BD20—solid catalyst FFA esterification technology. https://dowanswer.custhelp.com/ci/fattach/get/23481/. Accessed 25 June 2012
Berrios M, Skelton RL (2008) Comparison of purification methods for biodiesel. Chem Eng J 144:459–465
De Dardel F (1989) Glycerin purification. Rohm and Haas, Paris
Department of biological and agricultural engineering, University of Idaho. using absorbents to lower FFA level in Biodiesel feedstocks, Biodiesel tech notes. http://www.uiweb.uidaho.edu/bioenergy/Adsorbents.pdf. Accessed 25 June 2012
Kotbara R (2011) 4 feedstock pretreatment adsorbents tested, 1 works. Biodiesel Mag. http://www.biodieselmagazine.com/blog/article/2011/11/4-feedstock-pretreatment-adsorbents-tested-1-works. Accessed 25 June 2012
Bertram B, Abrams C, Kauffman J (2002) Adsorbent filtration system for treating used cooking oil or fat in frying operations. US Patent 6,368,648
Ranganathan SV, Narasimhan SL, Muthukumar K (2007) An overview of enzymatic production of biodiesel. Bioresour Technol 99:3975–3981
Dorado MP, Ballesteros E, López FJ, Mittelbach M (2004) Optimization of alkali-catalyzed transesterification of Brassica carinata oil for biodiesel production. Energy Fuel 18;77–83
Basheer S, Haj M, Kaiyal M (2010) A robust multi-enzyme preparation for the synthesis of fatty acid alkyl esters. US Patent 7,790,429
Basheer S et al (2010) Modified immobilized enzymes of high tolerance to hydrophilic substrates in organic media. US Patent Application 20,100,209,982
Dixit L, Kanakraj S (2010) Enzymatic degumming of feedstock’s (vegetable oil) for biodiesel—a review. J Eng Sci Manage Edu 3:57–59
Erickson DR, Pryde EH, Brekke OL, Mounts TL, Falb RA (eds) (1980) Handbook of soy oil processing and utilization. American Soybean Association, St. Louis, and American Oil Chemists’ Society, Champaign
Verleyen T, Sosinska U, Ioannidou S, Verhe R, Dewettinck K, Huyghebaert A, De Greyt W (2002) Influence of the vegetable oil refining process on free and esterified sterols. J Am Oil Chem Soc 79:947–953
Indira TN, Hemavathy J, Khatoon S, Gopala Krisna AG, Bhattacharya S (2000) Water degumming of rice bran oil: a response surface approach. J Food Eng 43:83–90
Van Nieuwenhuyzen W, Tomás MC (2008) Update on vegetable lecithin and phospholipid technologies. Eur J Lipid Sci Tech 110:472–486
Careli AA, Brevedan MIV, Crapiste GH (1997) Quantitative determination of phospholipids in sunflower oil. J Am Oil Chem Soc 74:511–514
Szydlowska-Czerniak A (2007) MIR spectroscopy and partial least-squares regression for determination of phospholipids in rapeseed oils at various stages of technological process. Food Chem 105:1179–1187
Ochoa N, Pagliero C, Marchese J, Mattea M (2001) Ultrafiltration of vegetable oils: degumming by polymeric membranes. Sep Purif Technol 22:417–422
Choukri A, Kinany MA, Gibon V, Tirtiaux A, Jamil S (2001) Improved oil treatment conditions for soft degumming. J Am Oil Chem Soc 78:1157–1160
Voegele E (2011) Verenium markets biodiesel pretreatment. Biodiesel Mag. http://biodieselmagazine.com/articles/8224/verenium-markets-biodiesel-pretreatment-enzyme. Accessed 25 June 2012
Yang B, Wang Y, Yang J (2006) Optimization of enzymatic degumming process for rapeseed oil. J Am Oil Chem Soc 83:653–658
Copeland D, Belcher MW (2005) Vegetable oil refining. W. Int. Cl. C11B3/00. US Patent 6,844,458
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Tafesh, A., Basheer, S. (2013). Pretreatment Methods in Biodiesel Production Processes. In: Fang, Z. (eds) Pretreatment Techniques for Biofuels and Biorefineries. Green Energy and Technology. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-32735-3_18
Download citation
DOI: https://doi.org/10.1007/978-3-642-32735-3_18
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-32734-6
Online ISBN: 978-3-642-32735-3
eBook Packages: EnergyEnergy (R0)