
Abstract
Facing the major problem of water shortage, desalination is a strategic option for Algeria, which has implemented an ambitious program of desalination of seawater with a production capacity of 2260 million m3 (Metiche, Desalin Water Treat 14: 259–264, 2010).
The desalination plant at Skikda, with a capacity of 100,000 m3/day, was initially operated in 2009 and is part of a large program that includes 13 seawater reverse osmosis desalination plants, with various capacities.
However, the construction of desalination plants is inevitably associated with an environmental catastrophe caused by the vast discharge of brine and chemical reagents used in desalination (Ammour, F., Lounes, S., Houli, S., Kettab, A.: Environmental impact of desalination plant of Bou Smail (Algeria), 13th International Conference on Clean Energy, 2014, Fernandez-Torquemada et al., Desalination 182: 395–402, 2005).
In this paper, performance evaluation carried out on a seawater reverse osmosis desalination plant located in the Sonatrach company industrial complex in the east of Algeria is presented. Recommendations are suggested to resolve these problems.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
During the last decades, water resources have been intensively used in Algeria, added to a period of intense drought occurring in the zone, leading to water scarcity (Metiche et al. 2010).
Seawater and brackish water desalination is a strategic option for Algeria which has implemented an ambitious program of desalination of seawater with a production capacity of 2260 million M3 (Metiche et al. 2010; Kehal 2001).
Due to recent developments in membrane technology, the trend in the desalination industry is to use reverse osmosis (RO) for desalting seawater.
One of these plants is investigated in this study. It is an SWRO desalination plant of Skikda, located in the east of Algeria, commissioned in 2009, with a capacity of 100,000 m3/day.
The most serious problem in BWRO and SWRO plants’ operation is the complexity to control membrane fouling and scaling mainly due to frequent variation of quantity/quality of raw water (Arras et al. 2009).
The objective of this paper is to study the performance of the plant and identify the different shortcomings. The plant performance was established from the operation and maintenance data as well as from visits made to the plant.
2 Plant Description
2.1 Study Site
Skikda SWRO plant is located in the Sonatrach company industrial complex in the east of Algeria (Fig. 1).

Location of Skikda SWRO plant
2.2 Seawater Intake
The choice of the point of collection was decided after various studies to obtain a good quality of water all year round.
An SWRO desalination plant studied includes an open seawater intake. The water captured at a distance of 1431 m is conveyed gravitationally by canal of 2 m of diameter and collected in a tank.
The intake inlet point is located at a depth of 9 m.
2.3 Raw Water Characteristics
Raw water analysis is presented in Table 1:
2.4 Operating Conditions
Operating conditions at Skikda SWRO desalination plant are shown in Table 2.
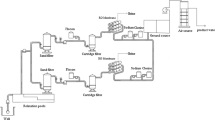
2.5 Pretreatment and Posttreatment
The pretreatment has a prevalent importance as well on physicochemical and microbiological qualities of permeate as on the longevity of the membrane.
On arrival at the station, the raw water must undergo disinfection. NaOCl is used at the concentration of 5 ppm. The residual chlorine is then removed by dosing of an average of 1.8 ppm of sodium bisulfite.
Sulfuric acid is dosed as carbonate antiscalant to destroy carbonate/bicarbonate in the feed at the concentration of 37.7 ppm.
Ferric chloride is employed in the coagulation step at the concentration of 6 ppm.
The seawater is filtered through 25 pressure sand filters (the first filtration) to remove suspended solids. Then it passes through 15 anthracite filters (second filtration).
Ten cartridge filters of 5 micron are installed just before the high pressure pumps to protect RO membranes from fouling. This pretreated seawater feed has an SD1 < 3.
The quality of the produced permeate does not meet all end-use requirements, hence the need for its additional treatments. The water stabilization and alkalinity adjustment is done by the passage of permeate on a bed of dolomite, to increase the pH from 5.03 to 8.08.
Product chlorination is done as a final step to prevent growth of microorganism during water distribution or storage.
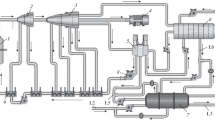
2.6 RO Units
Filtered water is aspired by high pressure pumps and is driven back with a pressure of 67.8 bars, before being sent toward the tubes of pressure for the separation of salt and water. Each module contains seven spiral wound polyamide membranes. The minimum salt rejection is 99.45%.
The brine is discharged into the sea, at a distance of 714 m, with insufficient dilution.
The technical characteristics of the high pressure system are shown in Table 3.
3 Plant Performance Evaluation and Improvements
Quality parameters of permeate are grouped in the following table. The product water from this plant is within Algerian potable water standards (Table 4).
As mentioned earlier, the Skikda plant is built with polyamide membranes and utilizes seven elements, per pressure vessel.
Membrane cleaning was carried out four times per year. Chemicals used in cleaning membrane are limited to three: citric acid, soda, and biocide.
Cleaning products must be neutralized before their discharge at sea.
Since Skikda plant commissioning, the membranes have been changed only once. Indeed, the chlorine and bisulfite dosing errors caused serious membrane damages during the first year of the Skikda plant operation. Membranes used in the Skikda plant are very sensitive to chlorine, which should be completely removed, to zero chlorine level, from the feed; otherwise the membranes will be damaged.
The Major problem at the Skikda plant is biological fouling of the cartridge filter and the desalination unit. One of these reasons is the reduction of the chlorine dosing due to the incident mentioned above.
The second possible reason for the biological fouling is that the chlorine residence time is insufficient to cause 100% kill of microorganisms, allowing for the passage of some live microorganisms to the cartridge filter and the desalination part of the plant (Ata et al. 1989; Fernandez-Torquemada 2005; Kamel and Chheibi 2001).
This problem can be solved by optimizing the chlorination-dechlorination stage or by replacing chlorine with copper sulphate (CuSO4).
Scaling phenomena, fouling, and chemical degradation affect the performance of the desalination System (Maurel 2001; Ammour 2014):
-
Decrease in flow.
-
Increase in salinity.
-
Increase in pressure losses.
-
Reduction of the lifetime of membranes.
The second major problem at the Skikda plant is in the treatment plant, which, in times of flooding, failed to produce the proper SDI, i.e., SD1<3. This deterioration of water quality is due to an increase in turbidity and to the haulage of suspended sediment and the colloidal matters by the Wadi Safsaf, whose mouth is located near the station. The SDI at the entrance of the membrane increases up to 5, which requires the complete stop of the station in winter.
This problem can be solved by increasing the dose of coagulant and injecting a flocculant.
Another problem encountered in the Skikda plant is material corrosion in pretreatment, especially in the cartridge filters and sand filters, as shown in Figs. 2 and 3.

Corrosion in the cartridge filters

Corrosion in sand filters
This corrosion is due to the washing of sand and anthracite filters by the brine and the quality of the material chosen for the joints, fittings, and valves.
4 Conclusions
The pretreatment has a prevalent importance as well on physicochemical and microbiological qualities of permeate as on the longevity of the membrane and equipment. This needs a good operation and maintenance program.
In this paper the performance evaluation of SWRO desalination plant was carried out, and recommendations are suggested to resolve these problems. The plant performance was established from the operation and maintenance data as well as from visits made to the plant.
The SWRO plant supplies a good quality drinking water to Skikda town and Sonatrach company industrial complex. The product water is within Algerian potable water standards.
The first major problem at the Skikda plant is biological fouling of the cartridge filter and the desalination unit. This problem can be solved by optimizing the chlorination-dechlorination stage or by replacing chlorine with copper sulphate (CuSO4).
The second major problem is the deterioration of water quality and the SDI increase up to 5 at the entrance of the membrane, which requires the complete stoppage of the station in winter.
This problem can be solved by increasing the dose of coagulant and injecting a flocculant.
Another problem encountered at the Skikda plant is material corrosion in pretreatment, especially in the cartridge filters and sand filters. This corrosion is due to washing of sand and anthracite filters by the brine and the quality of the material chosen for the joints, fittings, and valves. Also, the plant performance is rated well without serious consequences on equipment and material over the 5 years of operation.
References
Ammour, F., Lounes, S., Houli, S., Kettab, A.: Environmental impact of desalination plant of Bou Smail (Algeria). 13th International Conference on Clean Energy, Istanbul – Turkey (2014)
Arras, W., Ghaffour, N., Hamou, A.: Performance evaluation of BWRO desalination plant-a case study. Desalination. 235, 170–178 (2009)
Ata, H., Al jarah, S., Al -lohib, T.: Performance evaluation of SWCC and SWRO plants. Desalination. 74, 37–50 (1989)
Fernandez-Torquemada, Y., Sanchez-Lizaso, J.L., Gonzalez-Correa, J.M.: Preliminary results of the monitoring of the brine discharge produced by the SWRO desalination plant of Alicante (SE Spain). Desalination. 182, 395–402 (2005)
Kamel, F., Chheibi, H.: Performances de la Station de Dessalement de Gabes (22,500 mVj) apres cinq ans de fonctionnement. Desalination. 136, 263–272 (2001)
Kehal, S.: Rétrospective et perspectives du dessalement en Algé¬rie. Desalination. 42, 135–136 (2001)
Maurel, A.: Dessalement de l’eau de mer et des eaux saumâtres, éditions Technique & Documentation Lavoisier, France (2001)
Mitiche, R., Metaiche, M., Kettab, A., Ammour, F.: Desalination in Algeria: current situation and development programs. Desalin. Water Treat. 14, 259–264 (2010)
Acknowledgments
This research was supported by this project and has been made possible through the cooperation of the National High School for Hydraulic (ENSH) and ADE-ALGERIA, which is gratefully acknowledged.
The authors wish to thank also the industrial complex of Sonatrach Company, for providing their laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG, part of Springer Nature
About this chapter

Cite this chapter
Ammour, F., Chekroud, R., Houli, S., Kettab, A. (2018). Performance Evaluation of SWRO Desalination Plant at Skikda (Algeria). In: Aloui, F., Dincer, I. (eds) Exergy for A Better Environment and Improved Sustainability 2. Green Energy and Technology. Springer, Cham. https://doi.org/10.1007/978-3-319-62575-1_77
Download citation
DOI: https://doi.org/10.1007/978-3-319-62575-1_77
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-62574-4
Online ISBN: 978-3-319-62575-1
eBook Packages: EnergyEnergy (R0)