
Abstract
The article deals with possibility of increasing the resistance of HCR spur gearing from a scuffing point of view. Scuffing is the process that occurs when the surfaces of two contacting bodies are joined by localized welding and then pulled apart. A material transfer occurs between the two contacting surfaces due to high metal-to-metal contact and hence produces a weld. Since there are great pressures between teeth flanks and the load is higher, the scuffing is the most important damage of teeth flanks of HCR involute gears. The scuffing traces appear in the form of streaks or scratches with rough bottoms and sides, often appearing as bands of variable depth width oriented in the direction of the height of the tooth, and affect isolated zones or their whole width. In the case of warm scuffing; the combination of high pressure exists between teeth surfaces, high sliding speeds, and excessive contact temperature, resulting from pressure and sliding speed values, which cause oil film rupture between the teeth flanks. HCR profiles are more complicated than standard involute profiles, they have greater predisposition for occurring interference, pointed tip thickness, but also undercut of teeth during the production (primary production interference). Due to increased addendum height, there is larger possibility of occurring some interference or pointed tooth tip. Therefore it should prevent these errors and check if all equation and constraints are satisfied. This paper describes finding optimal solutions for geometry of the tooth curve profile. It will be defined certain values addendum heights for meshing wheel according to criteria of specific slips and corrected head shape of the teeth of both wheels. In the same time, this optimization is joined with assessment and theoretical analysis of the impact of the HCR tooth profile resistance to scuffing on the basis of integral temperature criterion according to Winter-Michaelis criterion. A significant benefit in a theoretical area is generalization of the integral temperature criterion for involute HCR gearing.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
High contact ratio (HCR) gear pair is a contact between gears with at least two pairs of teeth in contact. High contact ratio is obtained with increased addendum height, so larger than in standard gearing. Proposed geometry of HCR gearings is much complicated due to the fact there is larger possibility of occurring meshing and during the production interference, much larger than interference happening in standard involute profiles. Also here there is a higher risk of too small thickness of a tooth tip and significantly less favorable values of specific slips into the flanks [1].
It is well known that increasing the average number of teeth in contact leads to excluding or reduction of the vibration amplitude. First, it was established experimentally that dynamic loads decrease with increasing contact ratio in spur gearing [2]. Moreover, in order to get a further reduction of the vibration, HCR gear profiles can be optimized. Sato et al. [3] found that HCR gears are less sensitive with respect to manufacturing errors. In particular, such kind of gears allows larger tolerance in the tip relief length. Moreover, they found that, in the absence of pressure angle error, the best contact ratio should be about 2; otherwise, it is better to have a contact ratio about 1.7 or higher than 2.3. Kahraman and Blankenship [4] published an experimental work on HCR gear vibration; they found that the best behavior is obtained with an integer contact ratio, even though other specific non integer (rational) contact ratios can minimize the amplitude of some specific harmonics of the static transmission error. It is important to note that in Ref. [4] HCR gears were obtained by modifying the outside diameter; the other macro-geometric parameters, e.g. the number of teeth, were left unchanged.
Contact ratio is increased by increasing tooth height. Dynamic loads and noise are reduced by using high contact ratio gears. According to results of different measurements of gear pair, reduction of noise proved to be the best using HCR gearing with the value of contact ratio ε α = 2. Decrease in noise is caused by ε α = 2 because there are always two pairs of teeth in contact, which means when one pair of teeth go out from the contact, another pair of teeth is coming in contact and applied force is considerably smaller since it is divided on two pairs of teeth. Therefore, gearing in automotive industry should be done with ε α = 2 in order to reduce the noise and dynamic forces [5].
Scientific and technological progress in engineering leads to the increasingly better use of resources, reducing energy intensity of production and increasing the reliability and efficiency during operation. This trend is also reflected in the field of the development of gears, which in recent years have increased the transmitted power, while in the same time reduced the volume and weight of the gear.
Increasing the transmitted power of gear relative to the unit of volume is, however, associated with the increase of thermal load transfer. Apart from usual kinds of teeth damages (fracture in the heel and formation of pitting), the increased heat load has discovered another kind of damage, the so-called scuffing.
Problems with teeth scuffing mainly occur in such transfers, which cannot be used for lubrication oils with EP additives (EP—extreme pressure). Naturally, scuffing may arise in other cases, even assuming that the gear lubrication oils have additives. In such cases, scuffing occurs in overloading transfers that operate at the higher peripheral speed of transfers with poorly chosen tooth geometry or that influence an excessive increase in oil temperature operation (e.g. high ambient temperature, etc.).
In any case, progressive scuffing means serious damage to the tooth profile shape, which subsequently means removing the teeth from the service. Increased noise transmission over the standard border may refer in some cases to the reason for exclusion from the transfer operation [6, 7].
The problem related to the involute gear with the extended duration of the contact period, known in the literature as HCR (High Contact Ratio), is discussed in this paper. Due to the larger path of action and the higher peripheral speed, the scuffing can occur more frequently in HCR gear teeth. The objective of this paper is to analyze and discuss the possibilities to reduce the occurring of scuffing as a teeth damage on external HCR gears.
2 HCR Gearing and Possibilities of Optimization of Geometrical Parameters
The main indicator of HCR gearing, which differs from the commonly used standard involute profiles, is higher contact ratio, at least two pair of teeth in contact.
According to the results of different measurements of gear pair, the reduction of noise proved to be the best using HCR gearing with the value of the contact ratio ε α = 2. Decrease in noise is caused by ε α = 2 because there are always two pairs of teeth in contact, meaning that, when one pair of teeth leaves the contact, another pair of teeth is coming in contact; hence, the applied force is considerably smaller since it is divided between two pairs of teeth.
Contact ratio depends on the length of line of action and tooth pitch ε α = f (g α , p bt ). Tooth pitch on the base circle of LCR gearing is equal to the base pitch on HCR gearing, and it is considered as constant. This means that, achieving the greatest value of the contact ratio ε α has to be obtained by the greatest possible increase of the length of line of action g α [8]. The length of line of action g α is calculated in following equation:
Consequently, according Ref. [8] the contact ratio is the objective function of both addendum heights and the addendum modification factor of pinion \( \varepsilon_{\alpha } = f(h_{a1}^{*} ,h_{a2}^{*} ,x_{ 1} ) = { \hbox{max} } \), i.e. optimization parameters \( h_{a1}^{*} ,h_{a2}^{*} \); x 1 makes a nonlinear optimization of triple constraint, with limitation requirements defined for [8, 9]:
-
removal of the meshing interference,
-
minimum arc thickness of the tooth tip s a1,2,
-
distribution x c to x 1, x 2 has to be performed through balancing specific slips, strength, or a particular condition, respectively compromising their combinations [8, 9].
2.1 Interference During the Production
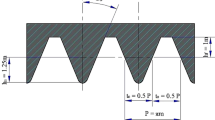
This interference occurs in the production process of gear forming when the tooth of the rack tool is in collision with a produced transition curve of the gear wheel, resulting in a so-called undercut tooth (Fig. 1).

Interference during the production with tooth rack tool
This phenomenon largely depends on the method of manufacturing process. Unfavorable conditions arising with manufacturing by tool rack, so if it is not known in advance the means of production, always should check the production interference of gearing for production by tool rack. After satisfying conditions not to occur the interference during the production, following relations are obtained [8, 9]:
2.2 Interference During the Production
Meshing interference is referred in the case of a collision between curves of teeth profiles as interference between these curves. It means that the meshing interference may occur as a collision of head of gear and the transition curve of pinion (Fig. 2) and/or head of pinion and the transition curve of gear wheel [8, 9].

Meshing interference between head of gear wheel and transition curve of pinion
Addendum heights \( h_{a1}^{*} \) and \( h_{a2}^{*} \) can be expressed:
2.3 Minimum Thickness of the Tooth Head Circle
Changing addendum heights will certainly influence the total thickness of the tooth on tip circle. Greater tooth height, as well as a positive correction factor, may affect the thickness of the tooth on tip circle under the permissible value (Fig. 3).

Determination of the tooth thickness on the tip circle da
After these conditions [8, 9], addendum heights \( h_{a1}^{*} \) and \( h_{a2}^{*} \) can be expressed:
2.4 Optimization of HCR Geometry
After different obtained conditions, the goal is to achieve that contact ratio has value two (ε α = 2), so that always two pairs of gears are engaged. With this value of contact ratio it is expected to reduce the vibration and gear noise. In order to achieve high contact ratio, addendum height is made higher in order to obtain larger line of action. The equation of contact ratio represents goal function with the aim it should have the value of two:
3 Scuffing as the Most Important Damage of HCR Tooth Flanks
Scuffing is not a fatigue phenomenon and it may occur instantaneously. Based on the severity of the damage, scuffing can be categorized as mild, moderate, or severe (Fig. 4). Scuffing is classified as mild if it occurs only on small areas of the teeth and is confined to the peaks of the surface asperities. It is generally nonprogressive. Moderate scuffing occurs in patches that cover significant portions of the teeth. If the operating conditions do not change, moderate scuffing may be progressive. Severe scuffing occurs on significant portions of the gear tooth (for example, the entire addendum, the entire dedendum, or both). In some cases the surface material may be plastically deformed and displaced over the tip of the tooth or into the root of the tooth. Unless corrective measures are taken, severe scuffing is usually progressive [6, 7].

Light scuffing (a), severe scuffing (b) [7]
Scuffing is severe adhesion that causes transfer of metal from one tooth surface to another due to welding and tearing. The damage typically occurs in the addendum, dedendum, or both, away from the operating pitchline, in narrow or broad bands that are oriented in the direction of sliding. Scuffing may occur in localized patches if it is due to load concentrations. The scuffed area appears to have a rough or matte texture.
Scuffing is the process that occurs when the surfaces of two contacting bodies are joined by localized welding and then pulled apart. A material transfer occurs between the two contacting surfaces due to high metal-to-metal contact and hence produces a weld. The high metal-to-metal contact is the result of a local failure of the gear lubricant which has been caused by frictional heating due to high sliding speed and high surface pressure. This type of scuffing is called warm scuffing.
The scuffing traces appear in the form of streaks or scratches with rough bottoms and sides, often emerging as bands of variable depth and width oriented in the direction of the height of the tooth, affecting isolated zones or their whole width. The scuffing traces are generally more clearly marked at the tooth tip and root of the teeth in the high sliding zones.
In the case of warm scuffing, it is in fact the combined action of high pressure between surfaces, high sliding speeds, and excessive contact temperature resulting from pressure and sliding speed values, which causes the rupture of oil film between the teeth flanks. During the start-up or running-in of certain gears, some local scuffing of lesser importance, which is characterized by shallow traces and very fine roughness, may appear in certain points of the teeth in the zone where the contact pressure is maximum. In general, after a certain time of operation at reduced load, these localized traces of scuffing diminish by wear. Once this happens, the gear may operate under its nominal load. In this case, a slight increase in the lubricant viscosity will allow for better safety in service. On ground gears, localized scuffing can be observed at the tip and root of the teeth as the result of insufficient tip relief or too great a deviation in the profile. Identical phenomena can also appear near tooth ends due to insufficient longitudinal correction or too great helix deviation.
Scuffing damage can be prevented through the design changes or through the operational/break-in changes. Design-related changes include optimizing the gear geometry/accuracy and the use of nitrided steel. Operational and break-in changes include the use of high viscosity lubricants with anti-scuff additives, reduced lubricant temperatures, and the running-in of new gearboxes at reduced loads.
4 Calculating the Tooth Scuffing Resistance According to the Criterion of Integral Temperature
Temperature criterion is one of the hypotheses about developing the scuffing phenomena. It is based on the assumption that there is a limit temperature of the surface of the teeth, at which the scuffing occurs. These criteria can be divided into criteria based on local instantaneous surface temperature and the criteria based on the mean temperature of the surface of the teeth.
Theoretically, the best criterion among these criteria is the sophisticated Blok criteria (1937). Blok was one of the earliest researchers to study scuffing and to propose a hypothesis to explain the experimental observations. In his study, he suggested that scuffing would only take place if a critical temperature is reached at the sliding interface [10].
For practical calculation of safety against scuffing of gearing, more favorable temperature criteria are the criteria based on the mean surface temperature. Winter-Michaelis criterion [11] of integral temperature (median average contact temperature) is among the most modern criteria for assessing resistance to teeth scuffing. It is based on defining the contact surface temperature of teeth in relation to the Blok theory. The calculation consists of identifying the instantaneous temperature along the mating line under the Blok and adding tooth bulk to a constant temperature. Comparative average temperature of the surface is then determined as the quotient of the integral thus calculated during the unsteady temperature along the mating line and a length image. The calculation of safety against scuffing the teeth is a relatively simple and provides good agreement with measured or detected data in practice, both for pure mineral, but also for doped and synthetic oils. For these reasons, integral temperature criterion appears to be the best so far published comprehensive method for calculating gearing resistance to scuffing. Therefore, in addition to Blok criterion, it became a part of the standard DIN 3990 [10].
4.1 General Principles of the Integral Temperature Criterion in HCR Involute Gearing
Integral temperature criterion is based on the middle temperatures of surface calculated on the basis of Blok theory according to the Eq. (10). Comparative medium temperature of surfaces ϑ i (the integral temperature) consists of two temperatures: the medium value of local instantaneous flash temperature along the action line ϑ Blm and tooth bulk temperature ϑ 0 [10].
Therefore, integral temperature is calculated from the following relationship:
where B is a weighting factor which takes into consideration qualitatively different temperatures influencing the actual tooth bulk temperature ϑ 0 and temperature ϑ Blm , which is defined only as a comparative temperature, and it does not reflect the actual size of the temperature in the contact points.
4.2 Calculating Medium Temperature of the Tooth Surface ϑBlm for HCR Involute Gearing
The size of the local instantaneous flash temperature ϑ BlE is explained and determined in [9]. To compare the resistance of particular types of gearing against the scuffing, it is necessary to identify local flash temperatures ϑ BlE in the reference point. Reference point is defined by the integral temperature for HCR involute gearing as the endpoint of contact line on the head of pinion, i.e. the point E on the contact line. The temperature at the reference point E can be expressed:
With referring to [9] medium temperature value can be obtained as
where: ϑ BlE —medium temperature value;
μ m —mean coefficient of friction;
w—normal unit load (w = F n /b);
v o —peripheral speed.
The values E r and B M depend only on the material of meshing gear wheels. Then, the coefficient of material X M can be defined by the expression [13]:
where, for standard steel it follows [13]:
E r = 2.26 · 1011 Nm−2, λ1,2—coefficients of thermal conductivity of wheel materials, ρ—specific densities of gear material.
Then, the coefficient of material is calculated as: X M = 50 K·N−0.75s0.5m−0.5 mm.
X G is a dimensionless coefficient of gear geometry, which can be modified in the following form [9, 13]:
Factor of load distribution is obtained [9] in the following form:
If the medium value of the coefficient of friction µ m along the contact line is considered as constant, then the general influence on the medium temperature value ϑ Blm will be expressed with the product of the coefficients X G and X ε . Therefore, the occurrence of scuffing depends on the factor of load distribution (X ε ) and the factor of gear geometry (X G ).
The product of coefficients X G · X ε is crucial for the assessment of impact on the size of the temperature ϑ Blm and thus on the resistance to scuffing of HCR involute gearing. It is clear that there is strong dependence of the temperature ϑ Blm on the shape of the tooth [12]. So, it is very important what profile is used for teeth meshing (involute, cycloidal, Novikov, etc.) since it determines the temperature in contact and the occurrence of scuffing.
5 Joined Optimization of Geometrical and Scuffing Parameters of HCR Gearing
The goal of the optimization is to obtain HCR involute gearing with the contact ratio factor ε α = 2; yet, at the same time, the occurrence of scuffing must be avoided.
Describing geometrical and manufacturing constraints, there are several constraints that should be satisfied (interference during the production, meshing interference, minimum thickness of the tooth head circle, slide-conditions in the HCR involute gearing). According to [8, 9], several constraints are provided and they come from the limitation condition, Eqs. (2–7), but there is an equation of contact ratio which represents the goal function with the aim that it should have the value of two, Eq. (8).
Beside geometric condition, there is another requirement to avoid the occurrence of scuffing and consequently reduce the rapid damage of tooth flanks. Using the same variable parameters \( h_{a1}^{*} \), \( h_{a2}^{*} \) and x 1, flash temperature at the reference point E (Eq. 10) is considered as the highest temperature at the mating line. Since scuffing occurrence depends on flash temperature, the value ϑ BlE should be an additional constraint that has to be minimized. Since the occurrence of scuffing depends on the factor of load distribution (X ε ) and the factor of gear geometry (X G ), the product of the coefficients X G · X ε , is crucial for the assessment of impact on the flash temperature and thus on the resistance to scuffing of HCR involute gearing. According to the Eqs. (10), (11) and (13):
and for both gears made of standard steel (i.e. B M1 = B M2 = B M ), the equation for ϑ BlE depends on variable parameters only in tangential velocities (v ρ1E and v ρ2E ), reducing the radius of curvature at the reference point E (ρ rE) and the radii of curvature of profiles in the point E (ρ 1E , ρ 2E ). Therefore, additional tooth parameters should be calculated:
-
tangential velocity at the reference point E:
$$ v_{\rho 1E} = \rho_{1E} \,\omega_{1} , \quad v_{\rho 2E} = \rho_{2E} \,\omega_{2} , \quad u = \frac{{\omega_{1} }}{{\omega_{2} }} $$(16) -
radius of curvature of profiles in the reference point E:
$$ \rho_{1E} = r_{b1} \cdot \,\tan \alpha_{at1} , \rho_{2E} = a_{w} \cdot \,\sin \alpha_{wt} - r_{b1} \cdot \,\tan \alpha_{at1} $$(17) -
reduced radius of curvature at the reference point E:
$$ \frac{1}{{\rho_{rE} }} = \frac{1}{{\rho_{1E} }} + \frac{1}{{\rho_{2E} }} $$(18)
However, in order to demonstrate this hypothesis about obtaining minimal flash temperature at the reference point E, the conditions for achieving maximal temperature will be found:
The factor of load distribution (X ε ) and the factor of gear geometry (X G ) depend on the variables v ρ1E , v ρ2E , ρ 1E and ρ 2E which are also the functions of variable parameters \( h_{a1}^{*} \), \( h_{a2}^{*} \) and x 1, for the same centre distance a w . Therefore, it is possible to simultaneously satisfy both these functions: the objective function which must be equal two and additional constraints according to scuffing. That is the reason for the strong dependence of the temperature ϑ Blm on the shape of the tooth [12].
Obtaining the parameters for HCR involute gearing for maximal temperature in the reference point E, the condition for rapid scuffing occurrence on teeth flanks is achieved. Experimentally, it is proved on a test rig according to FZG methodology [9]. Searching numerical optimization results of involute HCR gearing is given in Ref. [9]. There is no just one solution of this task; there is infinite number of optimization results. All other results obtained by this numerical optimization give the same result: contact ratio equals two, Eq. (8) and maximum condition, Eq. (19). Therefore, all these optimization parameters are located in 3D field defined by parameters \( h_{a1}^{*} \), \( h_{a2}^{*} \) and x 1. Choosing any combination inside the field of obtained parameters gives conditions that satisfies the aim function and gives maximum condition [9].
Applying any of these parameters obtained by numerical optimization to the real pinion and gear wheel, it will cause condition for rapid damaging HCR teeth flank due to scuffing. Scuffing occurrence can be visible by naked eye, but limiting condition when scuffing occurs can be recognized by several ways. One of the ways of scuffing occurrence is gravimetric criterion, when the pinion and gear wheels are measured after certain period of operating. Depending of their mass and volume, when they lost particular mass quantity, they can be considered as damaged and not more for use. Also, there is another method for recognizing scuffing and it is criterion of maximal damage depth due to scuffing. This method is also doing after certain periods of operating, when the depth due to scuffing is controlled and when it amounts 7 μm or more, the gears are damaged due to scuffing [13]. Obtained information are noticed there and given as information about occurring scuffing phenomenon. Using the same HCR gears (z 1 = 21, z 2 = 51, m n = 4 mm, a w = 144 mm) and transmission oil PP90, scuffing damage occurred for the torque M k1 = 256 Nm and rotation speed 760 min−1, temperature of oil in that moment was 70 °C [8, 9].
Of course, if this scuffing phenomenon occurs after short period of time, it means that using opposite constraint, i.e. that Eq. (15) tends to be minimal, longer operating of gears is expecting without scuffing occurrence. In that way scuffing damaging of gear teeth can be avoided. In this way, the hypothesis is proved about obtaining minimal flash temperature and thus obtaining parameters for minimal ϑ BlE and ε α = 2 as the solution to this problem.
6 Conclusions
High contact ratio (HCR) gear pair is a contact between gears with at least two pairs of teeth in contact. High contact ratio is obtained with increased addendum height, so larger than in LCR gearing. Proposed geometry of HCR gearings is much complicated due to the fact there is larger possibility of occurring meshing and during the production interference, much larger than interference happening in standard LCR profiles. Also, there is a higher risk of too small thickness of a tooth tip and significantly less favorable values of specific slips into the flanks. Contact ratio is increased by increasing tooth height. Dynamic loads and noise are reduced by using high contact ratio gears. According to the results of different measurements of gear pair, the reduction of noise proved to be the best using HCR gearing with the value of contact ratio ε α = 2. Decrease in noise is caused by ε α = 2 because there are always two pairs of teeth in contact, meaning that, when one pair of teeth leaves the contact, another pair of teeth arrives in the contact, while the applied force is considerably smaller since it is divided between two pairs of teeth. Therefore, gearing in automotive industry should be performed with ε α = 2 in order to reduce the noise and dynamic forces.
Due to the increased addendum height, there is a larger possibility of some interference or pointed tooth tip to occur. Consequently, these errors should be prevented by verifying whether all equations and constraints are satisfied. Conditions for teeth on pinion and gear wheel are related to the following: conditions for non-occurrence of interference during the production, conditions for non-occurrence of meshing interference, conditions for minimal thickness of the tooth head circle of both gears, and additional condition related to the balance of specific sliding at the beginning and the end of meshing in order to reduce losses during meshing [8, 9]. Also, there is a possibility of scuffing occurrence due to higher tangential velocities and high pressure between teeth. Using the criterion of integral temperature, in order to avoid scuffing occurrence the relation must be minimized.
The main contribution of this paper is a generalization of the integral temperature criterion for involute HCR gearing. It has been shown that relations for integral temperature criterion for involute HCR gearing need to have the calculation of the factor of load distribution for the case ε α ≥ 2. In the continuation of this researching, the criterion for integral temperature of involute HCR gearing can be optimized and the minimal flash temperature can be obtained. For that case, the factor of load distribution (X ε ) and the factor of gear geometry (X G ) were derived for the case of involute HCR gearing. Summary results of the article show that tooth shape significantly affects the resistance of the teeth to the scuffing. It can be expressed by analytical relations derived from the integral temperature criterion and confirmed by scuffing tests. Based on the derived relationships it can be derived for the special occasion when ε α = 2 to optimize HCR gearing which is used to increase their resistance to scuffing.
References
Kuzmanović S, Vereš M, Rackov M (2010) Product Design as the Key Factor for Development in Mechanical Engineering, In: Proceedings of international conference mechanical engineering in XXI Century. Niš, Serbia, pp 113–116
Kasuba R (1981) Dynamic loads in normal and high contact ratio spur gearing. In: International symposium on gearing and power transmissions. Tokyo, Japan, pp 49–55
Sato T, Umezawa K, Ishikawa J (1983) Effect of contact ratio and profile correction of spur gears on the rotational vibrations. Bull JSME 26(221):2010–2016
Kahraman A, Blankenship GW (1999) Effect of Involute Contact Ratio on Spur Gear Dynamics. ASME J Mech Des 121:112–118
Vereš M, Kuzmanović S, Rackov M (2012) Experimental research of HCR gearing from pitting damage point of view, In: Proceedings of 7th international symposium about mechanical and industrial engineering—KOD. Balatonfüred, Hungary, pp 317–320
Michaelis K Gear failures—scuffing (course at the university of Ljubljana), Forschungsstelle für Zahnräder und Getriebebau Gear Research Centre, FZG TU München
Gears—Wears and Damage to Gear Teeth—Terminology (1995) International organization for standardization, ISO 10825
Rackov M, Vereš M, Kanovi Ž, Kuzmanović S (2013) HCR gearing and optimization of its geometry. Adv Mater Res 633:117–132
Rackov M (2014) Optimization of HCR gearing geometry from scuffing point of view, PhD thesis (in English), slovak university of technology in Bratislava, faculty of mechanical engineering
Blok H (1937) Theoretical study of the temperature rise at surfaces of actual contact under oiliness conditions. Inst Mech Eng General Discuss Lubr 2:222–235
Winter H, Michaelis K, Oct/Nov (1984) Scoring load capacity of gears lubricated with EP-Oils, technical university of Munich, gear technology
Tragfähigkeitsberechnung von Stirnrädern—Berechnung des Freßtragfähigkeit, DIN 3990–4
Vereš M (1987) Odolnost ozubenia voči zadieraniu z hladiska jeho tvaru. Kandidatska dizertačna praca, Slovenska vysoka škola technicka v Bratislava, Strojnicka fakulta, Bratislava
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this paper
Cite this paper
Rackov, M., Čavić, M., Penčić, M., Knežević, I., Vereš, M., Tica, M. (2017). Reducing of Scuffing Phenomenon at HCR Spur Gearing. In: Majstorovic, V., Jakovljevic, Z. (eds) Proceedings of 5th International Conference on Advanced Manufacturing Engineering and Technologies. NEWTECH 2017. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-56430-2_10
Download citation
DOI: https://doi.org/10.1007/978-3-319-56430-2_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-56429-6
Online ISBN: 978-3-319-56430-2
eBook Packages: EngineeringEngineering (R0)