
Abstract
High contact ratio gears are used to minimize the stresses generated on the tooth surface. This research article represents an idea to enrich the contact strength of gear drive using novel high contact ratio (NHCR) spur gear. The increase in contact stress leads to contact fatigue failure, reducing the power transmission capacity of the gear drive. To reduce contact fatigue failure, contact stress needs to be reduced. A high contact ratio spur gear is developed using the novel hob cutter with variable tooth thickness to minimize the contact stress. For a novel hob cutter, the tooth thickness coefficient is greater than 0.5, while the thickness factor of a conventional hob cutter is 0.5. The maximum contact stress is determined through finite element analysis. In addition, a parametric study is executed for the gear parameter such as gear ratio, gear teeth, pressure angle, addendum factor and addendum correction factor to determine optimum contact stress.
Zusammenfassung
Zahnräder mit hoher Überdeckung werden verwendet, um die an der aktiven Zahnflanke vorliegende Beanspruchung zu minimieren. Dieser Forschungsartikel stellt eine Idee vor, die Grübchentragfähigkeit einer Verzahnung durch die Verwendung von Stirnrädern mit großer Profilüberdeckung zu steigern. Der Anstieg der Kontaktspannung führt zu Wälzermüdung und verringert die Leistungsfähigkeit des Zahnradantriebs. Um die Wälzbeanspruchung zu reduzieren, muss die Kontaktspannung reduziert werden. Es werden Stirnräder mit hoher Überdeckung betrachtet, wobei diese unter Verwendung eines neuartigen Wälzfräsers mit variabler Zahndicke erzeugt wurden, um die Kontaktbeanspruchung zu minimieren. Bei dem verwendeten, neuartigen Wälzfräser ist der Zahndickenkoeffizient größer als 0,5, während der Zahndickenkoeffizient eines herkömmlichen Wälzfräsers 0,5 beträgt. Die maximale Kontaktspannung wird durch Finite-Element-Analyse bestimmt. Darüber hinaus wird eine Parametervariation für die Verzahnungsgrößen Übersetzungsverhältnis, Zähnezahl, Eingriffswinkel, Profilverschiebung und Kopfhöhenfaktor durchgeführt, um die optimale Kontaktspannung zu bestimmen.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In general, the gear strength enhancement has high demand in transmission gear drives systems considering minimum weight and compactness. Typically, the effect of the contact and root strength of the gear tooth provides an impact on the power transmission capacity [1]. Elkholy [2] proposed a load sharing of high contact ratio (HCR) gear drive through an analytical and experimental method to determine the surface and root stress. Wang and Howard [3] conducted a numerical analysis of profile modified HCR gear to determine the optimum load sharing ratio, surface and fillet stress. Ravivarman et al. [4] determined the ideal fillet strength and surface tribology through HCR spur gear with a modified profile, and also, the parametric study was carried out. Mohanty [5] proposed an analytical approach to estimate the load distribution in each tooth of the HCR gear pair, and the respective contact stress is determined. Thirumurugan and Muthuveerappan [6, 7] addressed the effect of contact and root stresses for normal contact ratio (NCR) and HCR gear drive based on the load distribution. The profile shifted gears leads to change in contact ratio and the radius of curvature at the critical points which decreases the contact stress on both face and flank of the gear tooth. In addition, a parametric study is performed to identify the significant contact and root stress using influencing spur gear parameters. The profile modification plays a substantial role in the gear drive system; using the numerical simulation, the authors determined an increment in gear drive efficiency and contact and fillet strength through an asymmetric profile and novel HCR gear [8,9,10,11]. Maper et al. [12] investigated the effect of tooth tip modification on surface and root stress of spur gear, also estimated the friction effect on gear stresses. Prabhu Sekar and Muthuveerappan [13] proposed a novel NCR gear to enhance the bending capacity, also varying the influential spur gear parameters to obtain optimum fillet stress. Pedersen [14] proposed an optimized asymmetric tooth profile to enhance the bending strength at the tooth root. A unique concept of the Bezier curve was designed on rack cutter tip to enhance the tooth fillet strength of spur gear [15, 16]. Pedersen [17] optimized the shape of the gear envelope and the rack cutter to minimize the root fillet stress, and extensive studies were made on gear envelope optimization. Spitas et al. [18] proposed an innovative method of combining the cutter tip radii and addendum for improving the fillet strength of 20° involute gear teeth. Dong et al. [19] optimized the rack cutter tip to enrich the fillet strength of the gear using a genetic system and numerical simulation. Pedersen [20] proposed excellent root strength by reducing the fillet stress of the gear through reshaping the profile of the gear cutter tip. A few specialists have utilized a genetic calculation to upgrade the tooth tip and root by altering the coefficients of gear pair to reduce the root pressure and gear mass [21, 22]. Pedrero et al. [23,24,25,26,27] proposed the load sharing based dynamic performance characteristic and contact and root stresses on novel spur gear (NCR and HCR) and helical gear pair with the addition of tooth profile modification for the enhancement of gear drive performance. Pleguezuelos [28] investigated the effect of symmetric lengthy profile changes on HCR spur gear to reduce the peak transmission error and dynamic load. The ideal length of alteration is stated as a factor of contact ratio in both conditions. Karpat [29] addressed the effect of asymmetric HCR spur gear on dynamic load performance, and it shows the least load acting compared to symmetric spur gears. Wang et al. [30] optimized the internal HCR gear by increasing the contact ratio and a novel curved contact path to enhance the load withstanding capacity. Yılmaz et al. [31] proposed a lightweight integrated metal spur gear and examined its root stress and dynamic behaviour through finite element analysis (FEA). Belarhzal et al. [32] proposed a genetic algorithm to optimize the performance of spur gear by addendum modification factor.
Various research studies on HCR spur gears were conducted to estimate the root strength. It was found that varying the hob cutter tooth thickness factor improved the root strength of the gear drive. Limited research is done on evaluating the effect of critical gear parameters on gear drive contact strength using an FEA approach. The implications of estimating the contact strength of the HCR gear to avoid wear, plasticity, scoring, and pitting during operation. This research work aims to determine the optimum contact stress for pinion by varying the hob cutter tooth thickness factor (Sr2) of novel high contact ratio (NHCR) spur gear through the FEA. Further, the parametric study on NHCR was performed to evaluate the significance of hob cutter tooth thickness factor.
2 Novel high contact ratio gear
HCR gears are adopted to improve the power transmission capacity and transmit high torque, simultaneously reducing vibration and noise [3]. Generally, in NCR gear, the average teeth contact will be less than two (ε < 2), and for HCR gear, the average teeth contact will be greater than two (ε > 2). Based on the increase in teeth contact, the load sharing will be more. The NHCR spur gear is generated by altering the hob cutter tooth thickness factor (Sr2) results in minimizing the (σH)max at the critical contact point.
2.1 Novel hob cutters
The standard hob cutter produces the involute tooth profile of gear and pinion with the tooth thickness Sr2 = Sr1 = 0.5 πm. In the case of a novel hob cutter, the tooth thickness coefficient for gear is represented as Sr2 = 1‑Sr1. Based on the hob cutter tooth thickness factor of gear (Sr2), the maximum contact stress is determined for pinion. The Sr1 indicates the tooth thickness of pinion. The basic standard HCR spur gear and NHCR spur gear hob cutter for pinion are shown in Figs. 1 and 2, respectively.

Standard HCR basic hob cutter

Novel HCR hob cutter for pinion
2.2 Tooth contact points for novel HCR spur gear
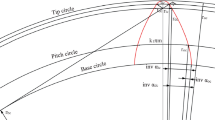
Fig. 3a represents five pair contact positions and the critical loading points of NHCR spur gear. The essential contact points on the gear teeth meshing are more predominant to estimate the maximum contact stress that occurred on the tooth profile. The typical contact points of NHCR gear are highest point of tooth contact (HPTC), second highest point of double tooth contact (SHPDTC), second lowest point of double tooth contact (SLPDTC), first highest point of tooth contact (FHPDTC), first lowest point of double tooth contact (FLPDTC), lowest point of tooth contact (LPTC) which are represented as F, E, D, C, B and A respectively. The contact area between AB, CD and EF are indicated as triple pairs and the double pair contact regions are BC and DE. Fig. 3b shows the critical contact points of NHCR pinion tooth from the start of tooth contact point (F) to the end of tooth contact point (A).

Typical loading points for NHCR spur gear a Line of action for NHCR spur gear, and b Typical loading points for pinion tooth of NHCR spur gear
3 FE modeling
The ANSYS parametric design language (APDL) code (ANSYS 12.1) [33] is adopted to develop a two dimensional (2D) five teeth spur gear model is shown in Fig. 4. The gear parameters addressed for this study are shown in Table 1. The mechanical properties considered for this study are modulus of elasticity is 210 GPa, and Poisson’s ratio is 0.30. A 6-noded triangular element in PLANE 82 is considered due to a higher-order element. Based on the convergence study, the crucial fillet area is discretized into 0.20 element size, and the contact region is discretized to 0.002. The surface contact is between the gear and pinion with the target element-TARG169 and contact element-CONTA 172. The backlash is not considered and no contact exists between the wrong tooth flank of the gear drive. The tooth flank was magnified to ensure there is a gap between the non-contact region, as shown in Fig. 4b. The normal force of 10 N [34] is applied at the pinion rim, and the gear rim is constrained in all directions. The uniform contact load is applied at each critical contact point using quasi-static finite element analysis.

2D finite element contact model a 2D-Five teeth full-rim model and b Magnification at A
4 Result and discussion
4.1 Load sharing ratio
The load sharing on the HCR spur gear will minimize the stresses on the mating teeth at a time of contact. The load sharing ratio (LSR) states that the ratio of contact load shared by each pair to the total contact load of gear teeth [35]. The LSR is plotted for NHCR spur gear with hob cutter tooth thickness variation for a single mesh cycle is shown in Fig. 5. Fig. 5 illustrates the LSR is maximum at FHPDTC and SLPDTC. The LSR indicate the critical loading points for the sr2 = 0.52 at the SLPDTC (D).

LSR for single mesh cycle
4.2 Maximum contact stress based on LSR
The comparison of maximum contact stress (σH)max based on load-sharing ratio is determined through FEA, and the analytical method is shown in Fig. 6. The Hertz equation [35] is adopted to determine the maximum contact stress based on LSR (Eq. 1). The Hertz equation is adopted in the finite element analysis based on load sharing ratio to determine the maximum contact stress at the critical loading points. The finite element based contact stress trend shows a close agreement with the analytical method. The abrupt increase in (σH)max is observed at the contact points of HPTC (A) and LPTC (F) owing to the incisive tooth tip. This can be eradicated through tip relief at the sharp corners of the gear tooth. It is noticed that the (σH)max is maximum at the point C and D. The von Mises stress determined for the NHCR gear pair at pitch point is shown in Fig. 7.

Comparison of (σH)max through FEA and analytical results (m = 1 mm, z1 = 40, i = 1.5, α = 20°, ε = 2.2, x1 = 0, x2 = 0)

von Mises stress plot for contact at pitch point for (m = 1 mm, z1 = 40, i = 1.5, α = 20°, ε = 2.2, x1 = 0, x2 = 0)
4.3 Effect of HCR hob cutter tooth thickness factor
The optimum hob cutter tooth thickness factor for the NHCR spur gear indicates minimum contact stress on the pinion tooth. The (σH)max is determined for novel HCR by varying the Sr2 through FEM is shown in Fig. 8. The Sr2 varies from 0.4 to 0.6. The (σH)max shows a decrement for Sr2 from 0.4 to 0.52 and increases for Sr2 from 0.52 to 0.6. The optimum contact stress for pinion is obtained at Sr2 = 0.52.

max for various Sr2 (m = 1 mm, z1 = 40, i = 1.5, α = 20°, ε = 2.2)
5 Parametric study on symmetric novel HCR spur gears
A parametric investigation on novel HCR spur gear is carried out to estimate the contact stress decrement of pinion based on Sr2. The gear parameters examined in this study are detailed in Table 2.
5.1 Effect of gear ratio in HCR gear pairs
The gear ratio (i) impact on (σH)max based on LSR is determined for novel HCR spur gear with variant tooth thickness coefficient of hob cutter. Fig. 9 indicates the (σH)max for different gear ratio (i = 1.0, 1.5, 2.0) is plotted against the Sr2 with the parameters of (m = 1 mm, z1 = 40, α = 20°, x1 = 0, x2 = 0). The percentage reduction in (σH)max based on gear ratio (i = 1 to 2) is 13.82%. The reduction in (σH)max at the critical loading point with gear ratio increment based on Sr2 values. The increase in gear ratio enhances the radius of curvature at the point of contact, resulting in a substantial reduction in (σH)max. Fig. 9 shows that the optimum contact stress (σH)max obtained for Sr2 is 0.50, 0.52, and 0.52 for the respective gear ratios i = 1.0, 1.5, and 2.0.

Influence of gear ratio on (σH)max
5.2 Influence of pressure angle
The NHCR spur gear with different pressure angle is investigated to determine the maximum contact stress (σH)max based on LSR with the modification of Sr2. Fig. 10 indicates the (σH)max for different pressure angles (α = 17.5o, 20o and 22.5o) is plotted against the Sr2 with the parameters of (m = 1 mm, z1 = 40, i = 1.5, x1 = x2 = 0). It is noted that the optimum Sr2 of 0.54, 0.52, 0.50 for the respective pressure angle of 17.5°, 20°, 22.5° shows a reduction in (σH)max. The percentage reduction in (σH)max based on pressure angle (α = 17.5 o to 22.5 o) is 6.43%. The rise in the pressure angle leads to a decrease in (σH)max along the contact path, owing to an enhancement in the curvature radius at the contact profile.

Influence of pressure angle on (σH)max
5.3 Influence of teeth number
The importance of teeth number on maximum contact stress (σH)max has been determined based on LSR with Sr2 modification. The (σH)max for a different number of teeth on pinion (Z1 = 40, 50 and 60) with the reduction ratio i = 1.5 is plotted against Sr2 as shown in Fig. 11. It is observed that the optimum Sr2 of 0.52 for the respective teeth numbers shows a reduction in (σH)max at the crucial loading point. The percentage reduction in (σH)max based on teeth number (z1 = 40 to 60) is 19.55%. The decrease in (σH)max with increased teeth number is due to a rise in curve radius at the contact region, which delays the pitting and scoring on the contact surface.

Influence of teeth number on (σH)max
5.4 Effect of addendum height
Fig. 12 illustrates the influence of addendum factor (ha = 1.25, 1.30, 1.35) on determining the (σH)max based on LSR with the modification of hob cutter tooth thickness factor (Sr2 = 0.4 to 0.6). An increase in addendum indicates a reduction in (σH)max as the radius of curvature at the critical contact region increases. The optimum Sr2 of 0.52 for the respective addendum heights of 1.25, 1.30, and 1.35 decreases (σH)max for novel HCR spur gear at the critical loading points. The percentage decrease in (σH)max due to addendum height (ha = 1.25 to 1.35) is 2.64%.

Influence of addendum height on (σH)max
5.5 Effect of an addendum correction factor
The variation in addendum correction factor influencing the gear tooth radius of curvature which results in higher efficiency and smooth operation in gear drive performance. The positive correction factor leads to increase the radius of curvature on the teeth contact area, which reduce the contact stress. Whereas, the negative correction factor reduces the radius of curvature on teeth contact region and it leads to increase in contact stress. The correction factor is considered for the gear drives, namely S+, S −, So. The sum of a correction factor of a pinion (x1) and gear (x2) will be greater than zero (x1 + x2 > 0) is considered to be positive addendum modified factor (S+) of the gear drive. For the negative correction factor (S−), the addition of modification factor of pinion and gear will be less than zero (x1 + x2 < 0) and the other correction factor type So gear drive provides the summation of x1 and x2 equals to zero (x1 + x2 = 0). The effect of different addendum modification factors of S+, S −, So is considered to determine the maximum contact stress (σH)max based on LSR with the modification factor of hob cutter tooth thickness.
5.5.1 S+ drives
Fig. 13 illustrates the addendum positive correction factor (S+) effect on determining the maximum contact stress (σH)max based on LSR with the modification Sr2. The positive correction factor considered for this study are x1 = x2 = 0 and x1 = 0.1, x2 = 0 and x1 = 0.2, x2 = 0. A minor reduction in (σH)max is observed for the considered positive corrected factor to variation in Sr2. The percentage reduction in (σH)max based on S+ drives is 2%. Fig. 13 states that the optimum Sr2 of 0.52 for x1 = x2 = 0 and Sr2 of 0.50 for x1 = 0.1, x2 = 0 and Sr2 of 0.50 for x1 = 0.2, x2 = 0. The (σH)max decreases by increasing the addendum modification factor. The reason is that a rise in the radius of curvature of gear is not influential at the contacting teeth surfaces.

Effect of positive addendum correction factor on (σH)max
5.5.2 S− drives
Fig. 14 illustrates the effect of addendum negative correction factor (S−) on determining the (σH)max based on LSR with the modification Sr2. The negative correction factor considered for this study are x1 = x2 = 0 and x1 = 0, x2 = −0.1 and x1 = 0, x2 = −0.2. The effect of the negative correction factor to Sr2 shows an increase in (σH)max compared to other correction factors. Fig. 14. States that the optimum Sr2 of 0.50, 0.52, 0.52 for the negative correction factors for x1 = x2 = 0 and x1 = 0, x2 = −0.1 and x1 = 0, x2 = −0.2 respectively. The maximum contact stress increases marginally is observed in the addendum negative correction factor of the gear due to a reduction in the radius of curvature of gear. The percentage increment in (σH)max based on S− drives is 1.1%.

Effect of negative addendum correction factor on (σH)max
5.5.3 So drives
The load sharing based (σH)max is determined for So drives with different Sr2 is shown in Fig. 15. The So correction factor considered for this study are x1 = x2 = 0 and x1 = +0.1, x2 = −0.1 and x1 = +0.2, x2 = −0.2. The influence of So drive factor with respect to different Sr2 decreases (σH)max. From Fig. 15 it is observed that the optimum Sr2 of 0.52, 0.50, 0.50 for the respective addendum modification factors provide minimized contact stress for novel HCR spur gear at the crucial loading points. The radius of curvature of gear increases is the reason for the maximum contact stress decrement for So correction factor with optimum Sr2. The percentage reduction in (σH)max based on So drives 1.1%.

Effect of So drive factor on (σH)max
6 Conclusions
The present research work is carried out to determine the maximum contact stress for non-standardized HCR spur gear at the critical loading points. A FE based parametric investigation is done to estimate the ideal contact stress with respect to Sr2. The following inferences are drawn from the current study. The variation of Sr2 shows a reduction in (σH)max at the critical loading points on the novel HCR spur gear. The surface strength of the gear tooth is increased based on the variation of Sr2. The advantages of the novel HCR gear drive are applicable to transmitting more torque and balanced contact stress between the pinion and gear teeth, increasing load bearing capacity.
-
1.
The contact strength of the gear drive can be enhanced by altering the hob cutter tooth thickness factor (Sr2 = 0.52) instead of the conventional hob cutter.
-
2.
The Sr2 increases based on gear ratio increment. The maximum contact stress decreases substantially at the crucial loading point due to gear ratio increment with optimum Sr2 = 0.52.
-
3.
The rise in pressure angle shows a remarkable reduction in (σH)max at the critical loading point of the gear tooth and the Sr2 decreases, respectively.
-
4.
The increment teeth number indicates a substantial decrease in (σH)max at the crucial contact point of gear with the optimum Sr2 of 0.52.
-
5.
The reduction in maximum contact stress is achieved with an increase in addendum height factor through the increases in non-standard Sr2.
-
6.
The increment in addendum modifications of S+ and S0 drives shows a decrease in (σH)max leads to enhance the contact strength of novel HCR spur gear. But the negative correction factor S− drive provides a marginal decrement in (σH)max.
-
7.
NHCR gears are more advantageous than HCR gears in increasing the load carrying capacity, contact fatigue life, and contact strength by varying the hob cutter tooth thickness factor. Typically, the root strength of HCR gear predicts the breaking failure of the gear tooth. Whereas the contact strength of NHCR gear deals with the failure due to wear, pitting and scoring.
Apart from findings, the effect of tooth stiffness and dynamic response will be performed along with fatigue analysis for novel high contact ratio spur gear drive as a future scope.
References
Buckingham E (1963) Analytical mechanics of gears. Dover, New York
Elkholy AH (1985) Tooth load sharing in high contact ratio spur gears. J Mech Transm Autom Des 107:11–16
Wang J, Howard I (2005) Finite element analysis of high contact ratio spur gears in mesh. J Tribol 127:469–483. https://doi.org/10.1115/1.1843154
Ravivarman R, Palaniradja K, Sekar RP (2018) Evolution of balanced root stress and tribological properties in high contact ratio spur gear drive. Mech Mach Theory 126:491–513. https://doi.org/10.1016/j.mechmachtheory.2018.04.025
Mohanty SC (2003) Tooth load sharing and contact stress analysis of high contact ratio spur gears in mesh. J Inst Eng Mech Eng Div 84:66–70
Thirumurugan R, Muthuveerappan G (2011) Critical loading points for maximum fillet and contact stresses in normal and high contact ratio spur gears based on load sharing ratio. Mech Based Des Struct Mach 39:118–141. https://doi.org/10.1080/15397734.2011.540488
Thirumurugan R, Muthuveerappan G (2010) Maximum fillet stress analysis based on load sharing in normal contact ratio spur gear drives. Mech Based Des Struct Mach. https://doi.org/10.1080/15397730903500842
Sekar RP, Ravivarman R (2019) Influence of addendum modification factor on root stresses in normal contact ratio asymmetric spur gears. J Solid Mech 11:210–221. https://doi.org/10.22034/JSM.2019.664230
Ravivarman R, Prabhu Sekar R (2021) Estimation of loss factor based on the load share model in improved bending strength spur gear drive system. Proc Inst Mech Eng Part J 235:33–45. https://doi.org/10.1177/1350650120945533
Ravivarman R, Palaniradja K, Sekar RP (2018) Influence of gear ratio on wear depth of nonstandard HCR spur gear drive with balanced fillet stress. Mater Today Proc 5:17350–17359. https://doi.org/10.1016/j.matpr.2018.04.148
Ravivarman R, Palaniradja KRPS (2019) Performance enhancement of normal contact ratio gearing system through correction factor. J Mech Eng Sci 13:5242–5258. https://doi.org/10.15797/concom.2019..23.009
Maper A, Karuppanan S, Patil SS (2019) Analysis and formulation of spur gear stresses with different tip modifications. J Cent South Univ 26:2368–2378. https://doi.org/10.1007/s11771-019-4180-x
Sekar P, Muthuveerappan G (2015) A balanced maximum fillet stresses on normal contact ratio spur gears to improve the load carrying capacity through nonstandard gears. Mech Based Des Struct Mach 43:150–163. https://doi.org/10.1080/15397734.2014.934833
Pedersen NL (2010) Improving bending stress in spur gears using asymmetric gears and shape optimization. Mech Mach Theory 45:1707–1720. https://doi.org/10.1016/j.mechmachtheory.2010.06.004
He R, Tenberge P, Xu X et al (2021) Study on the optimum standard parameters of hob optimization for reducing gear tooth root stress. Mech Mach Theory 156:104128. https://doi.org/10.1016/j.mechmachtheory.2020.104128
Zhao X (2014) Increasing bending strength in spur gears using shape optimisation of cutting tool profile. Aust J Mech Eng 12:208–216. https://doi.org/10.7158/M13-027.2014.12.2
Pedersen NL (2015) Minimizing tooth bending stress in spur gears with simplified shapes of fillet and tool shape determination. Eng Optim 47:805–824. https://doi.org/10.1080/0305215X.2014.927452
Spitas C, Spitas V, Amani A, Rajabalinejad M (2014) Parametric investigation of the combined effect of whole depth and cutter tip radius on the bending strength of 20 involute gear teeth. Acta Mech 225:361–371. https://doi.org/10.1007/s00707-013-0971-6
Dong P, Zuo S, Du S et al (2020) Optimum design of the tooth root profile for improving bending capacity. Mech Mach Theory 151:103910. https://doi.org/10.1016/j.mechmachtheory.2020.103910
Pedersen NL (2009) Reducing bending stress in external spur gear, by redesign of the standard cutting tool. Struct Multidiscip Optim 38:215–227. https://doi.org/10.1007/s00158-008-0289-5
Miler D, Lončar A, Žeželj D, Domitran Z (2017) Influence of profile shift on the spur gear pair optimization. Mech Mach Theory 117:189–197. https://doi.org/10.1016/j.mechmachtheory.2017.07.001
Bonori G, Barbieri M, Pellicano F (2008) Optimum profile modifications of spur gears by means of genetic algorithms. J Sound Vib 313:603–616. https://doi.org/10.1016/j.jsv.2007.12.013
Pedrero JI, Pleguezuelos M, Sánchez MB (2019) Load sharing model for high contact ratio spur gears with long profile modifications. Forsch Ingenieurwes 83:401–408. https://doi.org/10.1007/s10010-019-00379-w
Sánchez MB, Pleguezuelos M, Pedrero JI (2013) Enhanced model of load distribution along the line of contact for non-standard involute external gears. Meccanica 48:527–543. https://doi.org/10.1007/s11012-012-9612-8
Sánchez MB, Pedrero JI, Pleguezuelos M (2013) Contact stress calculation of high transverse contact ratio spur and helical gear teeth. Mech Mach Theory 64:93–110. https://doi.org/10.1016/j.mechmachtheory.2013.01.013
Sánchez MB, Pleguezuelos M, Pedrero JI (2014) Tooth-root stress calculation of high transverse contact ratio spur and helical gears. Meccanica 49:347–364. https://doi.org/10.1007/s11012-013-9799-3
Pedrero JI, Vallejo II, Pleguezuelos M (2007) Calculation of tooth bending strength and surface durability of high transverse contact ratio spur and helical gear drives. J Mech Des Trans ASME 129:69–74. https://doi.org/10.1115/1.2403773
Pleguezuelos M, Sánchez MB, Pedrero JI (2020) Control of transmission error of high contact ratio spur gears with symmetric profile modifications. Mech Mach Theory 149:103839. https://doi.org/10.1016/j.mechmachtheory.2020.103839
Karpat F, Ekwaro-Osire S (2008) Dynamic analysis of high-contact-ratio spur gears with asymmetric teeth. In: Mechanical systems and control, vol 11. ASMEDC, , pp 285–291
Wang Y, Ren S, Li Y (2019) Design and manufacturing of a novel high contact ratio internal gear with a circular arc contact path. Int J Mech Sci 153–154:143–153. https://doi.org/10.1016/j.ijmecsci.2019.01.031
Yılmaz TG, Doğan O, Karpat F (2019) A comparative numerical study of forged bi-metal gears: bending strength and dynamic response. Mech Mach Theory 141:117–135. https://doi.org/10.1016/j.mechmachtheory.2019.07.007
Belarhzal S, Daoudi K, Boudi EM et al (2021) A multiobjective optimization analysis of spur gear pair: the profile shift factor effect on structure design and efficiency. Math Probl Eng. https://doi.org/10.1155/2021/8873769
ANSYS (2009) 12.1 Element references. ANSYS, Canonsburg
Marimuthu P, Muthuveerappan G (2016) Optimization of fillet stress to enhance the bending strength through non-standard high contact ratio spur gears. Proc Inst Mech Eng Part C 230:1139–1148. https://doi.org/10.1177/0954406215602287
Marimuthu P, Muthuveerappan G (2016) Investigation of load carrying capacity of asymmetric high contact ratio spur gear based on load sharing using direct gear design approach. MAMT 96:52–74. https://doi.org/10.1016/j.mechmachtheory.2015.09.007
Acknowledgements
The authors are grateful to Science & Engineering Research Board, India, for providing a funding grant (File No. ECR/2017/000425) to carry out this research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
S. Rajesh, P. Marimuthu and P. Dinesh Babu declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
Rajesh, S., Marimuthu, P. & Dinesh Babu, P. Optimization of contact stress for the high contact ratio spur gears achieved through novel hob cutter. Forsch Ingenieurwes 86, 123–131 (2022). https://doi.org/10.1007/s10010-022-00577-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-022-00577-z