
Abstract
Various novel techniques are proposed to improve process efficiency, quality and safety of fermented food products. Ultrasound is one such versatile technology which can be employed for both processing and process monitoring applications. The objective of this chapter is to highlight current and potential applications of ultrasound technology for food fermentation applications. Ultrasound has been employed to induce desired physical and chemical changes in food fermentation processes and also for monitoring applications. Effect of high and low frequency ultrasound along with mechanisms of action is discussed in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Introduction
Food fermentation which has been reported since ancient times involves chemical transformation of complex organic compounds into simpler compounds by the action of enzymes and microorganisms including yeast , moulds and bacteria (Corma, Iborra, & Velty, 2007). Fermentation processes have been developed for the production of a wide range of products from chemically simple compounds, e.g. ethanol to highly complex macromolecules, e.g. polysaccharides . The modern fermentation industry is highly competitive and innovative, and has been at the forefront in assessing the potential of new technologies to improve fermentation processes and yield higher quality products. The literature suggests that novel technologies for food fermentation will assist food processors to meet both consumer demands for higher quality and safer products and the food industry demand for energy efficient processes (Pereira & Vicente, 2010). The food fermentation industry requires novel techniques to improve the productivity and quality of fermented products along with the new analytical tools to study and monitor complex fermentation processes. Various novel processing and monitoring technologies including ultrasound have been investigated to enhance the productivity and process efficiency of food fermentation.
Ultrasound is a versatile technology which is ideally suited to both processing and monitoring applications. Ultrasound is employed in various sectors including chemical, bioprocessing , food processing , pharmaceutical , medical and defence (Awad, Moharram, Shaltout, Asker, & Youssef, 2012; Chemat & Khan, 2011). Within the food industry, high frequency ultrasound is typically used as a non-destructive , non-invasive analytical technique for quality assurance , process monitoring and control, whereas low frequency sonication is employed for process intensification .
This chapter provides an overview of the theory and fundamentals of ultrasound technology . Potential applications of ultrasound in food fermentation and process monitoring applications are also discussed.
6.2 Fundamentals of Ultrasound
Ultrasonic waves are sound waves having frequencies above the human hearing range (>16 kHz). Ultrasonic waves can be classified based on frequency into three categories, namely: (1) power ultrasound (20–100 kHz); (2) high frequency or extended range for sonochemistry (20 kHz–2 MHz) and (3) diagnostic ultrasound (>1 MHz). Generally, from an application perspective, ultrasonics can also be broadly classified as low intensity (<1 W/cm2) and high intensity (10–1000 W/cm2) sonication. High frequency ultrasound employs low power levels which exert no or minimal physical and chemical alterations in the material through which the waves pass, hence it can be employed for food analysis and quality control applications. In contrast, the low frequency ultrasound employs higher power levels to induce desirable physical and chemical modifications for various bioprocessing applications.
Ultrasound is a form of vibrational energy produced by ultrasonic transducers which convert electrical energy into vibrational sound energy. Ultrasonic transducers are also capable of converting sound waves into electrical energy and are available in a range of size and frequencies depending on the application. Piezoelectric and magnetostrictive are the two most commonly used transducers (Mason & Peters, 2002). Various transducer types and generation of low or high frequency ultrasonic waves for a wide range of food and non-food applications have been reviewed extensively (Mattiat, 2013; Nakamura, 2012). However transducer types and their mechanisms of action are outside the scope of this chapter.
6.2.1 Low Frequency Ultrasound
Low frequency ultrasound generated using a transducer is transmitted using either an ultrasonic bath or probe based system operating at various frequencies. Placement of the transducer is important for even distribution of ultrasonic energy for process intensification . The major advantage of a bath system arrangement is that transducers are not in direct contact with the sample, but significant losses of acoustic energy occur to the vessel and surroundings. One of the most important aspects of the use of power ultrasound in food fermentation is the need to determine the optimum amount of acoustic energy to be applied. There are several methods to measure the energy input and one of the most commonly employed methods is calorimetry . Ultrasonic power , intensity and acoustic energy density can be calculated using the following equations (Eqs. 6.1–6.3).
where m is the mass, C p is the specific heat capacity, A is the area of the radiating surface, V is the volume and (dT/dt) is the initial rate of change of temperature during sonication which can be determined by fitting the data obtained for temperature rise (using a standard thermocouple) against time to a polynomial curve and extrapolating to time (t) = 0 .
6.2.2 High Frequency Ultrasound
The basic principle of high frequency ultrasound employed for food process monitoring and analysis is based on absorption , reflection and transmittance of sound waves when passed through a medium. The velocity with which an ultrasound wave passes through a medium is dependent upon the medium properties , e.g. density and resistance offered by the medium to the propagating sound waves . Ultrasonic velocity, acoustic impedance and acoustic absorption are key ultrasound properties which enable characterisation and measurement of various physico-chemical properties of fermentation media. Ultrasonic velocity (c) is determined by the density (ρ) and elasticity (E) of the medium (Eq. 6.4). Acoustic impedance is determined by the density and ultrasonic velocity (Eq. 6.5), whereas acoustic absorption in a medium is influenced by the sound frequency and viscosity of the medium (Eq. 6.6). In the case of complex solutions including non-homogenous solutions containing bubbles or insoluble particles, acoustic absorption is also influenced by thermal relaxation and scattering losses
η v and η s are the bulk and shear viscosity , f is the frequency
The changes in key acoustic properties along with advanced signal processing techniques facilitate continuous control and monitoring of fermentation processes (Schäfer, Carlson, & Hauptmann, 2006). Determination of acoustic impedance and absorption is challenging; however, precise measurement of velocity is possible by measuring the time of flight via a known constant sound path (Henning & Rautenberg, 2006).
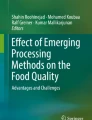
Pulse-echo and continuous wave ultrasound are the two most commonly employed techniques in ultrasound sensors for monitoring applications. The pulse-echo technique requires a transducer and oscilloscope and is the most popular method for the determination of acoustic velocity and attenuation in solids and liquids (Pal, 2015). In this technique an ultrasonic transducer is attached to a fermentation vessel which transmits a signal through the fermentation chamber containing the sample which is reflected back to the transducer after hitting the fermentation chamber wall (Fig. 6.1). The continuous wave technique (also known as through transmission) employs either two transducers one for emitting and another for receiving signals or one single transducer (dual element transducer) capable of continuously receiving and emitting signals. A dual element transducer is useful for thickness measurement of thin materials and for measurement of surface properties (Mitri, Kinnick, Greenleaf, & Fatemi, 2009). In the continuous wave technique, one transducer converts electric pulses to ultrasonic waves which are transmitted through a chamber while the second transducer converts the ultrasonic signal transmitting through the sample to electric signals which are recorded by oscilloscope . The signals transmitted through the sample can be used to monitor concentrations and biochemical transformations occurring within the fermentation chamber using key ultrasonic properties .

Ultrasound based set-up in a fermentation tank for monitoring of fermentation process (modified from Novoa-Díaz et al., 2014)
6.2.3 Physical and Chemical Effects of Ultrasound
Physical and chemical phenomena of ultrasound associated with ultrasound frequencies include agitation, vibration, pressure, shock waves, shear forces, microjets, compression and rarefaction, acoustic streaming, cavitation and formation of free radicals . The physical effects of ultrasound are dominant in the lower frequency range of 20–100 kHz with a higher level of transient cavitation , whereas chemical effects are dominant in range of 200–500 kHz due to generation of large number of active bubbles (Feng, Barbosa-Cánovas, & Weiss, 2011). Acoustic streaming is dominant at higher frequencies (>1 MHz) with less physical and chemical effects associated with cavitation . Acoustic streaming is a physical force of the sound due to a pressure gradient which is capable of displacing ions and small molecules. Cavitation or Blake threshold is defined as the lowest acoustic pressure at which bubble formation is observed. The phenomenon of the creation, expansion and implosive collapse of microbubbles in ultrasonically irradiated liquids is known as “acoustic cavitation ” (Fig. 6.2). At higher frequencies acoustic pressures are lower and hence cavitation rarely occurs, whereas at low frequencies, ultrasound waves of high acoustic pressures are possible, hence cavitation is observed.

Formation and collapse of cavitation
The effectiveness of ultrasound on microorganisms and enzymes employed for fermentation is strongly influenced by various factors including microbial ecology (e.g. type of microorganism, medium type and composition), ultrasound parameters (e.g. ultrasound power and frequency), sonication time, pH and temperature (Moncada, Aryana, & Boeneke, 2012). Studies have shown that ultrasound can inactivate microorganisms. However inactivation of microorganisms occurs at low frequencies, whereas when microbial cells are exposed to a higher frequency range microbial cells are minimally affected with no significant effect on cell viability. For example, Radel, McLoughlin, Gherardini, Doblhoff-Dier, and Benes (2000) did not observe any significant changes in the viability of yeast cells even though some rearrangement of cellular components was reported when subjected to ultrasonic frequency at 2.2 MHz. Rearrangement of cellular components was principally due to damage of vacuoles within the cell while the nucleus and cell wall were unaffected. Inactivation of microorganisms using low frequency sonication is due to various chemical and physical effects including localised heating , intracellular cavitation , acoustic streaming, micromechanical shock waves, and sonolysis of water (H2O → H++OH−) leading to the production of free radicals (O’Donnell, Tiwari, Bourke, & Cullen, 2010; Shirsath, Sonawane, & Gogate, 2012). Physical and chemical effects owing to ultrasound induce thinning/disruption of cell membranes leading to microbial inactivation . The effect of ultrasound is also dependent on the type of microorganism. For example, studies have shown that Gram-positive bacteria are more resistant to ultrasound compared to Gram-negative bacteria, possibly because Gram-positive bacterial cells possess a thick and more robust cell wall due to cross-linking of peptidoglycan and teichoic acid (Monsen, Lövgren, Widerström, & Wallinder, 2009).
Ultrasound has been demonstrated to enhance the growth of beneficial microorganisms and activity of enzymes , resulting in the production of biologically active macromolecules. The beneficial effects of sonication are mainly attributed to the formation of pores on microbial cell membranes , thereby providing a channel for transport of essential nutrients and removal of toxic substances across these membranes (Yang et al., 2008; Yeo & Liong, 2012, 2013). Microscopic images have shown that ultrasound induces pits or holes leading to a microbial cell injury due to sonoporation. Sonoporation can be defined as the formation of temporary holes in the cell membrane . It is thought to be a temporary phenomenon which could improve the permeability of the cell membrane (Lentacker, De Cock, Deckers, De Smedt, & Moonen, 2014). However an increase in ultrasonic power or exposure time can lead to inactivation or cell death due to leakage of cellular content as shown in Fig. 6.3. The effect of ultrasound on enzymatic activity is enzyme specific and the effect of ultrasound on various enzymes was reviewed by O’Donnell et al. (2010). Stimulation and/or retardation of enzymatic activity due to sonication is not well understood. However the influence of ultrasound on enzymes can be attributed to changes in protein confirmation, controlled denaturation or accelerated collision probability of the enzyme and substrate (Mason, Paniwnyk, & Lorimer, 1996; Szabó & Csiszár, 2013; Wang et al., 2012).

Effect of ultrasound on probiotics
6.3 Application of Ultrasound in Fermentation
Application of both low and high frequency ultrasound to fermentation processes industry has been widely investigated. High frequency ultrasound is typically used as a non-destructive analytical technique for monitoring fermentation processes (Novoa-Díaz et al., 2014), whereas low frequency ultrasound has been employed to enhance fermentation rates (Masuzawa, Kimura, & Ohdaira, 2003; Nguyen, Lee, & Zhou, 2012), pasteurisation (Gracin et al., 2015) and other specialised processing applications including wine maturation and ageing (Tao, García, & Sun, 2014), degassing or deaeration of alcoholic beverages (Chemat & Khan, 2011; Matsuura, Hirotsune, Nunokawa, Satoh, & Honda, 1994). The main applications are discussed below.
6.3.1 Application of Power Ultrasound
Numerous applications of power ultrasound in food processing have been reported. However applications in food fermentation are mainly for improving enzyme /microorganism performance, foam destruction, emulsification and improving end product quality and safety . Application of low frequency ultrasound for various fermentation applications is outlined in Table 6.1. The main applications of ultrasound in key sectors are discussed below. Application of low frequency (20–100 kHz) ultrasound alone or in combination with heat and/or pressure for improving the safety profile of milk has been reported to achieve the desired 5 log reduction of pathogenic microorganisms including Listeria innocua and Escherichia coli (Bermúdez-Aguirre, Corradini, Mawson, & Barbosa-Cánovas, 2009; Lee, Zhou, Liang, Feng, & Martin, 2009). Low frequency ultrasound processing of milk is also reported to induce desired physico-chemical changes in macromolecules including enzyme modification, homogenisation, pasteurisation, reduction in yoghurt fermentation time (Wu, Hulbert, & Mount, 2000) and improved rheological properties of yoghurt (Vercet, Oria, Marquina, Crelier, & Lopez-Buesa, 2002). Studies have shown that ultrasound processing of milk offers potential to achieve pasteurisation and homogenisation effects whilst reducing yoghurt production time (up to 40 %) with significant improvement in rheological properties (e.g. consistency and texture) of the final product (Dolatowski, Stadnik, & Stasiak, 2007). Sonication of milk prior to inoculation of starter culture increases water holding capacity and viscosity and decreases syneresis, whereas sonication treatment after inoculation has been shown to have no beneficial effect on syneresis while reducing fermentation time by 30 min (Wu et al., 2000). Improved water holding capacity could be due to ultrasound induced homogenisation effect which causes a change in water holding capacity of the milk proteins and tends to reduce syneresis. In another study, Riener, Noci, Cronin, Morgan, and Lyng (2010) also observed a significant reduction in syneresis levels of gels prepared from thermosonicated milk compared to conventional counterparts. Mild manothermosonication , i.e. application of heat and ultrasound (117 μm amplitude, 20 kHz frequency) under moderate pressure (2 kg/cm2) treatment of milk prior to yoghurt preparation was reported to have improved structural properties compared to conventionally processed yoghurt (Vercet et al., 2002). Improved structural properties could be attributed to ultrasound effects on the fat globule membrane which would modify the ability of fat globules to interact among themselves and also with milk protein (casein ) micelles. Reduction in fat globule size as a result of sonication cannot be considered as a factor alone for improved textural properties because improved texture was not observed in yoghurt prepared from conventionally homogenised milk samples (Vercet et al., 2002). In a similar study, Riener, Noci, Cronin, Morgan, and Lyng (2009) showed that yoghurt prepared from thermosonicated milk (24 kHz for 10 min) with varying levels of fat (0.1, 1.5 and 3.5 %) had higher viscosities and water holding capacities compared to those prepared from conventionally heat-treated milk (90 °C for 10 min). Yoghurt prepared from theromosonicated milk was shown to possess a honeycomb like network exhibiting large number of pores throughout the structure with small particle size (<1 μm) compared to conventional yoghurt which showed a dense structure. Thermosonication (20 kHz, 480 W/55 °C for 8 min) treatment of reconstituted whey powder has been shown to increase the viable count of dairy starter culture at the end of fermentation time with improved organoleptic properties compared to thermally processed samples (Barukčić et al., 2015). A reduction in fermentation time while increasing lactose hydrolysis and improving acidifying activity of probiotics has been demonstrated in numerous studies. Nguyen et al. (2009) and Nguyen et al. (2012) demonstrated the potential of low frequency ultrasound in the stimulation of probiotics (e.g. Bifidobacterium sp.) resulting in accelerated lactose hydrolysis and transgalactosylation of bifidobacteria in milk while reducing fermentation time by up to 30 min depending on probiotic strain. Nguyen et al. (2009) observed an initial decrease in probiotic cell count at the beginning of fermentation time compared to control with no significant changes in the final counts at the end of fermentation. An increase in viability of probiotics by up to 0.49–0.57 log10 CFU/mL and 0.26–0.57 log10 CFU/mL has been reported for Lactobacillus sp. and Bifidobacterium sp. compared to the control in the case of fermented soy milk (Yeo & Liong, 2011). In another study, Barukčić et al. (2015) investigated ultrasonic activation of monoculture ( Lactobacillus acidophilus , La-5) and mixed culture ( Streptococcus thermophilus and Lactobacillus delbrueckii subsp. Bulgaricus, YC-380). They observed that the ultrasonic activation of La-5 inoculum did not influence the viable cells count regardless of the applied conditions compared to the untreated inoculum. However, ultrasonic activation of YC-380 at 84 W for 150 s resulted in approximately 1 log cycle higher count compared to untreated inoculum (activated at 37 °C/30 min) with a decrease in fermentation time by up to 30 min. Probiotic cells treated with ultrasound have been shown to recover from injury and subsequent increase in number during fermentation depending on the microorganisms and ultrasound processing conditions. These results demonstrate that the effect of sonication is culture specific, depending on distinctive resistance of microorganisms towards ultrasound due to variations in cell wall thickness, composition and cell size. Application of ultrasound during fermentation has also been shown to improve β-galactosidase activity of probiotics resulting in the production of health promoting oligosaccharides in fermented milk and improvement of isoflavones bioconversion activities in soymilk . In some cases inoculation of injured probiotics ( bifidobacteria and Lactobacillus) has been shown to result in improved viability and stability during fermentation of yoghurt (Shah & Lankaputhra, 1997). The effect of ultrasound on probiotics is not well understood.
Application of low frequency ultrasound in the wine industry is employed for managing wine microbiology (Jiranek, Grbin, Yap, Barnes, & Bates, 2008; Luo et al., 2012), extraction of volatile compounds from wine (Cabredo-Pinillos, Cedrón-Fernández, González-Briongos, Puente-Pascual, & Sáenz-Barrio, 2006), improving fermentation rates (Matsuura et al., 1994), wine ageing and maturation (Chang & Chen, 2002). Reduction in fermentation time at low ultrasonic intensities has been shown to accelerate the growth of S. cerevisiae (Lanchun et al., 2003) and Kluyveromyces marxianus (Sulaiman, Ajit, Yunus, & Chisti, 2011) depending on the ultrasonic processing parameters. A 50–64 % reduction in fermentation time has been reported for wine , beer and sake obtained from saccharified rice solution at ultrasonic intensity of 30 mW/cm2 operating at 43 kHz (Matsuura et al., 1994). Ultrasound has been shown to improve yeast performance without affecting cell viability via morphological changes in yeast cells. Jomdecha and Prateepasen (2011) observed a significant changes in the lag phase of yeast cells depending on ultrasonic intensities /energies and treatment time. They observed that the ultrasonic energies operating at a frequency of 20 kHz in a range of 330 and 360 W s/m3 could decrease lag time by up to 1 h compared to control, whereas ultrasonic energy >850 W s/m3 could increase the lag time resulting in reduced growth. The potential of ultrasound to accelerate wine ageing and maturation thereby improving wine quality has been reported extensively (Martín & Sun, 2013; Tao, García, et al., 2014). Effect of ultrasound on wine ageing and maturation has shown varying degree of ageing effect depending on ultrasonic conditions and wine type. Chang and Chen (2002) investigated the effect of 20 kHz ultrasound on wine ageing prepared from rice and maize. They observed an enhanced ageing effect on rice wine due to sonication with sensorial attributes similar to that of conventionally aged wine while no effect on ageing of maize wine was reported. Ultrasound technology has been demonstrated to enhance the release of oak-related compounds from oak chips into wine during wine ageing with oak chips. A significant increase in total phenolic content in model wine was reported during ultrasound treatment for 150 min at 25 kHz depending on acoustic energy density and temperature (Tao, Zhang, et al., 2014). Ultrasound has also been demonstrated as an alternative technique to inactivate spoilage microorganisms associated with wine. Currently use of chemical preservatives (e.g. sulphur dioxide, dimethyl dicarbonate), thermal pasteurisation or removal of spoilage microorganisms by filtration are commonly employed techniques for improving the shelf-life of wine (Bartowsky, 2009; Du Toit & Pretorius, 2000). In a study, Luo et al. (2012) investigated the effect of ultrasound (24 kHz) for 20 min on various types of yeast ( Dekkera bruxellensis , Hanseniaspora uvarum, Pichia membranefaciens, Saccharomyces cerevisiae , Schizosaccharomyces pombe, Zygosaccharomyces bailii) and bacteria (Acetobacter aceti, Acetobacter pasteurianus, , Oenococcus oeni , Pediococcus sp. ) associated with wine. They observed that the viability of yeast was more affected compared to the spoilage bacteria investigated. In another study, Gracin et al. (2016) employed continuous flow through high power sonication (400 W, 24 kHz, 100 μm amplitude) to reduce spoilage microorganisms. They observed a significant reduction in microbial counts of Brettanomyces (89.1–99.7 %) and lactic acid bacteria (71.8–99.3 %) in wine. However, the ultrasound caused negative changes in wine sensorial properties with the formation of negative oxidative smell of burns or smoke and oxidised aroma.
6.3.2 Application of High Frequency Ultrasound
High frequency ultrasound has been employed in many industrial processes for several decades. Ultrasonics has been demonstrated as a potential tool for non-invasive , non-destructive , rapid and precise measurements of various parameters, for example, volume measurement of agriculture products (Nishizu, Torikata, Yoshioka, & Ikeda, 2005), online measurement of concentrations in solutions (Masuzawa et al., 2003), food composition, structure, flow rate , physical state and molecular properties (McClements & Gunasekaran, 1997). Studies have shown that acoustic based methods can be employed in measurement systems that are non-invasive, hygienic, precise, rapid, low cost and suitable for automation (Novoa-Díaz et al., 2014; Stillhart & Kuentz, 2012). Table 6.1 lists examples of high frequency ultrasound employed for monitoring fermentation processes.
Traditionally, fermentation processes are monitored or controlled by withdrawing samples at regular intervals for estimation of key fermentation parameters including microbial growth, pH , acidity , turbidity and chemical composition. Determination of fermentation process parameters by classical chemical analysis is time consuming and does not facilitate real time control. Application of high frequency ultrasonic waves can provide useful information to characterise fermentation processes involving homogenous and/or multiphase systems, with no degradation or chemical alterations reported in fermentation media due to sonic waves (Henning & Rautenberg, 2006). The ultrasonic velocity of an ultrasonic wave travelling through a fermentation tank can be used to infer the concentration of alcohol and other sugars during the fermentation process (Resa et al., 2005). Studies have shown an empirical relationship between ultrasonic parameters and the concentration of alcohol and soluble solids in wine (Winder, Aulik, & Rice, 1970) and density of beer (Becker, Mitzscherling, & Delgado, 2001) during fermentation.
Several ultrasonic parameters including pulse-echo or transmission-through mode, power attenuation, measurement of velocity by time of flight, indirect prediction of acoustic impedance via reflection coefficient have been employed for estimation of fluid density and other parameters in various liquid, semi-liquid and multiphasic systems (Bamberger & Greenwood, 2004; Kuo, Sheng, & Ting, 2008). For example, Novoa-Díaz et al. (2014) reported that a change in ultrasonic velocity is strongly correlated to the concentration of malic acid and lactic acid during red wine fermentation due to the action of lactic acid bacteria . They observed an increase in ultrasonic velocity with an increase in lactic acid concentration and a decrease in velocity due to an increase in malic acid concentration. Krause, Hussein, Hussein, and Becker (2014) developed a multivariate regression method to predict maltose concentration in aqueous solutions at different temperatures by utilising the time and frequency domain of ultrasonic signals. They reported that partial least square regression models are least influenced by bubbles and other suspended particles during fermentation .
Apart from measuring the concentration of chemical compounds during fermentation process, high frequency ultrasound (>15 MHz) has been demonstrated to measure the concentration of yeast cells in liquid suspensions. A backscattering ultrasound based technique with an ultrasonic emitter/receiver wideband focused transducer centred at 75 MHz showed improved sensitivity to detect yeasts at a concentration as low as 104 cells/mL (Elvira, Vera, Cañadas, Shukla, & Montero, 2016). The pulse spectrum reaching the transducer after backscatter by a yeast cell depends on the size and nature of the cell, the attenuation of the medium and the sound wave .
Changes in ultrasonic velocity can also be attributed to changes in temperature, density and pressure. In the case of yoghurt fermentation, Ogasawara et al. (2006) employed non-contact acoustic monitoring using a pair of acoustic transducers operating at a frequency of 3.7 MHz to determine the end point of a yoghurt production process. They correlated a phase difference between input and output signals measured by an oscilloscope to a phase change from liquid (milk ) to gel (yoghurt) with an inflection point around 18 h indicating the end of the yoghurt fermentation process. In a dough fermentation study, Elmehdi et al. (2003) observed a relationship between ultrasonic wave parameters and dough fermentation characteristics. They observed a decrease in ultrasonic velocity and an increase in attenuation with fermentation time. They reported that a change in attenuation was correlated to the change in the dough void fraction during fermentation .
6.4 6.4 Conclusions and Future Outlook
In food fermentation processes, ultrasound technology has been employed both as a processing tool and for monitoring, analysis and control of fermentation processes. Several potential applications of low and high frequency ultrasound have been reviewed and these applications clearly demonstrate the potential of ultrasound in the food fermentation applications. However, there are various technological constraints which have an impact on industrial adoption and commercial viability of ultrasonic systems. Ultrasound processing to achieve desired physical and chemical effects is an energy intensive process. Scale-up issues are also a challenge.
A high level of energy consumption can be justified if the cost–benefit analysis of ultrasound is demonstrated. Future research should be focused on the sustainability of ultrasound assisted processes and process configuration to improve safety , quality and shelf-life profile of fermented food products while minimising the associated energy consumption. Mechanisms of microbial/enzyme stimulation and/or inactivation have been a subject of scientific interest. However, the interaction between ultrasound and microorganisms is complex and is not well established. Understanding key underlying mechanisms of action will allow greater understanding of processes and thus can assist in process scale-up. Nevertheless, ultrasound has been widely demonstrated to be an excellent technology which can be employed to enhance fermentation processes.
References
Amer, M. A., Novoa-Díaz, D., Puig-Pujol, A., Capdevila, J., Chávez, J. A., Turó, A., et al. (2015). Ultrasonic velocity of water–ethanol–malic acid–lactic acid mixtures during the malolactic fermentation process. Journal of Food Engineering, 149, 61–69.
Awad, T., Moharram, H., Shaltout, O., Asker, D., & Youssef, M. (2012). Applications of ultrasound in analysis, processing and quality control of food: A review. Food Research International, 48(2), 410–427.
Bamberger, J. A., & Greenwood, M. S. (2004). Measuring fluid and slurry density and solids concentration non-invasively. Ultrasonics, 42(1), 563–567.
Bartowsky, E. (2009). Bacterial spoilage of wine and approaches to minimize it. Letters in Applied Microbiology, 48(2), 149–156.
Barukčić, I., Jakopović, K. L., Herceg, Z., Karlović, S., & Božanić, R. (2015). Influence of high intensity ultrasound on microbial reduction, physico-chemical characteristics and fermentation of sweet whey. Innovative Food Science & Emerging Technologies, 27, 94–101.
Becker, T., Mitzscherling, M., & Delgado, A. (2001). Ultrasonic velocity–A noninvasive method for the determination of density during beer fermentation. Engineering in Life Sciences, 1(2), 61–67.
Bermúdez-Aguirre, D., Corradini, M. G., Mawson, R., & Barbosa-Cánovas, G. V. (2009). Modeling the inactivation of Listeria innocua in raw whole milk treated under thermo-sonication. Innovative Food Science & Emerging Technologies, 10(2), 172–178.
Cabredo-Pinillos, S., Cedrón-Fernández, T., González-Briongos, M., Puente-Pascual, L., & Sáenz-Barrio, C. (2006). Ultrasound-assisted extraction of volatile compounds from wine samples: Optimisation of the method. Talanta, 69(5), 1123–1129.
Chang, A. C., & Chen, F. C. (2002). The application of 20 kHz ultrasonic waves to accelerate the aging of different wines. Food Chemistry, 79(4), 501–506.
Chemat, F., & Khan, M. K. (2011). Applications of ultrasound in food technology: Processing, preservation and extraction. Ultrasonics Sonochemistry, 18(4), 813–835.
Corma, A., Iborra, S., & Velty, A. (2007). Chemical routes for the transformation of biomass into chemicals. Chemical Reviews, 107(6), 2411–2502.
Dolatowski, Z. J., Stadnik, J., & Stasiak, D. (2007). Applications of ultrasound in food technology. Acta Scientiarum Polonorum. Technologia Alimentaria, 6(3), 89–99.
Du Toit, M., & Pretorius, I. S. (2000). Microbial spoilage and preservation of wine: Using weapons from nature’s own arsenal—A review. South African Journal of Enology and Viticulture, 21(Special Issue), 74–96.
Elmehdi, H. M., Page, J. H., & Scanlon, M. G. (2003). Monitoring dough fermentation using acoustic waves. Food and Bioproducts Processing, 81(3), 217–223.
Elvira, L., Vera, P., Cañadas, F. J., Shukla, S. K., & Montero, F. (2016). Concentration measurement of yeast suspensions using high frequency ultrasound backscattering. Ultrasonics, 64, 151–161.
Feng, H., Barbosa-Cánovas, G. V., & Weiss, J. (2011). Ultrasound technologies for food and bioprocessing. New York: Springer.
Gracin, L., Jambrak, A. R., Juretić, H., Dobrović, S., Barukčić, I., Grozdanović, M., et al. (2016). Influence of high power ultrasound on Brettanomyces and lactic acid bacteria in wine in continuous flow treatment. Applied Acoustics, 103, 143–147.
Henning, B., & Rautenberg, J. (2006). Process monitoring using ultrasonic sensor systems. Ultrasonics, 44, e1395–e1399.
Hoche, S., Hussein, M. A., & Becker, T. (2014). Critical process parameter of alcoholic yeast fermentation: Speed of sound and density in the temperature range 5–30 degrees C. International Journal of Food Science and Technology, 49(11), 2441–2448.
Hongyu, W., Hulbert, G. J., & Mount, J. R. (2000). Effects of ultrasound on milk homogenization and fermentation with yogurt starter. Innovative Food Science and Emerging Technologies, 1(3), 211–218.
Jiranek, V., Grbin, P., Yap, A., Barnes, M., & Bates, D. (2008). High power ultrasonics as a novel tool offering new opportunities for managing wine microbiology. Biotechnology Letters, 30(1), 1–6.
Jomdecha, C., & Prateepasen, A. (2011). Effects of pulse ultrasonic irradiation on the lag phase of Saccharomyces cerevisiae growth. Letters in Applied Microbiology, 52(1), 62–69.
Krause, D., Hussein, W. B., Hussein, M. A., & Becker, T. (2014). Ultrasonic sensor for predicting sugar concentration using multivariate calibration. Ultrasonics, 54(6), 1703–1712.
Kulkarni, P., Loira, I., Morata, A., Tesfaye, W., González, M. C., & Suárez-Lepe, J. A. (2015). Use of non-Saccharomyces yeast strains coupled with ultrasound treatment as a novel technique to accelerate ageing on lees of red wines and its repercussion in sensorial parameters. LWT-Food Science and Technology, 64(2), 1255–1262.
Kuo, F.-J., Sheng, C.-T., & Ting, C.-H. (2008). Evaluation of ultrasonic propagation to measure sugar content and viscosity of reconstituted orange juice. Journal of Food Engineering, 86(1), 84–90.
Lanchun, S., Bochu, W., Zhiming, L., Chuanren, D., Chuanyun, D., & Sakanishi, A. (2003). The research into the influence of low-intensity ultrasonic on the growth of S. cerevisiae. Colloids and Surfaces B: Biointerfaces, 30(1–2), 43–49.
Lee, H., Zhou, B., Liang, W., Feng, H., & Martin, S. E. (2009). Inactivation of Escherichia coli cells with sonication, manosonication, thermosonication, and manothermosonication: Microbial responses and kinetics modeling. Journal of Food Engineering, 93(3), 354–364.
Lentacker, I., De Cock, I., Deckers, R., De Smedt, S. C., & Moonen, C. T. W. (2014). Understanding ultrasound induced sonoporation: Definitions and underlying mechanisms. Advanced Drug Delivery Reviews, 72, 49–64.
Luo, H., Schmid, F., Grbin, P. R., & Jiranek, V. (2012). Viability of common wine spoilage organisms after exposure to high power ultrasonics. Ultrasonics Sonochemistry, 19(3), 415–420.
Martín, J. F. G., & Sun, D.-W. (2013). Ultrasound and electric fields as novel techniques for assisting the wine ageing process: The state-of-the-art research. Trends in Food Science & Technology, 33(1), 40–53.
Martín, J. F. G., Guillemet, L., Feng, C., & Sun, D.-W. (2013). Cell viability and proteins release during ultrasound-assisted yeast lysis of light lees in model wine. Food Chemistry, 141(2), 934–939.
Mason, T. J., Paniwnyk, L., & Lorimer, J. P. (1996). The uses of ultrasound in food technology. Ultrasonics Sonochemistry, 3(3), S253–S260.
Mason, T. J., & Peters, D. (2002). Practical sonochemistry: Power ultrasound uses and applications. Cambridge: Woodhead.
Masuzawa, N., Kimura, A., & Ohdaira, E. (2003). Ultrasonic monitoring of the progress of lactic acid fermentation. Japanese Journal of Applied Physics, 42(5S), 2963.
Matsuura, K., Hirotsune, M., Nunokawa, Y., Satoh, M., & Honda, K. (1994). Acceleration of cell growth and ester formation by ultrasonic wave irradiation. Journal of Fermentation and Bioengineering, 77(1), 36–40.
Mattiat, O. E. (2013). Ultrasonic transducer materials. New York: Springer.
McClements, D. J., & Gunasekaran, S. (1997). Ultrasonic characterization of foods and drinks: Principles, methods, and applications. Critical Reviews in Food Science and Nutrition, 37(1), 1–46.
Mitri, F. G., Kinnick, R. R., Greenleaf, J. F., & Fatemi, M. (2009). Continuous-wave ultrasound reflectometry for surface roughness imaging applications. Ultrasonics, 49(1), 10–14.
Moncada, M., Aryana, K. J., & Boeneke, C. (2012). Effect of mild sonication conditions on the attributes of Lactobacillus delbrueckii ssp. bulgaricus LB-12. Advances in Microbiology, 2(2), 104–111.
Monsen, T., Lövgren, E., Widerström, M., & Wallinder, L. (2009). In vitro effect of ultrasound on bacteria and suggested protocol for sonication and diagnosis of prosthetic infections. Journal of Clinical Microbiology, 47(8), 2496–2501.
Nakamura, K. (2012). Ultrasonic transducers: Materials and design for sensors, actuators and medical applications. Oxford: Elsevier.
Nguyen, T. M. P., Lee, Y. K., & Zhou, W. (2009). Stimulating fermentative activities of bifidobacteria in milk by highintensity ultrasound. International Dairy Journal, 19(6–7), 410–416.
Nguyen, T. M. P., Lee, Y. K., & Zhou, W. (2012). Effect of high intensity ultrasound on carbohydrate metabolism of bifidobacteria in milk fermentation. Food Chemistry, 130(4), 866–874.
Nishizu, T., Torikata, Y., Yoshioka, N., & Ikeda, Y. (2005). Study on improving noise-tolerance of acoustic volume-measuring technique for agricultural products and foods. Journal of the Japanese Society of Agricultural Machinery, 67(3), 49–57.
Novoa-Díaz, D., Rodríguez-Nogales, J., Fernández-Fernández, E., Vila-Crespo, J., García-Álvarez, J., Amer, M., et al. (2014). Ultrasonic monitoring of malolactic fermentation in red wines. Ultrasonics, 54(6), 1575–1580.
O’Donnell, C., Tiwari, B., Bourke, P., & Cullen, P. (2010). Effect of ultrasonic processing on food enzymes of industrial importance. Trends in Food Science & Technology, 21(7), 358–367.
Ogasawara, H., Mizutani, K., Ohbuchi, T., & Nakamura, T. (2006). Acoustical experiment of yogurt fermentation process. Ultrasonics, 44(Suppl 1), e727–e730.
Pal, B. (2015). Pulse-echo method cannot measure wave attenuation accurately. Ultrasonics, 61, 6–9.
Pereira, R., & Vicente, A. (2010). Environmental impact of novel thermal and non-thermal technologies in food processing. Food Research International, 43(7), 1936–1943.
Radel, S., McLoughlin, A. J., Gherardini, L., Doblhoff-Dier, O., & Benes, E. (2000). Viability of yeast cells in well controlled propagating and standing ultrasonic plane waves. Ultrasonics, 38(1–8), 633–637.
Resa, P., Elvira, L., Montero de Espinosa, F., & Gómez-Ullate, Y. (2005). Ultrasonic velocity in water–ethanol–sucrose mixtures during alcoholic fermentation. Ultrasonics, 43(4), 247–252.
Riener, J., Noci, F., Cronin, D. A., Morgan, D. J., & Lyng, J. G. (2009). The effect of thermosonication of milk on selected physicochemical and microstructural properties of yoghurt gels during fermentation. Food Chemistry, 114(3), 905–911.
Riener, J., Noci, F., Cronin, D. A., Morgan, D. J., & Lyng, J. G. (2010). A comparison of selected quality characteristics of yoghurts prepared from thermosonicated and conventionally heated milks. Food Chemistry, 119(3), 1108–1113.
Schäfer, R., Carlson, J. E., & Hauptmann, P. (2006). Ultrasonic concentration measurement of aqueous solutions using PLS regression. Ultrasonics, 44(Suppl 1), e947–e950.
Shah, N. P., & Lankaputhra, W. E. (1997). Improving viability of Lactobacillus acidophilus and Bifidobacterium spp. in yogurt. International Dairy Journal, 7(5), 349–356.
Shirsath, S., Sonawane, S., & Gogate, P. (2012). Intensification of extraction of natural products using ultrasonic irradiations—A review of current status. Chemical Engineering and Processing: Process Intensification, 53, 10–23.
Stillhart, C., & Kuentz, M. (2012). Comparison of high-resolution ultrasonic resonator technology and Raman spectroscopy as novel process analytical tools for drug quantification in self-emulsifying drug delivery systems. Journal of Pharmaceutical and Biomedical Analysis, 59, 29–37.
Sulaiman, A. Z., Ajit, A., Yunus, R. M., & Chisti, Y. (2011). Ultrasound-assisted fermentation enhances bioethanol productivity. Biochemical Engineering Journal, 54(3), 141–150.
Szabó, O. E., & Csiszár, E. (2013). The effect of low-frequency ultrasound on the activity and efficiency of a commercial cellulase enzyme. Carbohydrate Polymers, 98(2), 1483–1489.
Tao, Y., García, J. F., & Sun, D.-W. (2014). Advances in wine aging technologies for enhancing wine quality and accelerating wine aging process. Critical Reviews in Food Science and Nutrition, 54(6), 817–835.
Tao, Y., Zhang, Z., & Sun, D.-W. (2014). Experimental and modeling studies of ultrasound-assisted release of phenolics from oak chips into model wine. Ultrasonics Sonochemistry, 21(5), 1839–1848.
Vercet, A., Oria, R., Marquina, P., Crelier, S., & Lopez-Buesa, P. (2002). Rheological properties of yoghurt made with milk submitted to manothermosonication. Journal of Agricultural and Food Chemistry, 50(21), 6165–6171.
Wang, F., Zhang, H., Wang, J., Chen, G., Fang, X., Wang, Z., et al. (2012). Ultrasound irradiation promoted enzymatic transesterification of (R/S)-1-chloro-3-(1-naphthyloxy)-2-propanol. Molecules, 17(9), 10864–10874.
Winder, W., Aulik, D., & Rice, A. (1970). An ultrasonic method for direct and simultaneous determination of alcohol and extract content of wines. American Journal of Enology and Viticulture, 21(1), 1–11.
Wu, H., Hulbert, G. J., & Mount, J. R. (2000). Effects of ultrasound on milk homogenization and fermentation with yogurt starter. Innovative Food Science & Emerging Technologies, 1(3), 211–218.
Yang, F., Gu, N., Chen, D., Xi, X., Zhang, D., Li, Y., et al. (2008). Experimental study on cell self-sealing during sonoporation. Journal of Controlled Release, 131(3), 205–210.
Yeo, S.-K., & Liong, M.-T. (2011). Effect of ultrasound on the growth of probiotics and bioconversion of isoflavones in prebiotic-supplemented soymilk. Journal of Agricultural and Food Chemistry, 59(3), 885–897.
Yeo, S.-K., & Liong, M.-T. (2012). Effects and applications of sub-lethal ultrasound, electroporation and UV radiations in bioprocessing. Annals of Microbiology, 63(3), 813–824.
Yeo, S.-K., & Liong, M.-T. (2013). Effect of ultrasound on bioconversion of isoflavones and probiotic properties of parent organisms and subsequent passages of Lactobacillus. LWT--Food Science and Technology, 51(1), 289–295.
Zhang, Q.-A., Shen, Y., Fan, X.-H., & García Martín, J. F. (2015). Preliminary study of the effect of ultrasound on physicochemical properties of red wine. CyTA-Journal of Food, 1–10.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Ojha, K.S., O’Donnell, C.P., Kerry, J.P., Tiwari, B.K. (2016). Ultrasound and Food Fermentation. In: Ojha, K., Tiwari, B. (eds) Novel Food Fermentation Technologies. Food Engineering Series. Springer, Cham. https://doi.org/10.1007/978-3-319-42457-6_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-42457-6_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-42455-2
Online ISBN: 978-3-319-42457-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)