
Abstract
In recent years, the LED backlight module has become the main development of the thin film transistor liquid crystal display (TFT-LCD) module. The light guide plate warpage is the major source of ripple phenomenon found in the TFT-LCD module. In this chapter, different molding technological parameters are used for the experiment by the Taguchi method in the manufacturing process to find the factors of light guide plate warpage. The results of this manufacturing process are used to identify the optimization for production processes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
3.1 Introduction
Light-emitting diodes (LEDs) have many favorable characteristics, including a small form factor, lower power consumption, instant power-on capacity, and an absence of mercury or any other form of toxic substance. As a result, they have attracted considerable attention from liquid crystal display (LCD) manufacturers as a potential light source for backlight units.
The light guide plate (LGP) is the prime component of LCD. Its function is to heighten the brightness of light and control light uniformity by guiding the beam. Molding components may reach a precise tolerance, resulting in improved mechanical and machine quality. Injection parameters are used to fit molding components on thicker LGPs. The LGP warpage is the major source of ripple phenomenon found in the thin film transistor liquid crystal display (TFT-LCD) module. Therefore, studying the factors that influence the molding precision of the LGP is crucial to producing high-quality and thin plates [1].
This chapter utilizes the Taguchi design method to optimize the design parameters of a LED backlight unit for LCD. The Taguchi method, a popular experimental design method in the industry, can overcome the shortcomings of full factorial design when implementing fractional factorial design. The latter approach optimizes parameter design, but with fewer experiments. Traditional experimental design is used to improve the mean level of a process such as the arithmetic mean of a sample. In modern quality engineering, experimental design work is performed to develop robust designs to improve the quality of the product. Taguchi’s parameter design is intended to yield robust quality by reducing the effects of environmental conditions and variations due to the deterioration of certain components. This high quality is achieved by the selection of various design alternatives or by varying the levels of the design parameters for component parts or system elements. Taguchi’s parameter design can optimize performance characteristics by setting design parameters and reducing the sensitivity of the system performance to sources of variation [2–4].
3.2 Light Guide Plate
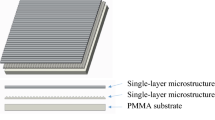
Figure 3.1 presents a schematic illustration of the backlight unit. As shown in Fig. 3.1, the backlight unit comprises a color-mixing zone containing a reflector and two rows of LEDs and an extractor zone containing an arrangement of optical microstructures and a LGP. The light emitted by the LEDs is directed into the color-mixing zone by the reflector and then enters the extractor zone, where it is reorientated and redistributed in such a way as to achieve a uniform illumination of the overlying LCD panel. Different molding technological parameters are used for the experiment by the Taguchi method in the manufacturing process to determine the factors of LGP warpage.

Schematic illustration of backlight unit [2]
3.3 Experimental Methodology
Essentially, traditional experimental design procedures are too complicated and not easy to use. A large number of experimental works must be carried out when the number of process parameters increases. To solve this problem, the Taguchi method uses a special design of orthogonal arrays to study the entire parameter space with only a small number of experiments. Orthogonal arrays have been widely utilized in engineering analysis and consist of a plan of experiments with the objective of acquiring data in a controlled way, in order to obtain information about the behavior of a given process. The greatest advantages of this method are experimental time and cost savings, as well as quick determination of significant factors [5–7].
Based on the average output value at each parameter level, main effect analysis is performed. Furthermore, a statistical analysis of variance (ANOVA) is performed to see which process parameters are statistically significant. With the main effect and ANOVA analysis, the optimal combination of the process parameters can be predicted. Finally, a confirmation test is conducted to verify the optimal process parameters obtained from the parameter design [8].
3.4 Experimental Procedure
3.4.1 Establishment of Orthogonal Array
The injection-molding products are influenced by a number of process parameters. The Taguchi experimental of L27 orthogonal test was adopted to identify and optimize the process parameters on the various manufacturing processes. Those factors are temperature of core, temperature of cavity, injection speed, holding pressure, angle of LGP, drying time, cooling time, cooling pressure, and number of jigs. A product’s warpage is regarded as the quality index. Three levels for every factor are shown in Table 3.1 [9].
3.4.2 Conducting of the Experiment
There are 27 experiments required to determine the optimum combination of the levels of these factors. In the Taguchi method, the term “signal” represents the desirable value for the output characteristic and the term “noise” represents the undesired value for the output characteristic. Therefore, the S/N ratio is the ratio of the desirable value to the undesired value. Taguchi used the S/N ratio to measure the quality characteristic deviating from the desired value. There are several S/N ratios available depending on the type of characteristic: smaller-the-better, nominal-the-best, or larger-the-better. Smaller-the-better is used in our experiments. The smaller-the-better quality characteristic can be explained as follows:
S/N ratio values are calculated by taking into consideration (3.1). Five experiments are carried out on the same machine for reducing the variances between different machines. The responses obtained for all levels of factors are shown in Table 3.2.
3.4.3 Analysis of Variance
ANOVA is a computational technique used to estimate the relative significance of each process parameter in terms of percent contribution to the overall response. ANOVA is also required for estimating the variance of error for the effects and confidence interval of the prediction error. The ANOVA table contains the degrees of freedom, sum of squares, mean square, and percentage contribution. The parameters with higher percentage contribution are ranked higher in terms of importance in the experiment and also have significant effects in controlling the overall response [10, 11].
To conduct ANOVA, the sum of squares (SS) is calculated first. It is a measure of the deviation of the experimental data from the mean value of the data. The sum of squares due to various factor A (SSFA) can be calculated as
SSFB, SSFC, SSFD, SSFE, SSFF, SSFG, SSFH, and SSFI can be obtained in the same way. The variance analysis results are shown in Table 3.3. Analysis of the test data reveals that the core temperature, holding pressure, cooling time, and number of jigs have great impact on the warpage level.
3.4.4 Design Optimization
It is noted in Table 3.2 that the best combination of design parameters is (A2, B2, C2, D1, E1, F3, G1, H2, I3). Table 3.4 shows the various optimized factors, and the optimized results are shown in Table 3.5. The S/N ratio improvement from −5.35 to −5.22 is obtained from the optimized results.
3.5 Conclusions
By the way of orthogonal testing, this chapter studies different molding technology parameters (temperature of core and cavity, injection speed, holding pressure, angle of LGP, drying time, cooling time, cooling pressure, and number of jigs), which have different levels of impacts on LPG warpage. From the data of variance analysis results, the most significant factors are core temperature, holding pressure, cooling time, and number of jigs. The results of this manufacturing process can be used to identify the optimization for production processes. Thus, the ripple phenomenon found in the TFT-LCD module due to LPG warpage can be avoided.
References
Yin, S., Wang, J., Ruan, F.: Impact on PC light guide plate warpage caused by injection parameters. In: 2010 International Conference on Digital Manufacturing & Automation, pp. 823–829 (2010)
Lin, C.F., Wu, C.C., Yang, P.H., Kuo, T.Y.: Application of Taguchi method in light-emitting diode backlight design for wide color gamut displays. J Disp. Technol. 5, 323–330 (2009)
Lin, H.L., Chou, C.P.: Modeling and optimizing of Nd:YAG laser micro-weld process using Taguchi method and a neural network. Int. J. Adv. Manuf. Technol. 37, 513–522 (2008)
Taguchi, G.: Taguchi Methods: Design of Experiments. American Supplier Institute, Inc., Dearhorn, MI (1993)
Bagci, E., Aykut, S.: A study of Taguchi optimization method for identifying optimum surface roughness in CNC face milling of cobalt-based alloy (satellite 6). Int. J. Adv. Manuf. Technol. 29, 940–947 (2006)
Yang, W.H., Tang, Y.S.: Design optimization of cutting parameters for turning operations based on the Taguchi method. J. Mater. Proc. Technol. 84, 122–129 (1998)
Taguchi, G.: Introduction to Quality Engineering. Asian Productivity Organization, Tokyo (1990)
Badkar, D.S., Pandey, K.S., Buvanashekaran, G.: Parameter optimization of laser transformation hardening by using Taguchi method and utility concept. Int. J. Adv. Manuf. Technol. 52, 1067–1077 (2010)
Roy, R.K.: Design of Experiments Using the Taguchi Approach. Wiley, New York (2001)
Hunping, L., Guoqun, Z., Shanting, N., Yiguo, L.: Optimization of technology parameters for the plane-strain component in the process of gas quenching. Appl. Math. Model. 32, 860–872 (2008)
Jeang, A.: Robust cutting parameters optimization for production time via computer experiment. Appl. Math. Model. 35, 1354–1362 (2011)
Acknowledgments
This work was supported by the Ministry of Science and Technology of Taiwan, Republic of China, under Grant number MOST 103-2221-E-035-039.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Cheng, PJ., Cheng, CH. (2016). Application of the Taguchi Method to the Warpage for Light Guide Plate. In: Juang, J. (eds) Proceedings of the 3rd International Conference on Intelligent Technologies and Engineering Systems (ICITES2014). Lecture Notes in Electrical Engineering, vol 345. Springer, Cham. https://doi.org/10.1007/978-3-319-17314-6_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-17314-6_3
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-17313-9
Online ISBN: 978-3-319-17314-6
eBook Packages: EngineeringEngineering (R0)