
Abstract
This chapter on methods for assessing the quality of the matrix and molding sand presents the most important properties of these materials, from the point of view of the feasibility of using these molding sands for producing sound castings. In the case of matrix testing (both fresh and reclaimed), attention was drawn to the size and shape of the grain, which have a decisive influence on the permeability of the molding sand, on the content and the activity of the binder for the matrix used for the preparation of green sand, loss on ignition and the chemical nature of the matrix evaluated on the basis of the parameters such as ADV and pH. The next section presents complementary research methods of molding sand properties with reclaimed sand. Modern systems require evaluation and a careful approach to the factors that determine molding sand suitability for both technological use as well as the impact on the surrounding environment. In this context, a full evaluation of the quality of the reclaimed matrix goes beyond the usual instrumental methods and requires the addition of advanced apparatus research methods. This allows one to put the evaluation of the reclaimed matrix into perspective, both in terms of its use for the preparation of molding sand, as a substitute for fresh sand, and also in terms of environmental protection. Such modern methods may include, inter alia, an assessment of gas excretion in molding sand, identification of the type of emitted gases, the content of BTEX gases that are particularly dangerous to humans, and the evaluation of the surface of the casting made in molding sand with reclaimed sand.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
3.1 Investigations of the Molding Sands Fresh and Reclaimed Matrix
The main component is the molding sand matrix—mostly quartz and, in the case of the regeneration process, the reclaimed sand. Matrix molding materials should have the following properties:
-
resistance to high temperatures,
-
resistance to metal oxides at elevated temperatures,
-
low thermal expansion,
-
lack of polymorphic transformations,
-
an appropriate particle size distribution.
All these requirements are met only by several types of sand, including: alumina, zirconium and chromite. However, due to the high price of these materials they are only applied where economically justified. More frequently, less expensive materials do not always satisfy the requirements mentioned above, for example quartz, which is characterized by significant thermal expansion or the occurrence of polymorphic transformations. However, quartz sand, due to its availability and low price is currently most commonly used molding and core sand s.
It is assumed that the sand (to which the reclaim also belongs) should be the subject of the following tests allowing its quality to be assessed:
-
grain composition,
-
the content of the binder,
-
pH,
-
ADV (Acid Demand Value),
-
chemical composition,
-
sintering temperature,
-
loss on ignition (LOI).
Sand grains, depending on the conditions under which sand was created may have a different size, homogeneity, and shape. The full characterization of the sand grains should be extended to include an assessment of the size, homogeneity and shape of particles, the more that these parameters affect the technological properties of the molding sand, and thus the quality of the castings [1, 2].
The size of the sand grains influences the technological properties of the molding sand and the course of events taking place on the surface of the mold cavity or the core upon contact of the surface with the liquid metal. The effect of the sand grains particle size is reflected primarily in the case of mold sands permeability (Pi), the property of which, when other parameters remain constant, increases exponentially with the increasing diameter of the sand grain particles. This relationship is given by the following formula:
where:
- dL :
-
the average grain size of the sand matrix, mm
- c:
-
ratio—depending on the shape and uniformity of the sand grains
Excessive increase in the sand grains size with simultaneously high homogeneity, favors the phenomenon of penetration of the liquid metal into the pores of the molding sand, which increases the roughness of the casting surface, and in extreme cases, can cause casting defects such as burn-on. The excessively low permeability of the molding sand may in turn be dangerous so it is not possible to discharge gases arising at the interface of the metal-mold casting.
The homogeneity of the sand grains affects not only the technological properties of the molding sand, but also the behavior of the mass under high temperatures. The effect of the grain sands homogeneity on the behavior of the molding sand under the influence of high temperatures is observed in the case of materials with high thermal expansion, especially quartz sand. Molding sands with sand grains of high uniformity obtain the structure (after densifying) that creates a low leveling effect of the possibility of expansion of the individual particles of the sand grains for thermal expansion of mold sand. Therefore, it is not always advantageous to use very homogeneous quartz sand grains, and sometimes even deliberately use less homogeneous grain sands, that is, one in which the main part of the grains consists of several fractions of particles of different sizes.
The shape of the sand grain particles is also important for the strength of the molding sand due to its significant impact on the specific surface area. This volume is also very important when it comes to the use of binding materials. The consumption will be smaller when the shape of the grains are closer to spherical shape. In carrying out the molds, the links between the matrix and the compaction of molding sands are also measured. The insufficient compacting is observed for the molding sand containing the grains of an angular shape. It can also lead to deterioration of molding sand susceptibility, which can cracks in castings made with alloys with a higher shrinkage.
The value of pH and Acid Demand Value (ADV) are very important especially in the assessment of the quality of the reclaimed sand grains as it affects its applicability in various technologies. Reclaimed matrix should be used in the technology similar to the spent sand origin technology.
The term adhesive means all materials present in the sand, clay and sand molds with a size equal to or less than 0.02 mm. The principle of assessment binder content in the matrix consists of sand washed away from the surface of the particles and then its separation using Stokes formula for the speed of movement of the particles in the liquid:
where:
- v:
-
speed of movement of the particle, m/s
- F:
-
the force applied to the particles, N
- R:
-
radius of the particle, m
- Η:
-
dynamic viscosity of the liquid, N s/m2
- Fs :
-
Stokes force, N
where:
- γ1 :
-
specific gravity of the material particles, N/m3
- γ2 :
-
specific gravity of the liquid, N/m3
Using both designs are:
Evaluation of the content of the binder in the sand grains is particularly important in terms of its use for the preparation of chemically-bonded sand, in which case the binder content in the matrix should be close to 0.
The chemical analysis of sands are carried out to determine whether given in the standards its composition requirements are met. The chemical analysis and determination of the components of mineral sands of silica sand grains includes:
-
silicon dioxide,
-
iron oxide (III),
-
dialuminium trioxide,
-
titanium dioxide,
-
calcium oxide,
-
magnesium oxide,
-
carbonates,
-
clay substances,
-
feldspar.
The entire designation carried out above is made during the evaluation of the deposit and periodically during operation. Current analyses in foundries include the following components: SiO2, Fe2O3, carbonates.
The high temperature of the molten metal requires the use of molding materials of suitable strength to the temperature, meaning, a high fire resistance. Generally the requirements for fire resistance sands and thus molding increases with the increasing temperature of the molten alloy. A small fire resistance value may cause the formation of surface defects such as burn on. It should be noted that the results of the determination of the sintering temperature, do not give a full assessment of the molding material for resistance to the high temperature of the molten alloy. It is connected on the one hand to the operation of additional factors (e.g. the interaction of the metal oxide and the molding material), and on the other with the methods of research, which does not adequately reproduce the conditions existing in the mold.
3.2 Investigations of the Molding Sand Properties, Including Molding Sand with Reclaim
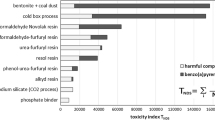
Assessment methods of molding sands, including the molding sands with the reclaim as well as criteria for evaluation of reclaim quality are presented in Table 3.1. The molding sands, due to their nature, are divided into two main groups: the classic molding sands with bentonite and chemically bonded sand, which in turn can be divided into molding sand with an organic binder and an inorganic binder.
The specificity of molding sands with resins, resulting from an organic binder and the nature of its chemical composition, which may affect the quality of castings made from these types of molding sand requires the use of more sophisticated methods of assessing recovered silica sand grains in addition to the standard tests.
The negative impact on the casting surface high-value loss on ignition reclaimed grain sands, as evidenced by its excessive gas evolution ability, is known and described in the literature [2–5], as well as accumulation in the reclaimed sand grains an excessive amount of sulfur and nitrogen, which is the reason for the changes in the microstructure casting surface layer [6–9].
Listed below investigations of molding sands with organic binders with reclaimed matrices belong to the group of important, however still treated as marginal, examinations. These investigations concern assessments of:
-
gas evolution rate of molding sands with the matrix after the recycling process,
-
carcinogenic aromatic hydrocarbons from the BTEX group (benzene, toluene, ethylbenzene, xylene) content in gases generated during thermal decomposition of molding sands with organic resins,
-
determination of sulfur and nitrogen content in molding sands,
-
castings surface quality, including surface defects and porosity.
The AGH—University of Science and Technology conducted research on these issues, using molding sand with furfuryl resin, hardener with p-toluenesulfonic acid (PTSA). Different matrix were used in research: fresh silica sand and reclaims with various purification degrees, characterized by the loss on ignition value.
The molding sand prepared for testing, marked with symbols: sand 1–sand 4, had the following composition:
-
sand grains (fresh silica sand or reclaim)—98.5 % mass,
-
furfuryl resin—1.0 % mass,
-
hardener (p-toluenesulfonic acid)—0.5 % mass.
Granulometric characteristics and loss on ignition of sand grains variants are shown in Table 3.2. The granular analysis of the grain sand was performed by using Analisett22 NanoTec laser apparatus according to the procedure outlined in [2].
It can be noticed, that the loss of ignition of the molding sand with the high-silica matrix after six circulation cycles (sand 4) is nearly three times larger (1.9) than of the molding sand prepared on the fresh sand matrix. Despite the reclamation process, preceding the sand preparation, the matrix itself shows a significant increase of the LOI as the number of circulation cycles increases. This indicates that a spent binder, not removed during the reclamation treatment, is accumulating on grains. The observed effect constituted the justification of undertaking investigations of the molding sands gas evolution rate. The prepared molding sands, to a certain degree, represent other—applied in foundry practice—molding sands with organic binders, in which the reclaimed matrix constitutes either a total or a partial substitute of the fresh silica foundry sand.
3.3 Studies of the Gas Emission from the Molding Sands
Intensive thermal destruction of organic components during casting and large amounts of greenhouse gases emission, posing a threat both to the quality of the casting, as well as for the work safety conditions in the foundry. Endangering factors are:
-
the possibility of the migration of gases to the casting and the deterioration of the quality of its surface,
-
harmful conditions at pouring stations resulting from the chemical composition of the gases, mainly the presence of polycyclic aromatic hydrocarbons or BTEX compounds of the group.
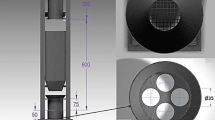
Own research on greenhouse gases were carried out according to the original method developed at the Faculty of Foundry Engineering of the AGH-University of Science and Technology.
Investigations of the amount and kinetics of gases generated in the process of liquid metal pouring were performed for molding sands variants (sand 1–sand 3), which characteristics can be found in Table 3.2. The obtained emissivity pathways as a time function are shown in Fig. 3.1.

The volume of gas emitted by the test weight of molding in the process of casting molten metal. The pouring temperature is 1350 °C
It can be noticed that the most intensive gas evolution occurs directly after pouring the mold with liquid metal. The evolution kinetics presented in Fig. 3.2 allows to state that—under the investigated conditions—the most intensive evolution occurs in the first 90 s after metal pouring. Two peaks of the highest evolution kinetics can be exposed. The first peak is seen directly after pouring shaped elements with liquid metal and the second one approximately 80 s later.

The kinetics of test gases emitted by weight of molding in the process of casting molten metal. The pouring temperature is 1350 °C
The analysis of pathways indicates also that both volume and kinetics of evolving gases depend essentially on LOI of the tested molding sand. The presentation of gas volumes generated by molding sands versus LOI is shown in Fig. 3.3. An application of a molding sand of a higher LOI causes a directly proportional increase of the gas evolution. A similar conclusion can be drawn from the analysis of the maximum values in the curves of the kinetics of the gases emission from the tested samples, also presented in this figure.

The volume and the kinetics of gases generated as a result of flooding fittings made of molding sand studied as a function of the loss on ignition of molding sand
3.4 The BTEX Content in the Exhaust Gases Emitted from the Mold
The gases emitted from the mold after pouring the liquid metal normally consist of compounds that are particularly dangerous, which are aromatic hydrocarbons: benzene, toluene, ethylbenzene and xylene, known as BTEX. At present, the developed standards for emissions from this group are still acceptable for the foundry industry, however attempts are being made to reduce them in the new developed binders.
The study was carried out to determine the content of BTEX compounds emitted from molding sands with furfuryl resins hardened by PTSA. The research was sand 1–sand 3 (Table 3.2), the results of which are shown in Fig. 3.4.

The results of measurement of gas BTEX in the tested molding sands 1–3 with furfuryl resin hardened by p-toluenesulfonic acid
Based on these results it can be concluded that the amount of gases emitted from the BTEX group is greater in the case of molding sands exhibiting a greater LOI. The nature of the change is similar to that found in global greenhouse gases, which allows for the approximate estimation of BTEX emissions based on the knowledge of the loss of ignition of the molding sands. For practical purposes it would be useful to include data on the gas excretion ability and gas BTEX group emission in the catalogs of binders.
3.5 Examination of Sulfur and Nitrogen in Molding Sands
Within the study on the quality of the regenerated sand grains, the examination of sulfur and nitrogen content was conducted in 4 molding sands listed in Table 3.2.
The obtained results presented graphically in Fig. 3.5 confirm the effect of accumulating the sulfur and nitrogen content in molding sands which underwent multiple reclamation treatments. The increase of sulfur and nitrogen content in molding sands analysed versus their LOI is nearly linear. Thus, a determination of the limiting thresholds and allowable content of elements being dangerous for the coatings surface microstructure—justifies the more detailed investigations [6–11].

Results of measurements of sulfur and nitrogen in the investigated molding sands with the furfuryl resin hardened by p-toluenesulfonic acid
3.6 Experimental Casting Surface Quality
3.6.1 Visual Assessment
Molding sands 1–4 were used to produce the wedge forms according to the ASTM A 536-84 standard. The thermal load of the molding sand, expressed as the mass of the cast to the molding sand: mcast:msand = 1:1.6 by weight of the casting equal to 1.7 kg. The average apparent density of the thickened molding sand was about 1,600 kg/m3.
After pouring the molds with liquid spheroidal cast iron of the PN-EN-GJS-500-7 grade, at a pouring temperature of 1400 °C, cooling and casting knocking out, their surfaces quality was analysed. Macroscopic photos of the wedge casting surface cast in molds of self-hardening molding sands with organic resin of various ignition losses are presented in Fig. 3.6.

Area of wedge casts ASTM A 536–84 cast from ductile iron in molds with the molding sands of various loss on ignition: a sand 1; LOI = 1.47 %, b sand 2; LOI = 2.89 %, c sand 3; LOI = 3.86 %, d sand 4; LOI = 4.26 %
It can be noticed that the best (visually assessed) surface quality has the casting made in the mold made of the molding sand 1, prepared on the matrix of the pure high-silica sand. The successive castings have worsening surfaces and are developing blowholes as LOI (characterising indirectly the gas evolution rate) of the applied moding sands increase (see Fig. 3.1).
3.6.2 Rating Casting Surface Geometrical Parameters
The study of geometrical parameters of the surface of castings made using a TalyScan 150 camera, Taylor Hobson using TalyMap Expert software v.2.0.19. The measuring length was 6 mm. Measurement accuracy—10 microns.
The study included the height parameters identified in the research process symbols: Sq, St, Sh, and Sa defined as follows:
- Sq :
-
the rms value of the deviation from the surface of the averaged test surface,
- St :
-
distance between the elevations and depressions on the surface of the line,
- Sz :
-
arithmetic mean of absolute heights of five highest elevations and five deepest cavities of the fracture surface
- Sa :
-
arithmetic mean of the absolute height of the five highest peaks and the five lowest valleys of the fracture surfaces
The taken measurements enabled a three-dimensional image representation of the examined surface (3D) sample cut from the cast wedge cast from ductile iron in the chemically-bound molding sand with a different LOI, as shown in Fig. 3.7a–d.

Three-dimensional images (3D) of the surface of the samples of the casting cast in the mold from molding sand a sand 1, b sand 2, c sand 3, d sand 4
The cumulative list of the determined height parameters for castings made in molds prepared from the investigated molding sands presented in Fig. 3.8, allows to state that the geometrical parameters of the casting surfaces are significantly worsening as sands of an increasing ignition loss are applied. This unfavourable effect can be explained, among others, by changes of the matrix geometrical parameters, which result from the analysis of the average diameters values of high-silica sand grains and reclaims (see Table 3.2). In the case of the matrix reclaimed in the recycling process the grains diameter increases together with its ignition loss, which is related to the accumulation of the spent binder layer on high-silica grains.

Summary of the geometrical parameters of the height Sa, Sq, St, Sh obtained for the cast wedge made according to ASTM A 536–84, made in the molds of the tested types of molding sand
Another reason of such worsening of the surface quality is a higher gas evolution rate of the molding sand. This causes local influencing of the casting surface by the binder thermal decomposition products.
The use of reclaimed matrix in the molding sand preparation process, as a substitute for fresh sand requires the development of assessment methods in terms of the harmful effects stemming from the sand grains to the quality of the castings. The posted findings justify the desirability of periodic checks on the grain sands after recycling for the accumulation of the substances that may pose a potential threat to the quality of the casting.
The presented techniques of assessing molding sands on matrices, which underwent recycling processes in multicyclic pathways, introduce new elements into the matrix qualification as a substitute of high-silica sands. Broadening of conventional methods of the matrix quality assessment is especially useful, when obtaining the molding sands of optimal—from the point of view of utilising the reclaim and the casting quality—technological parameters at simultaneous fulfilment conditions related to the environment protection, is aimed.
References
Lewandowski JL (1997) Materials for foundry molds. Akapit, Kraków (in Polish)
Dańko R, Holtzer M (2010) Moulding sands grain size investigations by means of the laser method of measurement. Arch Metall Mater Sci 55(3):787–794
Dańko J, Dańko R, Łucarz M (2007) Processes and devices for reclamation of used moulding sands. Monography. Akapit, Krakow (in Polish)
Dańko J, Holtzer M, Dańko R (2010) Problems of scientific and development research concerning the reclamation of used foundry sands. Arch Foundry Eng 10(4):29–34
Dańko R (2013) Assessment method of overheating degree of a spent moulding sand with organic binder, after the casting process. Arch Foundry Eng 13(2):11–16
Riposan I, Chisamera M, Stan S, Skaland T (2006) Factors influencing the surface graphite degeneration in ductile iron castings in resin mold technology. In: Proceedings of the 8th international symposium on the science and processing of cast iron, Beijing, China
Torrance JW, Stefanescu DM (2004) Investigation on the effect of surface roughness on the static mechanical properties of thin-wall ductile iron castings. AFS Trans 112:757–772
Boonmee S, Stefanescu DM (2013) Effect of casting skin on the fatigue properties of CG iron, Int J Metalcast, 15–26
Boonmee S, Stefanescu DM (2012) The mechanism of formation of casting skin and its effect on tensile properties. Foundry Trade J Int 186:225–228
Stefanescu DM, Wills S, Massone J (2009) Quantification of casting skin in ductile and compacted graphite irons and its effect on tensile properties. AFS Trans 09–12:587–606
Dańko R, Holtzer M, Górny M, Żymankowska-Kumon S (2014) Effect of the quality of furan moulding sand on the skin layer of ductile iron castings. ISIJ Int 4(6):1288–1293
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2015 The Author(s)
About this chapter
Cite this chapter
Dańko, R. (2015). Methods of the Mold Sands Quality Assessment. In: Microstructure and Properties of Ductile Iron and Compacted Graphite Iron Castings. SpringerBriefs in Materials. Springer, Cham. https://doi.org/10.1007/978-3-319-14583-9_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-14583-9_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-14582-2
Online ISBN: 978-3-319-14583-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)