
Abstract
In foundry practice and more specifically in sand casting, the filling and solidification processes depend on the thermophysical properties of the mould, such as thermal conductivity, thermal diffusivity and heat capacity. These properties depend strongly on the characteristics of the sand and are difficult to measure. In addition, numerical simulation in foundry, requiring the knowledge of these properties, in particular their variability in production, allows to predict casting defects and thus to avoid them, which makes it possible to reduce the percentage of reject. In order to understand the behaviour of foundry mould mixtures, a good knowledge of these properties is necessary. So in this study, a thermophysical characterization of two types of moulding sand was carried out using the transient hot bridge (THB) method: The green sand is used for the mould and the resin bonded sand is used for the core. The analysis of the variation of the thermal properties of the green sand has shown that these properties are very sensible of the variation of the density and the compression pressure. Comparing the two mixtures of sand, the green sand has higher thermal properties than the resin bonded sand because of the high quantity of the clay.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The thermal conductivity of moulding sand is particularly important for the cooling rate of casting. In addition to other factors (e.g. melt cleaning, degassing, grain refining, feeding technology), the cooling rate has a great influence on the microstructure obtained. In general, higher cooling rates generate fine grains, small secondary dendrite arms in the microstructure and thus improve, which in turn cause superior mechanical properties. On the other hand, today the design of casting technology uses numerical simulation of the solidification process which requires knowledge of several thermophysical parameters of the mould (Shohan and Sufian 2017) such as thermal diffusivity, heat capacity, thermal conductivity and density. All these parameters depend on several factors such as the compaction pressure and the density of the sand mould that affect the green sand process (Guharaja et al. 2006). Unfortunately, these relationships are unknown in most cases, so there is a need to establish the dependencies between these parameters (Cast Metal Coalition 1998) as well as a need to perform a comparison between experimental results and numerical calculations of solidification and filling processes. Several methods have been used for thermal characterization of insulating material: needle probe (Jannot et al. 2021), Transient hot bridge THB (Hammerschmidt and Meier 2006; Mzali and Meier 2010; Faouel et al. 2012), etc. Since the THB method has given good results (Mzali and Meier 2010), therefore in this study, thermophysical characterization of green sand and resin bonded sand was carried out using the last method. For the green sand, the variation of the thermal properties as a function of density and compression pressure were analyzed.
2 Material and Methods
2.1 Sample Preparation
In this study, two types of moulding sand were characterized: Green sand (used for the mould) and resin bonded sand (used for the core). The compositions of the two types of sand are detailed in Table 1.
Hand mixing was used throughout this step. Then, Samples with dimensions 110 * 60 * 20 mm3 were manufactured using a mould specified for this type of sample. A manual hydraulic press machine was used for the green sand samples production. The compaction pressure varies from 3.5 bar to 17.5 bar at ambient temperature.
2.2 Experimental Setup
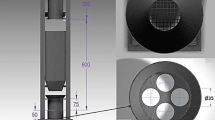
The experiment is based on a thermoelectrical sensor inserted between two identical samples and connected to a current source and an acquisition card which is connected to a microcomputer to record the data using the Benchlink Data Logger software (Fig. 1.a). The THB sensor is composed of a nickel sheet of a 7.5 µm thick cute as a circuit that is composed of four parallel tandem strips (Fig. 1.b). Two of them are in the centre (distant from D1) and the other two are on either side of the end of the sensor (distant from D2). Each strip is considered an electrical resistor. The equivalent circuit consisting of the eight strips forms a Wheatstone weight of equal resistances. This nickel sheet is inserted between two sheets of Kapton with a total dimension of 120 * 60 * 0.055 mm3. The passage of an electrical current allows the resistors to create a temperature difference between the center and the outside of the sample. This makes the weight unbalanced and an output voltage is measured allowing the determination of the thermal diffusivity and thermal conductivity of the sample.

a) Experiment setup, b) THB sensor
2.3 Analytical Model
The temperature difference created between the center and the outside of the sample is experimented with:
where Tinn is the temperature rise on the inner strip (K) and Tout is temperature rise on the outer strip (K).
The temperature variation between the inner and outer strips is the sum of the temperature variation of the same strips.
where Di is the strip width (m). i={1, 2, 3, 4}
The temperature difference is then (Hammerschmidt and Meier 2006):
The signal of the THB is proportional to ΔT (Mzali and Meier 2010):
where:
Us is the the sensor output signal (V)
Reff is the effective sensor electrical resistance (Ω)
IB is the sensor current (A)
α is the temperature coefficient of electrical resistance (K−1).
The analytical method is based on slope evolution as a function of time.
The expression of the slope (mi) can be written by:
where:
λ is the thermal conductivity of the sample (W m−1 K−1)
q is the linear heat flow density (W m−1)
The maximal slope is detected at t = tmax:
where
From Eq. (7), we can identify the thermal conductivity:
where
where Leff is the effective strip length (m).
From Eq. 5 the thermal conductivity is then expressed by:
By combining the thermal and electrical models, the output voltage is then calculated by (Mzali and Meier 2010).
The identification of the thermal diffusivity is based on the instantaneous slope mi and not influenced by the thermal contact between the sensor and the sample. Indeed, from the expression of the dimensionless slope (Eq. 8) and by cancelling the term in D1 when t tends towards infinity, we obtain the expression of the instantaneous thermal diffusivity:
The thermal diffusivity is then the average of the least values beginning with the maximum value (ti > tmax) of the slope.
3 Results and Discussion
3.1 Particle Size Analysis
The granulometric analysis was carried out on the dried silica sand, of mass 500 g, poured on a series of sieves nested one on the other, whose diameter of meshs are increasing from the bottom of the column to the top. The classification of grains is obtained by the vibration of the column of sieves for 10 min. The partial refusal of a sieve is the mass of the remaining sand in the sieve. The result of this test is shown in Table 2 and Fig. 2.

Granulometric analysis
Mf = 54. Then the fineness index of this silica sand corresponds to requirements of foundry sand and especially for aluminiu casting (PERRIER and JACOB) with \(50 < M_{{\varvec{f}}} < 150\)
3.2 Identification of Thermophysical Properties
Thermal characterization tests were carried out on green sand and resin bonded sand samples. The THB sensor, through which a current IB = 400 mA is made to flow, is inserted between two identical samples (Fig. 3) and thus generated by a time-dependent tension Us with a time step Δt equal to 100 ms (Table 3).

THB sensor inserted between two green sand samples

Variation of thermal conductivity (a), thermal diffusivity(b), and heat capacity(c) as a function of density
Figure 4 a, b and c present respectively the variation of the thermal conductivity, thermal diffusivity and the heat capacity as a function of density. For a variation of 13% of the density, a significant variation in thermal conductivity of 20%, the thermal diffusivity of 50% and the heat capacity of 30% is observed.
The thermal conductivity and the thermal diffusivity are proportional to the variation of the density which is proportional to the compaction. This is related to the fact that compaction multiplies the contacts between particles and thus favors solid conduction. The compaction pressure leads to an increase in density. So it is reasonable to assume that progressive compression of the relatively small spherical particles of silica powders will reduce the particle gap. The pores represent an insulating medium for the passage of heat between particles. The compaction pressure may also lead to an increase in the average number of contacts between the particles and thus an increase in the thermal conduction in the solid matrix. The heat capacity is inverse proportional to the density, this means that a denser object requires more energy to be heated (Oktay et al. 2015). The density of the resin bonded sand is close to that of the green sand for P = 3.4bar with a low difference of 3.9%. However, the thermal conductivity is low by 65% and the thermal diffusivity is also low by 49%. This is explained by the clay content for the green sand is higher than for the resin-bonded sand which acts as a conductor and compensates for the space between the grains.
4 Conclusion
This study illustrates how the thermal properties of green sand samples vary with compaction load and then with density variation. An increase of the thermal conductivity and diffusivity on all the samples, the more important the material is dense. This is due to the decrease in porosity with compaction and the grain-to-grain contact strengths. It is reasonable to assume that progressive compression of the relatively small spherical particles of silica powders will reduce the particle gap. The compaction pressure also leads to an increase in the average number of contacts between the particles and thus an increase in the thermal conduction in the solid matrix. The heat capacity is inversely proportional to the density. The thermal properties of the resin bonded sand are lower than the green sand despite the close density and it is explained by the difference in the clay content. As a continuation of this study, we aim to study the variation of these parameters as a function of mechanical properties and temperature.
References
Cast Metal Coalition: Metalcasting Industry Technology Roadmap, vol. 72 (1998)
Faouel, J., Mzali, F., Jemni, A., Ben, N.S.: Thermal conductivity and thermal diffusivity measurements of wood in the three anatomic directions using the transient hot-bridge method. Spec. Top Rev. Porous Media 3, 229–237 (2012). https://doi.org/10.1615/SpecialTopicsRevPorousMedia.v3.i3.50
Guharaja, S., Noorul Haq, A., Karuppannan, K.M.: Optimization of green sand casting process parameters by using Taguchi’s method. Int. J. Adv. Manuf. Technol. 30, 1040–1048 (2006). https://doi.org/10.1007/s00170-005-0146-2
Hammerschmidt, U., Meier, V.: New transient hot-bridge sensor to measure thermal conductivity, thermal diffusivity, and volumetric specific heat. Int. J. Thermophys. 27, 840–865 (2006). https://doi.org/10.1007/s10765-006-0061-2
Jannot, Y., Khalifa, D., Penazzi, L., Degiovanni, A.: Thermal conductivity measurement of insulating materials up to 1000 °C with a needle probe. Rev. Sci. Instrum. 92, 64903 (2021). https://doi.org/10.1063/5.0050000
Mzali, F., Meier, V.: Measurement of temperature-dependent thermal conductivity of moist bricks using the Transient Hot-Bridge sensor. Spec. Top Rev. Porous Media 1, 87–94 (2010)
Oktay, H., Yumrutas, R., Akpolat, A.: Mechanical and thermophysical properties of lightweight aggregate concretes. Constr. Build. Mater. 96, 217–225 (2015). https://doi.org/10.1016/j.conbuildmat.2015.08.015
Perrier, J.-J., Jacob, S.: Moulage des alliages d’aluminium Moules permanents. In: Techniques de l’ingénieur, pp. 1–24 (2013)
Shohan, S., Sufian, F.: Analysis and Reduction of Casting Defects in Green Sand Casting Using Taguchi Method and Solidcast Simulation Technique (2017)
Acknowledgements
This project is carried out under the MOBIDOC scheme, funded by the EU through the EMORI program and managed by the ANPR.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Khalifa, D., Mzali, F. (2023). Thermophysical Characterization of Moulding Sands Using THB Method. In: Walha, L., et al. Design and Modeling of Mechanical Systems - V. CMSM 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-14615-2_82
Download citation
DOI: https://doi.org/10.1007/978-3-031-14615-2_82
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-14614-5
Online ISBN: 978-3-031-14615-2
eBook Packages: EngineeringEngineering (R0)