
Abstract
Filler-reinforced vulcanized rubber and its blends are frequently used for engineering applications for over a century. Traditional applications include tires, seals, bushings, and engine mounts. The rubbers for tire manufacturing must have high elasticity and frictional properties as well as the high load bearing capacity. Conforming to these needs, rubbers are vulcanized by various materials such as sulphur, carbon black, accelerators, and retardants in different conditions. The reactivity of sulphur vulcanization and physical properties of the final product are affected by the chemical structure, molecular weight, and conformation of the base elastomers. The aim of this study is to investigate the influence of accelerator-vulcanizing agent system and the vulcanization temperature on the mechanical and aging properties of vulcanizates based on Natural rubber/Polybutadiene rubber (NR/BR) compounds. This preliminary study will allow optimizing the composition for improving the mechanical properties and understanding the damage behavior.
NR/BR based composites with different vulcanization temperatures and curing systems were characterized. The mechanical properties investigated were tensile strength, elongation at break, tensile modulus at 100 % (M100) and at 300 % (M300) deformation. Hardness (Shore A) and molecular mass of the samples were also determined. Scanning electron microscopy was used to study the microstructure of the fracture surfaces.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
18.1 Introduction
Filler-reinforced vulcanized rubber and its blends are frequently-used for engineering applications for over a century [1]. Traditional applications include tires, seals, bushings, and engine mounts. The rubbers for tire manufacturing must have high elasticity and frictional properties as well as high load bearing capacity. Conforming to these needs, rubbers are vulcanized by various materials such as sulphur, carbon black, accelerators, and retardants in different conditions. The reactivity of sulphur vulcanization and physical properties of the final product are affected by the chemical structure, molecular weight, and conformation of the base elastomers [2].
The sulphur vulcanization with unsaturated rubbers occurs through complicated radical substitution in the form of mono-, di-, or polysulphide bridges and sulphur containing intracyclization of the polymer molecules. The cross-link density and distribution affect the physical properties and stability of rubber on aging. They depend not only on type and ratio of accelerator to sulphur, but also on the reaction temperature and time [3]. The vulcanization rate of rubber is closely related to the productivity of tire manufacture, and it is desirable to increase the rate by raising temperature. However, at higher temperature, the sulphur cross-links are less effective and the physical properties are sacrificed due to dissociation of sulphur bonds and rubber chains [4]. The vulcanization reactivity may be controlled by additional amounts of sulphur and accelerator instead of increasing temperature. Although the addition of sulphur increases cross-link density and ratio of polysulphide linkage, it may decrease the stability, especially on aging [5].
By increasing the accelerators, the effectiveness of sulphur vulcanization with mono- and disulphide linkage is improved to give stability on aging, but dynamic properties may degrade [6]. The optimum conditions must be chosen to obtain the best properties for products and productivity. For this reason the aim of this study is to investigate the influence of accelerator-vulcanizing agent system and the vulcanization temperature on the mechanical and aging properties of vulcanizates based on Natural rubber/Polybutadiene rubber (NR/BR) compounds.
The present study will allow optimizing the composition for improving the mechanical properties and understanding the damage behavior. NR/BR based composites with different vulcanization temperatures and curing systems were characterized with respect to their curing characteristics (for 140 and 160 °C) and mechanical properties. The cure characteristics of the rubber compounds were studied by using the Monsanto MDR 2000 rheometer. The mechanical properties investigated were tensile strength, elongation at break, tensile modulus at 100 % (M100) and at 300 % (M300) deformation. The hardness (Shore A) and molecular mass of the samples were also determined. Scanning electron microscopy was used to study the microstructure of the fracture surfaces. In this paper partial results of the applied project supported by French-Bulgarian research cooperation are presented. The exact composition of the blends used in this study is proprietary, hence will not be discussed in this paper.
18.2 Experimental Conditions
The two compounds were mixed in laboratory using two rolling mixer. The moulding conditions were determined from torque data using moving die rheometer MDR 2000 (Alpha Technologies) for temperatures 140 and 160 °C. At the end, four compounds (A, B, C, D) based on sulphur vulcanized.
Natural rubber/Polybutadiene rubber blends were prepared containing certain fillers and/or reinforcements in order to investigate their deformation behaviour. Two ratios of accelerator to sulphur were used for preparation of the compounds also known as conventional vulcanization system (CV), where the quantity of sulphur is more and efficient vulcanization system (EV), where the quantity of accelerator is more. Compounds A and B are vulcanized using conventional vulcanization system (CV) and vulcanization temperatures 140 °C and 160 °C respectively. Compounds C and D are vulcanized using efficient vulcanization system (EV) respectively at 140 °C and 160 °C.
Cured sheets were prepared by compression moulding. The moulding took place at 140 and 160 °C and pressure 100 kg/cm2. The behaviour of these compounds in detrimental environmental conditions was tested by means of swelling experiments that all of the swelling tests were carried out with the molded samples soaking them in toluene at room temperature. After these tests, the crosslink densities for each compound were calculated according to the molecular mass between two crosslinks. All of the crosslink densities were calculated according to Fory–Rehner relation [7]:
where Mc is the molecular mass between crosslinks; ρ is the Density of the rubber; V0 is the molar volume of the solvent; Vr is the volume fraction of the swollen rubber; μ is the interaction parameter between the rubber sample and the solvent; ν is the Crosslink density.
The nominal thickness of the sheets was set at 2 mm. The measurements of mechanical properties before and after aging were carried out in accordance with ASTM D 412aε2 (2010). The aging test was performed in air flow oven at 70 °C for 21 days. Second type of aging was performed in ultraviolet box for 21 days. The samples were cut from the moulded sheets in dumbbell shape. The sample length and thickness were measured. Tensile tests were performed on an Instron (model 4507). A minimum of three specimens was tested for each compound. Testing was done at room temperature with a cross head speed of 500 mm/min–1.
Hardness values (Shore A) were measured according to the standard ASTM D 2240-05 (2010). Dynamic Mechanical Thermal Analysis (DMTA) was carried out on the Dynamic Mechanical Analyzer MK III system (Rheometric Scientific). As a mode of deformation, single cantilever bending was used at a heating rate of 2 °C/min, a frequency of 5 Hz and deformation 64 μm in temperature range from –80 to 80 °C.
CSM Micro Indentation Tester with a Vickers diamond indenter was used. Nine tests were performed for each composition and then averaged. The samples’ thickness was approximately 2 mm. The maximum indentation load (Fmax) was 250 mN, the rate for loading–unloading was 500 mN/min. The load was held at maximum for 50 s. The indentation hardness (HIT) was determined by using the Oliver and Pharr method.
18.3 Results and Discussion
18.3.1 Vulcanization Characteristics
The rheometer, a convenient instrument to evaluate the effects of carbon black–rubber interactions on rate of cure and cross-linking, was employed for the purpose of characterizing critical parameters related to the vulcanization process. Table 18.1 shows the vulcanization characteristics of the four compounds used in this study.
The minimum torque (ML) in a rheograph measures the viscosity of the vulcanizates, and the maximum torque (MH) is generally correlated with the stiffness and crosslink density. It is well known that the difference between maximum (MH) and minimum (ML) torque is a rough measure of the crosslink density of the samples and usually known as ΔM. From the table it is noticed that the highest value of ΔM is for compound A. Hence the crosslink density is larger for compound “A” compared with the other three compounds. This is also confirmed by the results for the crosslink density obtained by the equilibrium swelling (Fig. 18.1). The highest crosslink density is registered for compound “A”. But the carbon black particles whose surfaces are covered by entangled rubber chains can be considered as physical crosslinks. The physical crosslinking hinders the mobility of rubber chains and restrains the deformation of rubber therefore increases the torque. However, swelling cannot detect the type of the crosslinks although the high maximum torque for compound “A” can be considered also as a sign for higher number of physical crosslinks.

Crosslink density determined by swelling
The scorch time (Ts2) is the time required for the minimum torque value to increase by two units and measures the premature vulcanization of the material. What makes an impression is that the CV system exhibited shorter Ts2 values than the EV therefore more crosslinks are formed in shorter time.
These results are expected because the greater quantity of the accelerator (in compounds “C” and “D”) should provide higher values for Ts2. It is possible this anomaly to be due to the nature of sulphenamide class accelerators (delayed action in the beginning of vulcanization) and on the other hand the higher content of sulfur in compound “A” and “B”. But the overall rate (V) of vulcanization is slightly in favour of the compound cured with EV.
18.3.2 Mechanical Properties Before Aging
Tensile properties are commonly used to measure the degradation behavior of elastomers. Fig. 18.2 illustrates the typical stress–strain curves of compounds A, B, C and D.

Stress–strain curve for (a) compound A, (b) compound B, (c) compound C, and (d) compound D
As shown in Fig. 18.3a, b all compounds show similar values of modulus at 100 % (M100) and modulus at 300 % (M300) deformation. Although the compounds vulcanized with CV (A and B) give slightly better results than those vulcanized with EV (D and C). These results are showing that compounds D and C poses better stiffness in low deformation than the other two. This is probably due to the different nature of the network structure obtained during vulcanization. The higher number of mono-sulphidic and C–C bonds, typical for EV, are characterized with higher strength especially under low deformation explains this phenomenon. Obviously the temperature of vulcanization does not affect significantly on M100 and M300.

Comparison of (a) M100, (b) M300, (c) tensile strength, (d) elongation at break for compounds A, B, C, D in normal and aging conditions
On the other hand the tendency is not the same for tensile strength (Fig. 18.3c) and the elongation at break (Fig. 18.3d). The higher values are for the compound vulcanized with CV. All compounds have the ability to exhibit crystallization under stress thanks to NR but according to literature the superior number of di- and poly- sulphidic linkages (result from CV) improves the elasticity of the compound which explains the higher values of elongation at break. In addition CV gives more homogeneous structure which plays positive role for the strength of vulcanizates. Once more the temperature of vulcanization does not play significant role for the tensile strength and elongation at break.
18.3.3 Mechanical Properties After Aging
The mechanical properties of the compounds after aging are also investigated. In Fig. 18.2 the stress–strain curves before and after 21 days aging (in air oven and under UV light) are compared. It can be seen that UV light does not affect significantly the mechanical properties of the studied compounds. The same relation is observed for M100, M300, tensile strength and elongation at break.
These results can be explained with the ability of rubber compound to form additional crosslinks under the influence of temperature and UV light. Although the overcrosslinking makes the vulcanizate brittle and reduces its elasticity apparently the period of exposure was not sufficient to create overcrosslinked vulcanizates. Probably the number of crosslinks created during UV aging compensates the number of the chains destroyed by aging. The thermal aging however (21days in air oven at 70 °C) causes more severe damage on the studied compounds. Under low level of deformation (100 %) thermal aging has positive effect.
At this stage, crosslink scissions and the formation of new crosslinks into the networks affected these properties. But under high stress and deformation the process of destruction of the crosslinks is much more significant and leads to failure of the specimen.
Concerning the type of vulcanization system the values of all mechanical properties shown in Fig. 18.3 of the four studied compounds (A, B, C, and D) presenting the resistance to UV aging are similar. The CV system vulcanizates (C and D) has a high content of polysulphide linkages with low bond strength. By contrast, monosulphide linkages have relatively strong bond strength and are dominant in the EV system vulcanizates [8]. As a result, the CV system exhibits a weaker thermal aging resistance than polysulphide crosslinks. For all compounds the extended period of heating, the excessive main chain scission and/or modification resulted in a reduced tendency to crystallize at high elongation. It is observed that the effect of the temperature of vulcanization is not significant for aging resistance.
18.3.4 Hardness-Shore “A” Test Evaluation
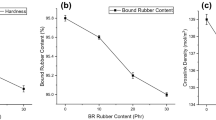
The hardness (Shore A) is presented in Fig. 18.4. The hardness is relatively high for NR compound but this is probably due to the presence of BR in the mixture. The results do not show any dependence on the vulcanization system or vulcanization temperature. For most of the compounds UV and thermal aging leads to reduction in the hardness values. However there is almost no difference between the effect of UV aging and thermal aging although it was observed one for the mechanical properties.

Comparison hardness (Shore A) for compounds A, B, C, D in normal and aging conditions
18.3.5 Dynamic Mechanical Thermal Analysis (DMTA)
The dependences of storage modulus (E′) and dynamic mechanical loss angle tangent (Tan Delta) on the temperature of vulcanization and vulcanization system were studied in the temperature interval from −80 to +80 °C.
As shown in Fig. 18.5, in the range of −80 to −40 °C there are no considerable changes that occurred in the storage modulus (E′). There is a slight difference of the maximum values among compounds B, C and D. What makes an impression is that the maximum of storage modulus for compound A is considerably lower compared to the other three compounds. The decrease of storage modulus (E′) with the increasing temperature, in other words, the transition from the glassy to the high elastic state occurs at about −49 °C. In the interval from –40 to 80 °C, when the vulcanizates are in high elastic state, the increase in storage modulus (E′) can be related to the limited mobility of rubber molecules, being immobilized by the carbon black surface. According to [9], this effect may be used as a measure of the filler reinforcing activity, because the greater reinforcing activity of the filler, the lesser the mobility and the higher storage modulus (E′) values are. All the curves presented for (E′) in Fig. 18.5 are similar meaning the reinforcing effect of the filler is the same for all four compounds.

Storage modulus and Tan Delta as a function of the temperature (a) compound A, (b) compound B, (c) compound C, (d) compound D
The loss factor of rubber materials is related to the energy lost due to energy dissipation as heat under an oscillating force.
The mechanical loss angle tangent is the ratio between the dynamic loss modulus (E″) and the dynamic storage modulus (E′) (Tan Delta = E″/E′). It represents naturally the macromolecules mobility of the chains and polymers phase transitions [10–15].
It is accepted that the higher the Tan Delta is the greater the mechanical losses; these losses are related to high energy input required for the motion of the molecular chains of the polymer as the transition is being approached [16–22]. The position of the tan delta peak in the loss factor versus temperature curve can be used to identify the Tg of the rubber materials.
It is observed that Tg of the studied compounds does not change considerably (within the limits of 2–3 °C). The intensity of the peak is also similar. Obviously the vulcanization system and vulcanization temperature does not play role in this particular case. This is not in accordance with our previous results, where only the temperature does not play a role for tan delta and storage modulus. The results for tan delta suggest that despite the difference in crosslink density and the different vulcanization mechanism the interactions rubber–rubber and rubber–filler are similar for all the compounds.
18.3.6 Microindentation Analysis
The micro indentation test has become a popular technique due to its simplicity and to the fact that it provides valuable information about the morphology and mechanical properties of polymeric materials. Additionally, the indentation method has been successfully employed to investigate the glass transition temperature of polymers [23]. In a special study, micro indentation has emerged as a promising tool for micromechanical and microstructural investigation of polymer blends [24, 25]. First of all, micro indentation differs from classical measurement of hardness, where the impressions are generated and then imaged with a microscope. In a micro indentation test load and associated penetration depths are recorded simultaneously during both loading and unloading, producing a force–displacement diagram as shown schematically in Fig. 18.6a.

(a) Schematic representation of the force–depth curve for micro indentation procedure and (b) comparison of indentation hardness for compounds A, B, C, D in normal and aging conditions
The viscoelastic properties of polymers are markedly dependent on the type of crosslinks and the degree of crosslinking. Crosslinking can raise the glass-transition temperature (Tg) of a polymer by introducing constraints on the molecular motions of the chain.
Low degrees of crosslinking in normal vulcanized rubbers act in a similar way to entanglements and raise the Tg only slightly above that of the crosslinked polymer. The effect of crosslinking is the most important and best understood in elastomers. Sulphur crosslinking of NR produces a variety of crosslinking types and crosslink lengths [25–32].
It is well known that polysulfide linkages predominate with conventional sulphur vulcanization system whereas mono-sulfide and disulfide crosslinks are formed with an efficient vulcanization system, which has a higher accelerator/sulphur ratio. Sulphur also introduces main chain modifications either in the form of pendant groups or as cyclic sulfide linkages that have a large influence on the viscoelastic properties [26–34].
Networks containing high proportions of polysulfide crosslinks display different mechanical properties from those containing mono-sulfides crosslinks. It is shown in the literature that the increase in the accelerator level only resulted in small changes of the Tg and that the rubbery tensile modulus was dependent on the crosslink density but almost independent of the crosslink type [25–31].
Normal and aged (air flowing and UV) specimens of the elastomer based composites manufactured were tested by micro indentation device and their hardness and viscoelastic responses were compared Fig. 18.6b shows the comparison of indentation hardness for compounds A, B, C, D in normal and aging conditions (air flowing and UV).
Figure 18.7 shows microindentation depth at maximum load as a function of time for the compounds “A”, “B”, “C” and “D” respectively under normal and aging conditions. It is revealed that samples with compound “C” have a higher viscoelastic deformation in normal conditions than the corresponding samples with compounds “A”, “B” and “D” due to improved chain mobility (moderately due to subdivision) and allow more relaxation after loading.

Comparison of microindentation depth at maximum load as a function of time (a) compound A, (b) compound B, (c) compound C and (d) compound D
In the same way, air flowing (thermal) aging condition influences very strongly the structure of the compounds “A” and “B” and interesting results were observed in case of aging effect by UV on the compounds of “C” and “D” as indicated in Fig. 18.7c, d. All of these results will be used for modelling the viscoelastic behaviour of the elastomeric composites that will be presented in an upcoming paper.
18.3.7 Damage and Fracture Surface Analysis by Means of Scanning Electron Microscopy
As well indicated in the former sections, fracture surfaces analysis of tensile specimens observed by means of the Scanning Electron Microscopy (SEM) should give more realistic information to understand the damage behaviour of these four compounds. Because these observations show that the fracture energy and stability are exceedingly reliant on the composition and morphology of these new elastomeric composites.
Fracture surfaces are shown in Fig. 18.8a–c as low and high magnification. In reality, elastomeric composites do not exhibit the same fracture type as metallic materials. At high magnifications, it is always possible to see tearing deformation lines in films and deformed fibrils, occasionally one may see on each specimen. Elliptical cap, steps and striped patterns can also be observed. These microstructures that are located in narrow stressed layers of the fracture surface give obvious information about the initiation peak and propagation and fracture directions. Typically, these entire compounds show similar crack initiation zone called “cavitations” very similar to the “fish eye formation”. It means that the failure initiates from a particle (“EDS” analysis gives basically a small metallic and/or metallic oxide such as Zn) and propagates around these particles by forming a circle shape after that, at the final stage, a catastrophic failure occurs very rapidly by showing regular tearing lines at the fracture surface (very similar to the failure bands due to the tearing crossing over heterogeneities).


Typical Scanning Electron Microscopy (SEM) fracture surface images, at low and high magnifications (a–c): (a) compound “A”, compound “B, compound “C” and compound “D”, (b) compound “C”, cartography (left column) and tongue formation at the fracture surface (right column), (c) compound “B” after thermal-airflow aging (left column) and compound “D” after thermal-airflow aging (right)
Typical tongue formation at the fracture surfaces were observed in entire compounds (an example is given here Fig. 18.8b with cartography of the compound “C”. This phenomenon is due to the behaviour of the natural rubber during the deformation. This behaviour can be observed very often in entire compounds from elastomeric composites. Similar results carried out on the four compounds designed here can be found in the literature [6, 7, 13].
18.4 Conclusion
In the frame of the common research project going on, the processing, mechanical and viscoelastic parameters of new elastomeric composites containing basically the mixture of NR-BR vulcanizates with different addition-reinforcements have been studied and basic results were discussed in comparison of the compounds each other. Essentially, swelling test is a very interesting evaluation way for these compounds, giving detailed information about crosslinking density. The physical crosslinking hinders the mobility of rubber chains and restrains the deformation of rubber therefore increases the torque.
Fracture surfaces carried out by SEM analysis show similar crack initiation zone called “cavitations” very similar to the “fish eye formation”. It means that the failure initiates from a particle and propagates around these particles by forming a circle shape after that, at the final stage, a catastrophic failure occurs and regular tearing lines are observed at the fracture surface. Typical tongue formation at the fracture surfaces were observed in entire compounds due to the natural rubber behaviour. All of this comprehensive study gives the same tendency among the two basic mixtures. Based on the processing, mechanical characteristics and viscoelastic behaviour, optimum composition between four compounds studied here, optimistic choice can be classified different properties for different industrial applications that will be useful to make a detail suggestion after final results of the research project that is going on.
References
Morawetz H (2000) History of rubber research. Rubber Chem Technol 73:405–426
Smith FB (1961) Response of elastomers to high temperature cure. Rubber Chem Technol 34:571–585
Nasiar M, Teh GK (1988) The effect of various types of cross-links on the physical properties of natural rubber. Eur Polym J 24:733–736
Bhowmick AK, Mukhopadhyay R, De SK (1979) High temperature vulcanization of elastomers. Rubber Chem Technol 52:725–734
Studebaker ML, Beatty JR (1972) The oxidative hardening of SBR. Rubber Chem Technol 45:450–466
Bayraktar E, Bessri K, Bathias C (2008) Deformation behaviour of elastomeric matrix composites under static loading conditions. Eng Fract Mech 75(9):695–706
Luong R, Isac N, Bayraktar E (2007) Damage initiation mechanisms of rubber. J Arch Mater Sci Eng 28(1):19–26
Morrison NJ (1984) The reaction of cross-link precursors in natural rubber. Rubber Chem Technol 57:86–96
Zaper AM, Koeing JL (1987) Solid state C-13 NMR studies of vulcanized elastomers, accelerated sulphur vulcanization of natural rubber. Rubber Chem Technol 60:278–297
Gonzalez L, Rodriguez A, Valentin JL, Marcos-Fernandez A, Posadas P, Kunstst KG (2005) Conventional and efficient crosslinking of natural rubber. Kaut Gummi Kunstst 58:638–643
Bessri JK, Montembault F, Bayraktar E, Bathias C (2010) Understanding of mechanical behaviour and damage mechanism in elastomers using X-ray computed tomography at several scales. Int J Tomogr Stat 14:29–40
Ramier C, Gauthier L, Chazeau L, Stelandre L, Guy L (2007) Payne effect in silica-filled styrene–butadiene rubber: influence of surface treatment. J Polym Sci B 45(3):286–298
Bayraktar E, Isac N, Bessri K, Bathias C (2008) Damage mechanisms in natural (NR) and synthetic rubber (SBR): nucleation, growth and instability of the cavitations. Int J Fatigue Fract Struct Mater 31(1):1–13
Zulkifli R, Fatt LK, Azhari CH, Sahari J (2002) Interlaminar fracture properties of fibre reinforced natural rubber/polypropylene composites. J Mater Process Technol 128(1–3):33–37
Brydson JA (1988) Natural rubber in: rubber materials and their compounds. Elsevier Science, New York
Botelho DS, Bayraktar E (2009) Experimental and numerical study of damage initiation mechanism in elastomeric composites—double cantilever beam specimens-DCB. J Achiev Mater Manuf Eng 36(1):65–71
Varghese S, Karger - Kocsis J, Gatos KG (2003) Melt compounded epoxidized of natural rubber/layered silicate nanocomposites; structure–properties relationships. Polymer 44(14):3977–3983
Botelho DS, Isac N, Bayraktar E (2007) Modeling of damage initiation mechanism in rubber sheet composites under the static loading. Int J Achiev Mater Manuf Eng 22(2):55–59
Sombatsompop N (1999) Dynamic mechanical properties of SBR and EPDM vulcanizates filled with cryogenically pulverized flexible polyurethane foam particles. J Appl Polym Sci 74(5):1129–1140
Bayraktar E, Antholovich S, Bathias C (2006) Multiscale observation of fatigue behaviour of elastomeric matrix and metal matrix composites by X-ray tomography. Int J Fatigue 28:1322–1333
Al-Hartomy OA, Al-Ghamdi A, Dishovsky N, Ivanov M, Mihaylov M, El-Tantawy F (2011) Influence of carbon black structure and specific surface area on the mechanical and dielectric properties of filled rubber composites. Int J Polym Sci ID521985:1–8
Zaimova D, Bayraktar E, Dishovsky N (2011) State of cure evaluation by different experimental methods in thick rubber parts. J Achiev Mater Manuf Eng 44(2):161–167
Hamed GR, Al-Sheneper AA (2003) Effect of carbon black concentration on cut growth in NR vulcanizates. Rubber Chem Technol 76:436
Kohl JG, Singer IL (1999) Pull-off behavior of epoxy bonded to silicone duplex coatings. Prog Org Coat 36:15–20
Brady RF, Singer IL (2000) Mechanical factors favoring release from fouling release coatings. Biofouling 15:73–82
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583
Hofmann W (1988) Natural rubber; rubber technology handbook. Hanser, New York
Nielsen LE, Landel LE (1994) Mechanical properties of polymers and composites, 2nd edn. Marcel Dekker, New York
Chapman AV, Porter M (1988) In: Roberts AD (ed) Natural rubber science and technology. Oxford Scientific Publications, New York (Chapter 12)
Singer IL, Kohl JG, Patterson M (2000) Mechanical aspects of silicone coatings for hard foulant control. Biofouling 16:301–309
Kohl JG, Singer IL, Griffith JR (2000) Evaluating the durability of silicone duplex coatings using a scratch tester. Rubber Chem Technol 73:607–618
Kohl JG, Singer IL, Schwarzer N, Yu VY (2006) Effect of bond coat modulus on the durability of silicone duplex coatings. Prog Org Coat 56:220–226
Ngan AHW, Wang HT, Tang B, Sze KY (2005) Correcting power-law viscoelastic effects in elastic modulus measurement using depth-sensing indentation. Int J Solids Struct 42:1831–1846
Fischer-Cripps AC (2004) A simple phenomenological approach to nanoindentation creep. Mater Sci Eng A 385:74–82
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 The Society for Experimental Mechanics, Inc.
About this paper
Cite this paper
Zaimova, D., Bayraktar, E., Miskioglu, I., Katundi, D., Dishovsky, N. (2015). Manufacturing of New Elastomeric Composites: Mechanical Properties, Chemical and Physical Analysis. In: Tandon, G. (eds) Composite, Hybrid, and Multifunctional Materials, Volume 4. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-319-06992-0_18
Download citation
DOI: https://doi.org/10.1007/978-3-319-06992-0_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-06991-3
Online ISBN: 978-3-319-06992-0
eBook Packages: EngineeringEngineering (R0)