
Abstract
In this paper, ultrafine full-vulcanized styrene-butadiene powdered rubber (UFPSBR) was introduced into natural rubber (NR)/butadiene rubber (BR) and styrene-butadiene rubber (SBR)/BR blends. The influence of UFPSBR on the mechanical and dynamic mechanical properties of both blends was thoroughly investigated for the first time. The dynamic mechanical analysis showed that for the temperature range of −10 to 0 °C, the tan δ values of both blends increased notably. This indicated a significant increase in wet traction of the materials. Unfavorable influence of UFPSBR on the abrasion resistance and heat generation was observed, which was due to the nature of the side chain group of SBR. A combination of fracture and chemical deterioration processes was observed in the presence of UFPSBR in both blends and was proposed as the abrasion mechanisms for NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates undergoing abrasion. The experimental results depicted that adding appropriate amounts of UFPSBR will improve the mechanical and dynamic mechanical properties of elastomer blends.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Elastomer blends have been employed in products requiring high performances, primarily to enhance physical properties and reduce costs. A new material can be obtained by developing elastomeric blends, sometimes with a lower cost and combining the favorable properties of the main components, without the extensive effort of synthesizing a new material. Natural rubber (NR), styrene-butadiene rubber (SBR) and butadiene rubber (BR) are essential materials which have been frequently used in the rubber industry [1–3]. Throughout the development of polymer materials, efforts have been taken towards developing blends of these materials that have better physical properties, processibility and lower costs. NR/BR and SBR/BR blends have been less investigated, especially in their structure–property relationship, among commercialized polymer blend materials.
Several studies [4–6] have reported a correlation between wet skid resistance, glass transition temperature (Tg), storage modulus (E′), loss modulus (E″)and dynamic loss factor (tan δ) regarding the viscoelastic properties of elastomer compounds. A higher Tg corresponds to higher hysteresis and, therefore, better wet skid resistance. Dynamic mechanical analysis (DMA) is a widely used fundamental technique to investigate the structure–property relationship and viscoelastic behavior of polymeric materials. E′ usually represents the measure of the elastic response of a material, also known as the in-phase component. The viscous response of a material is described using E″, which is the out-of-phase component. In addition to storage modulus, loss modulus and dynamic loss factor, in DMA, complex modulus (E*) is another essential factor used to evaluate the summary of the in- and out-of-phase components. E* also serves as an indicator of viscoelasticity of the polymer materials [7]. Dynamic mechanical behavior of polymer blends is closely related to the structure, crystallinity, crosslinking degree and other essential performance-related properties. The dynamic properties of polymers determined under a wide range of frequencies and temperatures are of considerable significance. Structure–property relations of vulcanized elastomers can be evaluated by analyzing data obtained from DMA.
In 2002, an advanced powdered rubber, ultrafine full-vulcanized powdered rubber (UFPR) was developed [8]. Recently, the development and application of powdered rubber, especially ultrafine full-vulcanized powdered styrene-butadiene rubber (UFPSBR), has attracted enormous interest from material scientists [9–14]. Although there is some research focusing on using UFPR as a toughening agent in plastic materials, the application of this material in elastomer blends has not been fully explored. Our group has studied the influence of UFPSBR, an important type of UFPR, on the performances of the NR/SBR blend and the NR. According to our previous results, UFPSBR showed a positive influence on mechanical properties, thermal aging resistance and dynamic mechanical properties [15, 16].
In this paper, we introduced UFPSBR into the conventional NR/BR and SBR/BR formulations to improve the overall performances of the two blends. Crosslink density measurements, mechanical properties tests, abrasion tests and heat generation tests were used to investigate the influence of UFPSBR on fundamental structures and physical properties of NR/BR and SBR/BR vulcanizates. The dynamic mechanical properties of NR/BR and SBR/BR blends and the influence of UFPSBR on the dynamic properties of these blends are reported for the first time. To characterize wet traction performance and rolling resistance of these blends containing UFPSBR, DMA was used to analyze the storage modulus (E′) and the loss factor (tan δ) of the vulcanizates. A test temperature range from −30 to 80 °C was selected to observe dynamic properties of the two UFPSBR blends containing elastomers under working ambient conditions. Our experimental results indicated that mechanical performances and dynamic mechanical properties of NR/BR and SBR/BR formulations under low working temperatures for the tire formula were improved after adding UFPSBR into the blends. UFPSBR is a favorable material to optimize rubber materials.
Experimental
Materials
Ultrafine full-vulcanized powdered styrene-butadiene rubber (UFPSBR), containing 50 % styrene, was supplied by SINOPEC Beijing Research Institute of Chemical Industry (Beijing, China) [17]. In our previous study, scanning electron microscopy (SEM) was used to characterize the size of UFPSBR aggregates and thermogravimetric analysis (TGA) was used to determine the quantity and composition of the inorganic content in UFPSBR. According to our previous characterizations, the diameter of the UFPSBR aggregates was approximately 10 μm. The total content of inorganic particles in this type of UFPSBR was about 38 % by weight. The inorganic content in UFPSBR might be calcium carbonate [16]. The natural rubber (NR) used in this study was SCR5 grade [ML (1 + 4) 100 °C = 74], purchased from China Hainan Union Industrial Co., Ltd (Hainan, China). Styrene-butadiene rubber (SBR), SBR-1500 grade [ML (1 + 4) 100 °C = 52], was purchased from China Jilin Petrochemical Co., Ltd (Jilin, China). Butadiene rubber (BR), BR-9000 grade [ML (1 + 4) 100 °C = 45], was purchased from Qilu Petrochemical Co., Ltd (Shandong, China). Other chemical reagents used in the study, including sulfur, vulcanizing accelerator N-cyclohexyl-2-benzothiazole sulfonamide (CZ), antioxidant N-isopropyl-N′-phenyl-1,4-phenylenediamine (4010 NA), zinc oxide, stearic acid, intermediate super abrasion furnace (ISAF) carbon black N220, aromatic hydrocarbons oil and all other reagents used in this study were analytical grade and used as received.
Preparation of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates
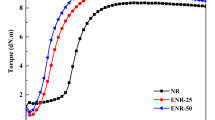
The formulations of NR/BR/UFPSBR and SBR/BR/UFPSBR blends are listed in Table 1, in per hundred of rubber (phr). Both blends were prepared by the following procedures: raw NR was dried in an air-circulating oven at 70 °C for 12 h prior to mastication. Synthetic rubbers were processed without pretreatment. All raw rubbers were then masticated on the two-roll mill for 10 min. Proceeding this, other chemical reagents were added to the mill and mixed. Throughout the mix process, the temperature of the rolls was kept at 50 ± 5 °C. Finally, the mixes were vulcanized at 150 °C to their respective cure time (t 90) under 10 MPa pressure. The cure characteristics, e.g., scorch time (t 10), cure time (t 90), and torque were determined by GT-M2000-A moving die rheometer (Gotech, Taiwan) at 150 °C according to ASTM D5289. In this study, the samples used for the different tests have different geometries. It has been demonstrated that sample thickness has a significant influence on the performance of the vulcanized samples. For samples of lower thickness, a more rapid interior bulk temperature increase was observed, resulting in a quicker vulcanization rates [18]. In our study, to address the effect of sample thickness on their properties, the samples prepared for the Akron abrasion and heat generation tests were preheated on the heat pad of the vulcanizer at 150 °C for 30 s before applying 10 MPa pressure for the vulcanization reaction.
Determination of crosslink density
Crosslink densities of the samples were measured by a modified equilibrium swelling method [8, 19]. Organic additives in the vulcanizates samples were extracted by immersing the samples in tetrahydrofuran (THF) and n-hexane for 48 h, respectively, and then dried for 48 h at 25 °C. The weights of the organic material-extracted samples were measured after drying. After weighing, the samples were immersed in n-decane for 24 h, and the weights of the swollen samples were measured. The volume swelling ratio, Q, was calculated according to Eq. (1):
where W u is the weight of the unswollen samples before immersing in n-decane and W s is the weight of the swollen samples after immersing in n-decane. 1/Q is used as the crosslink density of the vulcanizates in this study.
Mechanical properties test
The mechanical properties of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates were determined by the following equipment, according to related standard methods. Shore A hardness was determined by a Shore A type Hardness tester (Yingkou Testing Machine Co., China) following ASTM D2240. The tensile test was conducted using an RG L-30A tensile testing machine (Reger Co., China) following ASTM D412. The deformation rate used in the tensile test was 500 mm/min. Akron abrasion was determined by a GT-7012-A Akron abrasion tester (Gotech, Taiwan) following National Standard of People’s Republic of China GB/T 1689–1998: Rubber vulcanized—Determination of abrasion resistance (Akron machine). An Akron machine was used to conduct this test. The abrasive wheel was a circular, 150 mm outer diameter and 32 mm inner diameter device with a thickness of 25 mm. The abrasive material used was aluminum oxide, with a grain size of 36. The binding agent used to manufacture the abrasive wheel was clay, with medium hardness. During the test, the abrasive wheel was pressed against the test piece with a force of 26.7 ± 0.2 N, with the planes of the test piece and the abrasive wheel inclined at an angle of 15° to each other.
Dynamic mechanical analysis
DMA-2980 dynamic mechanical analyzer (TA Instrument, USA) was used for dynamic mechanical analysis, under tension mode. The measurements of the samples were 40 × 10 × 2 mm. The frequency used was 10 Hz and the temperature range was from −30 to 80 °C at a rate of 3 °C/min. The storage modulus E′, loss modulus E″ and phase angle δ were calculated using Eqs. (2) to (4):
where σ is stress, ε is strain, and δ is the phase angle between stress and strain. The loss factor tan δ can be calculated based on the information from Eq. 4.
Heat generation test
An RH-2000 Goodrich Flexometer (Gotech, Taiwan) was employed to determine the heat generation of the vulcanizates, according to ASTM D623-07. The measurements of the samples were 25 × (17.8)2 × π mm3. The frequency of this test was 1 Hz and the starting temperature of the test is 55 °C. The samples were preheated at 55 °C for 30 min, and then tested at 55 °C for 25 min, under a 1 MPa pressure. The heat generation temperature (ΔT) was calculated using Eq. (5).
where T initial was the initial temperature of the bottom surface of the sample and T final was the final temperature of the bottom surface of the sample. ΔT was the temperature of the heat built up on the bottom surface of the sample. All values reported were the mean values of at least three replicate measurements.
Results and discussion
Determination of crosslinking density
The results of crosslinking density of NR/BR and SBR/BR vulcanizates are shown in Fig. 1. An increased trend of the crosslink density was observed in NR/BR/UFPSBR blends with higher amounts of UFPSBR in the blends. A possible cause for the increase of crosslinking density could be the residual unsaturated bond from UFPSBR. During the preparation of ultrafine full-vulcanized powdered rubber (UFPR), the conversion rate of the monomer did not reach 100 % [20]. The residual monomer with unsaturated bonds might have provided extra crosslinking points during the vulcanization reaction in the blends. Another possible cause might be due to the residual crosslinking reagents used in the preparation of UFPSBR. The residual crosslinking reagents, such as trimethylolpropane triacrylate (TMPTA) and octyl (meth)acrylate (OMA), might have provided some additional active bonds which may have crosslinked with unsaturated bonds [11, 17, 20]. For the crosslink density of SBR/BR/UFPSBR, a trend similar to that ofNR/BR/UFPSBR was observed. Additionally, when the SBR/BR blend contained 5 phr UFPSBR, the crosslink density was the highest. After the amount of UFPSBR increased from 5 phr to 7.5 and 10 phr, the crosslink density decreased. This decrease might have been a result of disruption of the crosslink network formation by the increased amount of fine inorganic powder in the powdered rubber. The crosslink structure of vulcanized rubber compounds is directly related to the mechanical properties of the material. From this test, we conclude that in general the addition of UFPSBR into NR/BR and SBR/BR blends will increase the crosslink density of these vulcanizates. For SBR/BR/UFPSBR, if the UFPSBR content is higher than 5 phr, the crosslink density will decrease slightly.

Crosslink density (1/Q) of a NR/BR/UFPSBR and b SBR/BR/UFPSBR vulcanizates
Another phenomenon should be noticed is that the absolute weight increase after swelling is small for both NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates. This minor weight increase might be due to the solvent used in this study. Although previously described trend is observed after employing Eq. 1 to process the raw data, the minor absolute weight increase values might not be sufficiently representative of the swelling behavior and the crosslink density of these samples. If the Flory–Huggins polymer–solvent interaction parameter between one solvent and a polymer blends with two or more than two types of polymer is available, a better understanding of the swelling behavior and the crosslink density of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates would be obtained using Flory–Rhener equation [21, 22]. Currently, this polymer–solvent interaction parameter is not available with the best of our knowledge and in the current literatures which we can access. To obtain more knowledge about the crosslink networking and the viscoelastic behavior of both vulcanizates, mechanical properties tests, DMA and heat generation test are conducted subsequently.
Mechanical properties of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates
The mechanical properties of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates are summarized in Table 2. From the general trend perspective, the variation trend of tensile strength matched the trend of crosslink density. For NR/BR/UFPSBR vulcanizates, when the UFPSBR content was from 2.5 to 7.5 phr, the powdered rubber showed insignificant influence on the tensile strength. A minor decrease of tensile strength was observed when the NR/BR blend contained 10 phr UFPSBR. For SBR/BR/UFPSBR vulcanizates, when the UFPSBR content increased from 0 to 7.5 phr, a general increase was observed in the tensile strength. The tensile strength decreased when the UFPSBR content was 10 phr in the SBR/BR/UFPSBR vulcanizates. For both vulcanizates, the elongation at break increased with the increase of UFPSBR content. This might be related to the increase in crosslink density. When the blends had higher UFPSBR content, the tensile strength exhibited a different trend to that of crosslink density changes. This inconsistence can be attributed to two factors. First, extensive crosslink points in an elastomer will increase the stiffness of the material and negatively influence its strength. Additionally, for blends containing NR, a higher crosslink density will compromise the crystalline orientation of NR during stretching, showing a negative impact on the self-reinforcing nature of elastomer blends.
For both blends, a low amount UFPSBR exhibited either insignificant or positive influence on tensile strength and elongation at break. For the vulcanizates with a high amount UFPSBR, such as 7.5 and 10 phr, a decrease in tensile strength was obtained. This decrease may have been due to agglomeration of UFPSBR in both rubber matrices. The size of UFPSBR aggregates was approximately 0.1–0.2 µm [16]. If the powered rubber was not well dispersed in the matrix blend and agglomerated during the mixing procedure, the tensile strength may have been compromised. We assume that when tensile stress was applied to the samples containing agglomerated UFPSBR, the agglomerated powdered rubber became a stress defect and cause stress concentration effect to the sample, resulting in a decrease in tensile strength.
According to Akron abrasion loss data in Table 2, NR vulcanizates containing 5 phr UFPSBR showed better abrasion resistance performance than other NR/UFPSBR vulcanizates. For the NR/BR compound, the abrasion loss volume increased with the increase of crosslink density, except NR/BR containing 2.5 phr powdered rubber. A similar trend was observed for the SBR/BR compound. The SBR/BR compound without UFPSBR showed the best abrasive resistance compared to the other four compounds. Adding UFPSBR into the SBR/BR blend also imperiled the abrasive resistance. Overall, UFPSBR showed negative effects on the abrasion resistance of the vulcanizates. The presence of high styrene UFPSBR will increase the friction between the molecular chains during the abrasion process. This increased friction may cause an increased abrasion loss. For both vulcanizates with UFPSBR, when the UFPSBR content was 7.5 and 10 phr, an increased Akron abrasion loss was observed. 7.5 phr might be a critical value for UFPSBR in the two rubber matrices. When the UFPSBR amount was over this value, negative influence on the abrasion resistance took place.
According to a generally accepted abrasive wear principle, abrasion of elastomers involves a competition between two separated processes: a fracture process and a chemical deterioration process on the elastomer surface. Under simple abrasion conditions, abrasive loss is primarily due to the cumulative growth of cracks by tearing under repetitive loading applied to the material surface [23]. Furthermore, Gent and Pulford reported that free radicals, including polymeric radicals and reactive radicals from crosslinking reagents, also played a role in the process of macromolecular crosslinking network rupture [24]. From our experimental results, effects from both processes were observed. The increase of crosslink density appears to have contributed to the fracture process during the abrasion. Increased amounts of fine inorganic powder in the blends might exist as defects and promote the cumulative growth of cracks on the sample surface. Free radicals from residual crosslinking reagents used in UFPSBR preparation could be another factor contributing to abrasion loss. Therefore, the influence of UFPSBR on abrasive resistance performance might be a combination of a fracture effect and chemical deterioration, which correlated to the amount of UFPSBR in the matrix. Under low amounts of UFPSBR, the fracture process dominates the abrasion process. Moreover, if the amount of UFPSBR is high, chemical degradation processes will exhibit more effect on the abrasion resistance performance.
In combination with the results of our previous research and those described above, we conclude that adding appropriate quantities of UFPSBR to both elastomer blends will improve tensile properties. The abrasion resistance of both elastomer blends is compromised by UFPSBR. For NR/BR blends, the sample containing 5 phr UFPSBR had a 21.5 MPa tensile strength, 541.4 % elongation at break and 0.230 cm3/1.61 km abrasion loss, showing a favorable comprehensive performance compared to the other four compounds. For SBR/BR, the sample had 5 phr UFPSBR, with a 21.3 MPa tensile strength, 565.8 % elongation at break and a 0.137 cm3/1.61 km abrasion loss, also showing a better performance than the other four samples containing UFPSBR.
Dynamic mechanical analysis
The influences of UFPSBR quantity on dynamic storage modulus and tan δ of NR/BR and SBR/BR vulcanizates as a function of temperature are shown in Figs. 2, 3 and 4. The influence of different quantities of UFPSBR on the dynamic storage modulus (E′) and the loss tangent (tan δ) as a function of temperature for NR/BR/UFPSBR blends are presented in Fig. 2. For NR/BR/UFPSBR, the curves of the storage modulus also show a similar trend as that of NR/BR samples. As shown in Fig. 2, when the temperature increased from −30 to 10 °C, the storage modulus decreased for both vulcanizates. This decrease might be a result of the glass transition phenomenon. For NR/BR/UFPSBR vulcanizates, when the UFPSBR content was below 5 phr, the storage modulus of the vulcanizates decreased more slowly than the vulcanizates containing 5–10 phr UFPSBR. The glass transition behavior of SBR from the UFPSBR might be the primary reason for the faster declination rate. The faster decrease of the storage modulus for the vulcanizates with high amount of UFPSBR also indicated that the low temperature rigidity of these vulcanizates was susceptible to the increase of temperature. This is probably because the increase in the rigidity was accompanied by the addition of UFPSBR. The space of chains movement was limited at low temperatures, and additional crosslink points may also have been formed between polymer chains, which showed an increase in storage modulus. As the temperature increased, the resistance on the molecular chains motion decreased. Additionally, compared to the NR/BR blend without UFPSBR, the NR/BR blends containing 2.5 and 7.5 phr UFPSBR showed lower E′ at the given temperatures. Conversely, the NR/BR blends containing 5 and 10 phr UFPSBR showed higher E′ at the given temperatures when the temperature was below 0 °C. The tan δ values of NR/BR/UFPSBR vulcanizates were higher than those of the NR/BR vulcanizates without UFPSBR under the same temperature. As the temperature was increased, tan δ values decreased. Additionally, there is a peak in the vicinity of −10 °C was observed. When the UFPSBR content increased, the intense and dominant tan δ peak became more distinct, and the peak values were higher. The peak at around −10 °C was from the Tg of SBR.

a Dynamic storage modulus (E′) and b loss factor (tan δ) as a function of temperature for NR/BR/UPSBR vulcanizates, arrows indicate different UFPSBR quantities

a Dynamic storage modulus (E′) and b loss factor (tan δ) as a function of temperature for SBR/BR/UFPSBR vulcanizates, arrows indicate different UFPSBR quantities

Loss tangent (tan δ) as a function of temperature for a NR/BR/UFPSBR and b SBR/BR/UFPSBR vulcanizates containing different amounts of UFPSBR
The influence of UFPSBR quantity on the dynamic storage modulus and tan δ of SBR/BR/UFPSBR as a function of temperature are presented in Fig. 3. For SBR/BR/UFPSBR, as the temperature increased, the curves of the storage modulus showed similar trend changes as the one described in Fig. 2. Due to the presence of SBR in the matrix, the influence of UFPSBR on the glass transition behavior of the vulcanizates was observed when the UFPSBR content was 10 phr. Compared to the pure SBR/BR blend sample, the SBR/BR blends containing 5 and 7.5 phr UFPSBR showed lower E′ at the given temperature range, while the SBR/BR blends containing 2.5 and 10 phr UFPSBR showed higher E′ at same temperature range. In Fig. 3b, at around −10 °C, the tan δ values increased with the increase of UFPSBR content in the blends. The SBR/BR/UFPSBR blend containing 5 phr UFPSBR shows higher tan δ values than those containing 0 and 2.5 phr powdered rubber. Furthermore, peaks at around −10 °C in tan δ–temperature curves were observed from the SBR/BR/UFPSBR blends containing 7.5 and 10 phr. Due to the high styrene ratio in the UFPSBR used in this study, the increase of the tan δ values and the peaks observed near −10 °C might be caused from the extra styrene in the materials.
Both vulcanizates maintained rubbery state at the temperature range from −30 to 80 °C. Meanwhile a decrease trend of storage modulus and tan δ in the range from 0 to 80 °C are observed. This phenomenon can be explained by the secondary relaxation caused by the side group or the end group motions and backbone crank shift motions. There motions are common for the majority of polymers. The decrease of storage modulus with the increase of temperature might also be due to the decrease in stiffness of the samples [25]. The changes in dynamic properties of the materials in the temperature region from −40 to 0 °C were reported closely related to the glass transition of the materials [26–28]. The introduction of high styrene ratio UFPSBR in the blends showed the effect of SBR in the materials and increased the wet traction properties of the materials. The rigidity of NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates from −30 to 0 °C was also observed. This rigidity might be attributed to the presence of a high percentage of styrene in the UFPSBR. The high styrene percentage caused an increased amount of friction between the macromolecular network during the dynamics motion process.
The tan δ value determined at 10 Hz and under a temperature much more lower than the glass transition temperature of a material of interest shows the significant energy dissipating properties of this material under a constant rolling condition [29]. The tan δ values at 0, 60 and 80 °C reflect the wet traction, the rolling resistance and the heat generation, respectively [30]. Higher tan δ value at 0 °C indicates a desirable wet traction property. Lower tan δ values at 60 and 80 °C correspond to a lower rolling resistance and lower heat generation properties of vulcanized rubber materials [31, 32]. In this study, we use tan δ values at 0, 60 and 80 °C to assess the wet traction, the rolling resistance and heat generation. Figure 4 shows the influence of UFPSBR on dynamic mechanical properties at various temperatures for NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates.
According to Fig. 4, the tan δ values of the NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates increased with the increase of UFPSBR content in the given temperatures range of the dynamic mechanical analysis. This increase might be attributed to the presence of SBR in the polymer matrix which increased the friction force of molecular motions. The increase of tan δ values at 0 °C was more than the increase of the values determined at 60 and 80 °C. This trend is a desirable trend for the tire tread formula. These increases indicate that the NR/BR/UFPSBR and SBR/BR/UFPSBR blends show higher wet traction and lower rolling resistance.
In summary, we conclude that under our experimental conditions and mixing methods, the incorporation of UFPSBR into the NR/BR and SBR/BR formulas used in this study significantly affected the dynamic mechanical properties of the rubber blends. UFPSBR increased the wet traction of the blends. The effect of UFPSBR in both blends was favorable and this powdered rubber material can be used to optimize elastomer materials for tire use purposes.
Heat generation characteristics
As shown in Fig. 5a, ΔT increased with the increase of UFPSBR content. In Fig. 5b, ΔT increased after UFPSBR was added into the SBR/BR blend. There was no significant change of ΔT with the increase of UFPSBR from 2.5 to 7.5 phr. When UFPSBR was 10 phr in the SBR/BR blend, a notable increase of ΔT was observed. The trend observed in Fig. 5 generally matched the trends of tan δ values determined for 60 and 80 °C as shown in Fig. 4. For NR/BR/UFPSBR vulcanizates, tan δ values determined for 60 and 80 °C increased with the increase of UFPSBR when the powdered rubber content was below 10 phr. For SBR/BR/UFPSBR, there was no significant change of the tan δ values determined for 60 and 80 °C when the UFPSBR content was below 10 phr.

Heat generation temperatures (ΔT) of a NR/BR/UFPSBR and b SBR/BR/UFPSBR vulcanizates containing different amounts of UFPSBR
Heat generation characteristics and flexing fatigue characteristics were vital properties for rubber products used under cyclic load, such as automobile tires [33]. UFPSBR has caused a notable effect on the reduction of molecular chain flexibility due to its bulkiness compared to natural rubber. For NR, more than 99 % of its structure is cis-1,4-polyisoprene. Cis-1,4-polyisoprene is free of bulky side groups, such as phenyl groups, or other groups that may raise the rotational energy. Therefore, the chain backbone of NR is very flexible. In contrast, SBR possesses a certain ratio of styrene groups in its structure. The presence of styrene group will increase the rotational energy and reduce chain flexibility [34]. The incorporation of high styrene UFPSBR introduced more phenyl groups in both vulcanizates. The phenyl groups possessed more steric hindrance, which increased the friction during the chain motion. The increased friction during the chain movement increased the ΔT. According to Fig. 5, the presence of UFPSBR increased the heat build-up temperature. SBR possesses worser molecular chain flexibility compared to NR and BR. It is widely accepted that lower flexibility of molecular chains results in a higher heat built-up temperature.
According to Table 2 and Fig. 5, heat generation of both vulcanizates might relate to their abrasion loss. In Table 2 and Fig. 5, generally speaking, both ΔT values and abrasion loss volumes increased with the increase of UFPSBR content. During the Akron abrasion test, repetitive load, which was similar to the load applied in the heat generation test, was applied to the material. The heat generation process occurred during the abrasion test. As we discussed previously, the presence of the phenyl group in UFPSBR caused the increase of the temperature while the vulcanizates were undergoing abrasion. This temperature increase in both vulcanizates might accelerate the aging process of the sample surface experiencing abrasion and therefore weaken the molecular crosslink network and cause more abrasion loss.
Conclusion
Crosslink density, mechanical properties, dynamic mechanical properties and heat generation characteristics of NR/BR/UFPSBR and SBR/BR/UFPSBR were thoroughly investigated in this work to determine the influence of UFPSBR on the structure–property relation of NR/BR and SBR/BR. The influence of different amounts of UFPSBR on performances of NR/BR and SBR/BR was summarized based on experimental results. An unfavorable influence of UFPSBR on the abrasion resistance and heat generation characteristics is due to the structure properties of SBR. A combination of a fracture process and a chemical deterioration process was observed from the Akron abrasion test in the presence of UFPSBR in both NR/BR/UFPSBR and SBR/BR/UFPSBR vulcanizates. According to the dynamic mechanical analysis results, addition of an appropriate quantity of UFPSBR to both elastomer blends improved the wet traction properties of both vulcanizates. UFPSBR can be used to optimize elastomer materials for tire use purposes.
Abbreviations
- NR:
-
Natural rubber
- SBR:
-
Styrene-butadiene rubber
- BR:
-
Butadiene rubber
- UFPSBR:
-
Ultrafine full-vulcanized styrene-butadiene powdered rubber
- UFPR:
-
Ultrafine full-vulcanized powdered rubber
- DMA:
-
Dynamic mechanical analysis
- Tg:
-
Glass transition temperature
- CZ:
-
N-Cyclohexyl-2-benzothiazole sulfonamide
- 4010 NA:
-
N-Isopropyl-N′-phenyl-1,4-phenylenediamine
- ISAF:
-
Intermediate super abrasion furnace
References
Warley RL, Halladay JR (2005) Effect of ambient temperature and cure state on the age stiffening of a cured NR/BR blend. Polym Test 24(6):678–683
Pal K et al (2010) Influence of carbon blacks on butadiene rubber/high styrene rubber/natural rubber with nanosilica: morphology and wear. Mater Des 31(3):1156–1164
Ganter M et al (2001) Rubber nanocomposites: morphology and mechanical properties of BR and SBR vulcanizates reinforced by organophilic layered silicates. Rubber Chem Technol 74(2):221–235
John B et al (2003) Dynamic mechanical behavior of high-density polyethylene/ethylene vinyl acetate copolymer blends: the effects of the blend ratio, reactive compatibilization, and dynamic vulcanization. J Appl Polym Sci 87(13):2083–2099
Sheng X, Lee JK, Kessler MR (2009) Influence of cross-link density on the properties of ROMP thermosets. Polymer 50(5):1264–1269
Sarva SS, Hsieh AJ (2009) The effect of microstructure on the rate-dependent stress–strain behavior of poly(urethane urea) elastomers. Polymer 50(13):3007–3015
Le Gal A, Yang X, Klüppel M (2005) Evaluation of sliding friction and contact mechanics of elastomers based on dynamic-mechanical analysis. J Chem Phys 123(1):014704
Peng J et al (2002) Radiation preparation of ultrafine carboxylated styrene–butadiene rubber powders and application for nylon 6 as an impact modifier. J Appl Polym Sci 86(12):3040–3046
Liu Y et al (2004) Toughening of polypropylene by combined rubber system of ultrafine full-vulcanized powdered rubber and SBS. Polymer 45(1):275–286
Liu Y et al (2006) Application of nano powdered rubber in friction materials. Wear 261(2):225–229
Liu YQ, Zhang XH, Wei GH, Gao JM, Huang F, Zhang ML, Guo MF, Qiao JL (2002) Special effect of ultra-fine rubber particles on plastic toughening. Chin J Polymer Sci 20(2):5
Zhao Q et al (2013) Highly efficient toughening effect of ultrafine full-vulcanized powdered rubber on poly(lactic acid)(PLA). Polym Test 32(2):299–305
Zhang L et al (2006) The morphology and property of ultra-fine full-vulcanized acrylonitrile butadiene rubber particles/EPDM blends. J Appl Polym Sci 100(5):3673–3679
Dong W et al (2005) Preparation of high barrier and exfoliated-type nylon-6/ultrafine full-vulcanized powdered rubber/clay nanocomposites. Macromolecules 38(11):4551–4553
Liu X et al (2012) influence of ultrafine full-vulcanized powdered rubber on NR/SBR blends. Polym Bull 69(6):747–756
Liu X et al (2014) Preparation and characterization of natural rubber/ultrafine full-vulcanized powdered styrene–butadiene rubber blends. Polym Bull 71(8):2023–2037
Li D et al (2007) Radiation preparation of nano-powdered styrene-butadiene rubber (SBR) and its toughening effect for polystyrene and high-impact polystyrene. Radiat Phys Chem 76(11–12):1732–1735
Jaunich M, Stark W (2009) Monitoring the vulcanization of rubber with ultrasound: influence of material thickness and temperature. Polym Test 28(8):901–906
McKenna GB, Flynn KM, Chen Y (1990) Swelling in crosslinked natural rubber: experimental evidence of the crosslink density dependence of χ. Polymer 31(10):1937–1945
Yu H et al (2007) Synthesis and characterization of poly (n-butyl acrylate)-poly (methyl methacrylate) latex interpenetrating polymer networks by radiation-induced seeded emulsion polymerization. Radiat Phys Chem 76(11–12):1746–1750
Flory PJ, Rehner J (1943) Statistical mechanics of cross-linked polymer networks I. Rubberlike elasticity. J Chem Phys 11(11):512–520
Flory PJ, Rehner J (1943) Statistical mechanics of cross-linked polymer networks II. Swelling. J Chem Phy 11(11):521–526
Thomas AG (1974) Factors influencing the strength of rubbers. J Polym Sci Polym Symp 48(1):145–157
Gent AN, Pulford CTR (1983) Mechanisms of rubber abrasion. J Appl Polym Sci 28(3):943–960
Cheng SZ (2002) Handbook of thermal analysis and calorimetry: applications to polymers and plastics, vol 3. Elsevier
Geethamma VG et al (2005) Dynamic mechanical behavior of short coir fiber reinforced natural rubber composites. Compos A Appl Sci Manuf 36(11):1499–1506
Huson MG, McGill WJ, Swart PJ (1984) Use of dynamic mechanical analysis in comparing vulcanization of different phases in NR/BR and IR/BR blends. J Polym Sci Polym Lett Ed 22(3):143–148
Sombatsompop N (1999) Dynamic mechanical properties of SBR and EPDM vulcanisates filled with cryogenically pulverized flexible polyurethane foam particles. J Appl Polym Sci 74(5):1129–1139
Bond R, Morton GF, Krol LH (1984) A tailor-made polymer for tyre applications. Polymer 25(1):132–140
Choi SS (2000) Influence of rubber composition on change of crosslink density of rubber vulcanizates with EV cure system by thermal aging. J Appl Polym Sci 75(11):1378–1384
Li H et al (2009) The mechanical and viscoelastic properties of SSBR vulcanizates filled with organically modified montmorillonite and silica. J Mater Sci 44(7):1881–1888
Yan H et al (2005) Effect of nitrile rubber on properties of silica-filled natural rubber compounds. Polym Test 24(1):32–38
Radhakrishnan CK et al (2008) Dynamic mechanical properties of styrene butadiene rubber and poly (ethylene-co-vinyl acetate) blends. J Polym Res 15(2):161–171
Blackley DC (1983) Monomers for synthetic rubber production, in synthetic rubbers: their chemistry and technology. Springer, The Netherlands, pp 32–58
Acknowledgments
The authors thank Professor Shan Shi for the help with the SEM analysis of UFPSBR in previous studies and the discussion and the critical comments on the manuscript. The authors also thank Jessica Cunningham, Dr. Erica Sharpe and Dr. Rıfat Emrah Özel on the discussion and corrections of the manuscript. The authors appreciate the reviewers’ comments on the manuscript.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, X., Gao, Y., Bian, L. et al. Influence of ultrafine full-vulcanized styrene-butadiene powdered rubber on dynamic mechanical properties of natural rubber/butadiene rubber and styrene-butadiene rubber/butadiene rubber blends. Polym. Bull. 72, 2001–2017 (2015). https://doi.org/10.1007/s00289-015-1385-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-015-1385-5