
Abstract
The use of Additive Manufacturing (AM), also called 3D printing, has increased in recent years. These processes are applied in many different fields such as aerospace, motor vehicles, electronics, and medical fields among others. In particular, additive manufacturing has been used for the fabrication of biomaterials to create products for biomedical applications such as prototypes, implants, scaffolds for tissue engineering, models, or drug-delivery systems. Its versatility allows the personalization of the object to the specific needs of each patient based on anatomical data. Furthermore, AM enables the production of highly complex objects that can not be realized with traditional techniques such as subtractive manufacturing. Additive manufacturing is gaining in popularity thanks to its adaptability in terms of fabrication materials, such as polymers, metals or ceramics, depending on the needs of the application, as well as the fast transition from a numerical model to the final object. In the present review, we summarize additive manufacturing techniques used to create biomaterials focusing on their advantages and drawbacks and the reasons why they can be preferred to traditional ones. Some biomedical applications are presented for each technique.
F. Otaola and C. de Lartigue these authors worked equally.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
Introduction
Additive manufacturing (AM) is the process of creating an object through incremental addition of material. This method, very different from conventional manufacturing approaches like machining, which are usually subtractive. There are increasing applications of additive manufacturing in multiple industrial fields, including biomedical engineering. Indeed, obtaining a functional medical device or implant requires the combination of manufacturing processing and biomaterials engineering, and the considerable interest in personalized medicine has fueled research and development into customizable approaches like those allowed by additive manufacturing.
AM is composed of a very large set of technologies that allow the fabrication of objects made of many different materials, such as metal, ceramics, or polymers (natural or synthetic). This wide range of choices allows engineers to choose the material that best fits the needs for the fabrication of the part and its desired properties.
Moreover, AM allows us to design parts at multiple scales of organization, from the nano to the macroscale. For AM approaches to tissue engineering, for example, the macroscale gives the general shape of the part, allowing a custom fit to the patient’s anatomy the microscale can be designed to mimic the architecture of the replaced tissue; and the surface of the implant can be controlled at the nanoscale for cell mechanotransduction [1].
AM allows fast prototyping, meaning a fast transition between the numerical model and the fabricated part. This characteristic, combined with its geometrical freedom allowed by AM, have allowed the fabrication of patient-specific parts. As such, AM has truly changed the paradigm, from the application being adapted to the generic part, to the part adapted to the desired application.
Of note, there are some limitations to the materials that can be used for AM in the medical field. Indeed, to be implanted, a biomaterial must meet certain criteria such as biocompatibility, bioactivity, biodegradability, immunocompatibility and mechanical properties in accordance with the tissue to be replaced [2, 3]. AM of biomaterials can be used in various medical fields. From orthopedics to the vascular system. AM approaches are particularly valuable for parts with specific and complex geometries that cannot be fabricated with conventional manufacturing techniques.
This chapter is devoted to an overview of all additive manufacturing techniques that are used in the field of biomaterials. After a preliminary description of what is additive manufacturing for biomaterials, we will present the advantages and drawbacks as well as the main applications of the most common AM methods employed for biomedical engineering. We will also develop the reason why these processes are preferred over more traditional ones.
What is Additive Manufacturing for Biomaterials?
Biomaterials
A biomaterial is a material that can be used to create a device in order to replace a function or a part of the body. This system has to perform its role in a safe, economic and physiologically acceptable manner [4]. These considerations are governed and enforced by regulatory agencies like the FDA, that lay down specific conditions biomaterials must meet before reaching the market.
There are many techniques to design and manufacture biomaterials that are used to create devices. In this chapter, we will develop the additive manufacturing of biomaterials.
Additive Manufacturing
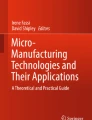
There are three main types of manufacturing techniques: formative, subtractive, and additive manufacturing (Fig. 12.1) [5].

Schematic of the three main types of manufacturing techniques
Formative Manufacturing (FM) consists in molding the material to its final shape and is commonly done by heat and pressure. FM includes different techniques such as injection, molding, casting, stamping, vacuum forming, and forging. FM is mostly used to fabricate parts with a simple geometry which are usually made of polymers or metals.
Subtractive Manufacturing (SM) uses cutting tools to remove material from a block, called blank, to achieve the final shape. SM includes various techniques such as Computer Numerical Control (CNC), turning (lathe), and drilling. This process is able to produce parts made of non-brittle materials, such as metals and polymers.
Additive Manufacturing (AM), which is frequently referred to as 3D printing, is a relatively new fabrication technique [6]. In this approach, the material is added, generally in a layer-by-layer manner. This approach presents several advantages, including allowing a higher geometrical freedom compared to the previous techniques.
Workflow of Additive Manufacturing
The workflow of additive manufacturing can be divided into three main steps: generation of the geometry, fabrication of the part and its post-processing. Each of these steps can be furthermore divided in several sub-steps (Fig. 12.2).

Manufacturing process of a biomaterial by additive manufacturing
The first step is the generation of the geometry. Indeed, it is necessary to have a numerical approximation of the geometry of the part. There are two different approaches for the generation of the model, either by Computer Aided Design (CAD) software or by the 3D scanning of an existing part.
-
CAD
When generating a 3D model with CAD software, two different methods can be used: parametric modeling or direct modeling.
In parametric modeling, the geometry is described by several features, such as extrusion or revolution, and by fixing dimensional constraints, like length or height. The characteristics that compose the model are ordered chronologically (commonly known as a tree). This gives parametric modeling the advantage of being able to have automatic change propagation [7]. For this reason, parametric modeling is generally used in the engineering fields where several slight modifications to the model are needed.
Direct modeling is generally compared with modeling with clay, where the user pushes and pulls the geometry to model the desired final form. Each one of these modifications is independent, and therefore there is no automatic change propagation (unlike parametric modeling). This gives the advantage of allowing fast model generation and the possibility to generate more complex geometries, with the detriment that geometry is not parameterized.
Parametric and direct modeling is the more common and classic modeling tools. Nevertheless there are new emerging modeling approaches [7], like: tool path generator [8], generative design which uses a CAD model that is optimized [9], or CAD combined with artificial intelligence [10].
-
3D scanning
It is also possible to 3D scan a part. In this case, the model of the object is generated by positioning millions of points that will digitally recreate the surface of the object. The points are used for the generation of triangles that will approximate the different surfaces of the object. The combination of these triangles will create a numerical model, which is commonly known as a mesh. The main advantage of this approach is that it allows us to obtain a model rapidly and easily. Nevertheless, in contrast with CAD modeling, the geometry is an approximation of the real/desired geometry. Furthermore, depending on the original object’s material, color, transparency, or surface finish, scanning the object can be difficult or costly.
It should be noted that CAD and 3D scanning are commonly combined. For example, 3D scanning helps to generate the model of the arm of a patient and CAD software is used to generate a custom cast around it. Another example is the reconstruction of an object, such as the fabrication of a bone prosthesis. The original bone is 3D scanned to create a base model and by using CAD software (generally by direct modeling), the bone is reconstructed to its original form.
Fabrication is the second step of the process. First, the model generated in the previous step has to be sliced, generating the steps for the 3D printer. The slicing software takes the mesh of the geometry as an input (.stl or .obj file) and creates a set of instructions for the 3D printer of what to do at each layer. If necessary, supports are generated to help the fabrication of the object. Even though limited, there is some emerging software that directly generates the output file of the slicing step, without the need of any CAD model [8].
After the generation of the sliced model, the printer is loaded and set up. The fabrication is then carried out by the 3D printer. In general, no user intervention is needed during this step.
Post-processing of the part is the last step of the workflow. Depending on the AM technique and the desired properties of the part, different post-processing approaches can be implemented. There are three main categories of post-processing operations: the removal of supports, treatments to achieve the final mechanical properties; and surface finish (polishing, smoothing, coating).
Support removal: as explained before, it could be necessary to print support structures for the object. This sacrificial support can be made from the same material as the part (breakaway type), or a material that is soluble to facilitate support removal.
Treatments for mechanics: some AM techniques require heat treatment of the object so it can reach its final mechanical properties.
Surface finishing: surface preparation (sanding, gap filling, blasting) is sometimes necessary. Surface finishing is not compulsory, but can be carried out for both functional or aesthetic purposes. It can be composed of a machining step (polishing) and/or a coating can be added (metal or epoxy coating, painting, lacquering) [5].
Debris or undesired material (e.g., unpolymerized resin, unsintered powder) can have very significant effects on general biocompatibility, as would the presence of microorganisms like bacteria. As such, in the case of implantable materials (e.g., medical devices, prostheses), post-processing steps ensuring the cleanliness and sterility of the part will frequently be required before use.
The workflow depicted in Fig. 12.2 shows the steps required to generate a 3D printed part. This requires the intervention of:
-
In silico work (designing the model, slicing it with adequate parameters, generating commands for the 3D printer)
-
Material selection (for processability, mechanics, biocompatibility)
-
Fabrication and post-fabrication operations.
As such additive manufacturing for biomaterials is a multidisciplinary field where computing, material sciences and biology are in permanent and dynamic communication (Fig. 12.3) to achieve the best result to answer clinical needs.
Fig. 12.3 
Communication in the multidisciplinary field of additive manufacturing for biomaterials
-

Different Types of Additive Manufacturing
Additive manufacturing for biomaterials can be divided into two categories: acellular and cellular. The second category, also called bioprinting, involves the incorporation of living cells into the bioinks used for printing. This section is developed in more detail in an upcoming chapter, this chapter will focus exclusively on acellular printing.
AM is composed of several fabrication techniques, each with its own constraints, capabilities and materials. As presented in Table 12.1, AM can be divided into four main families: extrusion, liquid, powder, and sheet-based techniques. As AM is a growing field, with new and more complex technologies developed every year, the previously mentioned families are a mere attempt to classify the different technologies. Nevertheless, this rough classification can fall short. A brief description of each family can be given as follows.
-
Extrusion-based: the fabrication material is extruded, either by heating a solid material (e.g., thermoplastic polymers), or as a highly concentrated suspension of particles in an ink (i.e., slurry state).
-
Liquid-based: the fabrication material is in a liquid state, and it is solidified through different processes. These processes can be photopolymerization, evaporation of the liquid (for suspensions), cooling down, or electrodeposition.
-
Powder-based: the fabrication material is in a powder state. This family can be divided into two different groups. In the first group, the object is fabricated by selectively sintering/fusing or binding the particles inside a bed of powder. In the second group, the powder is deposited on demand only over the printing location.
-
Sheet-based: these techniques use sheets for the fabrication of the object. There are two different groups: in the first group, the final part is composed of a stack of these sheets, and in the second group, the sheets are only used as a support/binder for particles of other materials and they are then burned away.
-
1.
Extrusion based
-
a.
Solid material
Fused Filament Fabrication (FFF), commonly called Fused Deposition Modeling (FDM), is a technique where a filament of thermoplastic polymer (PLA, PCL, PEEK, etc.) is melted and added layer-by-layer on the build platform (Fig. 12.4). The material then cools down and solidifies [11].
Fig. 12.4 
Steps to create a part with different additive manufacturing techniques
The way the parts are printed implies that they have an anisotropy in their mechanical properties, specifically in the printing direction due to low adhesion between the layers. Moreover, when printing large parts or fine details, the cooling of the sections takes place at different speeds, which can lead to the deformation of the part. It is therefore necessary to take these parameters into account when designing the parts. Additionally, the surface of an FFF printed part is rough due to the process itself. To improve layer adhesion, the melted material is pressed onto the previous layer, generating an ellipsoid cross-section of the deposed filament. This causes a visible layer distinction. Combined with the use of printing supports (depending on the geometry of the part), the surface could require a post-production step to obtain a smooth surface. To reduce post-processing steps, a dissolvable support can be used. The parts can be fabricated partially (or completely) hollow to save time and material. Naturally, this will affect the strength of the printed object. This technique is the most common among AM technologies, probably due to the ease of operation and the low cost of the machines and materials [5].
In the field of biomedical engineering, FFF is frequently used for the prototyping or manufacturing of surgical tools [12] but also customized implants or prostheses [13], parts of bioreactors [14], or fixtures that are adapted to biological samples (e.g., for mechanical testing). Similarly, recent papers have reported the design and manufacturing of 3D-printed stereotaxic fixtures for surgeries on small animals (e.g., infant mice), to improve precision of the surgical operation [15]. Because of its low cost and ease of use, FFF can be used to troubleshoot issues or determine tolerances before the final part is produced.
In addition to these applications, tissue engineering approaches have also involved the use of FFF. Most notably, the manufacturing of bone implants using PEEK has been reported [16], but also other biocompatible polymers like PLA [17] or PCL [18], to manufacture implantable scaffolds that are well-suited for orthopedic applications.
Wire-Feed Additive Manufacturing can be divided into two main groups: Wire Arc Additive Manufacturing and Laser Additive Manufacturing (WAAM/WLAM). They are a similar technology to FFF, where fabrication materials are metal wires that are melted using a laser or an electric arc as heat source [19].
As this technology is quite expensive, it is generally used for prototyping or repairing fabricated parts instead of the fabrication of new ones. Furthermore, this approach generates parts with a rough surface finish. For this reason, they are generally combined with a subtractive head which, once several layers have been printed, removes a thin layer on the surface to give the desired surface finish.
Applications of these additive manufacturing approaches are generally limited to metal objects and scaffolds, in particular Ti-6Al-4 V-based implants and prototypes [20, 21].
-
b.
Slurry
Robocasting or Direct Ink Writing (DIW) is the last of techniques inside the extrusion-based family. They consist of the deposition of a paste (also called ink) generally using a syringe. Depending on the ink, the solidification can be done by several processes: cooling down, photopolymerization, drying or the material has enough mechanical strength to support itself.
As this technology can use any type of ink, it is one of the most versatile technologies among AM, from the fabrication of hydrogels [22], to the fabrication of bone scaffolds [23]. Furthermore, the inks can also be mixed with fillers to obtain specific properties [24]. On the contrary, the main disadvantage of this technology is its low resolution, as the inks have a high viscosity which limits the size of the syringe nozzle, and by extension the resolution.
This approach has been widely used in the field of tissue engineering, using syringe extruders (pneumatically or motor-driven), or screw extruders. Compared to most additive manufacturing approaches, the mild conditions of deposition and solidification frequently allow the 3D printing of cell-laden structures [25,26,27]. This approach can also be used for the controlled deposition of polymer-based scaffolds for tissue engineering [28, 29] and/or drug delivery applications [30,31,32]. Of note, recent work as even applied these approaches to in situ 3D printing, where the material is deposited directly inside the body, opening up exciting new possibilities for the future of this technology [33].
-
a.

-
2.
Liquid based
-
a.
Vat polymerization
Vat polymerization is a technology where a liquid thermoset photo-polymer resin is polymerized inside a tank with a specific light source (Fig. 12.4). In general, the light source used is a UV light. The most common technologies of VAT polymerization are stereolithography (SLA) and digital light processing (DLP). The difference between these two technologies is the light source: stereolithography uses a laser, while digital light processing uses a projector.
In SLA, for each layer the laser follows the cross-section of the part, similar to the paths in extrusion-based technologies. In DLP, the entire cross-section of the part is photopolymerized simultaneously. Since the entire layer is printed at the same time, the printing time for one or N parts is the same with DLP. In contrast, in SLA the printing time will be extended according to the number of objects to be produced. Nevertheless, SLA has some advantages over DLP technology. In general, the laser spot is smaller than the projector resolution, giving a more detailed object. Furthermore, as the light source is concentrated in a smaller spot, more energy is provided to the liquid resin. For this reason, SLA can use resins that require more power. In both (SLA and DLP), depending on the light position of the source in regards to the resin vat, the technologies can be classified in bottom up or top-down. In the bottom-up approach, the most common one, the light source is placed under a transparent section of the vat tank. In this approach, after each layer is finished, the freshly polymerized layer is attached not only to the previous layer (or the build plate if it is the first layer), but also to the transparent section of the vat. The build plate is raised, to peel off the part, generating high stresses on the part, which can cause warping of the part. In the top-down approach, the light source is placed over the vat. This makes the design of 3D printer more complex, but eliminates the peeling step after each layer, as the new layer will be only attached to the previous one (or the build plate). This reduces the stress experienced by the parts, and enables a better quality of the part. As the resin is contained inside the vat, these technologies are monomaterial, which means that the support will be constructed from the same material as the part, and they will therefore be of the breakaway type. Vat polymerization technologies present a great surface quality with similar results to other classic technologies such as formative manufacturing. However, it is important to note that photopolymers tend to be brittle, which implies a low mechanical resistance and a short lifetime due to mechanical fatigue and sensitivity to sunlight. Lastly, it is possible to use resins charged with different particles such as metal, ceramics, or even amorphous silica (i.e., glass). Once the part is fabricated, a post processing step is done where the parts are sintered to burn away the polymeric matrix and the final part is composed only by the filler material. Of note, this sintering step is usually accompanied with a shrinking of the object, which may not be uniform in all directions, and needs to be taken into account when designing the part.
Daylight Polymer Printing (DPP), also referred to liquid crystal display (LCD) technology, is a method that, unlike SLA and DLP, uses a light source in the visible spectrum (400—800 nm) to polymerize resin. A LCD screen is placed under the tank and can block the light from the diodes, resulting in the polymerization of only the points not masked. Using daylight renders this technique cheaper compared to the previous methods.
Vat polymerization approaches to additive manufacturing have had a profoundly transformative effect on several biomedical fields. Most notably, in the mid-2000s nearly 100% of hearing aids went from being manufactured using conventional methods to being 3D printed (https://cepr.org/), and new approaches to improve these devices are still being implemented [34]. Likewise, clear dental aligners like those manufactured by Invisalign were only made possible by the development of new biocompatible resins and SLA/DLP polymerization approaches, combined with in silico models for orthodontic applications [30, 35]. Naturally, the high resolution of vat polymerization techniques, combined with the development of biocompatible resins, has led to increased interest in tissue engineering, most notably for cartilage [36, 37]. There has even been recent work using cell-laden photocurable resins for the manufacturing of cartilage scaffolds [38].
Other less common technologies include Masked Stereolithography (MSLA) where the light source is an array of LEDs and the light is filtered by a screen that lets the light go through in the desired section (i.e., cross section of the object for that layer). This technology has the same advantages as DLP, but with a cheaper price.
-
b.
Jetting techniques
Material Jetting (MJ) is a technology where photosensitive resins are deposited in a drop on demand approach to create the cross section of the object layer by layer. As the droplets of the resin are deposited a light source photopolymerized it (Fig. 12.4).
This technology shows the best surface finish of the different AM technologies. Furthermore, different resins can be used in the same part. This allows us to manufacture objects made of several materials, with different mechanical properties and visual appearance. This also enables the use of soluble supports, completely removing the use of breakaway supports which can affect the surface finish of the part. The main disadvantage of this technology is the low mechanical properties of the fabricated parts, especially regarding mechanical fatigue and sensitivity to sunlight, as in the case of the vat polymerization resins.
Other AM techniques based on liquid polymerization can be used to produce objects with various materials such as polymers or metals (see Table 12.1).
Despite its promising features for the building of multimaterial constructs, the technical constraints of material jetting mean that it is not commonly used for implants and biomanufacturing [39]. As technologies move forward and the needs in the field evolve, it is possible that the positive features of material jetting will reignite an interest in the use of this technology in the biomedical field. This technology is nevertheless used in the medical field to print anatomical models for surgical planning or medical models [40,41,42].
-
a.
-
3.
Powder-based
-
a.
Inside a bed of powder
In this group, different approaches are possible, either by direct consolidation of the powder by an energy source, or by using a binder. The most common technologies for direct consolidation of the powder are Selective Laser Sintering (SLS) and Selective Laser Melting (SLM), where a laser is used to selectively sinter (or melt) a layer of particles to create the cross-section of the object. Selective Electron Beam Melting (SEBM) is a similar technique where an electron beam is used to melt the powder at each layer. Once finished, the layer is covered with a new layer of fresh powder, and the process is repeated (Fig. 12.4).
In this family, the particles can be polymers, metals, or ceramics, each of them requiring higher power than the previous to sinter/melt the particles. The heat inside the powder bed can accumulate and generate temperature gradients that can become a limiting factor of the process. This accumulation of heat inside the bed degrades the unused powder around the fabricated object. In the case of polymers, the unused powder serves as the support for the construction of the parts, which is advantageous for manufacturing by avoiding the need for support removal This is not the case for the ceramics and metals, where as the temperature gradients get higher, the presence of supports to anchor the part to the build plate becomes necessary. Because of the use of powder, the surface finishing will be matte and grainy. Surface finish depends on powder size. The smaller the powder, the smoother the surface, but smaller powder sizes make the process harder to master. With this technique a high level of accuracy can be reached. One of the most important limitations of the technique is time, as printing is a long step, but cooling of the cake of powder is also very time consuming. Depending on the material, different percentages of non-used power is recyclable. As such, to reduce the costs it is highly recommended to maximize the number of parts and minimize the volume occupied by them. Like other printing methods, shrinking and warping can occur due to different temperatures in the powder bed. These phenomena can be reduced with the use of a heating tank [5].
Additive manufacturing approaches using metal powders, in particular titanium alloys, are promising in the field of orthopedics and bone implants, due to the ability to generate high strength macroporous structures that are well suited to bone tissue engineering and prosthetics [43].
On the other side, there is the binder jetting family where, instead of sintering/melting the particles to form the object, the particles are bound together during the fabrication by a binder material. It is necessary to highlight that the fabricated parts will have the mechanical properties of the binder material and not the ones from the material of the particles. For this reason, to obtain the final parts with the desired mechanical properties a post process of sintering is necessary to burn away the binder matrix to obtain a final part in the same material as the particles. In the case of metals, a second post-processing step can be carried out in which a metal is infiltrated into the part to achieve higher mechanical properties and a lower porosity. This approach is used by Multi Jet Fusion (MJF) and Binder Jetting (BJ).
In the medical field, additive manufacturing approaches like binder jetting have mostly found pharmacological and drug delivery applications. More specifically, binder jetting 3D printed drug products have been approved by the FDA since 2015, and their interest for personalized medicine has been steadily increasing in recent years [44]. This approach to drug formulation is compatible with many FDA-approved excipients, further increasing the potential to bring patient-tailored and challenging drugs to market [45]. Binder jetting is also used in the medical field to print anatomical models for surgical planning or medical models [40,41,42].
-
b.
Direct deposition
The second group of the powder-based family is direct deposition, where the powder is transported and deposited in the desired spot. These technologies are limited to metals. This group can be divided into two different subgroups. The first is when the powder is projected to the fabrication spot and at the same time an energy source melts the powder to form a solid layer of material. This includes Laser Powder Deposition (LPD) and Direct Energy Deposition (DED). Another technology in this second subgroup is Cold Spray Additive Manufacturing (CSAM), where metal powder particles are projected at high velocities to a build plate (and then to the previous layer of deposed material) and are fused instantaneously with the rest of the object.
While medical applications of CSAM [46], DED [47] or LPD [48] are hinted at and explored in the literature, these approaches are still far from being commonplace, and only time will tell whether these strategies are truly well suited to the field of biomedical engineering.
-
a.
-
4.
Sheet-based
-
a.
Direct fabrication
The last group of additive manufacturing techniques is sheet-based AM. One of the most common is Laminated Object Manufacturing (LOM). In this process, material sheets or rolls are cut, with a cutter or a laser, and each sheet is laminated with the previous one. These two steps, cutting and lamination, can be inverted, they are called “cut-then-bond” or “bond-then-cut” [49].
This speedy process allows rapid prototypes at low cost. LOM enables the production of large parts but with a lack of microstructure control and limited design. However, this method is wasteful, similar to subtractive fabrication, and implies a waste removal process that requires human intervention and can deteriorate the part. To reduce the piece damaging it, one significantly method could be to cut and realize a fine cross hatching on the waste but this would increase the whole process time [50].
Another technology in this family is the Ultrasonic Additive Manufacturing (UAM). In contrast with LOM technology, UAM uses metal sheets that are welded together by an ultrasonic roller.
Unlike other technologies capable of fabricating objects with metal, UAM shows several advantages, such as the production of fully dense parts. Furthermore, the complete process does not require heat sources, which allows the placement of internal sensors inside the object during the fabrication without damaging them. Another benefit is the possibility to alternate the metals during the printing process achieving a multi material metal part. UAM has the main disadvantage of being a wasteful AM technology. To obtain the final cross section at each layer, the part needs to be machined to remove excess material.
To this date, no biomaterial application can be found, for both LOM and UAM, in the literature.
-
b.
Fabrication of support for final part
Roll Porous Scaffold (RPS) is a process where a support ribbon is perforated with a laser while it is rolled. The scaffold is progressively filled with a bioink [51] or a powder. When a powder is used the object is sintered. The ribbon and the support are then removed. The RPS is a fast technique that allows microscale work [52].
The many possibilities of hydrogel bioinks that can be used with RPS would allow the technique to produce biomaterials for tissue engineering for different tissues such as skin, bone or muscle. However, studies still need to be conducted on these topics [51].
In Composite Based Additive Manufacturing (CBAM) a binder solution is printed on a matrix sheet composed of randomly oriented fibers. A thermoplastic powder is then attached to the sheet thanks to the previously applied binder. Once the excess of powder is removed, the sheets are stacked together and heated in an oven for their consolidation. A sandblast step is finally realized to remove the excess of material.
This method is known for being a fast and cheap technique. No support is needed as the part is supported by the sheets itself. However, because of the difficulty of removing unwanted material, parts can only present simple shapes and none of the unused material can be recycled [53]. Due to layer stacking the mechanical properties are anisotropic. Finally, unlike other techniques, CBAM is not subject to shrinkage or warping.
In the medical field, this technique has been explored to produce surgical staples. However, they presented less implantable characteristics than other 3D printing methods [54].
-
a.
Biomaterials
Most AM methods can be used to produce biomaterials. As reported in Table 12.1, for each family of AM techniques and even within each family, the range of fabrication materials and the fabrication constraints can be quite different. Even though the range of available fabrication materials has considerably increased in recent years and is expected to increase even more, the printing of complex materials is still challenging. The main AM fabrication materials can be divided into four families: polymers, metals, ceramics, and hydrogels. The understanding of the chemistry, mechanical properties and biocompatibility of these materials is crucial for a better use of AM. A description of each family of materials is given in the following paragraph, with their corresponding advantages and disadvantages, as well as the different approaches which can be followed for their application in biology.
The first and most common family of materials corresponds to polymers. They offer some advantages, notably a wide range of mechanical properties and characteristics, such as flexibility and impact resistance. Also, the AM techniques related to these materials have generally lower costs and are easier to use. Different AM technologies allow the use of thermoplastic or thermosetting polymers. The most used AM technique for the fabrication with thermoplastic parts is the FFF. This technology has been used in biological applications, mostly for bone scaffolds, either from pure polymer based materials, such as biocompatible PEEK [55], or by composite materials (polymers with fillers) such as hydroxyapatite composites [59, 60]. Another application of AM thermoplastic polymers is biocompatible Shape Memory Polymers (SMP) for the fabrication of stents [61]. The thermosetting polymers on the other hand are mostly used with vat polymerization technologies. The most common thermosetting polymers used in this technique are not biocompatible, nevertheless due to its high precision and inexpensive cost, in recent years biocompatible resins have been developed [62]. Another advantage in AM of thermosetting polymers versus thermoplastics is that vat-polymerization techniques do not require high temperatures. This opens up the possibility of loading biocompatible resins with cells, for tissue engineering applications for example [63].
The second family of materials is metals. For biomedical applications, the only metals and alloys that can be used are the biocompatible ones. AM of metals generally relies on powder-based techniques, where a bed of powder is selectively consolidated (either by a binder or by energy) to generate the desired form. In comparison with the AM of polymers, the AM of metals is orders of magnitude more expensive. Nevertheless, the mechanical properties of metals open the possibility to other applications. The metals used in AM are mainly for the fabrication of permanent implants and precision chirurgical tools. In other cases, their biodegradability and absorption inside the body opens up the possibility for biodegradable implants and scaffolds [64].
The third family of materials are ceramics, due to their high mechanical stability and their biocompatibility. This family is present in different biomedical applications, mostly in the fabrication of scaffolds, bone grafts and implants. Lastly, AM of ceramics can be used for the coating of metallic implants for improved biocompatibility and cellular growth [65]. Due to their stiffness, the direct fabrication of ceramic parts can be challenging. The most common approach today is fabricating the object using a polymeric matrix that is highly loaded with ceramic particles. Once fabricated, the part is placed in an oven, where the polymeric matrix is burned away and the ceramic particles are sintered, resulting in a ceramic part. Ceramic AM has had a big impact on the dental industry, where patient-specific prostheses are fast generated by vat polymerization.
The AM of hydrogels has been developed specifically for biological applications, the main reasons are their biocompatibility and their fast biodegradability. Moreover, hydrogels can present a shape memory [66, 67]. However, the low mechanical properties of the hydrogels make them a rather complex material to use in AM.
When to Choose Additive Manufacturing
Process
As shown in Fig. 12.1, there are three main types of manufacturing techniques: Formative, Subtractive and Additive manufacturing [5].
Formative manufacturing is mostly used to fabricate parts with a simple geometry, commonly made of polymers or metals, and in high production volume as it presents the lowest production cost. The main limitations of this technique are the high initial investment, as molds and dies can be expensive (fixed cost), and the fact that the geometrical freedom of the part is rather limited (many design constraints).
The main limitations of subtractive manufacturing are the higher time of production, the design limitations in size or geometry, and the higher cost, since a lot of raw material is lost (high production cost). This technique is the most precise among the different manufacturing techniques.
The three main strengths of additive manufacturing are the almost complete geometrical freedom, the possibility to fabricate in almost any existing material and the capability of rapid transition from a model to a real object (also known as rapid prototyping) (see Table 12.2). AM is composed of several techniques and each of them has its own capabilities and limitations, from design constraints and resolution to fabrication materials.
An important aspect of AM is that thanks to the geometrical freedom and the possibility for rapid prototyping, it enables patient-personalized objects such as implants or casts. For example, AM can use data from 3D medical imaging methods, such as X-ray computed tomography (CT) and magnetic resonance imaging, directly for the fabrication of the objects. This enables the possibility of lower operation and hospitalization times, reducing costs while improving the performance of the implants [55].
Economy
Production costs are a major concern when selecting a manufacturing technique for industrial applications. In the case of additive manufacturing, one of the limiting factors is that there is almost no reduction of costs linked to the number of parts produced. As described in Fig. 5a, when comparing additive to subtractive and formative manufacturing, the two latter techniques see a steep reduction of costs correlated to the increase in the number of units produced [5]). As a result, additive manufacturing is mostly used for fast prototyping and production of complex-shaped structures as finished products (Fig. 5b).

a Evolution of the production costs of a part according to the number of parts produced. b Complexity of the parts according to the production capacity
When considering costs, one must also consider the material costs as it often represents a large proportion of the final cost of a product [68]. In the case of AM, this can be an important element of choice, especially considering the important loss if material is linked to subtractive manufacturing.
The choice of the right printing machine and its costs is the third factor to be taken into account. Using additive manufacturing for biomaterial design and tissue engineering offers simple solutions for the creation of complex (in shape, in composition, in heterogeneity of the organization) scaffolds. The recent ability to create matrices with organized cells already in the structure has opened many possibilities for researchers, but it has also created a large spang in the prices of the machines. Today, the market is offering many commercial bioprinting platforms, with prices ranging from $5,000 to over $500,000. The right choice for the material needed for specific applications will therefore also determine the economic impact on the production costs of the biomaterial [69].
Finally, the human cost represents a large portion of the final price of a biomaterial created by AM. The multiplicity of potential parameters linked to the production of the part (often more than 250 possible choices) creates the need for highly trained users of the technology, keeping production costs high [58].
Logistic
Nowadays, AM is an ubiquitous technique that can be easily developed at local production sites close to the consumer. Theoretically, this offers many logistical advantages compared to traditional manufacturing methods. For medical devices, however, the production is bound by specific regulations created by the International Standard Organization, such as the ISO 13485. The purpose of ISO 13485 is to ensure the consistent design, development, production, installation and delivery (and even disposal) of safe medical devices for their intended purpose. This necessary framework by the regulatory agencies is an issue for the rapid deployment of multiple production sites for biomaterials by AM [70]. The possibility that each hospital could have a local production site for patient-specific 3D printed biomaterials directly at the patient bedside is compromised by the aptitude to secure and adapt the place to the previously mentioned regulations.
Conclusion
As outlined in this chapter, additive manufacturing covers a very large range of techniques and materials. This versatility is of course well adapted to the creative design of new biomaterials and offers a great adaptation to any applicative question. Moreover, this field is constantly evolving with new progress and advances appearing at a fast rate. As an example, some printers on the market in 2023 allow to simultaneously use six independent printheads as different as a heated or cooled heads, cell electrowriting printhead, melt electrowriting printhead, or UV curing toolhead. This technique will therefore help the design of heterogeneous biomaterials in terms of structure (hard or soft scaffolds) of materials (metal or polymeric material together) or of cell distribution (acellular or cellularized areas in the same biomaterial).
In the specific case of medical devices, the additive manufacturing workflow offers the flexibility and the accessibility of allowing a personalization of implants and its ancillaries for each patient. Moving from mass production to personalized and patient-specific biomaterial design is a major trend in medical devices development. This approach not only facilitates surgical implantation, but also reduces stress for the patient as well as post-implantation adaptation time.
Additive manufacturing is also evolving towards better resolutions, to realize smaller parts while maintaining the possibility of complex shapes. This could increase the quality of the surface of the created pieces, and therefore reduce the number of post-production treatments needed to have new material with better biocompatibility.
All these possibilities come back to the researcher’s choice of the right technology of additive manufacturing, consistent with the structure of the biomaterial to be developed or the application to be targeted. This choice has to be carried out in accordance with the material selected, the appropriate mechanical properties, surface finishing, interaction with cells or surrounding tissues, and the needs of the patient and the medical practitioner in charge of the implantation.
References
Chia HN, Wu BM (2015) Recent advances in 3D printing of biomaterials. J Biol Eng 9(1):4. https://doi.org/10.1186/s13036-015-0001-4
ASTM International (ASTM) (2016) Standard practice for selecting generic biological test methods for materials and devices (ASTM Standard F748–16). https://doi.org/10.1520/F0748-16. Retrieved from www.astm.org
ISO/TC 194 (2020) Évaluation biologique des dispositifs médicaux (ISO 10993:2020). Retrieved from https://www.iso.org/fr/ics/11.100.20/x/
Park J, Lakes RS (2007) Biomaterials: an introduction. Springer Science & Business Media
Redwood B, Schöffer F, Garret B (2017) The 3D printing handbook: technologies, design and applications. In: 3D Hubs. Retrieved from https://lib.hpu.edu.vn/handle/123456789/31395
Kodama H (1998) Automatic method for fabricating a three‐dimensional plastic model with photo‐hardening polymer. Rev Sci Instrum 52(11):1770. https://doi.org/10.1063/1.1136492
Zou Q (2022) Parametric/direct CAD integration. https://doi.org/10.48550/arXiv.2203.02252
Gleadall A (2021) FullControl GCode designer: open-source software for unconstrained design in additive manufacturing. Addit Manuf 46:102109. https://doi.org/10.1016/j.addma.2021.102109
Rajput S, Burde H, Singh US, Kajaria H, Bhagchandani RK (2021) Optimization of prosthetic leg using generative design and compliant mechanism. Mater Today Proc 46:8708–8715. https://doi.org/10.1016/j.matpr.2021.04.026
Hunde BR, Woldeyohannes AD (2022) Future prospects of computer-aided design (CAD)—a review from the perspective of artificial intelligence (AI), extended reality, and 3D printing. Results Eng 14:100478. https://doi.org/10.1016/j.rineng.2022.100478
Chakraborty D, Reddy BA, Choudhury AR (2008) Extruder path generation for curved layer fused deposition modeling. Comput-Aided Des 40(2):235–243. https://doi.org/10.1016/j.cad.2007.10.014
Rankin TM, Giovinco NA, Cucher DJ, Watts G, Hurwitz B, Armstrong DG (2014) Three-dimensional printing surgical instruments: are we there yet? J Surg Res 189(2):193–197. https://doi.org/10.1016/j.jss.2014.02.020
van der Stelt M, Stenveld F, Bitter T, Maal TJJ, Janssen D (2022) Design evaluation of FFF-printed transtibial prosthetic sockets using follow-up and finite element analysis. Prosthesis 4(4):589–599. https://doi.org/10.3390/prosthesis4040048
Gensler M et al (2020) 3D printing of bioreactors in tissue engineering: a generalised approach. PLOS ONE 15(11):e0242615. https://doi.org/10.1371/journal.pone.0242615
Steffens S et al (2022) 3D-printed design of a stereotaxic adaptor for the precision targeting of brain structures in infant mice. Eur J Neurosci 55(3):725–732. https://doi.org/10.1111/ejn.15588
Baek I, Kwon O, Lim C-M, Park KY, Bae C-J (2022) 3D PEEK objects fabricated by fused filament fabrication (FFF). Materials 15(898):1–9. https://doi.org/10.3390/ma15030898
Schlégl ÁT, Told R, Kardos K, Szőke A, Ujfalusi Z, Maróti P (2022) Evaluation and comparison of traditional plaster and fiberglass casts with 3D-printed PLA and PLA–CaCO3 composite splints for bone-fracture management. Polymers 14(3571):1–17. https://doi.org/10.3390/polym14173571
Rezania N, Asadi-Eydivand M, Abolfathi N, Bonakdar S, Mehrjoo M, Solati-Hashjin M (2022) Three-dimensional printing of polycaprolactone/hydroxyapatite bone tissue engineering scaffolds mechanical properties and biological behavior. J Mater Sci Mater Med 33(3):31. https://doi.org/10.1007/s10856-022-06653-8
Xia C et al (2020) A review on wire arc additive manufacturing: monitoring, control and a framework of automated system. J Manuf Syst 57:31–45. https://doi.org/10.1016/j.jmsy.2020.08.008
Pixner F et al (2020) Wire-based additive manufacturing of Ti-6Al-4V using electron beam technique. Materials 13(3310):1–23. https://doi.org/10.3390/ma13153310
Murr LE et al (2009) Microstructures and mechanical properties of electron beam-rapid manufactured Ti–6Al–4V biomedical prototypes compared to wrought Ti–6Al–4V. Mater Charact 60(2):96–105. https://doi.org/10.1016/j.matchar.2008.07.006
Mondal D, Willett TL (2020) Mechanical properties of nanocomposite biomaterials improved by extrusion during direct ink writing. J Mech Behav Biomed Mater 104:103653. https://doi.org/10.1016/j.jmbbm.2020.103653
Monfared MH et al (2022) A deep insight into the preparation of ceramic bone scaffolds utilizing robocasting technique. Ceram Int 48(5):5939–5954. https://doi.org/10.1016/j.ceramint.2021.11.268
Lewis JA (2006) Direct ink writing of 3D functional materials. Adv Funct Mater 16(17):2193–2204. https://doi.org/10.1002/adfm.200600434
Agarwal S, Saha S, Balla VK, Pal A, Barui A, Bodhak S (2020) Current developments in 3D bioprinting for tissue and organ regeneration—a review. Front Mech Eng 6(589171):1–22. https://doi.org/10.3389/fmech.2020.589171
Persaud A, Maus A, Strait L, Zhu D (2022) 3D bioprinting with live cells. Eng Regen 3(3):292–309. https://doi.org/10.1016/j.engreg.2022.07.002
Dey M, Ozbolat T (2020) 3D bioprinting of cells, tissues and organs. Sci Rep 10:14023. https://doi.org/10.1038/s41598-020-70086-y
Zhang B, Cristescu R, Chrisey DB, Narayan RJ (2020) Solvent-based extrusion 3D printing for the fabrication of tissue engineering scaffolds. Int J Bioprinting 6(1):211. https://doi.org/10.18063/ijb.v6i1.211
Zhu W, Ma X, Gou M, Mei D, Zhang K, Chen S (2016) 3D printing of functional biomaterials for tissue engineering. Curr Opin Biotechnol 40:103–112. https://doi.org/10.1016/j.copbio.2016.03.014
Mohammed AA, Algahtani MS, Ahmad MZ, Ahmad J, Kotta S (2021) 3D printing in medicine: technology overview and drug delivery applications. Ann 3D Print Med 4:100037. https://doi.org/10.1016/j.stlm.2021.100037
Mahmood MA (2021) 3D printing in drug delivery and biomedical applications: a state-of-the-art review. Compounds 1(3):94–115. https://doi.org/10.3390/compounds1030009
Fitzpatrick V et al (2021) Functionalized 3D-printed silk-hydroxyapatite scaffolds for enhanced bone regeneration with innervation and vascularization. Biomaterials 276:120995. https://doi.org/10.1016/j.biomaterials.2021.120995
Zhu Z, Park HS, McAlpine MC (2020) 3D printed deformable sensors. Sci Adv 6(25):eaba5575. https://doi.org/10.1126/sciadv.aba5575
Vivero-Lopez M et al (2021) Anti-biofilm multi drug-loaded 3D printed hearing aids. Mater Sci Eng C 119:111606. https://doi.org/10.1016/j.msec.2020.111606
Barone S, Neri P, Paoli A, Razionale AV, Tamburrino F (2019) Development of a DLP 3D printer for orthodontic applications. Procedia Manuf 38:1017–1025. https://doi.org/10.1016/j.promfg.2020.01.187
Kim SH, Kim DY, Lim TH, Park CH (2020) Silk fibroin bioinks for digital light processing (DLP) 3D bioprinting. In: Chun HJ, Reis RL, Motta A, Khang G (eds) Bioinspired biomaterials: advances in tissue engineering and regenerative medicine. Singapore: Springer, pp 53–66. https://doi.org/10.1007/978-981-15-3258-0_4
Kim SH et al (2018) Precisely printable and biocompatible silk fibroin bioink for digital light processing 3D printing. Nat Commun 9(1620):1–14. https://doi.org/10.1038/s41467-018-03759-y
Hong H et al (2020) Digital light processing 3D printed silk fibroin hydrogel for cartilage tissue engineering. Biomaterials 232:119679. https://doi.org/10.1016/j.biomaterials.2019.119679
Salmi M (2021) Additive manufacturing processes in medical applications. Materials 14(191):1–16. https://doi.org/10.3390/ma14010191
Mitsouras D et al (2015) Medical 3D printing for the radiologist. Radiographics 35(7):1965–1988. https://doi.org/10.1148/rg.2015140320
Tappa K, Jammalamadaka U (2018) Novel biomaterials used in medical 3D printing techniques. J Funct Biomater 9(17):1–16. https://doi.org/10.3390/jfb9010017
Touri M, Kabirian F, Saadati M, Ramakrishna S, Mozafari M (2019) Additive manufacturing of biomaterials—the evolution of rapid prototyping. Adv Eng Mater 21(2):1800511. https://doi.org/10.1002/adem.201800511
Guo AXY et al (2022) Biomedical applications of the powder‐based 3D printed titanium alloys: a review. J Mater Sci Technol 125:252–264. https://doi.org/10.1016/j.jmst.2021.11.084
Rahman Z, Charoo NA, Kuttolamadom M, Asadi A, Khan M (2020) Chapter 46—printing of personalized medication using binder jetting 3D printer. In: Faintuch J, Faintuch S (eds) Precision medicine for investigators, practitioners and providers. Academic Press, pp 473–481. https://doi.org/10.1016/B978-0-12-819178-1.00046-0
Kozakiewicz-Latała M et al (2022) Binder jetting 3D printing of challenging medicines: from low dose tablets to hydrophobic molecules. Eur J Pharm Biopharm 170:144–159. https://doi.org/10.1016/j.ejpb.2021.11.001
Ashokkumar M, Thirumalaikumarasamy D, Sonar T, Deepak S, Vignesh P, Anbarasu M (2022) An overview of cold spray coating in additive manufacturing, component repairing and other engineering applications. J Mech Behav Mater 31(1):514–534. https://doi.org/10.1515/jmbm-2022-0056
Freire B, Babcinschi M, Ferreira L, Señaris B, Vidal F, Neto P (2020) Direct energy deposition: a complete workflow for the additive manufacturing of complex shape parts. Procedia Manuf 51:671–677. https://doi.org/10.1016/j.promfg.2020.10.094
Costello AC, Koduri SK, Sears JW (2003) Optimization of laser powder deposition for 316L stainless steel. Int Congr Appl Lasers Electro-Opt p 701. https://doi.org/10.2351/1.5060072
Dermeik B, Travitzky N (2020) Laminated object manufacturing of ceramic-based materials. Adv Eng Mater 22(9):2000256. https://doi.org/10.1002/adem.202000256
Chiu YY, Liao YS, Hou CC (2003) Automatic fabrication for bridged laminated object manufacturing (LOM) process. J Mater Process Technol 140(1):179–184. https://doi.org/10.1016/S0924-0136(03)00710-6
Shulunov V (2019) A novel roll porous scaffold 3D bioprinting technology. Bioprinting 13:e00042. https://doi.org/10.1016/j.bprint.2019.e00042
Shulunov V (2014) A high performance, high precision, low cost rapid prototyping and manufacturing technology. Int J Autom Smart Technol 4:179–184. https://doi.org/10.5875/ausmt.v4i3.718
Goh GD, Yap YL, Agarwala S, Yeong WY (2019) Recent progress in additive manufacturing of fiber reinforced polymer composite. Adv Mater Technol 4(1):1800271. https://doi.org/10.1002/admt.201800271
Al Takhayneh O (2021) Rapid prototyping of surgical staples. Univ Wollongong Thesis Collect 2017. Retrieved from https://ro.uow.edu.au/theses1/1422
Zhao Y, Zhao K, Li Y, Chen F (2020) Mechanical characterization of biocompatible PEEK by FDM. J Manuf Process 56:28–42. https://doi.org/10.1016/j.jmapro.2020.04.063
Milovanović A et al (2021) The effect of time on mechanical properties of biocompatible photopolymer resins used for fabrication of clear dental aligners. J Mech Behav Biomed Mater 119:104494. https://doi.org/10.1016/j.jmbbm.2021.104494
Ge X et al (2020) Cicada-inspired fluoridated hydroxyapatite nanostructured surfaces synthesized by electrochemical additive manufacturing. Mater Des 193:108790. https://doi.org/10.1016/j.matdes.2020.108790
Li C, Zhou X, Liu X (2021) Integrating the bio-digital aesthetic value and architecture potential of RLP-concrete 3D printing technology. IOP Conf Ser Earth Environ Sci 768(1):012156. https://doi.org/10.1088/1755-1315/768/1/012156
Pu’ad NASM, Haq RHA, Noh HM, Abdullah HZ, Idris MI, Lee TC (2020) Review on the fabrication of fused deposition modelling (FDM) composite filament for biomedical applications. Mater Today Proc 29:228–232. https://doi.org/10.1016/j.matpr.2020.05.535
Sharma R, Singh R, Penna R, Fraternali F (2018) Investigations for mechanical properties of HAP, PVC and PP based 3D porous structures obtained through biocompatible FDM filaments. Compos Part B Eng 132:237–243. https://doi.org/10.1016/j.compositesb.2017.08.021
Yeazel TR, Becker ML (2020) Advancing toward 3D printing of bioresorbable shape memory polymer stents. Biomacromolecules 21(10):3957–3965. https://doi.org/10.1021/acs.biomac.0c01082
González G et al (2020) Materials testing for the development of biocompatible devices through vat-polymerization 3D printing. Nanomaterials 10(1788):1–13. https://doi.org/10.3390/nano10091788
Murphy CA, Lim KS, Woodfield TBF (2022) Next evolution in organ-scale biofabrication: bioresin design for rapid high-resolution vat polymerization. Adv Mater 34(20):2107759. https://doi.org/10.1002/adma.202107759
Velásquez-García LF, Kornbluth Y (2021) Biomedical applications of metal 3D printing. Annu Rev Biomed Eng 23(1):307–338. https://doi.org/10.1146/annurev-bioeng-082020-032402
Ly M, Spinelli S, Hays S, Zhu D (2022) 3D printing of ceramic biomaterials. Eng Regen 3(1):41–52. https://doi.org/10.1016/j.engreg.2022.01.006
Chen J, Huang J, Hu Y (2020) 3D printing of biocompatible shape-memory double network hydrogels. ACS Appl Mater Interfaces 13(11):12726–12734. https://doi.org/10.1021/acsami.0c17622
Shiblee MNI, Ahmed K, Khosla A, Kawakami M, Furukawa H (2018) 3D printing of shape memory hydrogels with tunable mechanical properties. Soft Matter 14(38):7809–7817. https://doi.org/10.1039/C8SM01156G
Thomas DS, Gilbert SW (2014) Costs and cost effectiveness of additive manufacturing. In: National Institute of Standards and Technology, NIST SP 1176. https://doi.org/10.6028/NIST.SP.1176
Tong A et al (2021) « Review of low-cost 3D bioprinters: state of the market and observed future trends. SLAS Technol Transl Life Sci Innov 26(4):333–366. https://doi.org/10.1177/24726303211020297
Verboeket V, Khajavi SH, Krikke H, Salmi M, Hoolmström J (2021) Additive manufacturing for localized medical parts production: a case study. IEEE Access 9:25818–25834. https://doi.org/10.1109/ACCESS.2021.3056058
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Otaola, F. et al. (2023). Additive Manufacturing of Biomaterials. In: Gunduz, O., Egles, C., Pérez, R.A., Ficai, D., Ustundag, C.B. (eds) Biomaterials and Tissue Engineering. Stem Cell Biology and Regenerative Medicine, vol 74. Springer, Cham. https://doi.org/10.1007/978-3-031-35832-6_12
Download citation
DOI: https://doi.org/10.1007/978-3-031-35832-6_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-35831-9
Online ISBN: 978-3-031-35832-6
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)